Спосіб термічної обробки зварних з’єднань

Формула / Реферат
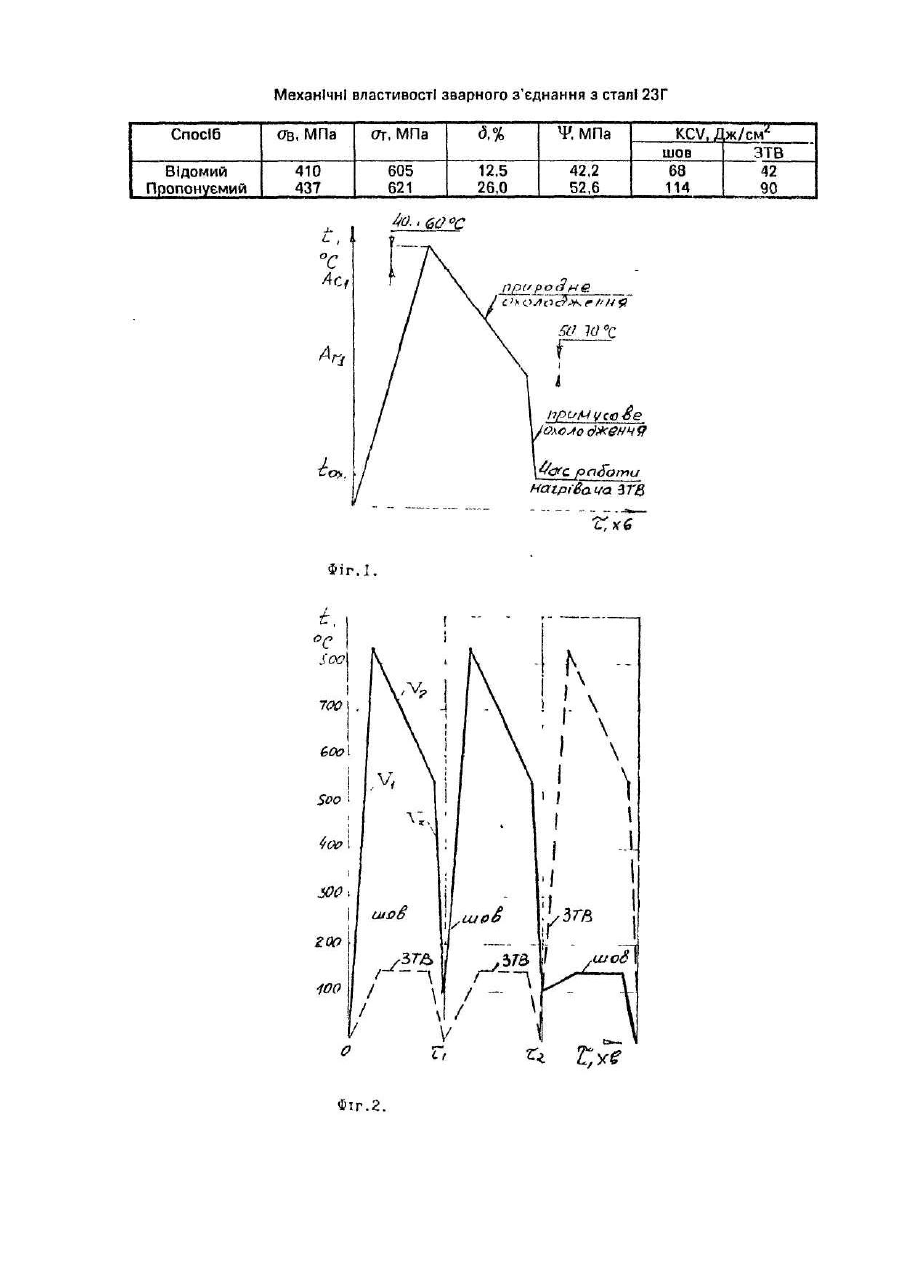
Спосіб термічної обробки зварних з'єднань, включаючий місцеву зональну термічну обробку шва і зон термічного впливу автономними нагрівачами, який відрізняється тим, що зварні з'єднання піддають багаторазовому нагріванню з швидкістю 350-500°С/хв до температури АC1+40 - 60°С без витримки, природному охолодженню з швидкістю 80-100 С/хв до температури Аr1 -50 - 70°С І примусовому охолодженню з швидкістю 600-900°С/хв до температури 50-100°С у межах кожного циклу, при цьому кількість циклів термічної обробки шва приймають вдвічі більшою ніж зон термічного впливу.
Текст
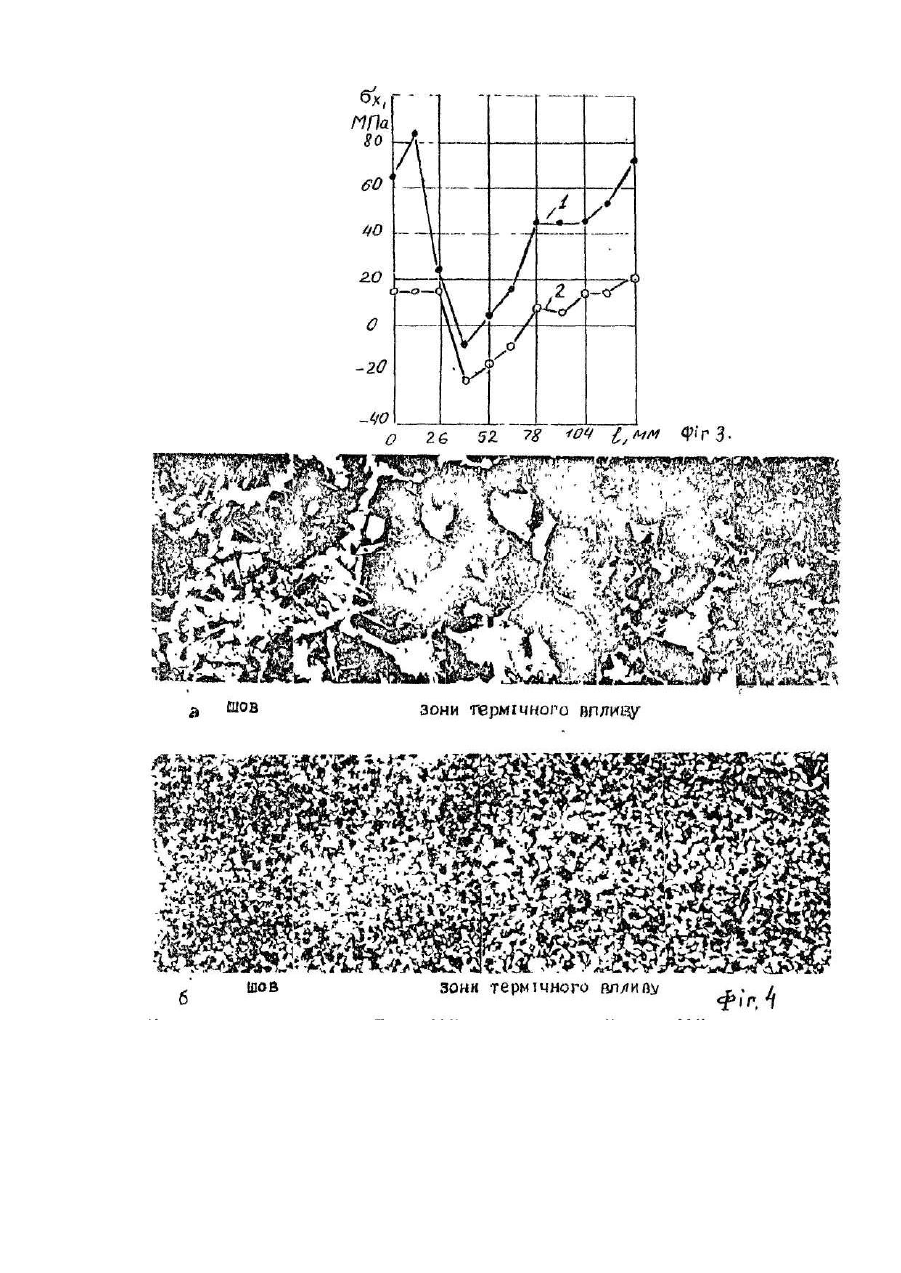
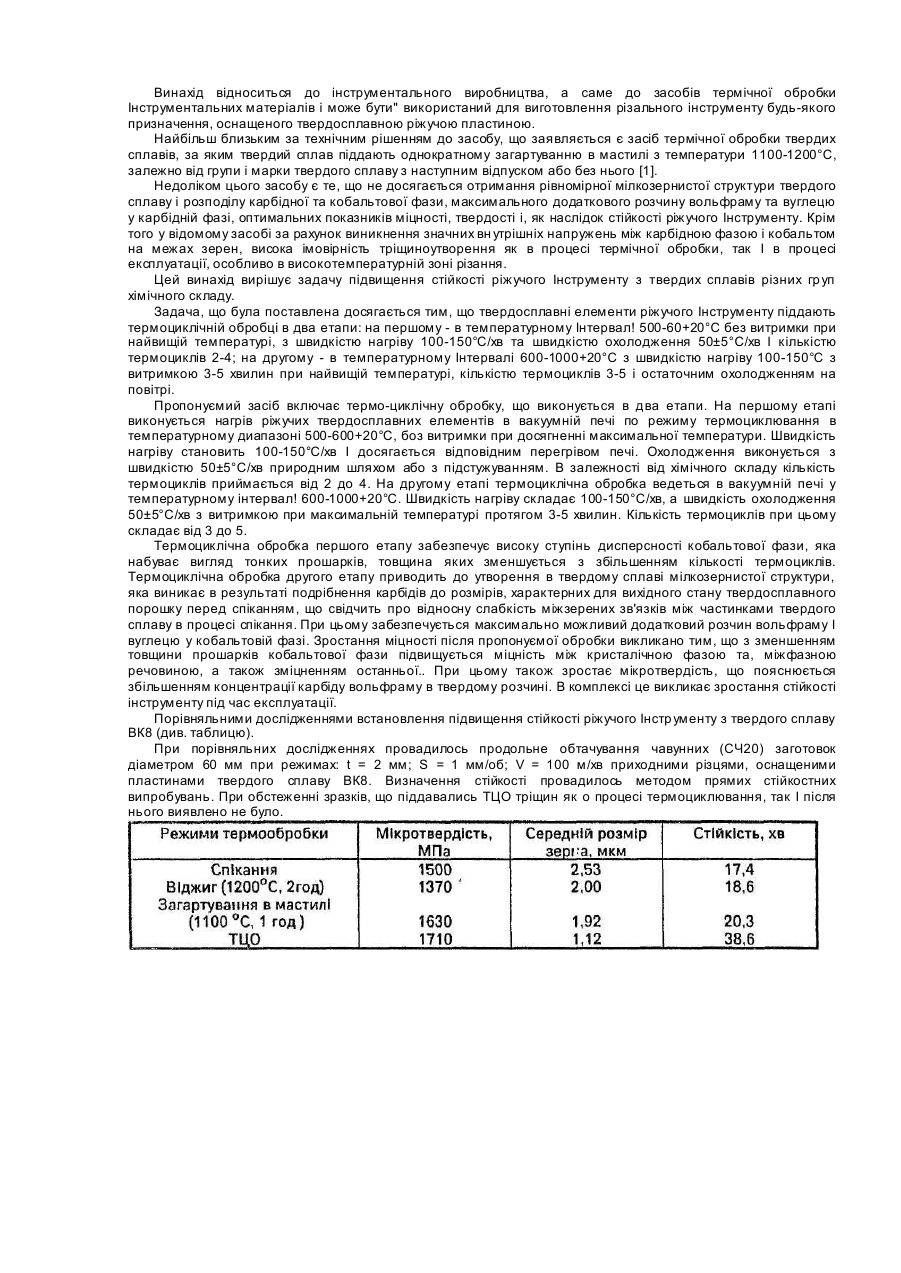
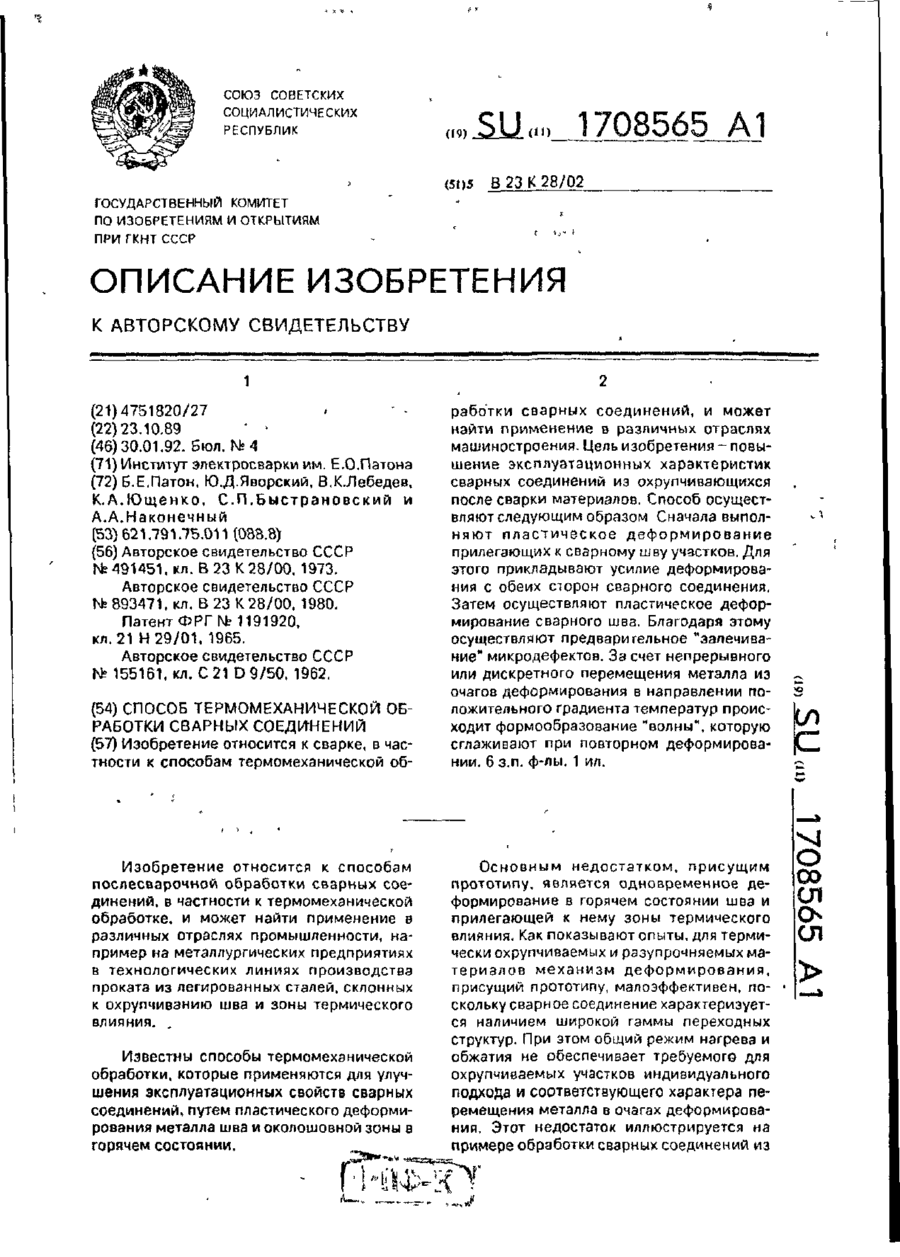
Спосіб відноситься до зварювального виробництва, а саме до термічної обробки зварних з'єднань. Відомий спосіб термічної обробки, який передбачає нагрівання та охолодження окремих зон зварного з'єднання за своїм оптимальним режимом з допомогою автономних джерел нагрівання одночасно або з зсувом за часом [1]. Однак при цьому не вдається запобігти взаємному впливу температурного градієнту між зонами під час витримки, що викривляє оптимальні режими обробки І не дозволяє отримати достатньо рівномірні властивості по об'єму виробу, зберігаючи залишкові напруження на достатньо низькому рівні. Найбільш близьким за технічним рішенням до способу, що заявляється є засіб місцевої термічної обробки зварних з'єднань, який включає нагрівання центральної частини зони зварювання до температури вище точки Асз одним нагрівачем з наступним його відключенням; послідовним нагрівом зон термічного впливу по оба боки від стику двома відповідними нагрівачами [2]. Недоліком цього способу є те, що нагрівання до температури Асз з наступним охолодженням приводить до утворення мартенситних або бейнітних ділянок з велико-зернистою структурою у сталей, що загартовуються. Це викликає зростання внутрішніх напружень між зонами зварного з'єднання І збільшує Імовірність виникнення холодних тріщин. Цей винахід вирішує задачу підвищення якості зварних з'єднань І зниження рівня залишкових напружень. Задача, що була поставлена, досягається тим, що після зварювання окремі зони зварного з'єднання почергово піддають багаторазовому нагріванню з швидкістю 350-500°С/хв до температури АС1 +40 - 60°С без витримки, природньому охолодженню з швидкістю 80-100°С/хв до температури Аг] -50 - 70°С І примусовому охолодженню з швидкістю 600-900°С/хв до температури 50-100°С у межах кожного циклу, при цьому кількість циклів термічної обробки шва приймають вдвічі більшою, ніж зон термічного опливу. На фіг, 1 зображений окремий цикл термічної обробки даної зони зварного з'єднання (ЗТВ - зона термічного впливу); на фіг. 2 - загальна циклограма термічної обробки за способом, що пропонується (V1 швидкість нагріву; V2 - швидкість природньоі о охолодження; V3 - швидкість примусового охолодження; ЗТВ зона термічного впливу); на фіг. 3 - розподіл залишкових напружень по перерізу зварного з'єднання (1-у вихідному стані, 2 - після термічної обробки за способом, що пропонується); на фіг. 4 - зональна мікроструктура зварного з'єднання з сталі 23Г (а - у вихідному стані; б - після термічної обробки за пропонуємим способом). Пропонуємий спосіб реалізується наступним чином (фіг, 1); за допомогою встановленого над відповідною зоною автономного нагрівача (індуктора або плаз-меного нагрівача) виконується нагрівання металу цієї зони до температури вище точки Ас1 для даної сталі на 40-60°С, природне охолодження на повітрі до температури нижче точки Аг1 на 50-70°С, тобто нижче температури закінчення фазових перетворень, прискорене спрейєрне охолодження до температури 50-100°С з швидкістю 600-900°С/хв І в кінці обробки - до кімнатної температури. При цьому прискорене охолодження виконують з метою підвищення вироб-ничності процесу, фіксації оптимального структурного стану і мінімізації температурного впливу при нагріванні сусідніх зон. В межах повного циклу термічна обробка виконується наступним чином (фіг. 2): спочатку двічі включається нагрівам зони шва. В зв'язку з відносно високою швидкістю нагріву, однак достатньою для прогріву перерізу з'єднання, нагрівання прилягаючих до шва зон термічного впливу, суттєво відрізняючихся за структурою І механічними властивостями, не перевищує температури 150-180°С. Цьому сприяє також відсутність витримки при максимальній температурі сусідньої зони. Після виконання двох циклів обробки шва нагрівач цієї зони відключається і включаються нагрівачі зон термічного впливу, режимні показники роботи яких аналогічні попередньому, а кількість вдвоє менша. При цьому багаторазовий нагрів у межкритичному інтервалі температур приводить до суттєвого зменшення розмірів зерен І їх вирівнюванні по перерізу зварного з'єднання, інтенсифікації' дифузійних процесів між зонами і суттєвому зменшенню залишкових напружень (фіг. З, 4). Необхідність виконання більшої кількості термоциклів для зони шоа викликано значною структурною неоднорідністю металу після кристалізації І збереженням зональної структурної неоднорідності у разі виконання рівної кількості циклів термічної обробки різних зон. Для експериментальної перевірки переваг способу що пропонується, проводилась термічна обробка зварного з'єднання з сталі 23 товщиною 8 мм, що виконувалось зварюванням під шаром флюсу АН348А дротом Св-10Г2. Структура виходного стану - феріт - перліт-мартенсіт-бейніт. При термічній обробці були реалізовані наступні режими: температура нагріву - 835°С; швидкість нагріву - 400±50°С; час нагріву в межах одного циклу - 1,4 хв; температура природнь-ого охолодження - 550±5°С; швидкість штучного охолодження 800±50°С; загальний час охолодження - 2,2 хв. Режимні показники контролювались зачеканеними термопарами в різних зонах з'єднання. Кількість циклів термічної обробки - 8-шов; 4 - зони термічного впливу. В результаті термічної обробки отримані результати, наведені в таблиці і на фіг. З (де І - відстань від середньої лінії шва, а наведені дані отримані шляхом вирізання зразків з попередньо нанесеними вимірювальними базами). Структура, що утворюється в результаті пропонуємої термічної обробки: феріт-перліт-бейніт з розміром зерен по зонах від 9 до 11 балів.
ДивитисяДодаткова інформація
Автори англійськоюKorovaichenko Yurii Mykolaiovych
Автори російськоюКоровайченко Юрий Николаевич
МПК / Мітки
МПК: C21D 1/00
Мітки: термічної, спосіб, обробки, зварних, з'єднань
Код посилання
<a href="https://ua.patents.su/3-21066-sposib-termichno-obrobki-zvarnikh-zehdnan.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки зварних з’єднань</a>
Спосіб термічної обробки твердосплавних елементів ріжучого інструменту
Номер патенту: 21065
Опубліковано: 04.11.1997
Автори: Коровайченко Юрій Миколайович, Коровайченко Валентина Володимирівна
МПК: C21D 1/00
Мітки: ріжучого, термічної, елементів, твердосплавних, спосіб, інструменту, обробки
Формула / Реферат:
Спосіб термічної обробки твердосплавних елементів ріжучого інструменту, включаючий їх термічну обробку, який відрізняється тим, що твердосплавні елементи піддають термоциклічній обробці в два етапи: в температурному інтервалі 500-600+20°С, без витримки при максимальній температурі, з швидкістю нагріву 100— 150°С/хв та швидкістю охолодження 50± ±5°С/хв i кількістю термоциклів 2-4 i в температурному інтервалі 600-1000+20°С з швидкістю нагріву...
Спосіб термомеханічної обробки зварних з’єднань
Номер патенту: 4956
Опубліковано: 28.12.1994
Автори: Бистрановський Сергій Петрович, Патон Борис Євгенович, Яворський Юрій Денисович, Ющенко Констянтин Андрійович, Лебедєв Володимир Констянтинович, Наконечний Олександр Олексійович
МПК: B23K 28/00
Мітки: обробки, термомеханічної, з'єднань, спосіб, зварних
Формула / Реферат:
1. Способ термической обработки сварных соединений, при котором осуществляют нагрев и пластическое деформирование сварного соединения в горячем состоянии, отличающийся тем, что, с целью повышения эксплуатационных характеристик сварных соединений из охрупчивающихся после сварки материалов, сначала выполняют пластическое деформирование прилегающих к сварному шву участков путем приложения необходимого для деформирования усилия с обеих сторон...
Спосіб термомеханічної обробки зварних з’єднань
Номер патенту: 13590
Опубліковано: 25.04.1997
Автори: Яворський Юрій Денисович, Лебедєв Володимир Костянтинович
МПК: B23K 28/00
Мітки: термомеханічної, спосіб, зварних, обробки, з'єднань
Формула / Реферат:
Способ термомеханической обработки сварных соединений, преимущественно малой протяженности, при котором после сварки производят пластическое деформирование зоны сварного шва в горячем состоянии путем образования волнистой поверхности, которую сглаживают последующим обжатием, отличающийся тем, что, с целью повышения качества сварных соединений и упрощения применяемого оборудования, нагрев и пластическое деформирование осуществляют...
Спосіб термомеханічної обробки зварних з’єднань
Номер патенту: 13589
Опубліковано: 25.04.1997
Автори: Висоцький Юрій Гаврилович, Ющенко Констянтин Андрійович, Яворський Юрій Денисович, Наконечний Олександр Олексійович, Бистрановський Сергій Петрович, Мєшков Михайло Володимирович, Кочетов Анатолій Андрійович
МПК: C21D 9/50
Мітки: з'єднань, обробки, спосіб, зварних, термомеханічної
Формула / Реферат:
Способ термомеханической обработки сварных соединений, преимущественно из высокохромистых нержавеющих сталей мартенситного класса с содержанием углерода 0,2-0,8 %, включающий локальный нагрев до заданной температуры, пластическую деформацию швов и отпуск, отличающийся тем, что, с целью сокращения длительности процесса и повышения пластичности, нагрев ведут до 720-750°С деформацию осуществляют путем обжатия пуансонами с радиусами...
Спосіб обробки вибухом зварних металоконструкцій
Номер патенту: 103
Опубліковано: 30.04.1993
Автори: Солнцев Ігор Васильович, Титов Вадим Олександрович, Прохоров Володимир Володимирович, Бризгалін Андрій Геннадійович, Первой Віталій Михайлович, Борисенко Віталій Олександрович, Петушков Володимир Георгийович
МПК: B23K 28/00
Мітки: вибухом, спосіб, зварних, обробки, металоконструкцій
Формула / Реферат:
1. Способ обработки взрывом сварных металлоконструкций, при котором шнуровой заряд взрывчатого вещества изготавливают в виде периодической кривой, располагают его симметрично относительно обрабатываемого шва, и осуществляют инициирование с помощью проводника детонации, отличающийся тем, что проводник детонации устанавливают на поверхность металла по одну сторону заряда в контакте с вершинами его периодической кривой.2. Способ по п. 1,...
Попередній патент: Спосіб термічної обробки твердосплавних елементів ріжучого інструменту
Наступний патент: Спосіб виплавки сталі у подовій печі
Випадковий патент: Спосіб частотного керування асинхронним двигуном з несиметричними параметрами обмоток статора