Спосіб зменшення залишкових напруг в зварних з’єднаннях
Номер патенту: 53559
Опубліковано: 15.01.2003
Автори: Гриценко Юрій Миколайович, Сокирко Володимир Арсентійович, Дівак Павло Павлович, Король Александр Васильович
Формула / Реферат
1. Спосіб зменшення залишкових напруг у зварних з'єднаннях великих металевих конструкцій, що включає електрофізичну обробку ділянок з підвищеними залишковими напругами, який відрізняється тим, що через ділянку з підвищеними залишковими напругами пропускають пакет знакозмінних імпульсів електричного струму з числом імпульсів 20![]() 200
200![]() і максимальною щільністю струму в імпульсі 8
і максимальною щільністю струму в імпульсі 8![]() 40 А/мм2.
40 А/мм2.
2. Спосіб зменшення залишкових напруг у зварних з'єднаннях по п. 1, який відрізняється тим, що імпульси струму мають форму рівнобедреної трапеції з параметрами:
1) тривалість переднього і заднього фронту 0,5![]() 1,0 секунди; 2) тривалість амплітудного значення імпульсів струму 1,5
1,0 секунди; 2) тривалість амплітудного значення імпульсів струму 1,5![]() 2,0 секунди.
2,0 секунди.
3. Спосіб зменшення залишкових напруг у зварних з'єднаннях по п. 1, який відрізняється тим, що тривалість пауз між імпульсами струму 4,0![]() 6,0 секунд.
6,0 секунд.
Текст
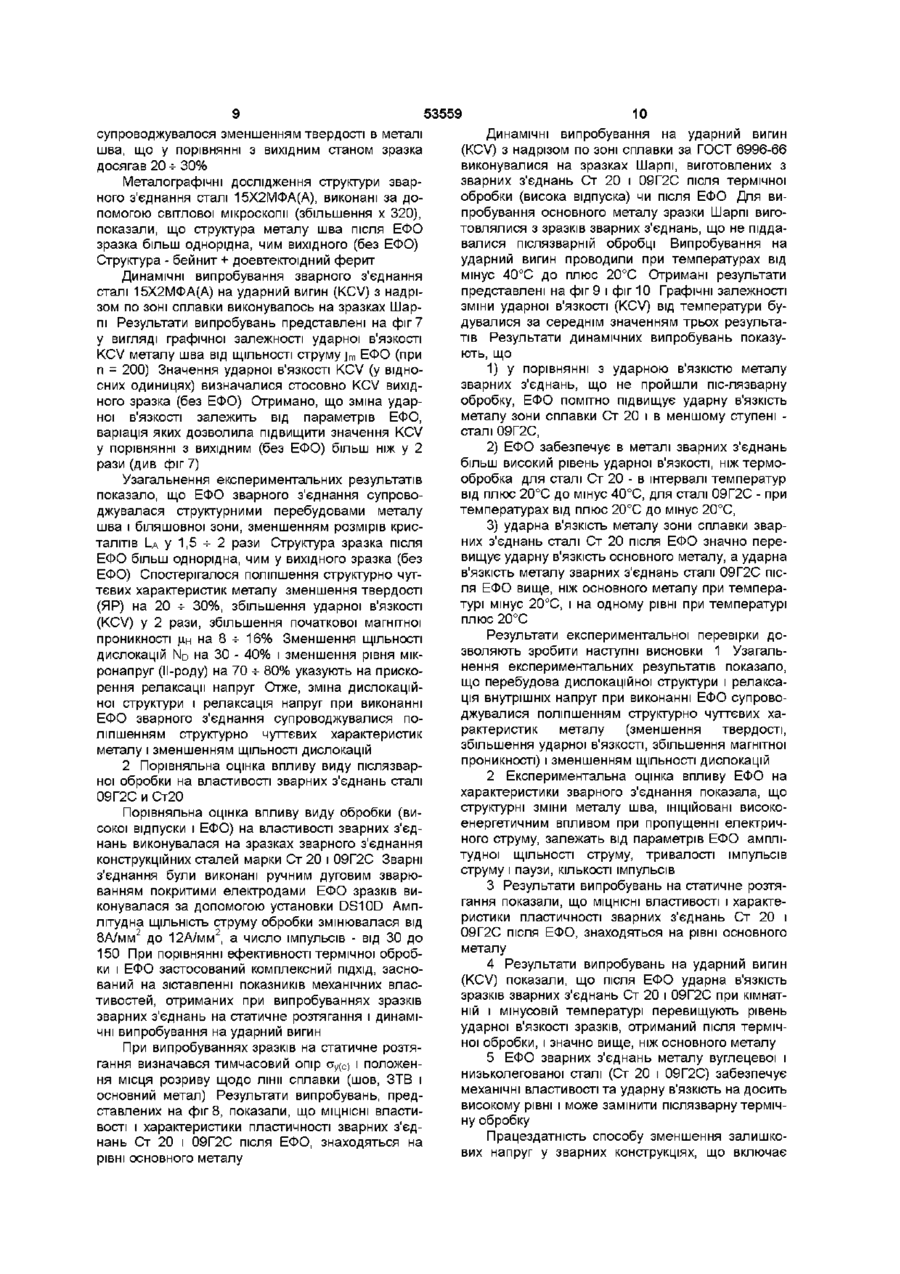
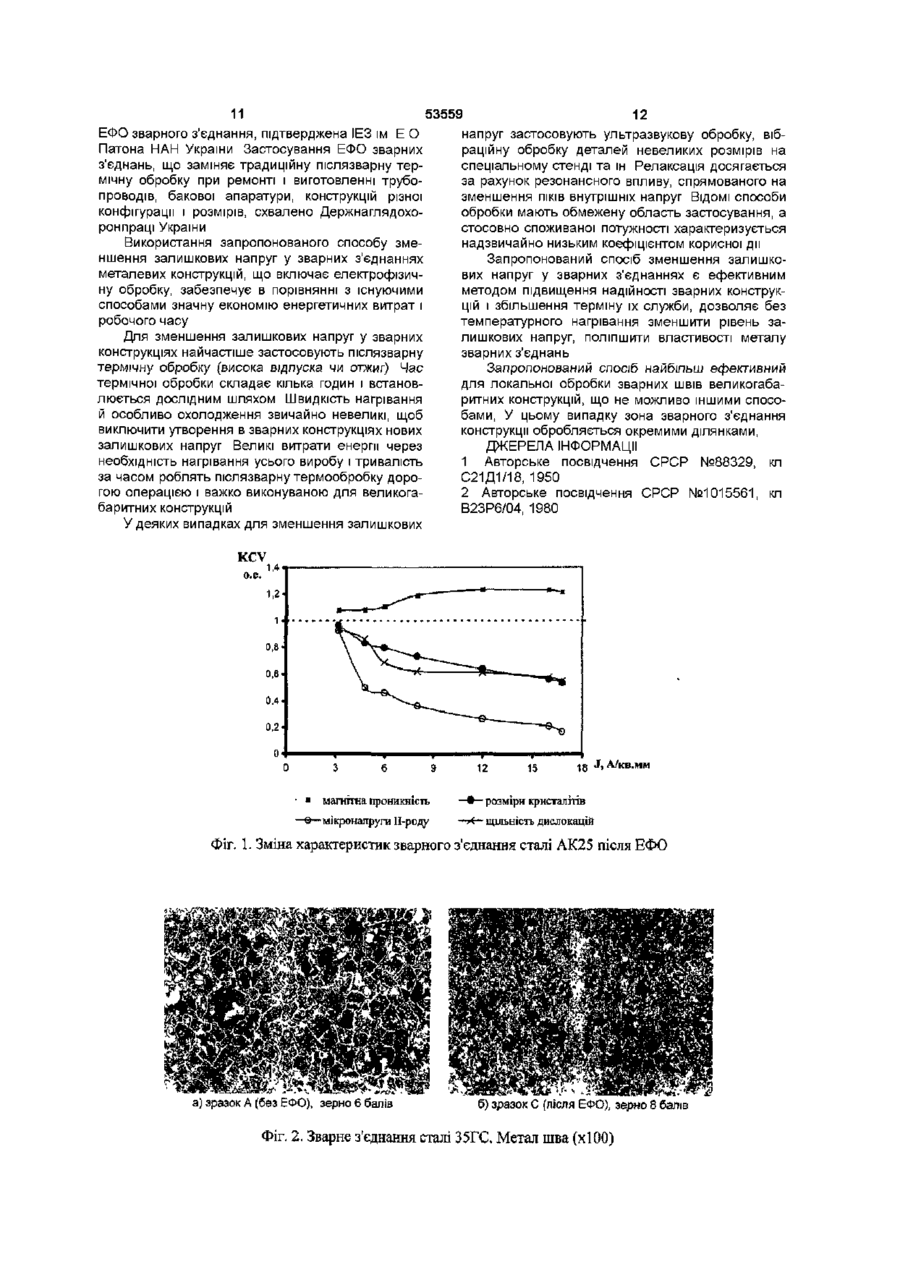
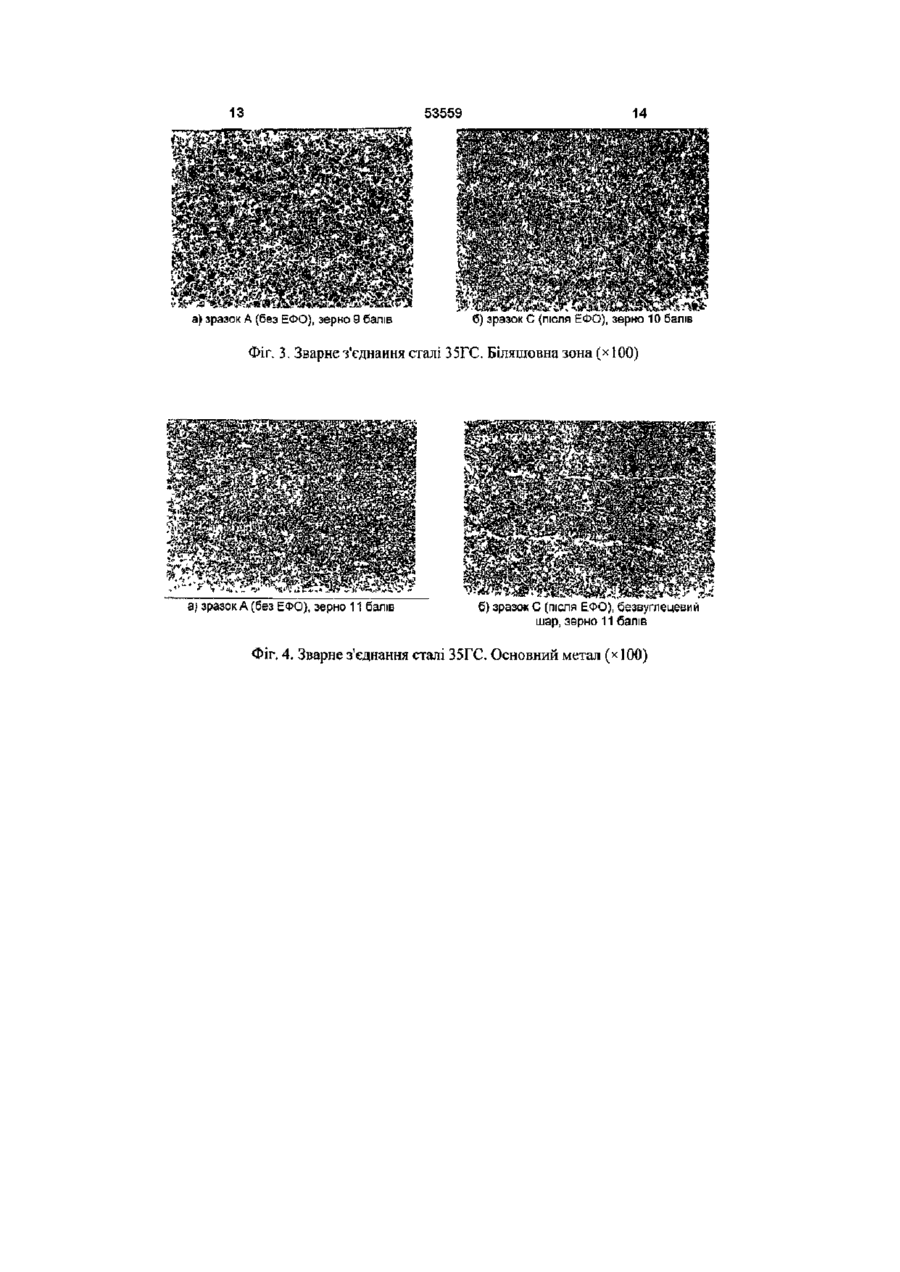
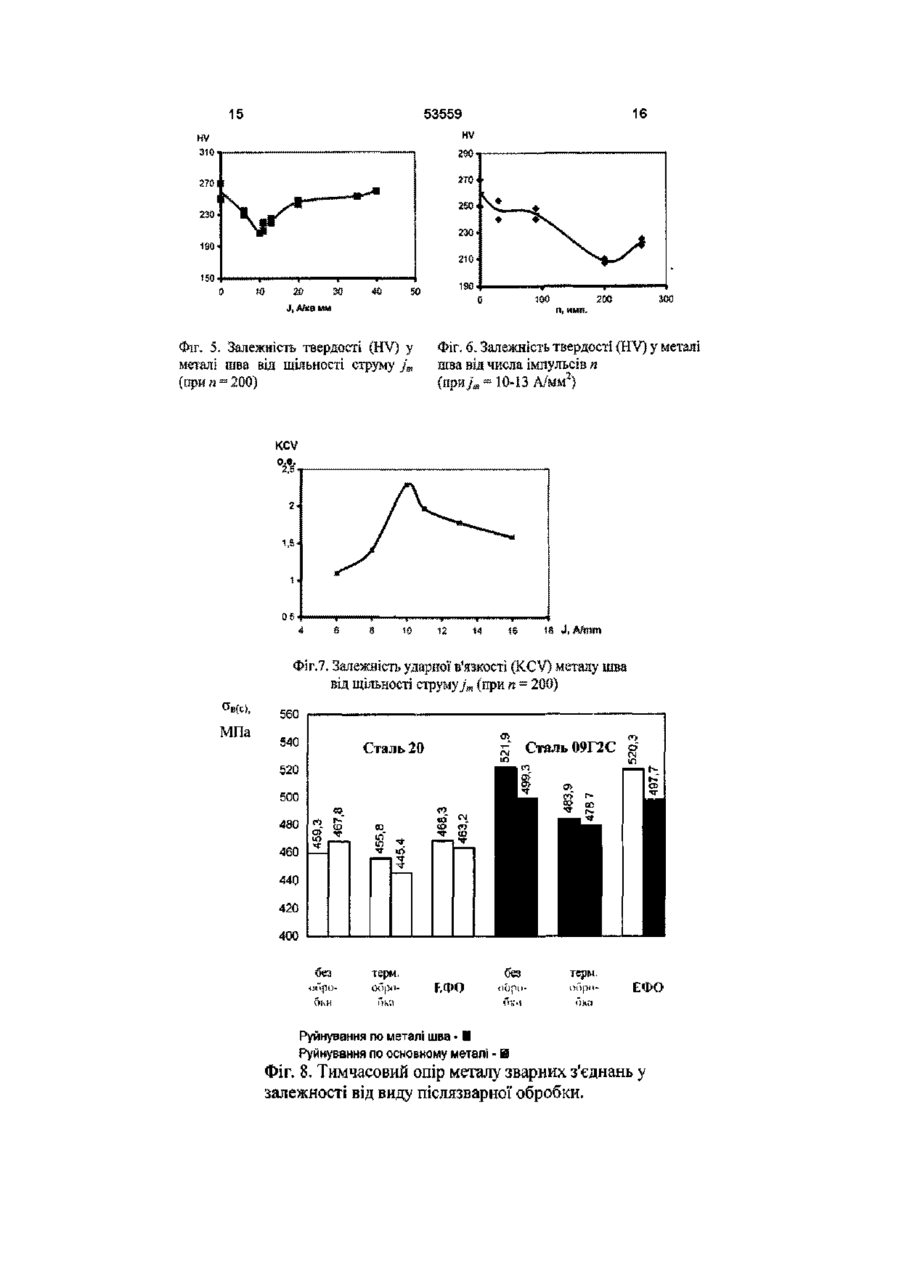
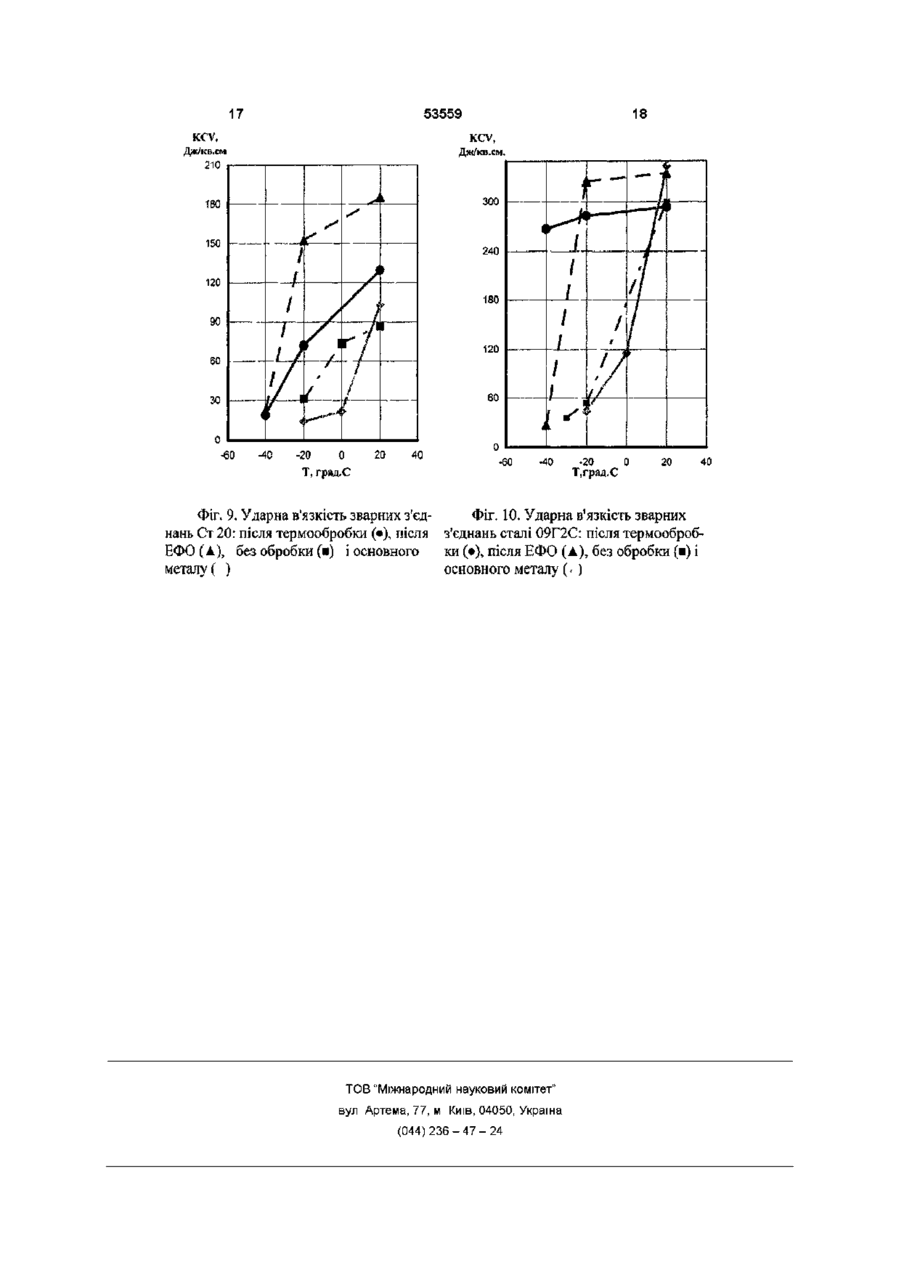
1 Спосіб зменшення залишкових напруг у зварних з'єднаннях великих металевих конструкцій, що включає електрофізичну обробку ділянок з підвищеними залишковими напругами, який відрізняється тим, що через ділянку з підвищеними залишковими напругами пропуска Винахід відноситься до галузі машинобудування і може бути використане у всіх галузях промисловості для підвищення надійності і збільшення терміну служби зварних конструкцій (при ремонті і виготовленні трубопроводів, бакової апаратури, конструкцій різної конфігурації і розмірів) ВІДОМІ способи зменшення залишкових напруг, основані на використанні струму високої частоти, не завжди забезпечують зменшення напруг до необхідної величини через малу глибину проникнення високочастотного струму Відомий спосіб місцевого відпуску кільцевих виточок на поверхні сталевих загартованих виробів за допомогою струму високої частоти [1], що дозволяє збільшити МІЦНІСТЬ у ділянках концентрації напруг Однак, такий спосіб малоефективний для зменшення залишкових напруг зварених з'єднань великих конструкцій Відомий спосіб підвищення несучої здатності деталей машин, при якому розігрів дефектних зон здійснюють імпульсним струмом 102 -ь 104А/мм2 протягом 0,01 4- 0,5с [2] За рахунок концентрації струму в області дефектів створюється температурний градієнт, що обумовлює термопружні напруги стиску При цьому відбувається локалізація дефектів кристалічної структури, що є концентра ють пакет знакозмінних імпульсів електричного струму з числом імпульсів 204-200 і максималь2 ною ЩІЛЬНІСТЮ струму в імпульсі 8 4-40 А/мм 2 Спосіб зменшення залишкових напруг у зварних з'єднаннях по п 1 , який відрізняється тим, що імпульси струму мають форму рівнобедреної трапеції з параметрами 1) тривалість переднього і заднього фронту 0,5-ь1,0 секунди, 2) тривалість амплітудного значення імпульсів струму 1,5 4- 2,0 секунди 3 Спосіб зменшення залишкових напруг у зварних з'єднаннях по п 1 , який відрізняється тим, що тривалість пауз між імпульсами струму 4,0 ч-6,0 секунд торами напруг Однак існуючий спосіб зменшення напруг розрахований на обробку областей металу, розміри яких незрівнянно менше поперечного перерізу, оброблюваного джерелом струму Вирішити ж питання зменшення залишкових напруг у зварних з'єднаннях трубопроводів великого діаметра чи інших великих конструкцій відомим способом практично неможливо Задачею даного винаходу є зменшення витрат енергії і скорочення робочого часу, необхідних для зменшення залишкових напруг у зварних з'єднаннях, особливо для великогабаритних конструкцій Поставлена задача вирішується тим, що в пропонованому способі зменшення залишкових напруг у зварних з'єднаннях, що включає електрофізичну обробку (ЕФО) ділянок з підвищеними залишковими напругами, через ці ділянки пропускають пакет знакозмінних імпульсів електричного струму з числом імпульсів 20 4- 200 і максимальною ЩІЛЬНІСТЮ струму в імпульсі 8-ь 40А/мм Друга ВІДМІННІСТЬ полягає в тому, що імпульси струму мають форму рівнобедреної трапеції з параметрами тривалість переднього і заднього фронту 0,5 4-1,0 секунди, тривалість амплітудного значення імпульсів струму 1,5 4- 2,0 секунди ю ю СО ю 53559 Третя ВІДМІННІСТЬ полягає в тому, що тривалість пауз між імпульсами струму становить 4,0 + 6,0 секунд Кожна з перерахованих ознак відрізняється від ознак відомих рішень, застосовуваних для зменшення залишкових напруг, тому запропоноване технічне рішення відповідає критерію «ІСТОТНІ ВІДМІННОСТІ» Перерахована сукупність істотних ознак запропонованого способу зменшення залишкових напруг в зварних з'єднаннях дозволяє створити позитивний ефект і, тому обумовлює ВІДПОВІДНІСТЬ запропонованого технічного рішення критерію «новизна» Відомо, ЩО В результаті пластичних деформацій при остиганні зварного з'єднання виникають внутрішні напруги і залишкові деформації Внутрішні напруги розрізняють на взаємозалежні макронапруги (І-роду) і мікронапруги (ІІ-роду) або користуються поняттям мікродеформацм кристалічної решітки, припускаючи при цьому поле пружних напруг дислокацій, що виражають через ЩІЛЬНІСТЬ дислокацій ВІДПОВІДНО ДО принципу термодинамічної рівноваги система завжди прагне до стану з мінімумом повної вільної енергії, тому внутрішні напруги і залишкові деформації прагнуть до рівноважного статичного становища Будь-яке порушення приводить до перерозподілу напруг, що знову приводить систему до рівноважного становища Починаючи з кристалізації злитків, в металах виникають дефекти (дислокації) різних типів (крайові, гвинтові, змішані) Полікристалічні матеріали складаються з великого числа областей (субзерен) і границь між субзернами (субграниць), що утворять своєрідну систему Виникає об'ємна сітка дислокацій, розташованих переважно на границях зерен і блоків, що визначає структурно чуттєві характеристики металу (твердість, ударна в'язкість, пластичність, магнітна проникність, коерцитивна сила та ш ) Усі впливи при обробці металу (теплові, механічні, ХІМІЧНІ, радіаційні та ш) зв'язані з перетворенням його дислокаційної структури Пластична деформація металів має термофлуктуційну природу і є результатом елементарних зрушень в кристалах при переміщенні дислокацій, що відбувається шляхом трансляційного ковзання чи «двійникуваням» Рух дислокацій у площині ковзання може застопоритися на закріпляючих центрах (границі зерен, мозаїчних блоків та ш) Зростання внутрішніх напруг супроводжується збільшенням ЩІЛЬНОСТІ дислокацій, викликаним скупченням дислокацій на стопорах (енергетичних бар'єрах) Збільшення ЩІЛЬНОСТІ дислокацій No від 10 - 108см 2 (після отжига матеріалу) до 10 11 + ь 1012см 2 (сильно деформовані кристали) порозуміваються різними моделями розмноження дислокацій (Франка-Ріда, Гильмана-Джонсоната ш) Релаксація внутрішніх напруг порозумівається перерозподілом і зменшенням ПІКІВ внутрішніх напруг під впливом залишкових деформацій У свою чергу залишкові деформації порозуміваються локальними мікроскопічними зрушеннями в решітце і рухом дислокацій Для зменшення внутрішніх напруг в зварних з'єднаннях застосовують після зварну термічну обробку (висока відпуска чи отжиг) Завдяки термічним флуктуаціям, що перевищують висоту енергетичних бар'єрів у кристалічних решітках, дислокації переборюють стопори Релаксація напруг відбувається за рахунок перерозподілу і зменшення ПІКІВ внутрішніх напруг при перебудові дислокаційної структури металу (рекристалізації) У результаті знижуються внутрішні напруги, зменшується ЩІЛЬНІСТЬ дислокацій, поліпшується структура металу в зоні шва Час термічної обробки складає кілька годин і встановлюється дослідним шляхом У деяких практичних випадках застосовують ультразвукову обробку, вібраційну обробку на спеціальному стенді та ін Релаксація досягається за рахунок резонансного впливу, спрямованого на зменшення ПІКІВ внутрішніх напруг Зазначені способи обробки мають обмежену область застосування, а стосовно споживаної потужності характеризується надзвичайно низьким коефіцієнтом корисної дії Спосіб зменшення залишкових напруг в зварних з'єднаннях шляхом електрофізичної обробки (ЕФО), що заміняє традиційну після зварну термічну обробку, полягає в пропущені по металу зварного з'єднання електричного струму, що змінюється по певному закону Зміна дислокаційної структури металу при ЕФО обумовлено структурними перебудовами, ініційовані високо енергетичним впливом електричного струму При пропущені струму в металі виникають напруги, обумовлені механічною й електронною силами Електродинамічна дія струму, що протікає, полягає у виникненні електромагнітного поля, яке у результаті пшч-еффекту створює в об'ємі металу розтягуючи осьові сгі, і стискаючі радіальні аг, пружні механічні напруги (іі = 0,0625ц0Ц* (|R)2,Стг,= -0,125ц 0 * (JR)2, (1) де j - ЩІЛЬНІСТЬ струму в металі, R - радіус зразка, ц, - відносна магнітна проникність матеріалу, цо - магнітна проникність вакууму У зразку (R = 1см, ц, = 200) при ЩІЛЬНОСТІ стру му j = 10 - 20А/мм2 розрахункові напруги складають (3,1 -ь 16,6) * 105Па і не перевищують границь текучості для більшості конструкційних сталей Однак мікронапруги, створювані в кристалах, можуть сприяти переміщенню дислокацій При ЕФО в результаті взаємодії електронів провідності з полем пружних деформацій дислокацій у металі виникає електронна сила, що діє з боку електронів провідності на рухливі дислокації і за умови ve > VD визначається по формулі Fe = n (ve - vD) m vF b = (2) je 1 (1 - VD ve 1) m VF b, де n - концентрація вільних електронів у металі, ve = j / en - дрейфова швидкість, до якої розганяються електрони провідності в електричному ПОЛІ, є - заряд електрона, VD - швидкість руху (фазова швидкість пружних хвиль) дислокації, VF - швидкість електрона на поверхні Ферми, j - ЩІЛЬНІСТЬ струму в металі, m - маса електрона, 53559 b - веісгор Бюргерса На нерухомі дислокації (VD = 0) діє електронна сила Fe = є 1 j m VF b, а еквівалентне їй механічна напруга a Q) = Fe / b = є 1 j m VF ЯКЩО ЩІЛЬНІСТЬ струму j < j c , то справедливе співвідношення сг (|) < v Ос) - сгс (де jc - ЩІЛЬНІСТЬ струму, при якій еквівалентна механічна напруга відповідає напрузі сколювання ас, необхідний для генерації джерел Франка-Ріда) і при ЕФО сила Fe не забезпечує розмноження дислокацій Електричний струм зменшує сили зв'язку між дислокаціями і термічне нездоланними стопорами Додаткова напруга ± b No 1/ Fe, створювана струмом, знижує висоту потенційних бар'єрів в решітці, що містять дефекти, і відрив дислокації від стопора відбудеться при напрузі а с =(2Ео-ЬМо 1 / Т е )/71Ь% (3) де Ео - енергія зв'язку дислокації з дефектом, ND - ЩІЛЬНІСТЬ дислокацій, І - довжина дислокації У результаті частина дислокацій переборюють перешкоди (при наявності флуктуації) і стають рухливими (VD Ф 0) Це відбувається, передусім, на головних дислокаціях у скупченнях, що знаходяться напередодні зриву зі стопора Під дією електронної сили Fe дислокації, що переміщаються уздовж напрямку струму, безактиваційно переборюють стопори і, прискорюючи свій рух, атакують наступну перешкоду, володіючи підвищеною кінетичною енергією Дислокації протилежного напрямку ковзання, навпаки, сповільнюють своє переміщення Зміна напрямку струму приводить до зміни ролей дислокацій щодо напрямку ковзання і додатковому зменшенню ЩІЛЬНОСТІ дислокацій, що залишилися Дія струму на дислокації через створювані в кристалах напруги (механічна і електронна сила) викликає переміщення дислокацій до границь зерен і до поверхні кристала При цьому активізуються і прискорюються процеси релаксації внутрішніх напруг Оскільки релаксація є процесом виснаження дислокаційної структури, то ЩІЛЬНІСТЬ дислокацій зменшується Збільшення числа імпульсів з полярністю струму, що чергується, дозволяє провести більш глибоку релаксацію напруг Перебудова дислокаційної структури супроводжується поліпшенням структурно чуттєвих характеристик металу (зменшення твердості, збільшення ударної в'язкості, зменшення коерцитивної сили, збільшення магнітної проникності та ін ) Зміна дислокаційної структури металу, обумовлена структурними перебудовами при пропущены електричного струму, залежить від параметрів ЕФО 1) амплітудна ЩІЛЬНІСТЬ струму j m забезпечує величину сили Fe (2), необхідну для перебудови дислокаційної структури металу і прискорення релаксації внутрішніх напруг Оскільки релаксація є процесом виснаження дислокаційної структури, то за умови j < j c відбувається зменшення ЩІЛЬНОСТІ дислокацій без активізації джерел Франка-Ріда, тобто без активізації процесу розмноження дислокацій під дією сили Fe За розрахунковими оцінками ЩІЛЬНІСТЬ струму j c = (102 -ь 104)А/мм2, але експериментальне отримано, що розмноження дислокацій спостерігається при j c = 75А/мм2 Мож на вважати, що ЕФО забезпечується при ЩІЛЬНОСТІ струму j m < 50А/мм2 Для зменшення теплової дії струму при ЕФО доцільно застосовувати імпульсний струм, що дозволяє в короткі проміжки часу tM створювати високу ЩІЛЬНІСТЬ струму і, отже, одержувати високу швидкість дрейфу електронів ve = j / en, 2) чергування полярності імпульсів струму при ЕФО приводить до додаткового зменшення ЩІЛЬНОСТІ дислокацій, що залишилися, і активізації релаксації напруг, 3) тривалість імпульсів струму tM визначає тривалість взаємодії електронів провідності з дислокаціями При незмінній ЩІЛЬНОСТІ струму ЕФО інтенсивність імпульсного впливу l m tM обумовлюється тривалістю імпульсів tM Зі збільшенням часу tM ефект дії струму зростає Тривалість імпульсів обумовлює оптимальну частоту проходження імпульсів струму, при якій швидкість релаксації напруг виходить на максимальний рівень Критична частота електромагнітного поля fKp, при якій товщина металу дорівнює глибині проникнення а = (ті f цо М-Т11/2, для зразків товщиною 10 -ь 20мм (JLIH = 200, уст = 107См/м) ВІДПОВІДНО становить 1,27 - 0,31 Гц, а тривалість імпульсів ь СТруму tjoni) = 0,4-Ь 1,6С Час установлення струму, обумовлений перехідними процесами при стрибкоподібній ЗМІНІ струму, визначається по формулі t y c T = 0,352уц і для зразків товщиною 10 - 20мм (цн - 200, уст = ь 107См/м) складає t y c T = 0,09 - 0,35с Отже, для ь зменшення вихрових струмів і зв'язаного з ними температурного нагрівання, імпульс повинен мати фронт наростання і зниження струму, тривалість ЯКОГО tyci = 0,5 -Ь 1,0с Оптимальною варто визнати форму імпульсу струму у вигляді рівнобедреної трапеції Швидкість зростання та зменшення амплітудного значення струму визначає тривалість переднього і заднього фронту \.ф = 0,5 - 1,0с Тривалість амплітудного ь значення струму t m може бути визначена з умови t(orrr) ^ t m = 1,5 - 2,0с Тоді сумарна тривалість імь пульсу струму при ЕФО складає tM = 2 \.ф + t m = 2,5 - 4,0с, 4) тривалість паузи tn між імпульсами струму залежить від часу затримки початку додаткової релаксації напруг при змінах напрямку струму Ефект гальмування перетерплює інверсію при паузі між імпульсами ~ 2,5 10 Зс Завдяки термічним флуктуаціям (теплова дія струму), у паузах між імпульсами відбувається мимовільний процес релаксації внутрішніх напруг Отже, цей механізм не можна виключити з розгляду і для тривалості паузи можна прийняти t n = tM Крім того, при ЕФО з високою інтенсивністю імпульсного впливу для зменшення теплової дії струму за рахунок охолодження навколишнім середовищем тривалість паузи може бути збільшена до t n = 4-ьбс, 5) число імпульсів струму п дозволяє додатково використовувати зменшення ЩІЛЬНОСТІ ВСІХ дислокацій, що залишилися, при чергуванні полярності імпульсів струму Оскільки релаксація є процесом виснаження дислокаційної структури, то збільшення числа імпульсів п дозволяє провести 53559 8 більш глибоку релаксацію напруг При ЕФО число них зразків (без ЕФО) імпульсів п змінюється в діапазоні від 20 до 200 і Результати досліджень показали (див фиг 1), уточнюється експериментальне в залежності від що зміна властивостей металу шва залежить від матеріалу зварного з'єднання, що має власну амплітудної ЩІЛЬНОСТІ струму при ЕФО Істотна структуру і фізико-механічні властивості зміна властивостей спостерігається після граничного значення ЩІЛЬНОСТІ струму j m > (5 -ь 6)А/мм2 ЕКСПЕРИМЕНТАЛЬНА ПЕРЕВІРКА Максимальні мікронапруги (ІІ-роду), виявлені у Перевірка способу зменшення залишкових навихідних зразках (після ЕПЗ, але без ЕФО), після пруг проводилася шляхом експериментальних виконання ЕФО знижуються на 70 - 80%, що вкадосліджень зує на релаксацію внутрішніх напруг СпостерігаМетою експериментальних досліджень є 1) ється дроблення кристалітів, розміри яких LA змеоцінка впливу ЕФО на перебудову дислокаційної ншилися в 1,5 т 2 рази в порівнянні з вихідним структури металу шва і релаксацію внутрішніх назразком Зменшення ЩІЛЬНОСТІ дислокацій No на пруг, 2) порівняльна оцінка впливу післязварної ЗО - 40% щодо вихідного зразка супроводжувалося обробки (високої відпустки і ЕФО) на властивості збільшенням магнітної проникності цн на 8 -ь 16% зварних з'єднань Досліджувалися зразки зварного з'єднання Зміна розмірів, що спостерігається, кристалітів сталей різних марок Ст 20, 09Г2С, 35ГС, АК25, LA, ЩІЛЬНОСТІ дислокацій No, початкової магнітної 15Х2МФА(А) проникності цн указує на структурну перебудову Зварні з'єднання виконувалися різними видаметалу після виконання ЕФО зварного з'єднання ми зварювання (електродуговий, електронноЗменшення ЩІЛЬНОСТІ дислокацій No і зменшення променевий, контактний) рівня мікронапруг (ІІ-роду) свідчать, що перебудоЗастосовувалися методи металографічних дова дислокаційної структури супроводжувалася сліджень і рентгеноструктурного аналізу, оцінка прискоренням релаксації внутрішніх напруг у мемеханічних характеристик при статичних і динаміталі шва чних випробувань Вплив ЕФО на структурні зміни металу визнаЕФО зразків зварного з'єднання виконувалася чалося на зразках зварного з'єднання сталі 35ГС за допомогою установки DS10D, що дозволяє кеДіаметр зразка 20мм, довжина 0,5м, шов посерерувати робочим струмом до ЮкА (патент України дині зразка Зварні з'єднання були виконані конта№43290А) ктним зварюванням Три зразки зварного з'єднан1 Вплив ЕФО зварного з'єднання на дислоканя, позначені «А», були прийняті за ВИХІДНІ (без ційну структуру і релаксацію напруг ЕФО), а 3 зразки, позначені «С», піддавалися При ОЦІНЦІ впливу ЕФО на перебудову дислоЕФО Амплітудна ЩІЛЬНІСТЬ струму при обробці каційної структури і релаксацію внутрішніх напруг зразків j m = 9,55А/мм2, а число імпульсів п = ЗО + в зварних з'єднаннях застосований комплексний 60 ПІДХІД, заснований на зіставленні показників струкНа фіг 2 -ь фіг 4 представлені фотографії потурних змін і властивостей, що відносяться до довжніх мікрошліфів у зоні зварного з'єднання зраструктурно чуттєвих характеристик металу, до і зків сталі 35ГС Структура ферит, перліт, окремі після виконання обробки острівці бейнита Бали зерна дані по шкалі розміВплив ЕФО на зміну магнітних характеристик рів зерна конструкційних сталей (збільшення х матеріалів і релаксацію залишкових напруг визна100) Аналіз експериментальних результатів покачався на зразках зварного з'єднання сталі марки зав, що після ЕФО зразків зварного з'єднання споАК25 Зварні з'єднання були виконані електронностерігалися структурні зміни металу шва (МШ) і променевим зварюванням (ЕПЗ) Зразки розмірабіляшовної зони (БШЗ) Виконання ЕФО супровоми 5мм х 5мм х 150мм були вирізані з одного лисджувалося структурними перебудовами, що пота Усі зразки були термічно оброблені у вакуумній ліпшують властивості зварного з'єднання електропечі (отжиг, 7 годин) і в подовжньому наВплив ЕФО на зміну твердості та ударної в'язпрямку зварені за допомогою ЕПЗ Усі зразки, крім кості металу шва визначалося на зразках зварного трьох довільно відібраних і прийнятих у якості виз'єднання сталі 15Х2МФА(А) Зварне стикове з'єдхідних, піддалися ЕФО різними струмами, величинання розмірами 310мм х 180мм х 66мм виконувана яких обмежувалася умовою нагрівання зразка лося автоматичним дуговим електрозварюванням до температури не вище плюс 50°С Амплітудна під флюсом ЕФО проходили темплети розмірами ЩІЛЬНІСТЬ струму змінювалася від 3,2А/мм до 2 180мм х 66мм х 14мм, виготовлені механічною 16,8А/мм при загальній тривалості імпульсу tM = порізкою зварних стикових з'єднань у площинах, 2,5 -ь 3,0с та тривалості паузи t n = 4с, число імпуперпендикулярних стику ЕФО здійснювалась за льсів струму п = 2 -ь 4 допомогою установки DS10D Амплітудна ЩІЛЬНІСТЬ струму j m змінювалася від 6А/мм2 до 40А/мм2, Початкова магнітна проникність цн усіх зразків а число імпульсів струму п - від ЗО до 300 Надалі визначалася на спеціальній установці Рентгеносз темплетів були виготовлені зразки Шарпі за труктурний аналіз поперечних шліфів зразків проГОСТ 6996-66 водився на дифрактометре ДРОН-2 При цьому визначалися розміри кристалітів LA, мікронапруги Вимір твердості по Віккерсу (HV) виконувалось (ІІ-роду), ЩІЛЬНІСТЬ дислокацій No Експериментана бічній поверхні (перпендикулярно осі шва) у льні результати представлені на фіг 1 у вигляді крапках по лінії V-образного надрізу зразка Шарпі графічних залежностей різних характеристик від Результати виміру твердості (HV) у металі шва в амплітудної ЩІЛЬНОСТІ струму j m після ЕФО Зназалежності від ЩІЛЬНОСТІ струму j m представлені на чення параметрів (у відносних одиницях) визначафіг 5, а в залежності від числа імпульсів - на фіг 6 лися відносно ВІДПОВІДНИМ характеристикам вихідЗміна параметра HV показала, що виконання ЕФО 53559 супроводжувалося зменшенням твердості в металі шва, що у порівнянні з вихідним станом зразка досягав 20 -ь 30% Металографічні дослідження структури зварного з'єднання сталі 15Х2МФА(А), виконані за допомогою світлової мікроскопи (збільшення х 320), показали, що структура металу шва після ЕФО зразка більш однорідна, чим вихідного (без ЕФО) Структура - бейнит + доевтектоідний ферит Динамічні випробування зварного з'єднання сталі 15Х2МФА(А) на ударний вигин (KCV) з надрізом по зоні сплавки виконувалось на зразках Шарпі Результати випробувань представлені на фіг 7 у вигляді графічної залежності ударної в'язкості KCV металу шва від ЩІЛЬНОСТІ струму j m ЕФО (при п = 200) Значення ударної в'язкості KCV (у відносних одиницях) визначалися стосовно KCV вихідного зразка (без ЕФО) Отримано, що зміна ударної в'язкості залежить від параметрів ЕФО, варіація яких дозволила підвищити значення KCV у порівнянні з вихідним (без ЕФО) більш ніж у 2 рази (див фіг 7) Узагальнення експериментальних результатів показало, що ЕФО зварного з'єднання супроводжувалася структурними перебудовами металу шва і біляшовної зони, зменшенням розмірів кристалітів LA у 1,5 -ь 2 рази Структура зразка після ЕФО більш однорідна, чим у вихідного зразка (без ЕФО) Спостерігалося поліпшення структурно чуттєвих характеристик металу зменшення твердості (ЯР) на 20 -ь 30%, збільшення ударної в'язкості (KCV) у 2 рази, збільшення початкової магнітної проникності цн на 8 -ь 16% Зменшення ЩІЛЬНОСТІ дислокацій ND на ЗО - 40% і зменшення рівня мікронапруг (ІІ-роду) на 70 -ь 80% указують на прискорення релаксації напруг Отже, зміна дислокаційної структури і релаксація напруг при виконанні ЕФО зварного з'єднання супроводжувалися поліпшенням структурно чуттєвих характеристик металу і зменшенням ЩІЛЬНОСТІ дислокацій 2 Порівняльна оцінка впливу виду післязварноі обробки на властивості зварних з'єднань сталі 09Г2С и Ст20 Порівняльна оцінка впливу виду обробки (високої відпуски і ЕФО) на властивості зварних з'єднань виконувалася на зразках зварного з'єднання конструкційних сталей марки Ст 20 і 09Г2С Зварні з'єднання були виконані ручним дуговим зварюванням покритими електродами ЕФО зразків виконувалася за допомогою установки DS10D Амплітудна ЩІЛЬНІСТЬ струму обробки змінювалася від 8А/мм2 до 12А/мм2, а число імпульсів - від ЗО до 150 При порівнянні ефективності термічної обробки і ЕФО застосований комплексний ПІДХІД, заснований на зіставленні показників механічних властивостей, отриманих при випробуваннях зразків зварних з'єднань на статичне розтягання і динамічні випробування на ударний вигин При випробуваннях зразків на статичне розтягання визначався тимчасовий опір аУ(С) і положення місця розриву щодо лінії сплавки (шов, ЗТВ і основний метал) Результати випробувань, представлених на фіг 8, показали, що МІЦНІСНІ властивості і характеристики пластичності зварних з'єднань Ст 20 і 09Г2С після ЕФО, знаходяться на рівні основного металу 10 Динамічні випробування на ударний вигин (KCV) з надрізом по зоні сплавки за ГОСТ 6996-66 виконувалися на зразках Шарпі, виготовлених з зварних з'єднань Ст 20 і 09Г2С після термічної обробки (висока відпуска) чи після ЕФО Для випробування основного металу зразки Шарпі виготовлялися з зразків зварних з'єднань, що не піддавалися післязварній обробці Випробування на ударний вигин проводили при температурах від мінус 40°С до плюс 20°С Отримані результати представлені на фіг 9 і фіг 10 Графічні залежності зміни ударної в'язкості (KCV) від температури будувалися за середнім значенням трьох результатів Результати динамічних випробувань показують, що 1) у порівнянні з ударною в'язкістю металу зварних з'єднань, що не пройшли піс-лязварну обробку, ЕФО помітно підвищує ударну в'язкість металу зони сплавки Ст 20 і в меншому ступені сталі 09Г2С, 2) ЕФО забезпечує в металі зварних з'єднань більш високий рівень ударної в'язкості, ніж термообробка для сталі Ст 20 - в інтервалі температур від плюс 20°С до мінус 40°С, для сталі 09Г2С - при температурах від плюс 20°С до мінус 20°С, 3) ударна в'язкість металу зони сплавки зварних з'єднань сталі Ст 20 після ЕФО значно перевищує ударну в'язкість ОСНОВНОГО металу, а ударна в'язкість металу зварних з'єднань сталі 09Г2С після ЕФО вище, ніж основного металу при температурі мінус 20°С, і на одному рівні при температурі плюс 20°С Результати експериментальної перевірки дозволяють зробити наступні висновки 1 Узагальнення експериментальних результатів показало, що перебудова дислокаційної структури і релаксація внутрішніх напруг при виконанні ЕФО супроводжувалися поліпшенням структурно чуттєвих характеристик металу (зменшення твердості, збільшення ударної в'язкості, збільшення магнітної проникності) і зменшенням ЩІЛЬНОСТІ дислокацій 2 Експериментальна оцінка впливу ЕФО на характеристики зварного з'єднання показала, що структурні зміни металу шва, ініційовані високоенергетичним впливом при пропущенні електричного струму, залежать від параметрів ЕФО амплітудної ЩІЛЬНОСТІ струму, тривалості імпульсів струму і паузи, КІЛЬКОСТІ імпульсів 3 Результати випробувань на статичне розтягання показали, що МІЦНІСНІ властивості і характеристики пластичності зварних з'єднань Ст 20 і 09Г2С після ЕФО, знаходяться на рівні основного металу 4 Результати випробувань на ударний вигин (KCV) показали, що після ЕФО ударна в'язкість зразків зварних з'єднань Ст 20 і 09Г2С при кімнатній і мінусовій температурі перевищують рівень ударної в'язкості зразків, отриманий після термічної обробки, і значно вище, ніж основного металу 5 ЕФО зварних з'єднань металу вуглецевої і низьколегованої сталі (Ст 20 і 09Г2С) забезпечує механічні властивості та ударну в'язкість на досить високому рівні і може замінити післязварну термічну обробку Працездатність способу зменшення залишкових напруг у зварних конструкціях, що включає 11 12 напруг застосовують ультразвукову обробку, вібраційну обробку деталей невеликих розмірів на спеціальному стенді та ін Релаксація досягається за рахунок резонансного впливу, спрямованого на зменшення ПІКІВ внутрішніх напруг ВІДОМІ способи обробки мають обмежену область застосування, а стосовно споживаної потужності характеризується надзвичайно низьким коефіцієнтом корисної дії Запропонований спосіб зменшення залишкових напруг у зварних з'єднаннях є ефективним методом підвищення надійності зварних конструкцій і збільшення терміну їх служби, дозволяє без температурного нагрівання зменшити рівень залишкових напруг, поліпшити властивості металу зварних з'єднань Запропонований спосіб найбільш ефективний для локальної обробки зварних швів великогабаритних конструкцій, що не можливо іншими способами, У цьому випадку зона зварного з'єднання конструкції обробляється окремими ділянками, ДЖЕРЕЛА ІНФОРМАЦІЇ 1 Авторське посвідчення СРСР №88329, кл С21Д1/18, 1950 2 Авторське посвідчення СРСР №1015561, кл В23Р6/04, 1980 53559 ЕФО зварного з'єднання, підтверджена ІЕЗ їм Е О Патона НАН України Застосування ЕФО зварних з'єднань, що заміняє традиційну післязварну термічну обробку при ремонті і виготовленні трубопроводів, бакової апаратури, конструкцій різної конфігурації і розмірів, схвалено Держнаглядохоронпраці України Використання запропонованого способу зменшення залишкових напруг у зварних з'єднаннях металевих конструкцій, що включає електрофізичну обробку, забезпечує в порівнянні з існуючими способами значну економію енергетичних витрат і робочого часу Для зменшення залишкових напруг у зварних конструкціях найчастіше застосовують післязварну термічну обробку (висока відпуска чи отжиг) Час термічної обробки складає кілька годин і встановлюється дослідним шляхом Швидкість нагрівання й особливо охолодження звичайно невеликі, щоб виключити утворення в зварних конструкціях нових залишкових напруг Великі витрати енергії через необхідність нагрівання усього виробу і тривалість за часом роблять післязварну термообробку дорогою операцією і важко виконуваною для великогабаритних конструкцій У деяких випадках для зменшення залишкових KCV J, А/кв.им • • магнітна проникність ••••%•- розміри кристалітів —©— мікронапруги Іі-роду ~-А~ щільність дислокацій Фіг. 1. Зміна характеристик зварного з'єднання сталі АК25 після ЕФО а) зразок А (без ЕФО), зерно 6 балів б) зразок С (після ЕФО), зерно 8 балів Фіг. 2. Зварне з'єднання сталі 35ГС. Метал шва (хІОО) 13 53559 а) зразок А (без ЕФО), зерно 9 балів 14 б) зразок С (після ЕФО), зерно 10 балів Фіг. 3. Зварне з'єднання сталі 35ГС. Бшяшовна зона (х 100) а; зразок А (без ЕФО), зерно 11 балів б) зразок С (після ЕФО), безвуглецевий шар, зерно 11 балів ФІг. 4. Зварне з'єднання сталі 35ГС. Основний метал (х 100) 15 H V 30 1 20 7 20 3 10 S 10 5 2 0 3 0 J , AACB n, мм Фіг. 5. Залежність твердості (HV) у металі шва від щільності струму j m (при п - 200) ИМИ. Фіг. 6. Залежність твердості (HV) у металі шва від числа імпульсів я (при/* « Ю-ІЗ Мим2) KV C 05 is J, Mnm Фіг.7. Залежність ударної в'язкості (KCV) металу шва від щільності струму j m (при п = 200) 40 6 40 4 40 2 Ъ т so й j (О Сталь 09Г2С о C N І 1 1 1 *63,2 Сталь 20 467.Ї 50 6 50 4 50 2 50 0 40 3 59,3 МПа ЛҐ1Ґ1 бс3 терм. без Г,ФО терм. (іоґкі ihlpn ЕФО Руйнування по металі шва - Ш Руйнування по основному металі - в Фіг. 8, Тимчасовий опір металу зварних з'єднань у залежності від виду післязварної обробки. 17 53559 KV C, 18 KCV, Дж/кв.см. Дж/кв.см 210 — f 1 300 .—і 7 240 / _ 180 L / 1 120 / 1 І> 60 • - - 0 6 4 2 0 0 0 і -40 -20 0 Т, град.С 20 Т,град.С 20 40 Фіг. 9. Ударна в'язкість зварних з'єдФІг. 10. Ударна в'язкість зварних нань Ст 20: після термообробки (•), після з'єднань сталі 09Г2С: після термообробЕФО (А), без обробки (•) і основного ки (•), після ЕФО (А), без обробки (•) і металу ( ) основного металу (-) ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of reduction of residual stresses in welded connections
Автори англійськоюSokyrko Volodymyr Arsentiiovych, Divak Pavlo Pavlovych
Назва патенту російськоюСпособ уменьшения остаточных напряжений в сварных соединениях
Автори російськоюСокирко Владимир Арсентьевич, Дивак Павел Павлович
МПК / Мітки
Мітки: залишкових, з'єднаннях, напруг, спосіб, зварних, зменшення
Код посилання
<a href="https://ua.patents.su/9-53559-sposib-zmenshennya-zalishkovikh-naprug-v-zvarnikh-zehdnannyakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб зменшення залишкових напруг в зварних з’єднаннях</a>
Спосіб зменшення кутових залишкових деформацій зварних з’єднань
Номер патенту: 78
Опубліковано: 30.04.1993
Автори: Солнцев Ігор Васильович, Борисенко Віталій Валентинович, Бризгалін Андрій Геннадійович, Первой Віталій Михайлович, Титов Вадим Олександрович, Петушков Володимир Георгийович
МПК: B23K 28/00
Мітки: зменшення, зварних, з'єднань, спосіб, кутових, залишкових, деформацій
Формула / Реферат:
Способ уменьшения угловых остаточных деформаций, преимущественно листовых металлоконструкций, при котором осуществляют взрывную обработку сварных соединений, для чего заряды взрывчатого вещества (ВВ) располагают на выпуклой поверхности сварного соединения и два заряда ВВ на вогнутой стороне симметрично относительно оси сварного шва и на расстоянии L от верхнего заряда ВВ, равномгде L0 - экспериментально определяемый параметр,...
Спосіб вимірювання залишкових напруг
Номер патенту: 10659
Опубліковано: 25.12.1996
Автори: Черняк Володимир Васильович, Бабенко Євген Михайлович, Маркевич Константин Володимирович
МПК: G01N 27/90
Мітки: вимірювання, залишкових, спосіб, напруг
Формула / Реферат:
Способ измерения остаточных напряжений в слабопроводящих композиционных материалах, заключающийся в том, что эталонное и контролируемое изделия зондируют электромагнитным полем определенной частоты с помощью накладного вихретокового преобразователя, измеряют амплитуды сигналов на эталонном в контролируемом изделиях и определяют отношение амплитуд этих сигналов, отличающийся тем, что дополнительно измеряют амплитуды сигналов эталонного и...
Спосіб визначення ушкоджень від утоми металу зварних металоконструкцій вантажопідйомних кранів
Номер патенту: 50119
Опубліковано: 15.10.2002
Автори: Ємельянов Олег Андрійович, Буренко Олександр Григорович, Гавриш Павло Анатолійович, Шепотько Віктор Петрович
МПК: G01B 7/16, B66C 17/00
Мітки: зварних, металу, кранів, металоконструкцій, ушкоджень, утоми, визначення, вантажопідйомних, спосіб
Формула / Реферат:
Спосіб визначення ушкоджень від утоми металу зварних металоконструкцій вантажопідйомних кранів, у якому регламентується методика визначення параметрів розподілу характеристик опору утоми зварного з'єднання й елементів металоконструкцій з урахуванням класу міцності сталі, коефіцієнта асиметрії циклу, конструктивного оформлення, залишкових напруг і критеріїв відмовлення, який відрізняється тим, що застосовується спосіб визначення виду...
Спосіб термічної обробки зварних з’єднань

Номер патенту: 21066
Опубліковано: 04.11.1997
Автор: Коровайченко Юрій Миколайович
МПК: C21D 1/00
Мітки: з'єднань, обробки, спосіб, термічної, зварних
Формула / Реферат:
Спосіб термічної обробки зварних з'єднань, включаючий місцеву зональну термічну обробку шва і зон термічного впливу автономними нагрівачами, який відрізняється тим, що зварні з'єднання піддають багаторазовому нагріванню з швидкістю 350-500°С/хв до температури АC1+40 - 60°С без витримки, природному охолодженню з швидкістю 80-100 С/хв до температури Аr1 -50 - 70°С І примусовому охолодженню з швидкістю 600-900°С/хв до температури 50-100°С у...
Спосіб зниження зварних напружень та деформацій
Номер патенту: 37530
Опубліковано: 15.05.2001
Автори: Жидков Андрій Борисович, Гедрович Анатолій Іванович
МПК: B23K 9/035, B23K 9/038
Мітки: напружень, спосіб, деформацій, зварних, зниження
Формула / Реферат:
Спосіб зниження зварних напружень та деформацій, який полягає в тому, що до нижньої сторони зварного з'єднання притискують мідну підкладку, а до верхньої - два мідних притискувані, які розташовують якомога ближче до стику зварюваних елементів, що не перешкоджають переміщенню зварювальної головки, який відрізняється тим, що підкладку та притискувані покривають шаром теплопровідної речовини.
Попередній патент: Засіб для лікування слабості пологової діяльності (адемол)
Наступний патент: Ізолююча композиція для гумових сумішей
Випадковий патент: Спосіб одержання спеченого композиційного матеріалу