Зварювальний апарат
Номер патенту: 46364
Опубліковано: 15.05.2002
Автори: Литвинов Віктор Іванович, Жукова Наталя Вікторовна, Тітієвський Володимир Маркович, Кузьменко Віктор Миколайович, Підгорний Ігор Вікторович, Казаков Вадим Олександрович

Формула / Реферат
Зварювальний апарат, що містить тиристорний перетворювач постійного струму, регулятор твердої чи падаючої характеристик, з'єднаний відповідно з датчиком напруги чи датчиком струму, який відрізняється тим, що він оснащений регулятором потужності, з'єднаним з перемножувачем, входи якого з'єднані з датчиком струму і датчиком напруги, і задатчиком потужності, з'єднаним з виходом суматора, входи якого з'єднані з датчиками швидкостей подачі зварювального дроту і виробу щодо зони зварювання.
Текст
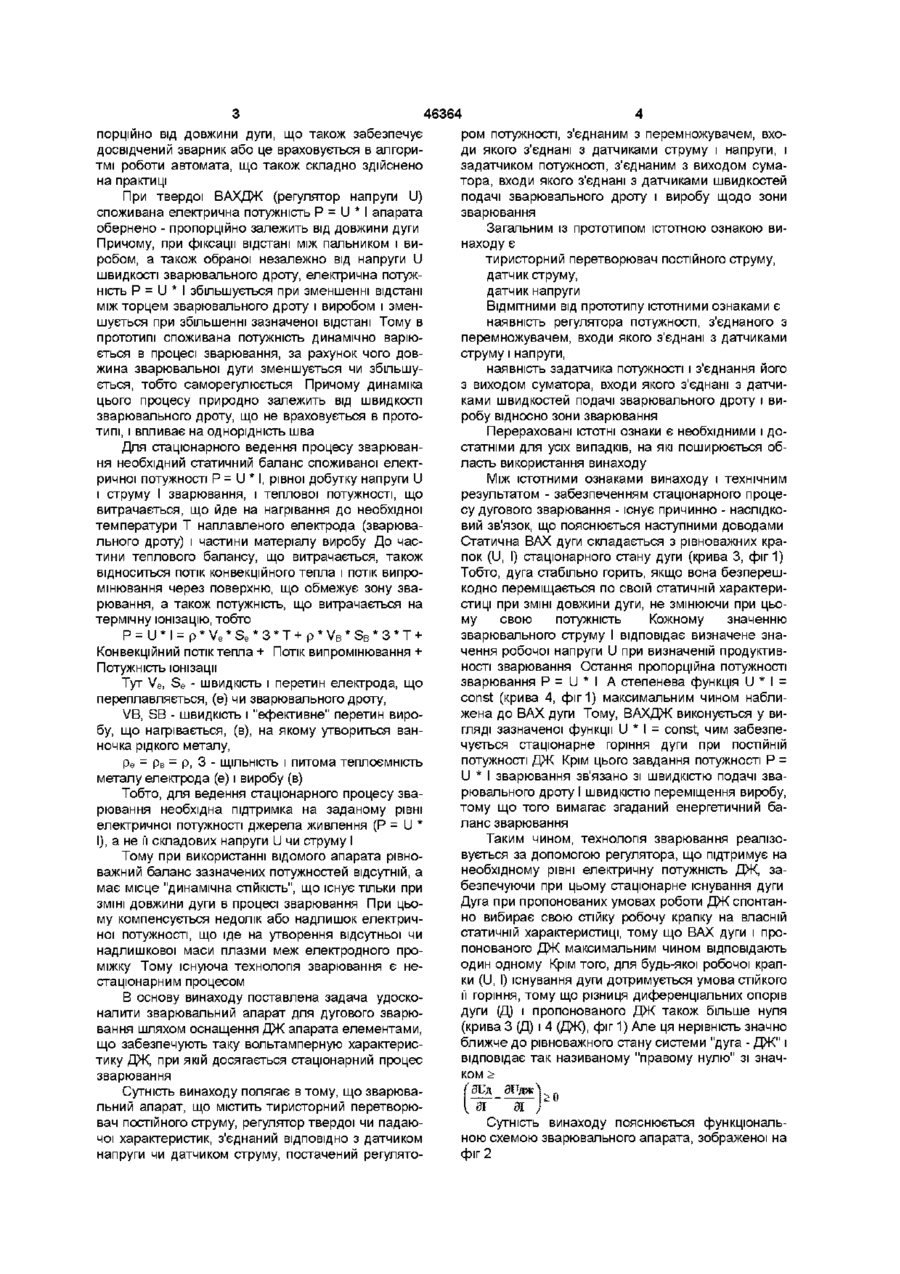
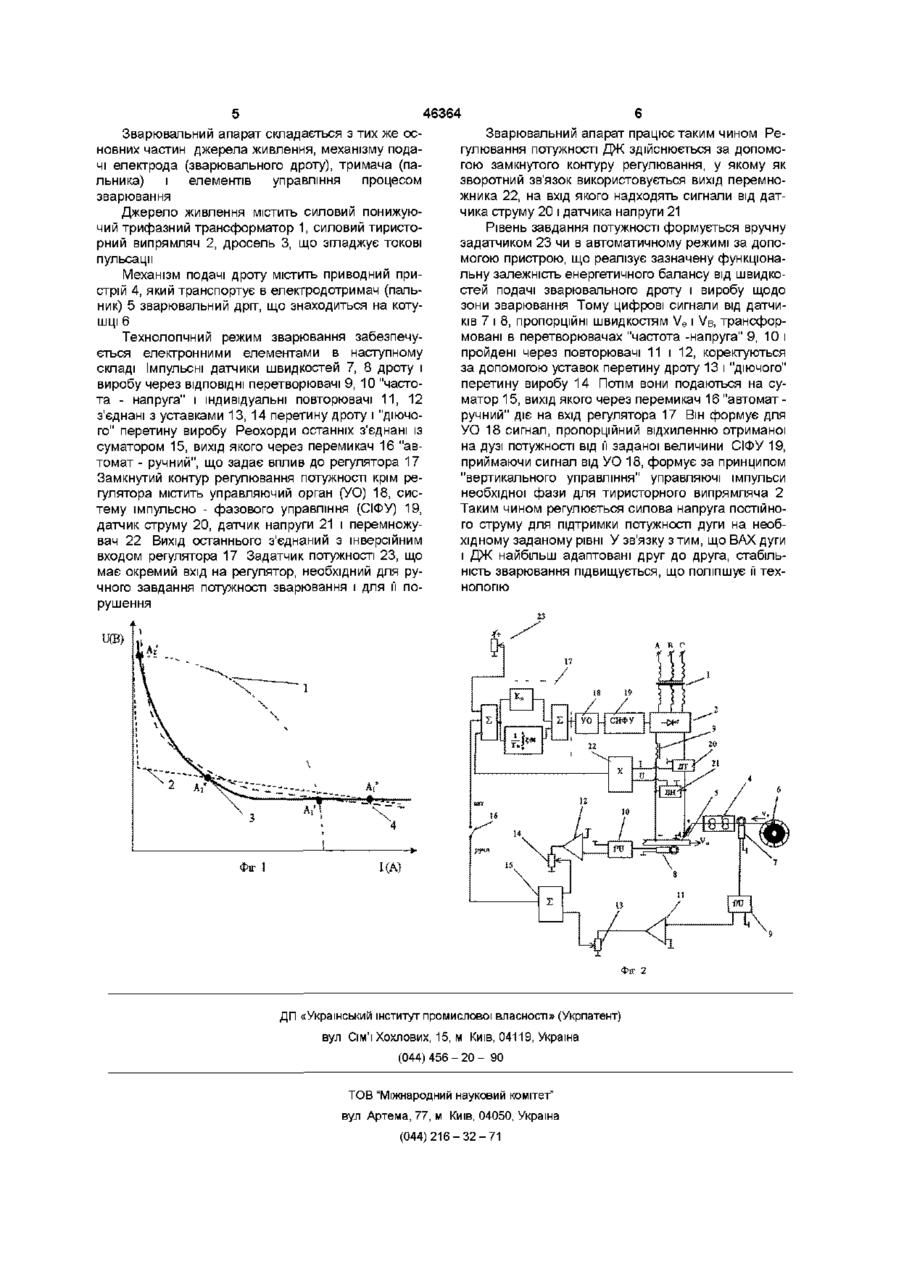
Зварювальний апарат, що містить тиристорний перетворювач постійного струму, регулятор твердої чи падаючої характеристик, з'єднаний ВІДПОВІДНО З датчиком напруги чи датчиком струму, який відрізняється тим, що він оснащений регулятором потужності, з'єднаним з перемножувачем, входи якого з'єднані з датчиком струму і датчиком напруги, і задатчиком потужності, з'єднаним з виходом суматора, входи якого з'єднані з датчиками швидкостей подачі зварювального дроту і виробу щодо зони зварювання Відомий регульований зварювальний апарат (Устаткування для дугового зварювання Довідковий посібник/Под ред В В Смирнова Л Энергоатомиздат Ленінградське відділення 1986, 656с прототип винаходу) Цей апарат складається з регульованого джерела живлення, механізму подачі електрода (зварювального дроту), тримача (пальника) і елементів управління процесом зварювання Відомо, ЩО процес зварювання характеризується статичними вольт амперними характеристиками (ВАХ) самої дуги і джерела живлення (ДЖ) ВАХ будь-якого ДЖ одержують не на дузі, а на активному навантаженні На фиг 1 показані ВАХДЖ 1 - падаюча, 2 - тверда Ці ВАХ реалізуються ВІДПОВІДНО за допомогою регулятора струму або регулятора напруги Тут ВАХ зварювальної дуги показана під номером З При використанні падаючої статичної ВАХДЖ довжина зварювальної дуги регулюється вручну зварником або автоматичною системою зварювального апарата У цьому випадку ДЖ працює як регулятор струму Причому заданому значенню струму І відповідає визначене значення робочої напруги U, що прямо - пропорційно залежить від довжини дуги ДЖ із твердою статичною ВАХ застосовують при використанні зварювального дроту, подаваної в зону зварювання з постійною швидкістю, що не залежить від напруги на дузі У цьому випадку ДЖ працює як регулятор напруги U Причому, при заданій напрузі U величина зварювального струму І змінюється в обернено - пропорційній залежності від довжини дуги Таким чином забезпечується саморегулювання довжини зварювальної дуги Робота системи "ДЖ - дуга" при падаючій чи твердої ВАХДЖ прототипу визначається двома крапками перетинання ВАХДЖ і ВАХ дуги (див фіг 1) Крапка А2' чи крапка А2" відповідає моменту порушення зварювальної дуги, а крапка А1' чи крапка А1" - робочому режиму зварювання Причому тільки одна крапка А1' чи крапка А1" є стійкої стосовно існування дуги (Д), тому що умова стійкого м горіння (різниця диференціальних опорів) [зі ді } для крапки А2' чи крапки А2" не виконується (див прототип) Зазначений апарат має істотний недолік Застосовуване джерело живлення для цього апарата не забезпечує статичний баланс споживаної та витраченої потужностей У прототипі для ведення процесу зварювання підтримують на заданому рівні напругу U чи струм І При падаючої ВАХДЖ (регулятор струму І) споживана електрична потужність Р = U * І апарата прямо - пропорційно залежить від довжини дуги, що на заданому рівні підтримує досвідчений зварник або автомат зварювального апарата Тому якість звареного шва уздовж його довжини залежить від кваліфікації зварника чи відповідної роботи згаданого автомата, що не завжди здійснено на практиці Причому продуктивність зварювання (швидкість переміщення електрода уздовж виробу) при даному режимі роботи ДЖ природно залежить прямо - про (О со (О 46364 порційно від довжини дуги, що також забезпечує досвідчений зварник або це враховується в алгоритмі роботи автомата, що також складно здійснено на практиці При твердої ВАХДЖ (регулятор напруги U) споживана електрична потужність Р = U * І апарата обернено - пропорційно залежить від довжини дуги Причому, при фіксації відстані між пальником і виробом, а також обраної незалежно від напруги U швидкості зварювального дроту, електрична потужність Р = U * І збільшується при зменшенні відстані між торцем зварювального дроту і виробом і зменшується при збільшенні зазначеної відстані Тому в прототипі споживана потужність динамічно варіюється в процесі зварювання, за рахунок чого довжина зварювальної дуги зменшується чи збільшується, тобто саморегулюється Причому динаміка цього процесу природно залежить від швидкості зварювального дроту, що не враховується в прототипі, і впливає на однорідність шва Для стаціонарного ведення процесу зварювання необхідний статичний баланс споживаної електричної потужності Р = U * І, рівної добутку напруги U і струму І зварювання, і теплової потужності, що витрачається, що йде на нагрівання до необхідної температури Т наплавленого електрода (зварювального дроту) і частини матеріалувиробу До частини теплового балансу, що витрачається, також відноситься потік конвекційного тепла і потік випромінювання через поверхню, що обмежує зону зварювання, а також потужність, що витрачається на термічну іонізацію, тобто P=U*l = p*Ve*Se*3*T+p*VB*SB*3*T + Конвекційний потік тепла + Потік випромінювання + Потужність іонізації Тут Ve, S e - швидкість і перетин електрода, що переплавляється, (є) чи зварювального дроту, VB, SB - швидкість і "ефективне" перетин виробу, що нагрівається, (в), на якому утвориться ванночка рідкого металу, Ре - Рв - р, 3 - ЩІЛЬНІСТЬ і питома теплоємність металу електрода (є) і виробу (в) Тобто, для ведення стаціонарного процесу зварювання необхідна підтримка на заданому рівні електричної потужності джерела живлення (Р = U * І), а не її складових напруги U чи струму І Тому при використанні відомого апарата рівноважний баланс зазначених потужностей відсутній, а має місце "динамічна СТІЙКІСТЬ", ЩО існує ТІЛЬКИ при ЗМІНІ довжини дуги в процесі зварювання При цьому компенсується недолік або надлишок електричної потужності, що іде на утворення відсутньої чи надлишкової маси плазми меж електродного проміжку Тому існуюча технологія зварювання є нестаціонарним процесом В основу винаходу поставлена задача удосконалити зварювальний апарат для дугового зварювання шляхом оснащення ДЖ апарата елементами, що забезпечують таку вольтамперную характеристику ДЖ, при якій досягається стаціонарний процес зварювання Сутність винаходу полягає в тому, що зварювальний апарат, що містить тиристорний перетворювач постійного струму, регулятор твердої чи падаючої характеристик, з'єднаний ВІДПОВІДНО З датчиком напруги чи датчиком струму, постачений регулято ром потужності, з єднаним з перемножувачем, входи якого з'єднані з датчиками струму і напруги, і задатчиком потужності, з'єднаним з виходом суматора, входи якого з'єднані з датчиками швидкостей подачі зварювального дроту і виробу щодо зони зварювання Загальним із прототипом істотною ознакою винаходу є тиристорний перетворювач постійного струму, датчик струму, датчик напруги ВІДМІТНИМИ ВІД прототипу істотними ознаками є наявність регулятора потужності, з'єднаного з перемножувачем, входи якого з'єднані з датчиками струму і напруги, наявність задатчика потужності і з'єднання його з виходом суматора, входи якого з'єднані з датчиками швидкостей подачі зварювального дроту і виробу відносно зони зварювання Перераховані ІСТОТНІ ознаки є необхідними і достатніми для усіх випадків, на які поширюється область використання винаходу Між ІСТОТНИМИ ознаками винаходу і технічним результатом - забезпеченням стаціонарного процесу дугового зварювання - існує причинно - наслідковий зв'язок, що пояснюється наступними доводами Статична ВАХ дуги складається з рівноважних крапок (U, І) стаціонарного стану дуги (крива 3, фіг 1) Тобто, дуга стабільно горить, якщо вона безперешкодно переміщається по своїй статичній характеристиці при ЗМІНІ довжини дуги, не змінюючи при цьому свою потужність Кожному значенню зварювального струму І відповідає визначене значення робочої напруги U при визначеній продуктивності зварювання Остання пропорційна потужності зварювання Р = U * І А степенева функція U * І = const (крива 4, фіг1) максимальним чином наближена до ВАХ дуги Тому, ВАХДЖ виконується у вигляді зазначеної функції U * І = const, чим забезпечується стаціонарне горіння дуги при ПОСТІЙНІЙ потужності ДЖ Крім цього завдання потужності Р = U * І зварювання зв'язано зі швидкістю подачі зварювального дроту І швидкістю переміщення виробу, тому що того вимагає згаданий енергетичний баланс зварювання Таким чином, технологія зварювання реалізовується за допомогою регулятора, що підтримує на необхідному рівні електричну потужність ДЖ, забезпечуючи при цьому стаціонарне існування дуги Дуга при пропонованих умовах роботи ДЖ спонтанно вибирає свою стійку робочу крапку на власній статичній характеристиці, тому що ВАХ дуги і пропонованого ДЖ максимальним чином відповідають один одному Крім того, для будь-якої робочої крапки (U, І) існування дуги дотримується умова стійкого її горіння, тому що різниця диференціальних опорів дуги (Д) і пропонованого ДЖ також більше нуля (крива З (Д) і 4 (ДЖ), фіг 1) Але ця нерівність значно ближче до рівноважного стану системи "дуга - ДЖ" і відповідає так називаному "правому нулю" зі значком > ~ :0 Сутність винаходу пояснюється функціональною схемою зварювального апарата, зображеної на фіг 2 46364 Зварювальний апарат складається з тих же осЗварювальний апарат працює таким чином Реновних частин джерела живлення, механізму подагулювання потужності ДЖ здійснюється за допомочі електрода (зварювального дроту), тримача (пагою замкнутого контуру регулювання, у якому як льника) і елементів управління процесом зворотний зв'язок використовується вихід перемнозварювання жника 22, на вхід якого надходять сигнали від датчика струму 20 і датчика напруги 21 Джерело живлення містить силовий понижуючий трифазний трансформатор 1, силовий тиристоРівень завдання потужності формується вручну рний випрямляч 2, дросель 3, що згладжує токові задатчиком 23 чи в автоматичному режимі за допопульсації могою пристрою, що реалізує зазначену функціональну залежність енергетичного балансу від швидкоМеханізм подачі дроту містить приводний пристей подачі зварювального дроту і виробу щодо стрій 4, який транспортує в електродотримач (пальзони зварювання Тому цифрові сигнали від датчиник) 5 зварювальний дріт, що знаходиться на котуків 7 і 8, пропорційні швидкостям Ve і VB, трансфоршці 6 мовані в перетворювачах "частота -напруга" 9, 10 і Технологічний режим зварювання забезпечупройдені через повторювачі 11 і 12, коректуються ється електронними елементами в наступному за допомогою уставок перетину дроту 13 і "діючого" складі Імпульсні датчики швидкостей 7, 8 дроту і перетину виробу 14 Потім ВОНИ подаються на сувиробу через ВІДПОВІДНІ перетворювачі 9, 10 "частоматор 15, вихід якого через перемикач 16 "автомат та - напруга" і індивідуальні повторювачі 11, 12 ручний" діє на вхід регулятора 17 Він формує для з'єднані з уставками 13, 14 перетину дроту і "діючоУО 18 сигнал, пропорційний відхиленню отриманої го" перетину виробу Реохорди останніх з'єднані із на дузі потужності від її заданої величини СІФУ 19, суматором 15, вихід якого через перемикач 16 "авприймаючи сигнал від УО 18, формує за принципом томат - ручний", що задає вплив до регулятора 17 "вертикального управління" управляючі імпульси Замкнутий контур регулювання потужності крім ренеобхідної фази для тиристорного випрямляча 2 гулятора містить управляючий орган (УО) 18, сисТаким чином регулюється силова напруга постійнотему імпульсно - фазового управління (СІФУ) 19, го струму для підтримки потужності дуги на необдатчик струму 20, датчик напруги 21 і перемножухідному заданому рівні У зв'язку з тим, що ВАХ дуги вач 22 Вихід останнього з'єднаний з інверсійним і ДЖ найбільш адаптовані друг до друга, стабільвходом регулятора 17 Задатчик потужності 23, що ність зварювання підвищується, що поліпшує її техмає окремий вхід на регулятор, необхідний для рунологію чного завдання потужності зварювання і для її порушення Фіг 1 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 46364
ДивитисяДодаткова інформація
Автори англійськоюTitiievskyi Volodymyr Markovych, Litvinov Biktor Ivanovych, Lytvynov Viktor Ivanovych, Lytvynov Biktor Ivanovych, Kuzmenko Viktor Mykolaiovych, Pidhornyi Ihor Viktorovych
Автори російськоюТитиевский Владимир Маркович, Литвинов Виктор Иванович, Кузьменко Виктор Николаевич, Подгорный Игорь Викторович
МПК / Мітки
МПК: B23K 9/00
Мітки: зварювальний, апарат
Код посилання
<a href="https://ua.patents.su/4-46364-zvaryuvalnijj-aparat.html" target="_blank" rel="follow" title="База патентів України">Зварювальний апарат</a>
Екзотермічний паяльно – зварювальний стержень
Номер патенту: 37450
Опубліковано: 15.05.2001
Автори: Лебедєв Володимир Георгійович, Лебедєв Борис Володимирович
МПК: B23K 23/00
Мітки: стержень, екзотермічний, зварювальний, паяльно
Формула / Реферат:
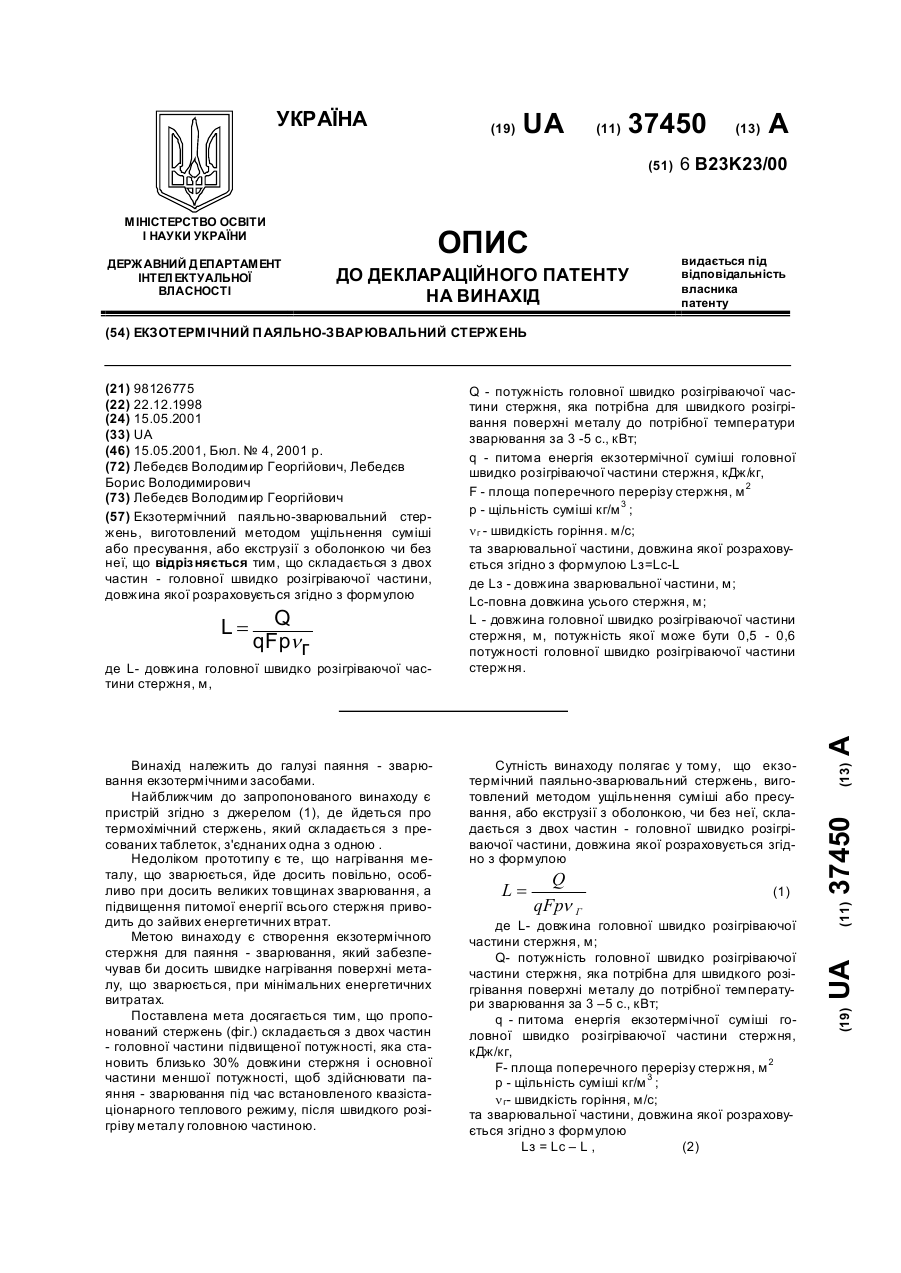
Екзотермічний паяльно-зварювальний стержень, виготовлений методом ущильнення суміші або пресування або екструзії з оболонкою чи без неї , який відрізняється тим,що складається з двох частин - головної швидкорозогріваючої частини, довжина якої розраховуєтьсязгідно з формулою: ,де L- довжина головної швидкорозогріваючої частини стержня, м;Q- потужність...
Зварювальний електрод
Номер патенту: 23849
Опубліковано: 16.06.1998
Автори: Косенко Петро Олексійович, Явдощин Ігор Романович, Походня Ігор Костянтинович
МПК: B23K 35/00
Мітки: електрод, зварювальний
Формула / Реферат:
1. Зварювальний електрод, який складається з низьковуглецевого стального сердечника (дроту) та нанесеного на нього покриття, яке містить ільменитовий концентрат, польовий шпат, феросплави-розкислювачі на основі марганцю та кремнію, мінеральні та органічні пластифікатори, який відрізняється тим, що додатково містить доломіт та сухий залишок розчинного калій-натрієвого силікату при слідуючому співвідношенні компонентів,...
Зварювальний комплекс для зварювання трубопроводів під водою

Номер патенту: 44923
Опубліковано: 15.03.2002
Автори: Зяхор Ігор Васильович, Кучук-Яценко Сергій Іванович, Казимов Борис Іванович
МПК: B23K 11/04, F16L 1/26
Мітки: зварювальний, зварювання, комплекс, водою, трубопроводів
Формула / Реферат:
1. Зварювальний комплекс для зварювання трубопроводів під водою, який містить камеру жорсткої конструкції, відкриту в нижній частині, із вирізами для труб у бокових стінках і шарнірно закріпленими біля вирізів захватами з ущільненнями для гідроізоляції кінців труб, що зварюються, зварювальну установку, розміщену всередині камери, і систему подачі газу в камеру, який відрізняється тим, що зварювальна установка виконана у вигляді підвісної...
Апарат для терморезисторного зварювання
Номер патенту: 30657
Опубліковано: 15.12.2000
Автори: Кіш Іван Павлович, Фролов Володимир Миколайович, Фігаїні Ласло
МПК: B23K 11/00
Мітки: терморезисторного, зварювання, апарат
Формула / Реферат:
Апарат для терморезисторного зварювання, який містить силовий трансформатор, розташований у корпусі, пристрій для фіксації та переміщення в продольному напрямку, а також блок керування, який містить датчик вимірювання зовнішньої температури, який відрізняється тим, що вказаний блок керування виконаний переносним в окремому корпусі і має на лицевій панелітаблицю або діаграму з характеристиками зварюваних фітингів, а також з індикаторами...
Екзотермічний паяльно – зварювальний, або ріжучий стержень

Номер патенту: 37447
Опубліковано: 15.05.2001
Автори: Лебедєв Борис Володимирович, Чуяс Юрій Андрійович, Лебедєв Володимир Георгійович
МПК: B23K 23/00
Мітки: ріжучий, паяльно, екзотермічний, стержень, зварювальний
Формула / Реферат:
1. Екзотермічний паяльно-зварювальний або ріжучий стержень виконаний у вигляді циліндра, який відрізняється тим, що цей циліндр виготовлено зі згоряємого матеріалу у вигляді порожньої гільзи заповненної екзотермічною сумішшю, ущільненною після заповнення і має з одного свого кінця пиж, заглиблений у гільзу на 0,1 - 0,2 довжини гільзи, а з другого свого кінця запальнувальну голівку, причому співвідношення довжини і діаметра стержня є 1: 5...
Попередній патент: Прилад для визначення швидкості потоку газоподібних та рідких речовин
Наступний патент: Спосіб і пристрій регулювання потужності газодизеля
Випадковий патент: Пробка для закупорювання пляшок