Імпульсний електроерозійний спосіб створення розпізнавального маркування на об’єкті і пристрій для його втілення
Номер патенту: 74616
Опубліковано: 16.01.2006
Автори: Хьойдаль Мальвін, Хьойдаль Татіана, Малюшевський Павло, Рябцев Володимир
Формула / Реферат
1. Імпульсний електроерозійний спосіб створення розпізнавального маркування (81-87) у вигляді сукупності зон з локальними структурними змінами матеріалу на об'єкті (2), виготовленому з електропровідного матеріалу з кристалічною структурою, який відрізняється тим, що включає визначення взаємного розташування зон (12) на поверхні об'єкта (2), які підлягають електроерозійному обробленню, і проведення для кожної вибраної зони:
позиціонування електрода (5) над вибраною зоною,
подання рідкого електроліту (10) між електродом і вибраною зоною і
генерування електричного імпульсу між електродом і вибраною зоною через рідкий електроліт, з напругою і потужністю, достатніми для забезпечення пробою рідкого електроліту і локальної структурної зміни матеріалу в кожній вибраній зоні (12).
2. Спосіб за п. 1, який відрізняється тим, що об'єкт (2) виготовлений з металу.
3. Спосіб за п. 2, який відрізняється тим, що об'єкт (2) виготовлений зі сталі.
4. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що об'єкт (2) являє собою трубу.
5. Спосіб за п. 1, який відрізняється тим, що включає додатковий крок, на якому перед генерацією електричного імпульсу між електродом (5) і вибраною зоною (12) установлюють легуючий елемент, такий що під дією імпульсу щонайменше його частина поглинається об'єктом (2) зі зміною хімічного складу у вибраній зоні (12).
6. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що рідкий електроліт (10) являє собою водний електроліт.
7. Спосіб за п. 6, який відрізняється тим, що водний електроліт (10) являє собою водний розчин солей металів.
8. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що розпізнавальне маркування являє собою взаємне розташування оброблених вибраних зон (12) і неопрацьованих ділянок відповідної довжини між ними, які у сукупності визначають число в двійковому коді, причому кожна вибрана зона (12) відповідає "1", а кожна із зазначених ділянок - "0" або навпаки.
9. Пристрій для створення імпульсним електроерозійним способом розпізнавального маркування (81-87) на об'єкті (2) з електропровідного матеріалу з кристалічною структурою у вигляді сукупності зон з локальними структурними змінами матеріалу, який відрізняється тим, що містить:
камеру (1), виконану з можливістю монтування на поверхні об'єкта (2) і можливістю містити рідкий електроліт (10),
електрод (5), який має кінцівку (5b, 9), що знаходиться в контакті з рідким електролітом в камері, і
генератор електричних імпульсів (20), з'єднаний з електродом і виконаний з можливістю подання з електрода крізь рідкий електроліт до локальної зони (12) на поверхні об'єкту, що знаходиться біля згаданого кінчика електрода (5), електричного імпульсу з напругою і потужністю, достатніми для забезпечення пробою рідкого електроліту і локальної структурної зміни матеріалу в кожній вибраній зоні (12).
Текст
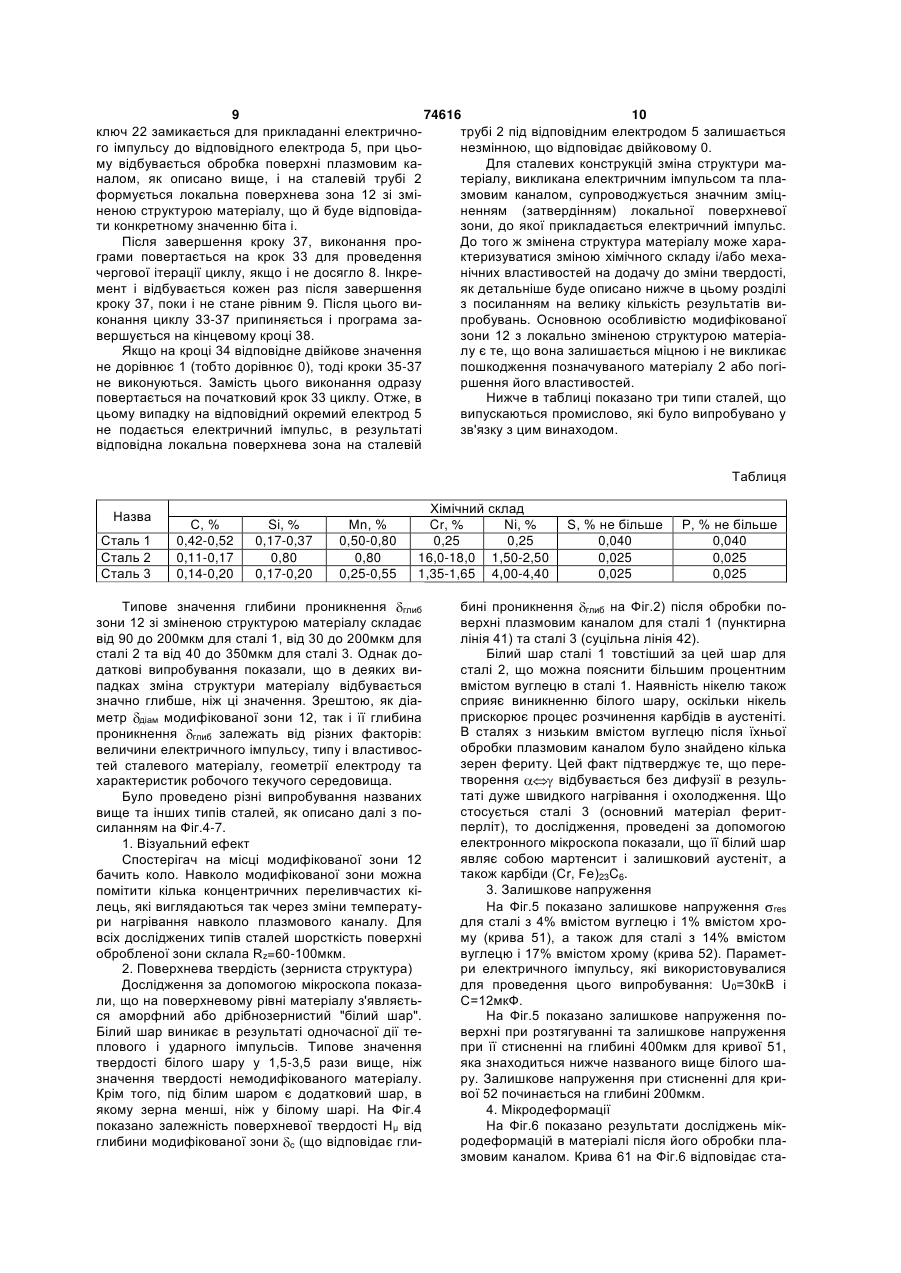
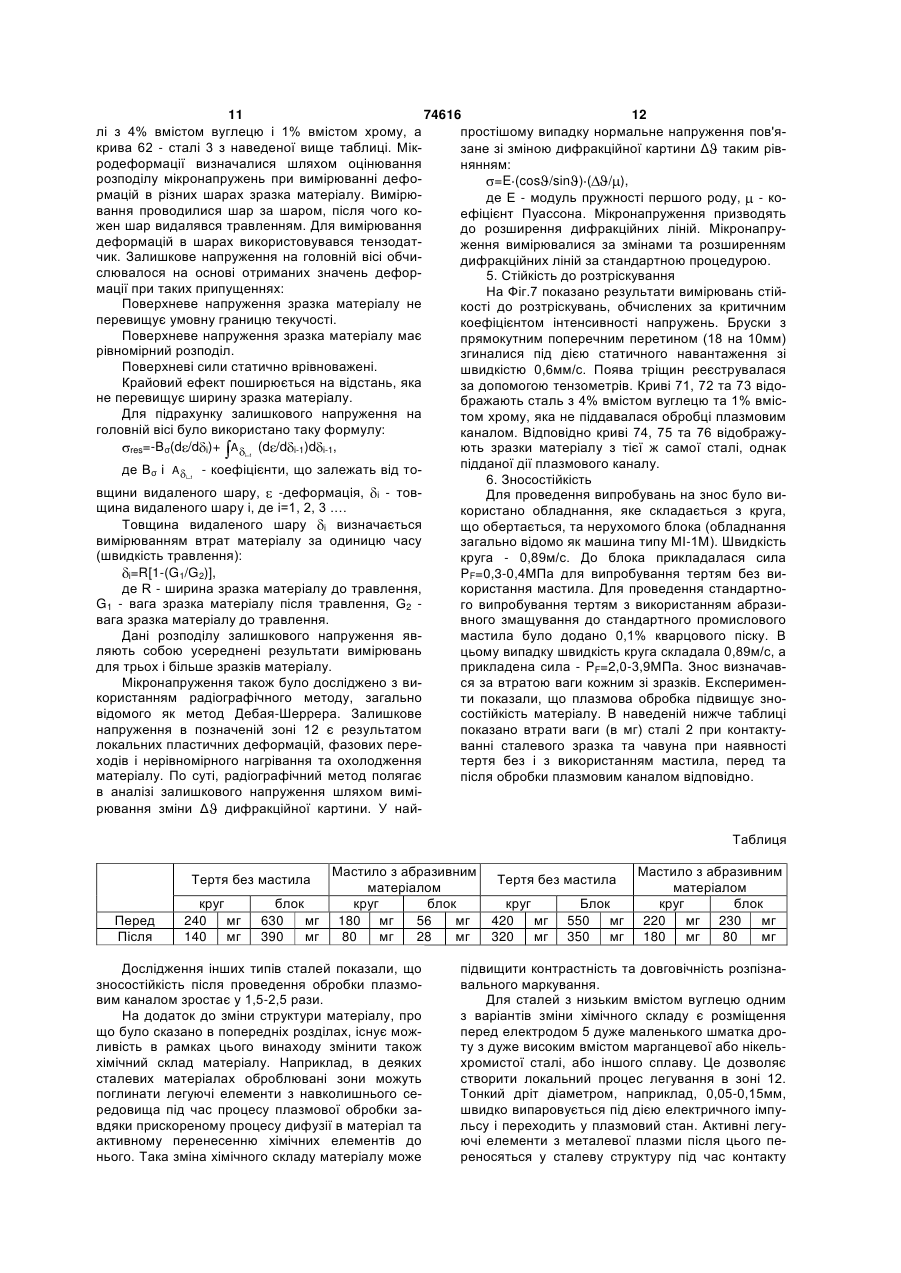
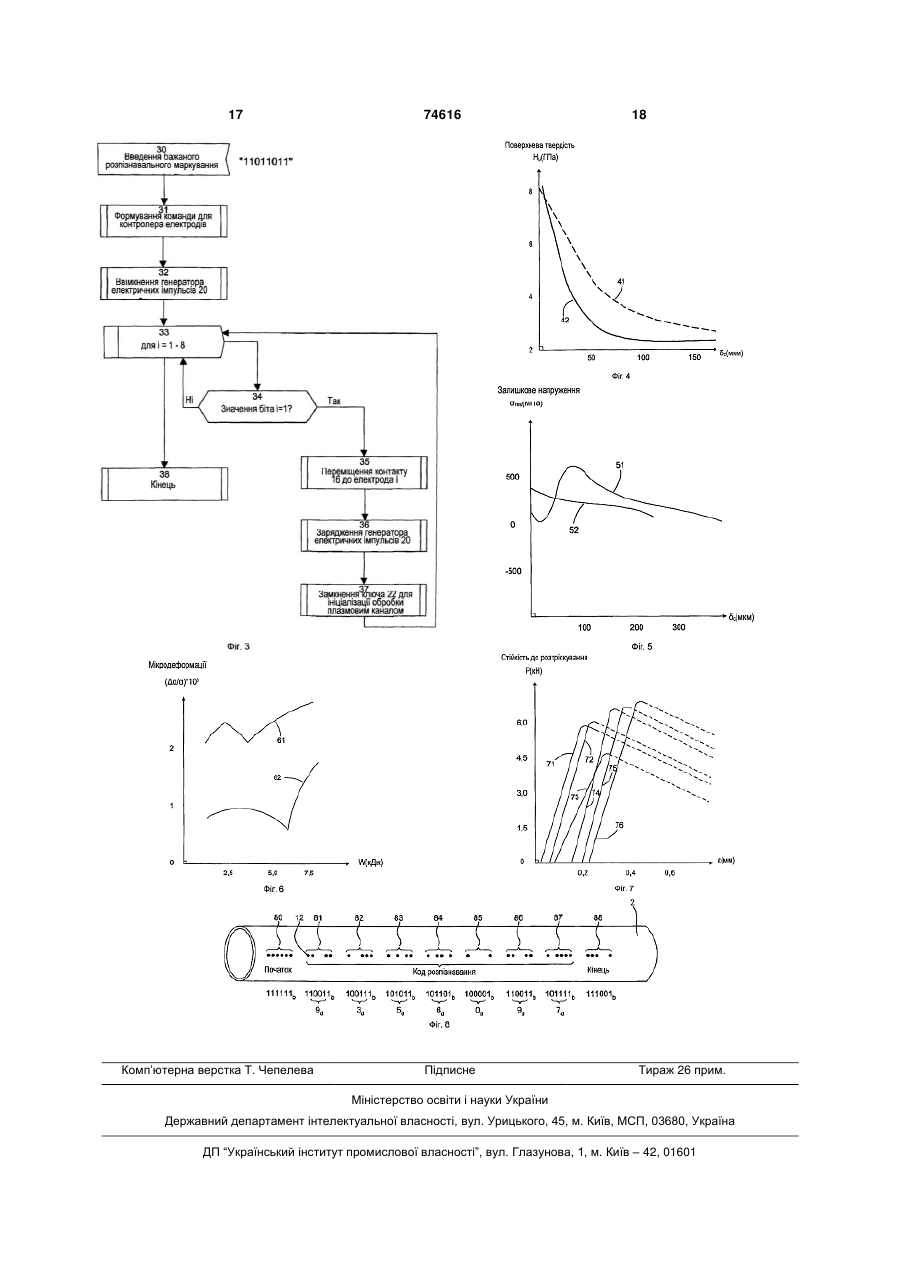
1. Імпульсний електроерозійний спосіб створення розпізнавального маркування (81-87) у вигляді сукупності зон з локальними структурними змінами матеріалу на об'єкті (2), виготовленому з електропровідного матеріалу з кристалічною структурою, який відрізняється тим, що включає визначення взаємного розташування зон (12) на поверхні об'єкта (2), які підлягають електроерозійному обробленню, і проведення для кожної вибраної зони: позиціонування електрода (5) над вибраною зоною, подання рідкого електроліту (10) між електродом і вибраною зоною і генерування електричного імпульсу між електродом і вибраною зоною через рідкий електроліт, з напругою і потужністю, достатніми для забезпечення пробою рідкого електроліту і локальної структурної зміни матеріалу в кожній вибраній зоні (12). 2. Спосіб за п.1, який відрізняється тим, що об'єкт (2) виготовлений з металу. 3. Спосіб за п.2, який відрізняється тим, що об'єкт (2) виготовлений зі сталі. 4. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що об'єкт (2) являє собою трубу. 5. Спосіб за п.1, який відрізняється тим, що включає додатковий крок, на якому перед генера C2 2 (19) 1 3 74616 4 вуються в нафтовій, газовій, важкій, автомобільній інших об'єктів, виготовлених з електропровідного галузях промисловості та ін. матеріалу з кристалічною структурою. Зокрема, Сталеві труби є типовим прикладом названих метою цього винаходу є створення розпізнавальвище об'єктів. Сталеві труби широко застосовуного маркування, яке характеризується високою ються у різних галузях промисловості, таких як якістю, тривалим терміном служби і високою стійнафтова та газова. Надалі в цьому описі на сталекістю до впливу зовнішніх факторів, наприклад, до ву трубу буде робитися посилання як на приклад абразивного зносу. Більш конкретно, метою винаоб'єкту, на який можна нанести розпізнавальне ходу є створення гнучкого розпізнавального мармаркування з використанням способу і пристрою кування, яке дозволяє зберігати розпізнавальну цього винаходу. Однак слід наголосити, що цей інформацію, що містить довільні дані, у довільновинахід не обмежується сталевими трубами, а му форматі. може бути застосований практично до будь-якого В загальному аспекті, вказані вище цілі були типу об'єктів, виготовлених з електропровідного досягнуті шляхом наступного осмислення винахоматеріалу, що має кристалічну структуру. ду. Розпізнавальне маркування об'єкту можна Відомі різні способи створення розпізнавальпредставити як множину зон на його поверхні, ного маркування на сталевих трубах та інших причому структура матеріалу цих зон змінюється конструкціях. До цих способів відносяться: трафалокально шляхом прикладання електричних імпуретне фарбування на поверхні сталевого об'єкту, льсів високої напруги між електродом і поверхнею наклеювання на об'єкт етикетки з кодом, імпланоб'єкту через робоче текуче середовище. Електтація електронного відповідача в об'єкт, гравіруричний імпульс створює плазмовий канал (потік вання розпізнавального маркування за допомогою сильно концентрованої енергії) в робочому текулазерного променя на поверхні об'єкту і т. ін. Ці чому середовищі, який входить у вигляді енергії в відомі способи мають різні недоліки. Наприклад, поверхневу зону об'єкту. Структура матеріалу розпізнавальне маркування, нанесене шляхом об'єкту локально змінюється під дією цієї енергії, фарбування поверхні об'єкту або приклеювання причому модифіковані зони зміцнюються (стають етикетки на його поверхні, може випадково частбільш твердими) порівняно з початковою структуково або повністю пошкодитися при недбалому рою матеріалу. Крім того, хімічний склад та/або поводженні, яке може трапитися протягом терміну механічні властивості модифікованих зон можуть служби об'єкту. Електронні відповідачі містять чувідрізнятися від властивостей вихідного матеріалу. тливі електронні схеми, які можуть бути пошкоМодифіковані зони можна в подальшому виджені або перестати нормально функціонувати з явити за допомогою відомих вимірювальних приіншої причини протягом терміну служби об'єкту. строїв. Перевагою цього способу є те, що розпі[В патенті Великобританії GB-A-2 340 640] знавальне маркування можна представити описано спосіб збереження двійкової інформації множиною модифікованих зон разом з проміжними на кристалічному матеріалі, такому як сплав із немодифікованими ділянками, причому модифікозапам'ятовуванням форми. Лазерний або електвані зони можуть відповідати першому типу цифри ронний промінь опромінює поверхню матеріалу за (наприклад, логічній "1") двійкового коду, тоді як наперед визначеним профілем. Окремі кристали немодифіковані зони - протилежному типу двійконагріваються так, що в кожному з них відбуваютьвої цифри (наприклад, логічному "0"). ся структурні зміни, а отже змінені кристали відоНазвані вище цілі досягаються за допомогою бражують інформацію, збережену в кристалі. Збеспособу і пристрою відповідно до незалежних пунрежену інформацію можна пізніше зчитати шляхом ктів формули винаходу, що додається. Інші цілі, сканування поверхні матеріалу електронним або властивості та переваги цього винаходу описано в лазерним променем, аналізу відбивання променя наступному детальному описі, кресленнях, що від поверхні і декодування інформації. додаються, а також в залежних пунктах формули Недоліком способу, описаного [в патенті GB-Aвинаходу. 2 340 640], є те, що структурна модифікація матеНижче наведено детальний опис переважного ріалу обмежується лише окремими кристалами у і альтернативних варіантів виконання цього винаповерхневому шарі матеріалу. Отже, якщо з матеходу з посиланням на супровідні креслення, де: ріалом поводяться недбало (наприклад, при звина Фіг.1 показано схематичне зображення чайному поводженні зі сталевими конструкціями, пристрою для створення розпізнавального маркухарактерному для будь-якої з названих вище галування на об'єкті за кращим варіантом виконання зей промисловості), існує ймовірність пошкодженцього винаходу. ня модифікованого поверхневого шару, що зроНа Фіг.2 показано збільшене зображення часбить неможливим зчитування інформації, яка там тини Фіг.1; зберігається. Крім того, той факт, що модифікація На Фіг.3 показано блок-схему способу згідно з відбувається для окремих кристалів, обмежує обвинаходом; ласть застосування цього способу лише певними На Фіг.4 показано графік залежності поверхнепридатними матеріалами, наприклад, сплавами із вої твердості об'єкту зі створеним на ньому розпізапам'ятовуванням форми. Більше того, для прознавальним маркуванням згідно з винаходом; ведення надзвичайно локалізованого нагрівання, На Фіг.5 показано графік залежності залишкопризначеного для зміни структури окремих криставого напруження об'єкту зі створеним на ньому лів, необхідно застосовувати сучасне високоточне розпізнавальним маркуванням згідно з винаходом; обладнання. На Фіг.6 показано графік залежності мікродеМетою цього винаходу є покращення розпіформацій об'єкту зі створеним на ньому розпізназнавального маркування сталевих конструкцій та вальним маркуванням згідно з винаходом; 5 74616 6 На Фіг.7 показано графік залежності стійкості ної камери 1, електропроводку та іншу обкладинку до розтріскування об'єкту зі створеним на ньому конденсатора 23 в генераторі електричних імпульрозпізнавальним аркуванням згідно з винаходом; і сів. Генератор електричних імпульсів 20 як такий На Фіг.8 показано приклад двійкового розпіне є основним елементом цього винаходу. Для знавального маркування згідно з винаходом. його реалізації може бути використано різне облаНа Фіг.1 показано схематичне зображення днання, що є у продажу, і тут не робиться детальпристрою за переважним варіантом виконання ний опис його складових частин. винаходу, призначеного для створення розпізнаРезервуар 18 і насос 17 введені для постачанвального маркування на об'єкті 2. На Фіг.1 об'єкт 2 ня робочого текучого середовища 10 (див. Фіг.2) показаний у вигляді сталевої труби. Однак, як вже по трубопроводах 19 у маркувальну камеру 1. Робуло вказано вище, винахід однаковою мірою мобоче текуче середовище призначене для провеже використовуватися для різних інших типів об'єдення електричного імпульсу, створеного генерактів, виготовлених з електропровідного матеріалу тором електричних імпульсів 20 з нижнього кінця з кристалічною структурою. 5Ь електрода 5 до локальної поверхневої зони 12 Сталева труба 2 кладеться на опору 3, яка в сталевої труби 2. Як буде більш детально описано свою чергу розташовується на землі або підлозі. нижче, робоче текуче середовище повинно бути Маркувальна камера 1 розміщується зверху на електропровідним, однак як робоче текуче сересталевій трубі 2 вздовж частини її зовнішньої подовище можна використовувати різні інші речовиверхні. Нижня частина маркувальної камери 1 вини. Звичайна вода з водопроводу, масло, інертний гнута відповідно до вигину поверхні сталевої труби газ або сольовий розчин являють собою лише 2, щоб надійно сидіти на сталевій трубі 2. Переваневелику частину прикладів робочих текучих сегою також є те, що наявні зовнішні кріпильні засоредовищ. Кількість робочого текучого середовища би для прикріплення маркувальної камери до ставсередині маркувальної камери 1 є не дуже критилевої труби 2. чною, поки воно цілком покриває поверхню сталеЧастина набору маркувальних електродів 5 вої труби 2, а також нижні кінці 5b електродів 5. вставляється всередину маркувальної камери 1 Після генерації електричного імпульсу до з'єднанкрізь відповідні отвори на верхній поверхні камери ня між відповідним електродом 5 і вершиною мар1. Як буде більш детально описано нижче, кожен кувальної камери буде прикладена значна сила електрод під дією електричних імпульсів високої протидії. Тому кожен електрод 5 надійно закріпленапруги створює плазмовий канал в поверхневій но у відповідному отворі маркувальної камери 1. зоні сталевої труби 2. Плазмовий канал локально Більше того, всі електроди 5 розташовані на певзмінює структуру матеріалу в модифікованій зоні ній мінімальній відстані від внутрішньої стінки мар12 на Фіг.2, і саме ці модифіковані зони являються кувальної камери 1, з тим щоб електричний імсобою розпізнавальне маркування труби. пульс не притягувався до внутрішньої стінки Кожен електрод 5 має верхній кінець 5а та нимаркувальної камери, а замість цього направлявся жній кінець 5b, причому останній розташовується до поверхневої зони сталевої труби 2. Було встана малій відстані від поверхні сталевої труби 2, як новлено, що придатна мінімальна відстань між більш детально показано на Фіг.2. Верхній кінець внутрішньою стінкою маркувальної камери та най5а прилаштований так, щоб забезпечити короткоближчим електродом складає близько 4см. часне електричне з'єднання з рухомим контактом На Фіг.2 показано більш детально нижню час16, якій встановлено на лінійній напрямній в точці тину 5b електрода 5 разом з робочим текучим се21 на Фіг.1 так, що він може ковзати вздовж довредовищем 10 та поверхневою зоною сталевої жини напрямної. В свою чергу рухомий контакт 16 труби 2. Електрод 5 має ізолююче покриття 7 та приєднано до генератора електричних імпульсів провідне осердя 8, яке переходить у кінчик елект20. Під дією сигналів керування блоку контролера рода 9. Як видно з Фіг.2, нижня частина електроду електродів, який не показано на кресленнях, рухо5 цілком оточена робочим текучим середовищем мий контакт 16 рухається відповідно до запрогра10. Крім того, кінчик 9 електрода 5 розташований мованої послідовності кроків між відповідними на певній відстані D від поверхні сталевої труби 2. верхніми кінцями 5а різних електродів 5 для прикФактичне значення відстані D визначається при ладання відповідних електричних імпульсів до врахуванні кількох параметрів системи, таких як поверхневої зони сталевої труби 2. напруга електричного імпульсу Uo, властивість Генератор електричних імпульсів 20 містить робочого текучого середовища 10 та матеріал елемент 23, а саме, конденсатор, який може накосталевої труби 2. Для напруги Uo=40-50кB відстань пичувати електричну енергію, що потім використоможе складати 80-100мм. В цьому випадку площа вується для генерації електричних імпульсів за поверхні модифікованої зони складатиме 2-3мм2. допомогою електроду 5. Він також містить розрядЗ іншого боку, якщо відстань D між кінчиком 9 елений ключ 22, який у відкритому стані дає можликтрода 5 та сталевою трубою 2 значно менша, вість зарядити конденсатор 23 від зовнішнього наприклад D=5-10мм, тоді площа поверхні модиджерела живлення, не показаного на кресленні. фікованої зони 12 складатиме 2-2,5см2. При замиканні розрядного ключа 22 конденсатор Коли електричний імпульс подається від гене23 швидко розряджається через рухомий контакт ратора 20 через електрод 5 від кінчика 9, форму16 на один з електродів 5, як буде більш детально ється канал електричної плазми 11 крізь робоче описано нижче. При цьому генератор електричних текуче середовище 10, який входить у вигляді імпульсів 20 виступає катодом через рухомий коненергії в поверхневу зону сталевої труби 2. В ретакт 16 і електрод 5, тоді як поверхня сталевої зультаті локальна зона сталевої труби 2 швидко труби 2 виступає як анод через корпус маркувальнагрівається плазмовим каналом 11, після чого 7 74616 8 вона така само швидко охолоджується завдяки передається крізь плазмовий канал в анод, як бунаявності робочого текучого середовища 10. Швило описано вище. Як вже було вказано, локальна дкість імпульсного нагрівання локальної поверхнеструктурна зміна матеріалу модифікованої зони 12 вої зони сталевої труби 2 може складати 50являє собою кодовий елемент в розпізнавальному маркуванні сталевої труби 2. 1000 105К/с, а швидкість охолодження - 205 Розглянемо принцип дії обладнання, показа1000 10 К/с. Густина електричної енергії, яку пеного на Фіг.1 і 2, посилаючись на Фіг.3. Надалі при редає плазмовий канал 11 в локальну поверхневу описі припускається, що на сталевій трубі 2 ствозону сталевої труби 2 може складати 40рюється просте двійкове розпізнавальне марку1100 106Вт/м2. вання, яке має значення "11011011". На практиці В локальній поверхневій зоні 12, де електричтаке коротке розпізнавальне маркування має обна плазма 11 досягає сталевої труби 2, локально межене застосування, оскільки з його допомогою змінюється структура матеріалу. Діаметр діам та можна представити лише 256 різних кодових комглибина проникнення глиб модифікованої зони 12 бінацій. В реальних застосуваннях для розпізназалежить, серед іншого, від типу та розміру електвального маркування використовується значно рода 5, відстані D, матеріалу сталевої труби 2, а більша кількість кодових позицій (двійкових цифр), також від характеристик електричного імпульсу. що не складно реалізувати для спеціаліста у цій Наприклад, діаметр діам може бути від 5 до 20мм, справі. Звернемося тепер до Фіг.3. На першому а глибина проникнення глиб - порядку 100мкм-1см кроці 30 оператор обладнання для створення розабо навіть більше. пізнавального маркування вводить бажане розпіКанал електричної плазми, генерований в знавальне маркування (в цьому прикладі провідному матеріалі як відклик на прикладання "11011011") за допомогою відповідного пристрою електричного імпульсу, докладніше описано в павведення, такого як клавіатура комп'ютера. Після тентах [GB-1,429,464] (під назвою "Створення вицього введене розпізнавальне маркування зчитусокого тиску в рідинах"), [US-3,997,468] (під назвою ється контролером електрода (не показаний на "Спосіб створення високого та надвисокого тиску кресленнях), який на кроці 31 генерує команди та пристрій для витрат неметаловміщуючих матекерування окремими електродами 5, які необхідно ріалів") і [GB-1,428,253] (під назвою "Покращення активізувати для генерування відповідного двійкопроцедури очищення труб"), і на всі ці патенти вого значення у бажаному розпізнавальному марробиться посилання при описі винаходу. Отже, в куванні. В даному прикладі двійкова "1" буде предцьому винаході використаний новий підхід до заставлена модифікованою зоною 12 на сталевій стосування каналу електричної плазми в провідтрубі 2, тоді як двійковий "0" - немодифікованою ному матеріалі, що генерується при прикладанні зоною. Отже, в даному випадку контролер електелектричного імпульсу. В загальному аспекті цього рода має послідовно активізувати електроди №1, винаходу процес генерації плазмового каналу мо2, 4, 5, 7 та 8 для генерування бажаного розпізнажна розділити на три основних етапи. вального маркування "11011011". На етапі 1 електрична енергія, яка перевищує В цьому документі не робиться детального граничне значення енергії пробою робочого сереопису реалізації контролера електрода, оскільки довища (робочого текучого середовища 10), накодля цього винаходу може бути використаний пракпичується на катоді і зрештою досягає свого мактично будь-який контролер, що є у продажу. Отже, симального значення. Під час короткочасної вважається, що вибір і програмування відповіднозатримки між катодом і анодом починає протікати го контролера з метою виконання винаходу, опислабкий електричний струм. саного в цьому документі, досвідчений спеціаліст Після цього, на етапі 2, слабкий струм, який може здійснити. почав протікати на етапі 1, починає утворювати Далі, на кроці 32, оператор вмикає генератор канал між катодом і анодом. Пробій робочого сеелектричних імпульсів 20 шляхом, наприклад, редовища починається, коли енергія досягає свого вмикання вимикача електроживлення, не показамаксимуму, при цьому починає формуватися каного на кресленні. Після цього, як показано в блонал з високою провідністю. Енергія трохи знижуках кроків 33-37, контролер електрода виконує ється, а електричний струм зростає, причому процикл стільки разів, скільки двійкових цифр у ввевідність каналу також зростає під час цього етапу. деному розпізнавальному маркуванні. Таким чиНарешті, на етапі 3 вся накопичена енергія ном, оскільки бажане розпізнавальне маркування (крім невеликої її частини, що пішла на створення в цьому прикладі містить 8 двійкових цифр, то відканалу) передається з катода на анод протягом будеться 8 ітерацій циклу 33, як показано на Фіг.3. дуже короткого інтервалу часу (приблизно 10На кроці 34 контролер електрода визначає, чи 100мкс). Це відбувається завдяки дуже високій дорівнює 1 відповідна бітова позиція 1-8 у введепровідності каналу. Температура матеріалу каналу ному бажаному розпізнавальному маркуванні. Якпідвищується до (15-40) 103К, а тиск підвищується що це так, то програма переходить на крок 35, на до 300-1000МПа. Канал росте радіально з дуже якому рухомий контакт 16 пересувається вздовж великою швидкістю завдяки підвищеному внутрішлінійної напрямної 15 до відповідного електрода 5 ньому тискові. Зростання каналу викликає стисдля утворення електричного контакту між електнення робочого середовища, тим самим викликародом і генератором електричних імпульсів 20. ючи зустрічний тиск в ньому, що в свою чергу Потім на кроці 36 заряджається генератор електобмежує радіальне збільшення каналу. Локальна ричних імпульсів 20, а точніше - конденсатор 23, структурна зміна матеріалу анода (тобто локальщо входить до його складу. Коли конденсатор 23 ної зони 12 в поверхневій зоні сталевої труби 2) повністю заряджається на кроці 36, на кроці 37 відбувається в результаті дії високої енергії, що 9 74616 10 ключ 22 замикається для прикладанні електричнотрубі 2 під відповідним електродом 5 залишається го імпульсу до відповідного електрода 5, при цьонезмінною, що відповідає двійковому 0. му відбувається обробка поверхні плазмовим каДля сталевих конструкцій зміна структури маналом, як описано вище, і на сталевій трубі 2 теріалу, викликана електричним імпульсом та плаформується локальна поверхнева зона 12 зі змізмовим каналом, супроводжується значним зміцненою структурою матеріалу, що й буде відповіданенням (затвердінням) локальної поверхневої ти конкретному значенню біта і. зони, до якої прикладається електричний імпульс. Після завершення кроку 37, виконання проДо того ж змінена структура матеріалу може хараграми повертається на крок 33 для проведення ктеризуватися зміною хімічного складу і/або мехачергової ітерації циклу, якщо і не досягло 8. Інкренічних властивостей на додачу до зміни твердості, мент і відбувається кожен раз після завершення як детальніше буде описано нижче в цьому розділі кроку 37, поки і не стане рівним 9. Після цього виз посиланням на велику кількість результатів виконання циклу 33-37 припиняється і програма запробувань. Основною особливістю модифікованої вершується на кінцевому кроці 38. зони 12 з локально зміненою структурою матеріаЯкщо на кроці 34 відповідне двійкове значення лу є те, що вона залишається міцною і не викликає не дорівнює 1 (тобто дорівнює 0), тоді кроки 35-37 пошкодження позначуваного матеріалу 2 або погіне виконуються. Замість цього виконання одразу ршення його властивостей. повертається на початковий крок 33 циклу. Отже, в Нижче в таблиці показано три типи сталей, що цьому випадку на відповідний окремий електрод 5 випускаються промислово, які було випробувано у не подається електричний імпульс, в результаті зв'язку з цим винаходом. відповідна локальна поверхнева зона на сталевій Таблиця Назва Сталь 1 Сталь 2 Сталь 3 С, % 0,42-0,52 0,11-0,17 0,14-0,20 Si, % 0,17-0,37 0,80 0,17-0,20 Μn, % 0,50-0,80 0,80 0,25-0,55 Хімічний склад Cr, % Ni, % 0,25 0,25 16,0-18,0 1,50-2,50 1,35-1,65 4,00-4,40 Типове значення глибини проникнення глиб зони 12 зі зміненою структурою матеріалу складає від 90 до 200мкм для сталі 1, від 30 до 200мкм для сталі 2 та від 40 до 350мкм для сталі 3. Однак додаткові випробування показали, що в деяких випадках зміна структури матеріалу відбувається значно глибше, ніж ці значення. Зрештою, як діаметр діам модифікованої зони 12, так і її глибина проникнення глиб залежать від різних факторів: величини електричного імпульсу, типу і властивостей сталевого матеріалу, геометрії електроду та характеристик робочого текучого середовища. Було проведено різні випробування названих вище та інших типів сталей, як описано далі з посиланням на Фіг.4-7. 1. Візуальний ефект Спостерігач на місці модифікованої зони 12 бачить коло. Навколо модифікованої зони можна помітити кілька концентричних переливчастих кілець, які виглядаються так через зміни температури нагрівання навколо плазмового каналу. Для всіх досліджених типів сталей шорсткість поверхні обробленої зони склала Rz=60-100мкм. 2. Поверхнева твердість (зерниста структура) Дослідження за допомогою мікроскопа показали, що на поверхневому рівні матеріалу з'являється аморфний або дрібнозернистий "білий шар". Білий шар виникає в результаті одночасної дії теплового і ударного імпульсів. Типове значення твердості білого шару у 1,5-3,5 рази вище, ніж значення твердості немодифікованого матеріалу. Крім того, під білим шаром є додатковий шар, в якому зерна менші, ніж у білому шарі. На Фіг.4 показано залежність поверхневої твердості Ημ від глибини модифікованої зони с (що відповідає гли S, % не більше 0,040 0,025 0,025 Ρ, % не більше 0,040 0,025 0,025 бині проникнення глиб на Фіг.2) після обробки поверхні плазмовим каналом для сталі 1 (пунктирна лінія 41) та сталі 3 (суцільна лінія 42). Білий шар сталі 1 товстіший за цей шар для сталі 2, що можна пояснити більшим процентним вмістом вуглецю в сталі 1. Наявність нікелю також сприяє виникненню білого шару, оскільки нікель прискорює процес розчинення карбідів в аустеніті. В сталях з низьким вмістом вуглецю після їхньої обробки плазмовим каналом було знайдено кілька зерен фериту. Цей факт підтверджує те, що перетворення відбувається без дифузії в результаті дуже швидкого нагрівання і охолодження. Що стосується сталі 3 (основний матеріал феритперліт), то дослідження, проведені за допомогою електронного мікроскопа показали, що її білий шар являє собою мартенсит і залишковий аустеніт, а також карбіди (Сr, Fe)23C6. 3. Залишкове напруження На Фіг.5 показано залишкове напруження res для сталі з 4% вмістом вуглецю і 1% вмістом хрому (крива 51), а також для сталі з 14% вмістом вуглецю і 17% вмістом хрому (крива 52). Параметри електричного імпульсу, які використовувалися для проведення цього випробування: U0=30кB і С=12мкФ. На Фіг.5 показано залишкове напруження поверхні при розтягуванні та залишкове напруження при її стисненні на глибині 400мкм для кривої 51, яка знаходиться нижче названого вище білого шару. Залишкове напруження при стисненні для кривої 52 починається на глибині 200мкм. 4. Мікродеформації На Фіг.6 показано результати досліджень мікродеформацій в матеріалі після його обробки плазмовим каналом. Крива 61 на Фіг.6 відповідає ста 11 74616 12 лі з 4% вмістом вуглецю і 1% вмістом хрому, а простішому випадку нормальне напруження пов'якрива 62 - сталі 3 з наведеної вище таблиці. Мікзане зі зміною дифракційної картини Δ таким рівродеформації визначалися шляхом оцінювання нянням: розподілу мікронапружень при вимірюванні дефо=E (cos /sin ) ( / ), рмацій в різних шарах зразка матеріалу. Вимірюде Ε - модуль пружності першого роду, - ковання проводилися шар за шаром, після чого коефіцієнт Пуассона. Мікронапруження призводять жен шар видалявся травленням. Для вимірювання до розширення дифракційних ліній. Мікронапрудеформацій в шарах використовувався тензодатження вимірювалися за змінами та розширенням чик. Залишкове напруження на головній вісі обчидифракційних ліній за стандартною процедурою. слювалося на основі отриманих значень дефор5. Стійкість до розтріскування мації при таких припущеннях: На Фіг.7 показано результати вимірювань стійПоверхневе напруження зразка матеріалу не кості до розтріскувань, обчислених за критичним перевищує умовну границю текучості. коефіцієнтом інтенсивності напружень. Бруски з Поверхневе напруження зразка матеріалу має прямокутним поперечним перетином (18 на 10мм) рівномірний розподіл. згиналися під дією статичного навантаження зі Поверхневі сили статично врівноважені. швидкістю 0,6мм/с. Поява тріщин реєструвалася Крайовий ефект поширюється на відстань, яка за допомогою тензометрів. Криві 71, 72 та 73 відоне перевищує ширину зразка матеріалу. бражають сталь з 4% вмістом вуглецю та 1% вмісДля підрахунку залишкового напруження на том хрому, яка не піддавалася обробці плазмовим головній вісі було використано таку формулу: каналом. Відповідно криві 74, 75 та 76 відображують зразки матеріалу з тієї ж самої сталі, однак res=-Βσ(d /d i)+ A i 1 (d /d i-1)d i-1, підданої дії плазмового каналу. де Βσ і A i 1 - коефіцієнти, що залежать від то6. Зносостійкість вщини видаленого шару, -деформація, i - товДля проведення випробувань на знос було вищина видаленого шару і, де і=1, 2, 3 .… користано обладнання, яке складається з круга, Товщина видаленого шару i визначається що обертається, та нерухомого блока (обладнання вимірюванням втрат матеріалу за одиницю часу загально відомо як машина типу МІ-1М). Швидкість (швидкість травлення): круга - 0,89м/с. До блока прикладалася сила PF=0,3-0,4МПа для випробування тертям без виi=R[1-(G1/G2)], де R - ширина зразка матеріалу до травлення, користання мастила. Для проведення стандартноG1 - вага зразка матеріалу після травлення, G2 го випробування тертям з використанням абразивага зразка матеріалу до травлення. вного змащування до стандартного промислового Дані розподілу залишкового напруження явмастила було додано 0,1% кварцового піску. В ляють собою усереднені результати вимірювань цьому випадку швидкість круга складала 0,89м/с, а для трьох і більше зразків матеріалу. прикладенасила - PF=2,0-3,9МПа. Знос визначавМікронапруження також було досліджено з вися за втратою ваги кожним зі зразків. Експерименкористанням радіографічного методу, загально ти показали, що плазмова обробка підвищує зновідомого як метод Дебая-Шеррера. Залишкове состійкість матеріалу. В наведеній нижче таблиці напруження в позначеній зоні 12 є результатом показано втрати ваги (в мг) сталі 2 при контактулокальних пластичних деформацій, фазових переванні сталевого зразка та чавуна при наявності ходів і нерівномірного нагрівання та охолодження тертя без і з використанням мастила, перед та матеріалу. По суті, радіографічний метод полягає після обробки плазмовим каналом відповідно. в аналізі залишкового напруження шляхом вимірювання зміни Δ дифракційної картини. У найТаблиця Мастило з абразивним матеріалом блок круг блок 630 мг 180 мг 56 мг 390 мг 80 мг 28 мг Тертя без мастила Перед Після круг 240 мг 140 мг Дослідження інших типів сталей показали, що зносостійкість після проведення обробки плазмовим каналом зростає у 1,5-2,5 рази. На додаток до зміни структури матеріалу, про що було сказано в попередніх розділах, існує можливість в рамках цього винаходу змінити також хімічний склад матеріалу. Наприклад, в деяких сталевих матеріалах оброблювані зони можуть поглинати легуючі елементи з навколишнього середовища під час процесу плазмової обробки завдяки прискореному процесу дифузії в матеріал та активному перенесенню хімічних елементів до нього. Така зміна хімічного складу матеріалу може Мастило з абразивним матеріалом Блок круг блок 550 мг 220 мг 230 мг 350 мг 180 мг 80 мг Тертя без мастила круг 420 мг 320 мг підвищити контрастність та довговічність розпізнавального маркування. Для сталей з низьким вмістом вуглецю одним з варіантів зміни хімічного складу є розміщення перед електродом 5 дуже маленького шматка дроту з дуже високим вмістом марганцевої або нікельхромистої сталі, або іншого сплаву. Це дозволяє створити локальний процес легування в зоні 12. Тонкий дріт діаметром, наприклад, 0,05-0,15мм, швидко випаровується під дією електричного імпульсу і переходить у плазмовий стан. Активні легуючі елементи з металевої плазми після цього переносяться у сталеву структуру під час контакту 13 74616 14 плазми з її поверхнею. Цей вибух тонкого дроту нент в робочому середовищі насичує поверхневий відбувається у робочому текучому середовищі 10 і шар матеріалу. Для цього можуть бути використані генерує плазму з густиною до 0,01г/см2 та темпесолі легуючих металів, розчинені у воді. Наприклад, використання замість звичайної води водноратурою близько 20-35 103К. Ця плазма має висого розчину хлориду хрому підвищує вміст хрому в кий ступінь іонізації, є дуже активною та агресивповерхневому шарі зразка, зробленого зі сталі Lною при взаємодії з сталевим матеріалом. 80, на 450%. Можна використовувати й інші рідиЗа іншим варіантом зміна хімічного складу мани. Так, використання трансформаторного масла теріалу реалізується у такій спосіб. Тонкий шар (макромолекулярного вуглеводню) підвищує вміст (1мкм) ізотопів Fe55, Fe59 з OD 12мм наноситься вуглецю в поверхневому шарі зразків, зроблених зі на поверхню матеріалу з використанням електросталі L-80, на 400%. хімічної реакції. Тонкий шар ізотопів необхідно Напевно ювенільні поверхні, утворені під дією розмістити на наперед визначених позиціях відпоелектричної плазми, виступають в ролі каталізатовідно до бажаного малюнку розпізнавального маррів для дифузійних атомів, що рухаються з робокування. Зразки з ізотопами необхідно занурити у чого середовища в оброблюваний матеріал. Реводу. Два маркувальних електрода (анод і катод) зультати експериментальних досліджень розташовуються над поверхнею зразка і знахопідтверджують можливість застосування описанодяться один напроти іншого для уникнення безпого вище методу електричних імпульсів для легусереднього контакту між плазмою та шаром ізотовання поверхні сталі і для попереднього визнапів під час розряду. Відстань від електродів до чення хімічних характеристик нового сплаву поверхні зразка повинна бути у 1,5 рази більша, шляхом маніпуляцій з робочим середовищем. ніж відстань між електродами. На Фіг.8 показано ще один більш реалістичний Після ввімкнення генератора електричних імприклад розпізнавального маркування, створювапульсів і генерації електричних імпульсів між паного на сталевій трубі 2 згідно з цим винаходом. рою електродів необхідно по можливості повільно На Фіг.8 зроблено припущення, що оператор хоче перемістити їх вперед-назад кілька разів повз зону маркувати сталеву трубу 2 десятковим значенням маркування. "9356097", яке може позначати, наприклад, номер Шар за шаром було проаналізовано залишковиробу або серійний номер сталевої труби 2, її ву інтеграцію ізотопів в поверхневий шар зразків (з виробника, власника і т. ін. На Фіг.8 кожна десяткроком 0,3-0,7мкм). В результаті було визначено, кова цифра в розпізнавальному коді представлена що мінімальна глибина інтеграції радіоактивного відповідним набором з шести двійкових цифр 81ізотопу Fe55+59 складає приблизно 20мкм. 87, тобто двійкових секстетів. Таким чином, загаТаке перенесення маси не може бути резульльний розпізнавальний код (який містить сім десятатом змішування двох компонентів у твердому ткових цифр) формується з семи двійкових секстестані, інакше глибина інтеграції в цьому випадку тів 81-87, кожен з яких містить шість двійкових складала б лише порядку 0,1мкм. Вважається, що цифр, що позначають відповідне десяткове знанайбільший внесок до розвитку цього процесу рочення. Кожна з цих двійкових цифр представляблять міжвузлові атоми. Слабка радіоактивність ється локальною поверхневою зоною 12 з модифікожної позначуваної зони робить достатньо проскованою структурою матеріалу у разі, якщо тим її розпізнавання з використанням існуючого відповідна двійкова цифра дорівнює 1, що було стандартного обладнання. Вищесказане підтвердокладно описано з посиланням на попередні креджує, що існує можливість перевищити максимаслення. З іншого боку, якщо двійкова цифра дорівльний ступінь інтеграції у твердому стані і додати в нює 0, то відповідна локальна поверхнева зона на матеріал легуючий елемент для створення нового сталевій трубі 2 не піддається дії плазмового касплаву в локальній поверхневій зоні відповідно до налу а, отже, структура матеріалу цієї зони залинаперед визначених технічних умов. шається незмінною. Нижче буде наведено ще один приклад опиДля полегшення подальшого зчитування розсаних вище процесів. В результаті надшвидких пізнавального маркування 81-87, кожен двійковий термічних циклів (нагрівання і охолодження) під секстет завжди починається з двійкової 1 і так сачас дії електричного імпульсу відбувається інтенмо завжди закінчується двійковою 1. Тому, фактисивне розтирання початкової структури. Це підвично, інформація, представлена кожним двійковим щує кількість кристалічних дефектів (на краях зесекстетом, складається з чотирьох проміжних рен та вузлів) та густину дислокацій, яка сприяє двійкових цифр між першою і останньою двійкопроцесам дифузії. Електричний імпульс створює вою 1, як показано на Фіг.8. Наприклад, перша ударне стиснення поверхні матеріалу на додачу десяткова цифра в розпізнавальному маркуванні, до теплового впливу, що приводить до активізації тобто 9, представлена двійковим секстетом 81 на дислокаційного руху. При цьому зростає також Фіг.8, який починається і закінчується двійковою 1 і густина дислокацій. Таким чином, процес дифузії містить посередині між ними двійкове значення прискорюється завдяки процесу дислокації в ме"1001". З техніки добре відомо, що двійкове знаталах. Під час дії електричного імпульсу електриччення "1001" відповідає десятковому значенню 9. на плазма активізує цей процес. Отже, в результаКрім того, для покращення зчитування розпіті такого процесу швидкої дифузії хімічний склад знавального маркування перед розпізнавальним матеріалу можна змінити у локальній поверхневій кодом бажано записати окремий початковий сексзоні, що буде являти собою частину розпізнавальтет 80, який завжди має двійкове значення ного маркування. Досягти цього можна шляхом "111111". Відповідно розпізнавальний код в цьому перенесення легуючих елементів в локальну зону випадку завжди завершується кінцевим секстетом з робочого середовища. Активний хімічний компо 15 74616 16 88, який завжди має двійкове значення "111001". дами, наведеними вище. Кількість, відстань і консНаведені на Фіг.3 і 8 приклади форматів розпітрукція набору електродів 5 може варіюватися без знавального маркування є лише двома можливияких-небудь обмежень в рамках цього винаходу ми прикладами з практично необмеженої кількості залежно від конкретного застосування. Наприклад, можливих форматів коду. Більше того, навіть коли замість використання набору електродів 5, можна двійковий формат розпізнавального коду видаєтьвикористовувати всього лише один електрод 5, що ся практично доцільним, принаймні на сьогодні, рухається між відповідними позиціями розпізнавацей винахід передбачає також використання форльного коду для створення необхідного локальноматів розпізнавального коду, що базуються на го маркування. недвійкових системах числення. Наприклад, при Нарешті, знову наголошується на тому, що використанні легуючої властивості, описаної вище цей винахід в жодному разі не обмежується сталедля деяких варіантів конструкції (в яких змінюютьвими матеріалами або трубами. Практично на ся не лише структура матеріалу, а й його хімічний будь-якому об'єкті з електропровідного матеріалу з склад), з'являється можливість використання як кристалічною структурою можна у принципі ствооснови системи числення не лише 2 (двійкова сисрити розпізнавальне маркування відповідно до тема), але й інших основ для розпізнавального винаходу. коду. В цьому випадку перший тип хімічного склаЦей винахід було описано вище з посиланням ду у модифікованій зоні може відповідати першій на деякі варіанти виконання. Однак, так само можцифрі в системі числення, в той час як другий хіміливі й інші варіанти виконання в рамках цього вичний склад - другій цифрі і т.д. находу, відмінні від тих, на які робилися посилання Що стосується конструкції окремих електродів вище, які описані в незалежних пунктах формули 5, цей винахід, звичайно, не обмежується приклавинаходу, що додаються. 17 Комп’ютерна верстка Т. Чепелева 74616 Підписне 18 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of pulse electric erosion machining for marking objects and a device for the realization of the method
Назва патенту російськоюСпособ импульсной электроэрозионной обработки для маркировки объектов и устройство для осуществления способа
МПК / Мітки
МПК: G06K 1/00
Мітки: спосіб, пристрій, втілення, електроерозійний, об'єкти, розпізнавального, маркування, створення, імпульсний
Код посилання
<a href="https://ua.patents.su/9-74616-impulsnijj-elektroerozijjnijj-sposib-stvorennya-rozpiznavalnogo-markuvannya-na-obehkti-i-pristrijj-dlya-jjogo-vtilennya.html" target="_blank" rel="follow" title="База патентів України">Імпульсний електроерозійний спосіб створення розпізнавального маркування на об’єкті і пристрій для його втілення</a>
Спосіб виготовлення деталей типу відводів і пристрій для його втілення
Номер патенту: 9463
Опубліковано: 30.09.1996
Автори: Кохан Леонід Тимофійович, Павлов Ігор Васільович, Венцьковський Олександр Віталійович
МПК: B21C 37/15
Мітки: втілення, деталей, пристрій, спосіб, відводів, типу, виготовлення
Формула / Реферат:
1. Способ изготовления деталей типа отводов путём выполнения в трубчатой заготовке отверстия, формообразования в зоне, прилегающей к отверстию выступа, формования на его торцовом участке вогнутой поверхности, а также отбортовки отверстия и калибровки детали, отличающийся тем, что, с целью повышения качества получаемых деталей, формообразование выступа осуществляют в две стадии, первую из которых производят одновременно с оформлением на его...
Спосіб завантажування доменної печі і пристрій для його втілення
Номер патенту: 16515
Опубліковано: 29.08.1997
Автори: Пеклич Михайло Михайлович, Апостолов Володимир Гнатович, Кленін Сергій Михайлович, Дейко Олександр Іванович, Деваєв Віктор Іванович, Клименко Вячеслав Дмитрович
МПК: C21B 7/20
Мітки: втілення, завантажування, пристрій, печі, спосіб, доменної
Формула / Реферат:
1. Способ загрузки доменной печи, включающий предварительный набор парции шихты на большой конус до уровня его центрального отверстия, подачу дополнительной порции шихты через это отверстие непосредственно в центр колошникадоменной печи, опускание большого конуса и выгрузку шихтовых материалов в периферийную зону колошника, отличающийся тем, что, с целью снижения расхода кокса, дополнительную порцию шихты в процессе ссыпания ее...
Спосіб селективної уретрографії за в. с. карпенко та пристрій для його втілення
Номер патенту: 14557
Опубліковано: 20.01.1997
Автор: Карпенко Віктор Степанович
МПК: G01N 33/60
Мітки: селективної, втілення, спосіб, карпенко, пристрій, уретрографії
Формула / Реферат:
1. Способ селективной уретрографии, включающий восходящую уретрографию с использованием стандартного рентгеноконтрастного вещества, отличающийся тем, что вначале изолируют исследуемый участок трубчатого органа, а затем дозированно вводят в него рентгеноконтрастнеє вещество под контролем манометра.2. Способ по п. 1, отличающийся тем, что давление рентгеноконтрастного вещества на стенки трубчатого органа не должно превышать 65 мм...
Спосіб калібровки кінців тонкостінних труб і пристрій для його втілення
Номер патенту: 9460
Опубліковано: 30.09.1996
Автори: Сухов Віталій Вікторович, Житній Григорій Дмитрович, Младінов Степан Дмитрович, Новицький Валерій Андронович, Мільченко Євген Іванович, Венцківський Олександр Вітальович
МПК: B21C 37/06, B21D 41/00
Мітки: калібровки, кінців, спосіб, пристрій, втілення, труб, тонкостінних
Формула / Реферат:
1. Способ калибровки концов тонкостенных труб путем их расширения или обжатия, отличающийся тем, что, с целью повышения качества труб, деформацию расширения или обжатия производят в два этапа: первоначально до диаметра трубы D1, определяемого соотношениемгде Dном - заданный диаметр конца трубы,sт - предел текучести материала трубы,Е - модуль упругости материала трубы,e - относительное удлинение материала...
Спосіб визначення активної потужності в трьохфазному ланцюгу і пристрій для його втілення
Номер патенту: 2060
Опубліковано: 20.12.1994
Автор: Кизилов Володимир Улянович
МПК: G01R 21/06
Мітки: визначення, пристрій, трьохфазному, потужності, ланцюгу, втілення, спосіб, активної
Формула / Реферат:
1. Способ определения активной мощности в трехфазной цепи, состоящий в измерении токов двух фаз и двух междуфазных напряжений, например между первой и второй и между третьей и второй фазами, перемножении значений этих напряжений на значения токов первой и третьей фаз соответственно и суммировании результатов перемножений, отличающийся тем, что, с целью упрощения и расширения функциональных возможностей, измеряют ток нулевой...
Попередній патент: Похідні 2,3-бензодіазепіну і фармацевтичні композиції, що містять ці похідні як активний інгредієнт
Наступний патент: Спосіб безконтактного вимірювання електричної провідності плівок полімерних електролітів за допомогою комбінованого датчика
Випадковий патент: Суміш для виготовлення ливарних керамічних стрижнів