Установка конвеєрна кокільна
Номер патенту: 56408
Опубліковано: 15.05.2003
Автори: Кутафін Анатолій Костянтинович, Гімалетдінов Радій Халімович, Єрмак Олександр Володимирович, Тістечок Василь Дмитрович
Формула / Реферат
1. Установка конвеєрна кокільна, яка містить основу, вертикально-замкнений конвеєр, виконаний у вигляді двох замкнених ланцюгів, кокілі, що виконані з вертикальною подовжньою площиною рознімання і складаються з двох напівкокілів з формоутворюючими порожнинами, закріплених на різних ланцюгах вертикально-замкненого конвеєра і виконаних у верхній частині з похилими гранями, які утворюють при змиканні подовжній безперервний двогранний ливник-рівчак, ділянку залиття, розташовану під гострим кутом до горизонталі, упорний і притискний бічні рольганги для змикання напівкокілів, розташованих на ділянці залиття, пристрій охолодження, витяжний пристрій, кінцеві зірочки, встановлені на початку вертикально-замкненого конвеєра перед ділянкою залиття, розвідні зірочки, встановлені в кінці вертикально-замкненого конвеєра за витяжним пристроєм, і привід, яка відрізняється тим, що кінцеві зірочки виконані у вигляді привідної спареної зірочки, а розвідні зірочки змонтовані на додатковій рухомій рамі, встановленій з можливістю переміщення в подовжньому напрямі в напрямних, закріплених на основі.
2. Установка по п. 1, яка відрізняється тим, що зовнішні ланки обох ланцюгів вертикально-замкненого конвеєра забезпечені по торцях подовжніми виступами, розташованими із зовнішнього боку їх подовжніх осей, а внутрішні ланки обох його ланцюгів забезпечені в середній частині поперечними упорами, розташованими по подовжніх осях ланцюгів.
3. Установка по п. 1, яка відрізняється тим, що в кожному кокілі один напівкокіль забезпечений напрямним штирем, а інший напівкокіль виконаний з приймальним отвором.
4. Установка по п. 1, яка відрізняється тим, що притискний бічний рольганг містить корпус з опорною стінкою, в якому шарнірно встановлені на одноплечих важелях опори, кожна з яких забезпечена двома роликами, встановленими на консольних осях з кроком, меншим за половину кроку кокілів, і упором, один кінець якого шарнірно сполучений з тильною частиною опори, а інший кінець пропущений через отвір в корпусі і через пружний елемент спирається на опорну стінку корпусу.
5. Установка по п. 1, яка відрізняється тим, що пристрій охолоджування виконаний у вигляді трьох колекторів, з яких два бічних колектори встановлені по боках кокілів, а один нижній колектор встановлений знизу кокілів, при цьому витяжний пристрій розташований над пристроєм охолоджування.
6. Установка по п. 1, яка відрізняється тим, що ділянка залиття розташована під кутом 7-12° до горизонталі.
7. Установка по п. 1, яка відрізняється тим, що кожний напівкокіль забезпечений змінним вкладишем, виконаним з теплоізоляційного матеріалу і з вертикальними ступінчастими півотворами, які утворюють при змиканні напівкокілів ливники з додатками.
8. Установка по п. 1, яка відрізняється тим, що кожний напівкокіль забезпечений змінним вкладишем, виконаним з жаростійкого матеріалу і з вертикальними півотворами, які утворюють при змиканні напівкокілів ливники.
Текст
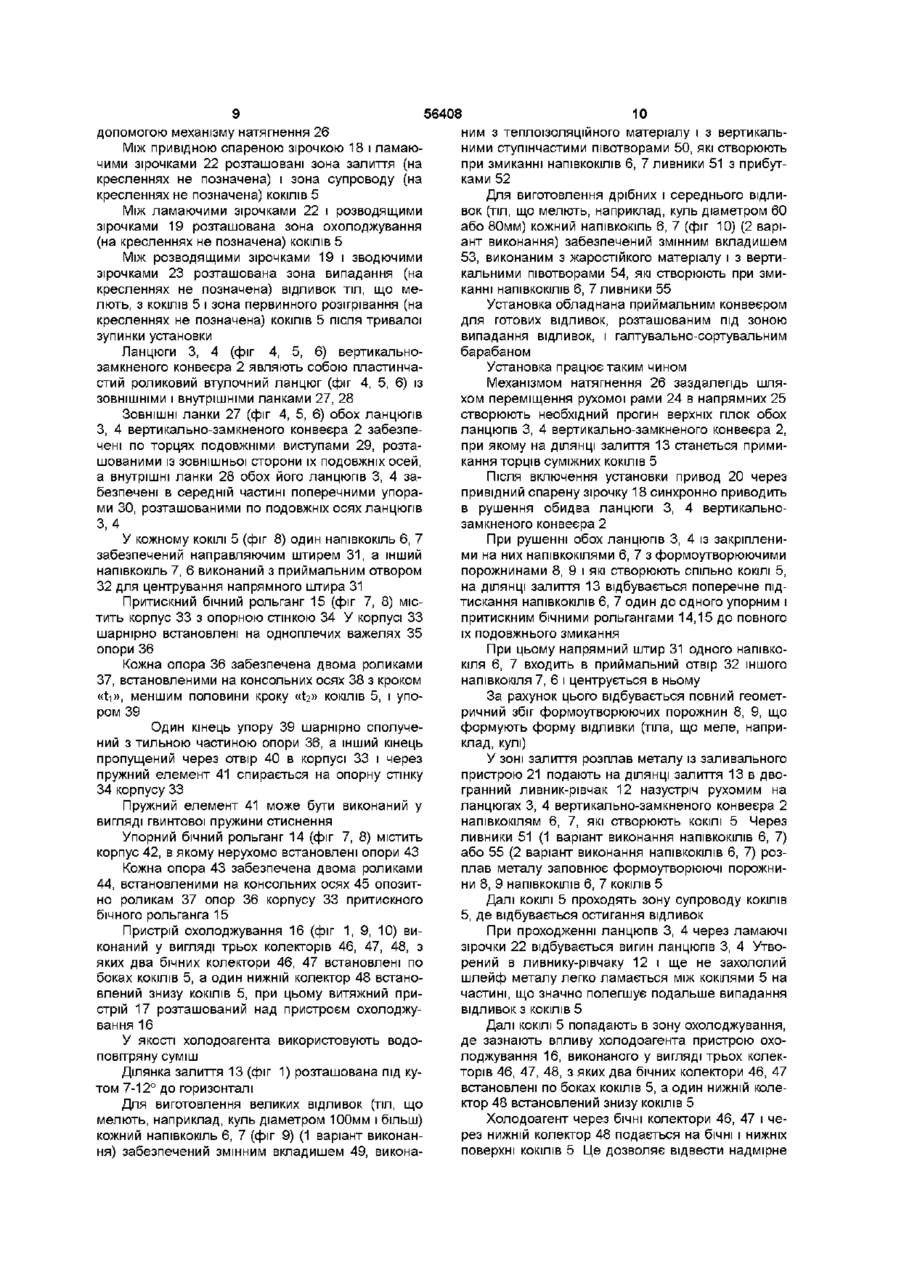
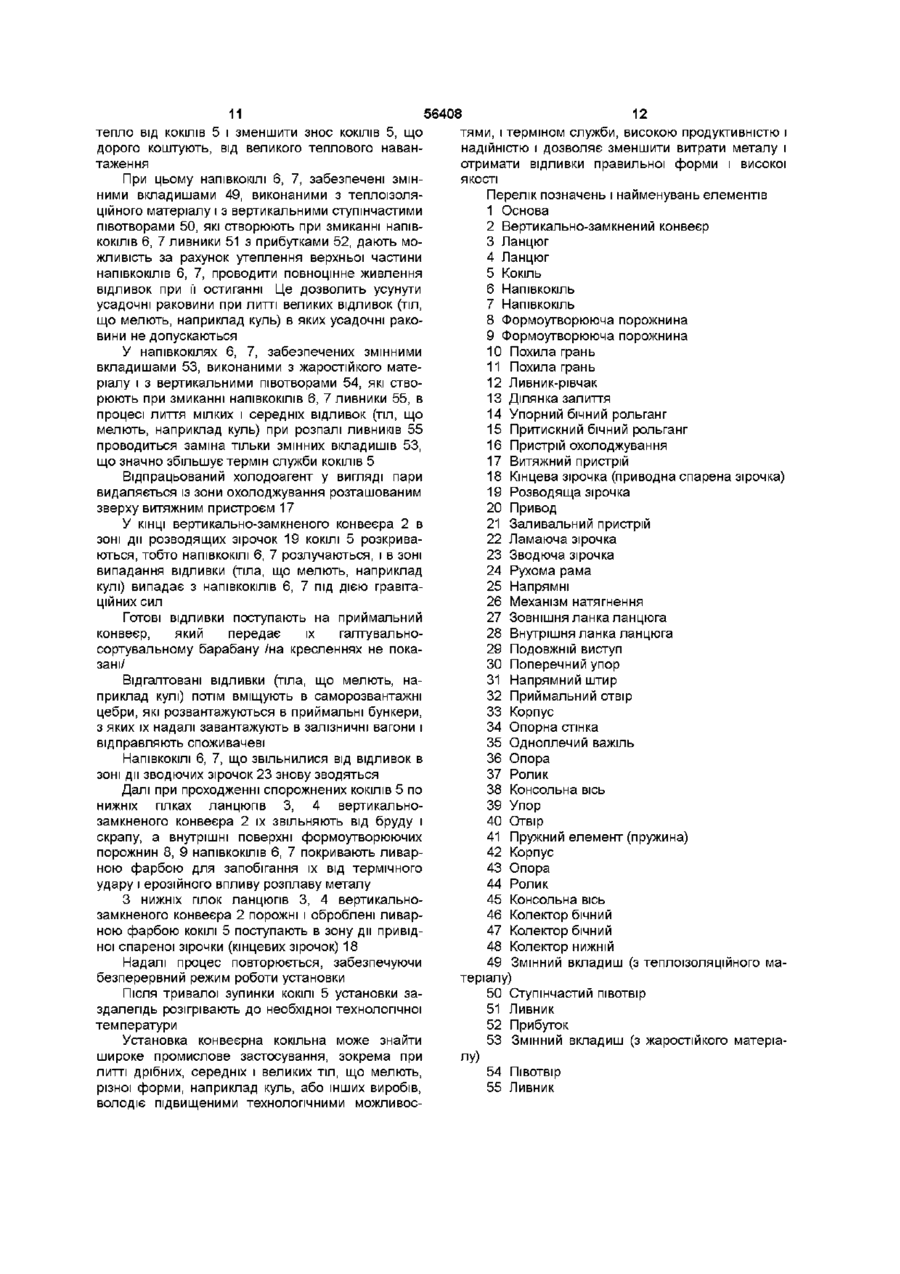
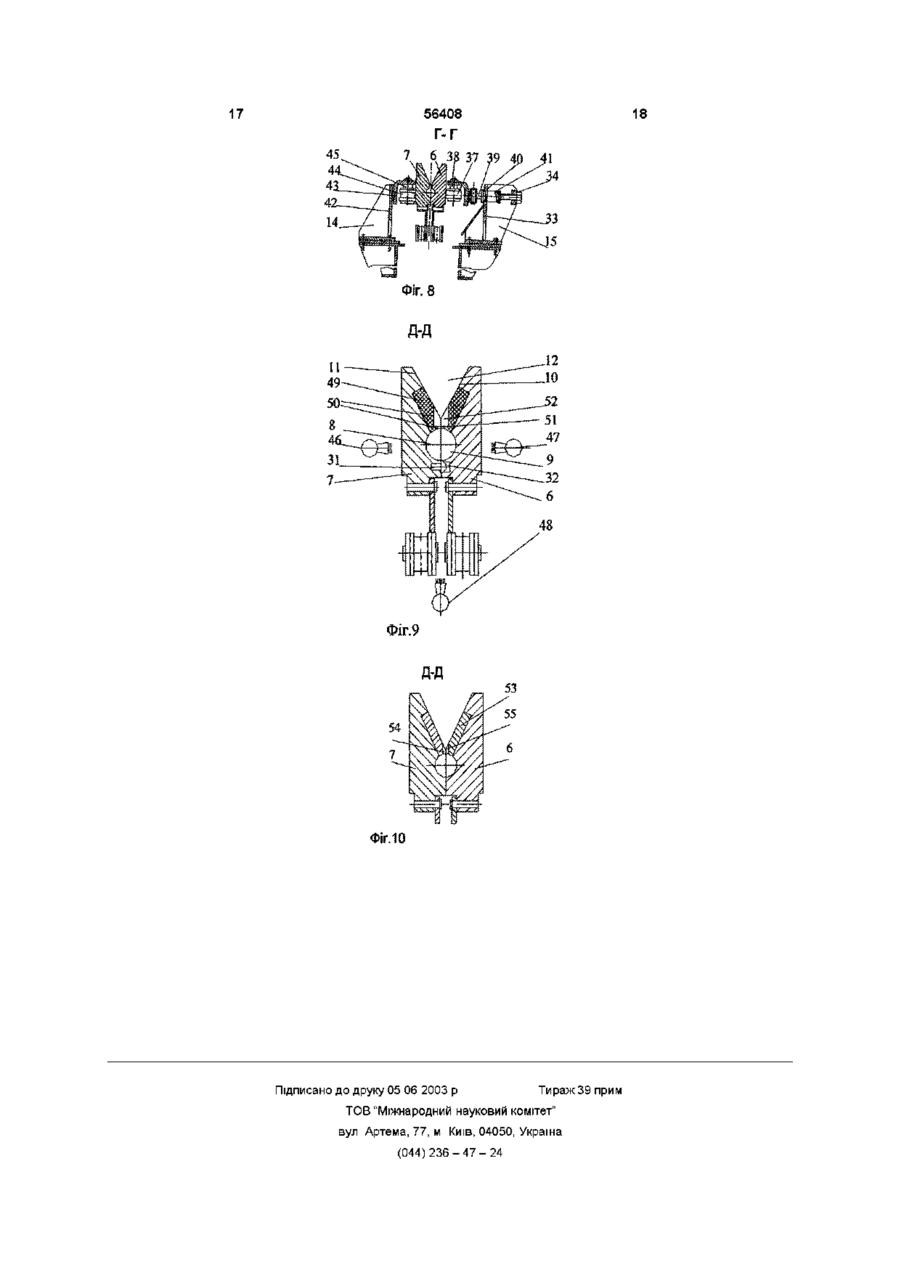
1 Установка конвеєрна кокільна, яка містить основу, вертикально-замкнений конвеєр, виконаний у вигляді двох замкнених ланцюгів, КОКІЛІ, ЩО виконані з вертикальною подовжньою площиною рознімання і складаються з двох напівкокілів з формоутворюючими порожнинами, закріплених на різних ланцюгах вертикально-замкненого конвеєра і виконаних у верхній частині з похилими гранями, які утворюють при змиканні подовжній безперервний двогранний ливник-рівчак, ділянку залиття, розташовану під гострим кутом до горизонталі, упорний і притискний бічні рольганги для змикання напівкокілів, розташованих на ДІЛЯНЦІ залиття, пристрій охолодження, витяжний пристрій, кінцеві зірочки, встановлені на початку вертикальнозамкненого конвеєра перед ділянкою залиття, розвідні зірочки, встановлені в КІНЦІ вертикальнозамкненого конвеєра за витяжним пристроєм, і привід, яка відрізняється тим, що кінцеві зірочки виконані у вигляді привідної спареної зірочки, а розвідні зірочки змонтовані на додатковій рухомій рамі, встановленій з можливістю переміщення в подовжньому напрямі в напрямних, закріплених на основі 00 о (О ю гляді двох замкнених ланцюгів, КОКІЛІ, виконані з вертикальною подовжньою площиною рознімання і що складаються з двох напівкокілів з формоутворюючими порожнинами, закріплених на різних ланцюгах вертикально-замкненого конвеєра і виконаних у верхній частині з похилими гранями, які створюють при змиканні подовжній безперервний двогранний ливник-рівчак, ділянку залиття, розташовану під гострим кутом до горизонталі, упорний і притискний бічні рольганги для змикання напівкокілів, розташовані на ДІЛЯНЦІ залиття, пристрій охолодження, витяжний пристрій, кінцеві зірочки, встановлені на початку вертикально-замкненого конвеєра перед ділянкою залиття, розводящі зірочки, встановлені в КІНЦІ вертикально-замкненого конвеєра за витяжним пристроєм, і привод Привод конвеєра являє собою механізм парного переміщення напівкокілів, встановлений перед ділянкою залиття Механізм парного переміщення напівкокілів виконаний у вигляді приводного транспортера з парними захватами, що мають можливість взаємодії з напівкокілями і розташованими з кроком, ВІДПОВІДНИМ кроку розташування напівкокілів Для базування і збігу напівкокілів установка на ДІЛЯНЦІ залиття забезпечена загальним опорним рольгангом, на який спираються обидва ланцюги вертикально-замкненого конвеєра Напівкокілі шарнірно сполучені з ланцюгами вертикально-замкненого конвеєра за допомогою горизонтальних пальців і консольне підтримуючих їх щік, закріплених на ланках ланцюгів зварюванням Горизонтальні пальці встановлені в отворах напівкокілів із зазором Притискний бічний рольганг містить окремо розташовані ролики, кожний з яких встановлений на вертикальній осі, закріпленій кінцями на двох опорах в корпусі, забезпечений стержнем, розміщеним в напрямних корпуса, і підпружинений пружиною /стиснення/ відносно корпусу в бік напівкокілів Упорний бічний рольганг встановлений навпроти притискного бічного рольганга і містить окремо розташовані ролики, кожний з яких встановлений на вертикальній осі, закріплений кінцями на двох /верхній і нижній/ опорах в нерухомому корпусі Кожний ролик упорного бічного рольганга має два опорних кільцевих виступи розташованих по висоті симетрично ролику притискного бічного рольганга Пристрій охолоджування встановлений на ДІЛЯНЦІ перед витяжним пристроєм похило над кокілями Холодоагент /водоповітряна суміш/ подається зверху в зону між напівкокілями Швидкість охолоджування регулюється параметрами подачі холодоагента Однак відома установка має ряд істотних недоліків, викликаних недосконалістю її конструкції Привод виконаний у вигляді механізму парного переміщення з парними захватами і встановлений на упорному і притискному бічних рольгангах У зв'язку з цим штовхаюче зусилля парних захватів механізму парного переміщення, що передається через торці напівкокілів на ланцюги, через похибки установки його на рольгангах і неточність 56408 виготовлення ланцюгів і напівкокілів, створює значні нерівномірні навантаження на ланцюги і напівКОКІЛІ Це приводить до передчасного зносу ланцюгів і напівкокілів і поломці парних захватів механізму парного переміщення Механізм парного переміщення не забезпечує також щільне примикання торців напівкокілів на ДІЛЯНЦІ залиття Пояснюється це тим, що після виходу напівкокілів із зачеплення з механізмом парного переміщення внаслідок вибору зазору між напівкокілями і пальцем ланцюга відбувається щільне примикання тільки перших 2-3 напівкокілів Подальші напівкокілі мають між собою торцеві зазори, через які відбувається проливання розплаву металу Використання напівкокілів як передаючої ланки конструктивно не дає можливості збільшити висоту ливника-рівчака для запобігання виплеску розплаву металу на ДІЛЯНЦІ залиття Установлення механізму парного переміщення на упорному і притискному бічних рольгангах не дає можливості безперешкодно проводити технічне обслуговування роликів згаданих рольгангів в процесі експлуатації, що приводить до передчасного виходу їх з ладу і припиненню роботи установки У притискному бічному рольгангу ролики через витікання мастила з нижньої опори і стержень в напрямних корпусу через дію високих температур заклинюють, що приводить до істотного збільшення сил тертя і значного зносу бічних поверхонь напівкокілів Крім того, пружини роликів притискного бічного рольганга під дією високих температур втрачають пружні властивості, що приводить, через припинення притискання полукокілів один до одного, до розкриття КОКІЛІВ на ДІЛЯНЦІ залиття і проливанню розплаву металу, а надалі до повного порушення формоутворення відливки У процесі роботи установки через попадання крапель розплаву металу на поверхні напівкокілів в подовжній площині рознімання між ними утвориться подовжній зазор, через який відбувається проливання розплаву металу У результаті на роликах опорних рольгангів, на які спираються напівкокілі на ДІЛЯНЦІ залиття, через попадання на них розплаву металу утворюються клиноподібні нарости із затверділого металу, які розсовують ланцюги вертикальнозамкненого конвеєра і напівкокілі, що приводить до безперервного протікання розплаву металу, порушення базування напівкокілів по висоті, спотворенню форми і погіршенню якості відливок Установлення пристрою охолоджування і подача холодоагента зверху КОКІЛІВ неефективна, оскільки при цьому відбувається охолодження верхніх поверхонь напівкокілів, що приводить, через порушення направленої кристалізації розплаву металу відливок, до утворення глибоких раковин і істотного погіршення якості відливок При роботі установки під впливом розплаву металу відбувається розпал ливників-рівчаків КОКІЛІВ /збільшення діаметра/, що значно погіршує відбиття відливок від шлейфа і приводить до необхідності повної заміни КОКІЛІВ, ЩО дорого коштують В основу винаходу поставлена задача в установці конвеєрній КОКІЛЬНІЙ шляхом удосконалення приводу і натягнення ланцюгів кінцевими і розводящими зірочками, і удосконалення конструкції ланок ланцюгів, пристрою охолоджування і напівКОКІЛІВ забезпечити розширення технологічних можливостей установки, чітке базування, щільне торцеве і подовжнє примикання напівкокілів один до одного на ДІЛЯНЦІ залиття, зменшення витрат металу і підвищення якості відливок Поставлена задача досягається тим, що в установці конвеєрній КОКІЛЬНІЙ, ЩО МІСТИТЬ основу, вертикально-замкнений конвеєр, виконаний у вигляді двох замкнених ланцюгів, КОКІЛІ, виконані з вертикальною подовжньою площиною рознімання і що складаються з двох напівкокілів з формоутворюючими порожнинами, закріплених на різних ланцюгах вертикально-замкненого конвеєра і виконаних у верхній частині з похилими гранями, які створюють при змиканні подовжній безперервний двогранний ливник-рівчак, ділянку залиття, розташовану під гострим кутом до горизонталі, упорним і притискним бічними рольганги для змикання наПІВКОКІЛЯМИ, розташованими на ДІЛЯНЦІ залиття, 56408 плаву металу з ливника-рівчака КОКІЛІВ за рахунок отримання можливості збільшити висоту ливникарівчака Монтаж розводящих зірочок на додатковій пересувній рамі, встановленій з можливістю переміщення в подовжньому напрямі в напрямних, закріплених на основі, забезпечує синхронне регулювання натягнення ланцюгів вертикальнозамкненого конвеєра Це дає можливість отримати такий прогин верхніх гілок ланцюгів на ДІЛЯНЦІ залиття, при якому за рахунок щільного примикання торців напівкокілів один до одного запобігається проливання розплаву металу між торцями напівкокілів, зменшуються витрати металу і підвищується якість відливок Крім того, установка конвеєрна кокільна характеризується і іншими, ВІДМІННИМИ від прототипу ознаками, які розвивають, доповнюють і характеризують винахід в окремих варіантах його виконання і використовуються в залежності від конкретних умов виготовлення і експлуатації для посилення технічного результату, що досягається пристрій охолодження, витяжний пристрій, кінцеві зірочки, встановлені на початку вертикальнозамкненого конвеєра перед ділянкою залиття, розводящі зірочки, встановлені в КІНЦІ вертикально-замкненого конвеєра за витяжним пристроєм, і привод, згідно з винаходом, кінцеві зірочки виконані у вигляді приводної спареної зірочки, а розводящі зірочки змонтовані на додатковій рухомій рамі, встановленій з можливістю переміщення в подовжньому напрямі в напрямних, закріплених на основі Наведені ознаки, що характеризують винахід, є істотними, оскільки в сукупності достатні для забезпечення працездатності і рішення поставленої задачі, а кожний нарізно необхідний для ідентифікації і ВІДМІННОСТІ установки, що заявляється, від відомих в техніці аналогічних технічних рішень Таким чином, нова сукупність загальних (відомих) і ВІДМІННИХ (нових) від прототипу істотних ознак, якими характеризується нова установка, є достатньою у всіх випадках, на які розповсюджується обсяг правового захисту, оскільки вирішує поставлену технічну задачу Причинно-наслідковий зв'язок між новою сукупністю істотних ознак і результатом, що досягається, полягає в наступному Виконання кінцевих зірочок у вигляді привідної спареної зірочки дозволяє забезпечити такий режим роботи обох ланцюгів вертикальнозамкненого конвеєра, при якому їх нижні гілки знаходяться в натягнутому стані, а їх верхні гілки знаходяться в ослабленому стані Крім цього, таке удосконалення дозволяє забезпечити синхронне рушення обох ланцюгів вертикально-замкненого конвеєра з встановленими на них напівкокілями, уникнути поломки ланцюгів і напівкокілів за рахунок усунення перевантажень При цьому забезпечується можливість технічного обслуговування упорного і притискного рольгангів, збільшуються технологічні можливості установки за рахунок збільшення корисної довжини ділянки залиття, і запобігається виливання роз В установці конвеєрній КОКІЛЬНІЙ, ЗГІДНО З ви находом, ЗОВНІШНІ ланки обох ланцюгів вертикально-замкненого конвеєра забезпечені по торцях подовжніми виступами, розташованими із зовнішньої сторони їх подовжніх осей, а внутрішні ланки обох його ланцюгів забезпечені в середній частині поперечними упорами, розташованими по подовжніх осях ланцюгів Завдяки такому удосконаленню ланцюги вертикально-замкненого конвеєра мають можливість перегину в одну сторону, і не мають можливості складання в іншу сторону Це дозволить, прибравши опорні ролики, встановлені в прототипі знизу напівкокілів, забезпечити надійне щільне примикання торців напівкокілів один до одного, запобігти протіканню розплаву металу між торцями напівкокілів, зменшити витрати металу і підвищити якість відливок В установці конвеєрній КОКІЛЬНІЙ, ЗГІДНО З ви находом, в кожному КОКІЛІ один напівкокіль забезпечений напрямним штирем, а інший напівкокіль виконаний з приймальним отвором Таке удосконалення забезпечує надійне подовжнє змикання напівкокілів у вертикальній площині за рахунок того, що напрямний штир одного напівкокіля центрується в приймальному отворі іншого напівкокіля У результаті, забезпечується точний збіг формоутворюючих порожнин, стабільність і правильність геометричної форми і висока ЯКІСТЬ ВІДЛИВОК В установці конвеєрній КОКІЛЬНІЙ, ЗГІДНО З ви находом, притискний бічний рольганг містить корпус з опорною стінкою, в якому шарнірно встановлені на одноплечих важелях опори, кожна з яких забезпечена двома роликами, встановленими на консольних осях з кроком, меншим половини кроку КОКІЛІВ, і упором, один кінець якого шарнірно сполучений з тильною частиною опори, а інший кінець пропущений через отвір в корпусі і через пружний елемент спирається на опорну стінку корпусу Таке удосконалення притискного бічного рольганга дозволить здійснювати бічну підтиск як мінімум двох роликів до КОКІЛІВ для надійного подовж 56408 8 находом, кожний напівкокіль забезпечений змінним вкладишем, виконаним з жаростійкого матеріалу і з вертикальними півотворами, які створюють при змиканні напівкокілів ливники Таке удосконалення дозволяє у випадку розпалу ливників при литті дрібних і середніх тіл, що мелють, проводити заміну тільки змінного вкладиша, що значно збільшує термін служби КОКІЛІВ В установці конвеєрній КОКІЛЬНІЙ, ЗГІДНО З винаходом, пристрій охолоджування виконаний у Надалі винахід пояснюється докладним опивигляді трьох колекторів, з яких два бічних колексом установки конвеєрної кокільної з посиланнями тори встановлені по боках КОКІЛІВ, а один нижній на прикладені креслення колектор встановлений знизу КОКІЛІВ, при цьому На фіг 1 зображена установка конвеєрна коківитяжний пристрій розташований над пристроєм льна, загальний вид, вид збоку охолоджування На фіг 2 зображений розріз А-А на фіг 1 Таке удосконалення дає можливість направиНа фіг 3 зображений розріз Б-Б на фіг 1 ти холодоагент (наприклад, водоповітряну суміш) На фіг 4 зображений ланцюг вертикальнобезпосередньо на бічні і нижні поверхні КОКІЛІВ ДЛЯ замкненого конвеєра установки, вид збоку ефективного охолоджування і одночасно видалити На фіг 5 зображений ланцюг вертикальновідпрацьований холодоагент витяжним пристроєм замкненого конвеєра установки, вид зверху При цьому відбувається плавне охолоджування На фіг 6 зображений розріз В-В на фіг 4 КОКІЛІВ і направлена кристалізація розплаву метаНа фіг 7 зображений притискний бічний рольлу в формоутворюючих порожнинах напівкокілів ганг, вид зверху при формуванні відливок, за рахунок чого значно На фіг 8 зображений розріз Г-Г на фіг 7 зменшуються усадочні раковини у відливках і підНа фіг 9 зображений розріз Д-Д на фіг 1, (1 вищується якість відливок Це дозволяє збільшити варіант виконання напівкокілів) термін служби КОКІЛІВ, що дорого коштують, і запоНа фіг 10 зображений розріз Д-Д на фіг 1, (2 бігти викиду пари холодоагенту в атмосферу цеху варіант виконання напівкокілів) В установці конвеєрній КОКІЛЬНІЙ, ЗГІДНО З виУстановка конвеєрна кокільна містить (фіг 1находом, ділянка залиття розташована під кутом 9) основу 1 (фіг 1), вертикально-замкнений конве7-12° до горизонталі єр 2, виконаний у вигляді двох замкнених ланцюгів З, 4 (фіг 2, 3, 8), КОКІЛІ 5 (фіг 1, 2, 3), виконані з Такий нахил ділянки залиття до горизонтальвертикальною подовжньою площиною рознімання і ної ділянки верхньої гілки горизонтальнощо складаються з двох напівкокілів 6,7 (фіг 2, 3, 7, замкненого конвеєра дозволяє в МІСЦІ вигину лан8,9) з формоутворюючими порожнинами 8, 9 Нацюгів, утвореному спареною ламаючою зірочкою, ПІВКОКІЛІ 6, 7 закріплені на різних ланцюгах 3,4 велегко ламати ще не застиглий в ливнику-рівчаку ртикально-замкненого конвеєра 2 і виконані у вершлейф металу на частині між кокілями, що значно хній частиш з похилими гранями 10,11, які полегшує подальше випадання відливок з кокілю створюють при змиканні подовжній безперервний Вибраний діапазон значень кута нахилу діляндвогранний ливник-рівчак 12 Установка також ки залиття вертикально-замкненого конвеєра вимістить ділянку залиття 13, розташовану під гостзначений експериментальним шляхом і є оптимарим кутом «а» до горизонталі, упорний о і притисльним для даної установки, оскільки забезпечує кний бічні рольганги 14, 15 (фіг 1, 7, 8) для зминайкраще поєднання функціональних і параметрикання напівкокілів 6, 7, розташованих на ДІЛЯНЦІ чних властивостей установки залиття 13, пристрій охолоджування 16 (фіг 1), Вибір цього кута менше мінімального значення витяжний пристрій 17, кінцеві зірочки 18 (фіг 1, 2), не доцільний, оскільки значно гіршає ломка ливнивстановлені на початку вертикально-замкненого ка-рівчака в МІСЦІ вигину ланцюгів конвеєра 2 перед ділянкою залиття 13, розводящі Вибір цього кута більше максимального зназірочки 19, встановлені в КІНЦІ вертикальночення також недоцільний, оскільки при цьому позамкненого конвеєра 2 за витяжним пристроєм 17, надміру збільшується нахил ливника-рівчака, внаі привод 20 (фіг 2) слідок чого розплав металу в ньому буде розтікатися з більшою швидкістю і він не буде Над ділянкою залиття 13 встановлений залиустигати повністю заповнювати по шляху формовальний пристрій 21 з розплавом металу утворюючі порожнини напівкокілів У МІСЦІ вигину верхніх гілок ланцюгів 3, 4 вертикально-замкненого конвеєра 2 встановлені лаВ установці конвеєрній КОКІЛЬНІЙ, ЗГІДНО З вимаючі зірочки 22 (фіг 1), закріплені на основі 1 находом, кожний напівкокіль забезпечений змінним вкладишем, виконаним з теплоізоляційного У МІСЦІ вигину нижніх гілок ланцюгів 3, 4 вертиматеріалу і з вертикальними ступінчастими півоткально-замкненого конвеєра 2 встановлені зводюворами, які створюють при змиканні напівкокілів чі зірочки 23 (фіг 1), закріплені на основі 1 ливники з прибутками Кінцеві зірочки 18 (фіг 2) виконані у вигляді привідної спареної зірочки (18), яка кінематично Таке виконання дасть можливість за рахунок сполучена з приводом 20 їїобертання утеплення верхньої частини напівкокілів, проводити повноцінне живлення відливок при її вихолоРозводящі зірочки 19 змонтовані на додатковій дженні, що дозволить усунути усадочні раковини рухомій рамі 24 (фіг 1), встановленій з можливіспри литті великих тіл, що мелють, в яких усадочні тю переміщення в подовжньому напрямі в напряраковини не допускаються мних 25, закріплених на основі 1 Додаткова рухома рама 24 пересувається в напрямних 25 за В установці конвеєрній КОКІЛЬНІЙ, ЗГІДНО З ВИнього змикання його напівкокілів на ДІЛЯНЦІ залиття установки Це усуває заклинення роликів, запобігає втраті пружних властивостей пружного елемента і забезпечує надійне і щільне подовжнє змикання напівкокілів у вертикальній площині, внаслідок чого зменшуються втрати розплаву металу і підвищується якість відливок 56408 допомогою механізму натягнення 26 Між привідною спареною зірочкою 18 і ламаючими зірочками 22 розташовані зона залиття (на кресленнях не позначена) і зона супроводу (на кресленнях не позначена) КОКІЛІВ 5 Між ламаючими зірочками 22 і розводящими зірочками 19 розташована зона охолоджування (на кресленнях не позначена) КОКІЛІВ 5 Між розводящими зірочками 19 і зводючими зірочками 23 розташована зона випадання (на кресленнях не позначена) відливок тіл, що мелють, з КОКІЛІВ 5 і зона первинного розігрівання (на кресленнях не позначена) КОКІЛІВ 5 після тривалої зупинки установки Ланцюги 3, 4 (фіг 4, 5, 6) вертикальнозамкненого конвеєра 2 являють собою пластинчастий роликовий втулочний ланцюг (фіг 4, 5, 6) із ЗОВНІШНІМИ і внутрішніми ланками 27, 28 ЗОВНІШНІ ланки 27 (фіг 4, 5, 6) обох ланцюгів З, 4 вертикально-замкненого конвеєра 2 забезпечені по торцях подовжніми виступами 29, розташованими із зовнішньої сторони їх подовжніх осей, а внутрішні ланки 28 обох його ланцюгів 3, 4 забезпечені в середній частині поперечними упорами ЗО, розташованими по подовжніх осях ланцюгів З, 4 У кожному КОКІЛІ 5 (фіг 8) один напівкокіль 6, 7 забезпечений направляючим штирем 3 1 , а інший напівкокіль 7, 6 виконаний з приймальним отвором 32 для центрування напрямного штира 31 Притискний бічний рольганг 15 (фіг 7, 8) містить корпус 33 з опорною стінкою 34 У корпусі 33 шарнірно встановлені на одноплечих важелях 35 опори 36 Кожна опора 36 забезпечена двома роликами 37, встановленими на консольних осях 38 з кроком «ti», меншим половини кроку «t2» КОКІЛІВ 5, і упором 39 Один кінець упору 39 шарнірно сполучений з тильною частиною опори 36, а інший кінець пропущений через отвір 40 в корпусі 33 і через пружний елемент 41 спирається на опорну стінку 34 корпусу 33 Пружний елемент 41 може бути виконаний у вигляді гвинтової пружини стиснення Упорний бічний рольганг 14 (фіг 7, 8) містить корпус 42, в якому нерухомо встановлені опори 43 Кожна опора 43 забезпечена двома роликами 44, встановленими на консольних осях 45 опозитно роликам 37 опор 36 корпусу 33 притискного бічного рольганга 15 Пристрій охолоджування 16 (фіг 1, 9, 10) виконаний у вигляді трьох колекторів 46, 47, 48, з яких два бічних колектори 46, 47 встановлені по боках КОКІЛІВ 5, а один нижній колектор 48 встановлений знизу КОКІЛІВ 5, при цьому витяжний пристрій 17 розташований над пристроєм охолоджування 16 У якості холодоагента використовують водоповітряну суміш Ділянка залиття 13 (фіг 1) розташована під кутом 7-12° до горизонталі Для виготовлення великих відливок (тіл, ЩО мелють, наприклад, куль діаметром 100мм і більш) кожний напівкокіль 6, 7 (фіг 9) (1 варіант виконання) забезпечений змінним вкладишем 49, викона 10 ним з теплоізоляційного матеріалу і з вертикальними ступінчастими півотворами 50, які створюють при змиканні напівкокілів 6, 7 ливники 51 з прибутками 52 Для виготовлення дрібних і середнього відливок (тіл, ЩО мелють, наприклад, куль діаметром 60 або 80мм) кожний напівкокіль 6, 7 (фіг 10) (2 варіант виконання) забезпечений змінним вкладишем 53, виконаним з жаростійкого матеріалу і з вертикальними півотворами 54, які створюють при змиканні напівкокілів 6, 7 ливники 55 Установка обладнана приймальним конвеєром для готових відливок, розташованим під зоною випадання відливок, і галтувально-сортувальним барабаном Установка працює таким чином Механізмом натягнення 26 заздалегідь шляхом переміщення рухомої рами 24 в напрямних 25 створюють необхідний прогин верхніх гілок обох ланцюгів 3, 4 вертикально-замкненого конвеєра 2, при якому на ДІЛЯНЦІ залиття 13 станеться примикання торців суміжних КОКІЛІВ 5 Після включення установки привод 20 через привідний спарену зірочку 18 синхронно приводить в рушення обидва ланцюги 3, 4 вертикальнозамкненого конвеєра 2 При рушенні обох ланцюгів 3, 4 із закріпленими на них напівкокілями 6, 7 з формоутворюючими порожнинами 8, 9 і які створюють спільно КОКІЛІ 5, на ДІЛЯНЦІ залиття 13 відбувається поперечне підтискання напівкокілів 6, 7 один до одного упорним і притискним бічними рольгангами 14,15 до повного їх подовжнього змикання При цьому напрямний штир 31 одного напівкокіля 6, 7 входить в приймальний отвір 32 іншого напівкокіля 7, 6 і центрується в ньому За рахунок цього відбувається повний геометричний збіг формоутворюючих порожнин 8, 9, що формують форму відливки (тіла, що меле, наприклад, кулі) У зоні залиття розплав металу із заливального пристрою 21 подають на ДІЛЯНЦІ залиття 13 в двогранний ливник-рівчак 12 назустріч рухомим на ланцюгах 3, 4 вертикально-замкненого конвеєра 2 напівкокілям 6, 7, які створюють КОКІЛІ 5 Через ливники 51 (1 варіант виконання напівкокілів 6, 7) або 55 (2 варіант виконання напівкокілів 6, 7) розплав металу заповнює формоутворюючі порожнини 8, 9 напівкокілів 6, 7 КОКІЛІВ 5 Далі КОКІЛІ 5 проходять зону супроводу КОКІЛІВ 5, де відбувається остигання відливок При проходженні ланцюгів 3, 4 через ламаючі зірочки 22 відбувається вигин ланцюгів 3, 4 Утворений в ливнику-рівчаку 12 і ще не захололий шлейф металу легко ламається між кокілями 5 на частині, що значно полегшує подальше випадання відливок з КОКІЛІВ 5 Далі КОКІЛІ 5 попадають в зону охолоджування, де зазнають впливу холодоагента пристрою охолоджування 16, виконаного у вигляді трьох колекторів 46, 47, 48, з яких два бічних колектори 46, 47 встановлені по боках КОКІЛІВ 5, а один нижній колектор 48 встановлений знизу КОКІЛІВ 5 Холодоагент через бічні колектори 46, 47 і через нижній колектор 48 подається на бічні і нижніх поверхні КОКІЛІВ 5 Це дозволяє відвести надмірне 56408 12 11 тепло від КОКІЛІВ 5 і зменшити знос КОКІЛІВ 5, що тями, і терміном служби, високою продуктивністю і дорого коштують, від великого теплового наваннадійністю і дозволяє зменшити витрати металу і таження отримати відливки правильної форми і високої якості При цьому напівкокілі 6, 7, забезпечені змінними вкладишами 49, виконаними з теплоізоляПерелік позначень і найменувань елементів ційного матеріалу і з вертикальними ступінчастими 1 Основа півотворами 50, які створюють при змиканні напів2 Вертикально-замкнений конвеєр КОКІЛІВ 6, 7 ливники 51 з прибутками 52, дають мо3 Ланцюг жливість за рахунок утеплення верхньої частини 4 Ланцюг напівкокілів 6, 7, проводити повноцінне живлення 5 Кокіль відливок при її остиганні Це дозволить усунути 6 Напівкокіль усадочні раковини при литті великих відливок (тіл, 7 Напівкокіль що мелють, наприклад куль) в яких усадочні рако8 Формоутворююча порожнина вини не допускаються 9 Формоутворююча порожнина У напівкокілях 6, 7, забезпечених змінними 10 Похила грань вкладишами 53, виконаними з жаростійкого мате11 Похила грань ріалу і з вертикальними півотворами 54, які ство12 Ливник-рівчак рюють при змиканні напівкокілів 6, 7 ливники 55, в 13 Ділянка залиття процесі лиття мілких і середніх відливок (тіл, ЩО 14 Упорний бічний рольганг мелють, наприклад куль) при розпалі ливників 55 15 Притискний бічний рольганг проводиться заміна тільки змінних вкладишів 53, 16 Пристрій охолоджування що значно збільшує термін служби КОКІЛІВ 5 17 Витяжний пристрій Відпрацьований холодоагент у вигляді пари 18 Кінцева зірочка (приводна спарена зірочка) видаляється із зони охолоджування розташованим 19 Розводяща зірочка зверху витяжним пристроєм 17 20 Привод У КІНЦІ вертикально-замкненого конвеєра 2 в 21 Заливальний пристрій зоні дії розводящих зірочок 19 КОКІЛІ 5 розкрива22 Ламаюча зірочка ються, тобто напівкокілі 6, 7 розлучаються, і в зоні 23 Зводюча зірочка випадання відливки (тіла, що мелють, наприклад 24 Рухома рама кулі) випадає з напівкокілів 6, 7 під дією гравіта25 Напрямні ційних сил 26 Механізм натягнення Готові ВІДЛИВКИ поступають на приймальний 27 Зовнішня ланка ланцюга конвеєр, який передає їх галтувально28 Внутрішня ланка ланцюга сортувальному барабану /на кресленнях не пока29 Подовжній виступ зані/ 30 Поперечний упор Відгалтовані відливки (тіла, що мелють, на31 Напрямний штир приклад кулі) потім вміщують в саморозвантажні 32 Приймальний отвір цебри, які розвантажуються в приймальні бункери, 33 Корпус з яких їх надалі завантажують в залізничні вагони і 34 Опорна стінка відправляють споживачеві 35 Одноплечий важіль Напівкокілі 6, 7, що звільнилися від відливок в 36 Опора зоні дії зводючих зірочок 23 знову зводяться 37 Ролик Далі при проходженні спорожнених КОКІЛІВ 5 по 38 Консольна вісь нижніх гілках ланцюгів 3, 4 вертикально39 Упор замкненого конвеєра 2 їх звільняють від бруду і 40 Отвір скрапу, а внутрішні поверхні формоутворюючих 41 Пружний елемент (пружина) порожнин 8, 9 напівкокілів 6, 7 покривають ливар42 Корпус ною фарбою для запобігання їх від термічного 43 Опора удару і ерозійного впливу розплаву металу 44 Ролик З нижніх гілок ланцюгів 3, 4 вертикально45 Консольна вісь замкненого конвеєра 2 порожні і оброблені ливар46 Колектор бічний ною фарбою КОКІЛІ 5 поступають в зону дії привід47 Колектор бічний ної спареної зірочки (кінцевих зірочок) 18 48 Колектор нижній Надалі процес повторюється, забезпечуючи 49 Змінний вкладиш (з теплоізоляційного мабезперервний режим роботи установки теріалу) Після тривалої зупинки КОКІЛІ 5 установки за50 Ступінчастий півотвір здалегідь розігрівають до необхідної технологічної 51 Ливник температури 52 Прибуток Установка конвеєрна кокільна може знайти 53 Змінний вкладиш (з жаростійкого матеріашироке промислове застосування, зокрема при лу) литті дрібних, середніх і великих тіл, що мелють, 54 Півотвір різної форми, наприклад куль, або інших виробів, 55 Ливник володіє підвищеними технологічними можливос 13 56408 18 3 14 21 2 5 14 22 і? 16 19 А 23 Фіг.1 А-А Фіг.3 26 25 24 15 56408 16 28 Фіг 4 ФІГ 5 29 В-В зо Фіг 6 ФІГ 7 17 18 ФІГ.9 Фіг.10 Підписано до друку 05 06 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюConveyor iron mould unit
Автори англійськоюTistechok Vasyl Dmytrovych, Himaletdinov Radii Khalimovych, Yermak Oleksandr Volodymyrovych
Назва патенту російськоюУстановка конвеерная кокильная
Автори російськоюТистечок Василий Дмитриевич, Гималетдинов Радий Халимович, Ермак Александр Владимирович
МПК / Мітки
МПК: B22D 15/00
Мітки: кокільна, установка, конвеєрна
Код посилання
<a href="https://ua.patents.su/9-56408-ustanovka-konveehrna-kokilna.html" target="_blank" rel="follow" title="База патентів України">Установка конвеєрна кокільна</a>
Конвеєрна кокільна установка
Номер патенту: 23044
Опубліковано: 30.06.1998
Автори: Удод Микола Михайлович, Тістечок Василій Дмитрович, Бурков Віктор Леонідович, Ярмоленко Анатолій Іванович, Цибров Сергій Васильович, Гімалетдінов Радій Халімович, Горбенко Віталій Петрович, Станіловський Геннадій Борисович, Ігнатов Володимир Олексійович, Гуленко Володимир Вікторович
МПК: B22D 15/00
Мітки: установка, кокільна, конвеєрна
Формула / Реферат:
1. Конвейерная кокильная установка, содержащая основание, вертикально-замкнутый конвейер, размещенные на нем кокили с вертикальной плоскостью разъема, участок заливки и привод конвейера, отличающаяся тем, что конвейер выполнен в виде двух замкнутых цепей, на которых закреплены полукокили, имеющие продольную вертикальную плоскость разъема, верхние ветви цепей конвейера в зоне участка заливки расположены наклонно для обеспечения плотного...
Спосіб конвеєрного виробництва литих молольних тіл та конвеєрна кокільна машина для його здійснення
Номер патенту: 12518
Опубліковано: 28.02.1997
Автори: Будаг'янц Микола Абрамович, Федоров Вадим Якович, Компанеєць Вадим Михайлович, Пасальский Володимир Милославович, Климковський Броніслав Мечеславович, Кондратенко Віктор Іванович, Плешивенко Геннадій Дмитрович, Сирота Олександр Олексійович, Саушкін Василь Петрович, Дяченко Юрій Васильович, Косяк Анатолій Терентійович, Цикін Олександр Олександрович
МПК: B22D 15/00
Мітки: молольних, конвеєрна, спосіб, конвеєрного, литих, кокільна, виробництва, машина, тіл, здійснення
Формула / Реферат:
1. Способ конвейерного производства литых мелющих тел, включающий операции подготовки кокилей, заливки формообразующих полостей кокилей жидким металлом, выдержки его в кокилях и охлаждения, извлечения отливок, отличающийся тем, что в процессе заливки кокилей жидким металлом производят отсос воздуха из формообразующих полостей, а во время выдержки металла в кокилях между отливкой и кокилем подают увлажненный воздух.2. Конвейерная...
Кокільна машина для відливання молольних тіл
Номер патенту: 31948
Опубліковано: 15.12.2000
Автори: Осляк Сергій Павлович, Марченко Олександр Федорович, Ткаченко Олег Петрович, Мироненко Микола Євгенійович, Мелещик Володимир Адамович, Фрідман Євгеній Мусійович
МПК: B22D 15/00
Мітки: відливання, тіл, машина, молольних, кокільна
Текст:
...що мав дільниці підготовки КОКІЛІВ з (підігрів, очистка, фарбування), заливання металу 4, охолодження ВДЛЇЇВОК 5» звільнення вшшвок 6, рознімні по вертикалі коКІЗІІ 7 з двох півформ, кожна з котрих спряжна з рухомою частиною — з — конвейера 2 за допомогою шарніра, 8, вісь якого має ролик У, регулюючий кутову зміщення півформ відносно осі шарніра 8. На конвейєрі 2 встановлений привод 10, приводні зірочки II з направляючою І£ яка вмонтована...
Кокільний конвеєр
Номер патенту: 22830
Опубліковано: 21.04.1998
Автори: Будаг'янц Микола Абрамович, Сумцов Василь Пилипович, Ломакін Віктор Миколайович
МПК: B22D 15/00
Формула / Реферат:
Кокільний конвеєр, який складається із природа приводної секції, натяжної секції, проміжних секцій, пластинчатих тягових ланцюгів, приводних і натяжних зірочок, нижніх половинок кокілів, закріплених на тягових ланцюгах, верхніх половинок кокілів з напрямними роликами, закріплених на нижніх половинках кокілів з можливістю обертання, спіральної напрямної, повітряного сопла і пульверизатора, який відрізняється тим, що на рамі приводної секції...
Карусельна кокільна машина

Номер патенту: 48101
Опубліковано: 15.08.2002
Автори: Дунер Євген Іванович, Буяджи Іван Дмитрович, Буяджи Ігор Іванович, Бейзер Григорій Нафтулович, Бесан Михайло Андрійович, Закобуня Григорій Григорович
МПК: B22D 15/00
Мітки: машина, карусельна, кокільна
Формула / Реферат:
Карусельная кокильная машина, содержащая станину, поворотный стол с установленными на нем нижними полукокилями, верхние полукокили, устройство для разборки и сборки кокилей, включающее силовые цилиндры, установленные вертикально, на штоках которых закреплены профильные захваты, отличающаяся тем, что, с целью повышения производительности, машина снабжена закрепленными на всех позициях стола стойками с вертикальными направляющими и...
Попередній патент: Спосіб вимірювання вигину осі шпинделя
Наступний патент: Спосіб з’єднання грудної кістки після стернотомії
Випадковий патент: Спосіб позиціювання аркушів паперу на накладному столі у машинах аркушевого друку