Спосіб виготовлення деталей типу відводів і пристрій для його втілення
Номер патенту: 9463
Опубліковано: 30.09.1996
Автори: Венцьковський Олександр Віталійович, Павлов Ігор Васільович, Кохан Леонід Тимофійович
Формула / Реферат
1. Способ изготовления деталей типа отводов путём выполнения в трубчатой заготовке отверстия, формообразования в зоне, прилегающей к отверстию выступа, формования на его торцовом участке вогнутой поверхности, а также отбортовки отверстия и калибровки детали, отличающийся тем, что, с целью повышения качества получаемых деталей, формообразование выступа осуществляют в две стадии, первую из которых производят одновременно с оформлением на его торцовом участке вогнутой поверхности, при этом одновременно с формообразованием выступа осуществляют осевую осадку заготовки, а отверстие выполняют в сформированном выступе.
2. Устройство для изготовления деталей типа отводов, содержащее неподвижную нижнюю и подвижную верхнюю плиты с пуансонами, установленную с возможностью осевого перемещения относительно плит платформу со сменной матрицей, снабженной фиксатором рабочего положения, и формующий элемент, отличающееся тем, что оно снабжено двумя парами крестообразно связанных между собой посредством шарниров рычагов, при этом рычаги одной пары шарнирно связаны одними своими концами с одними из концов другой пары и с платформой, а другими концами соответственно с верхней и нижними плитами, в верхней и нижней плитах и в платформе выполнены горизонтальные пазы под концы рычагов, а формующий элемент выполнен в виде сменного вкладыша из эластичного материала.
Текст
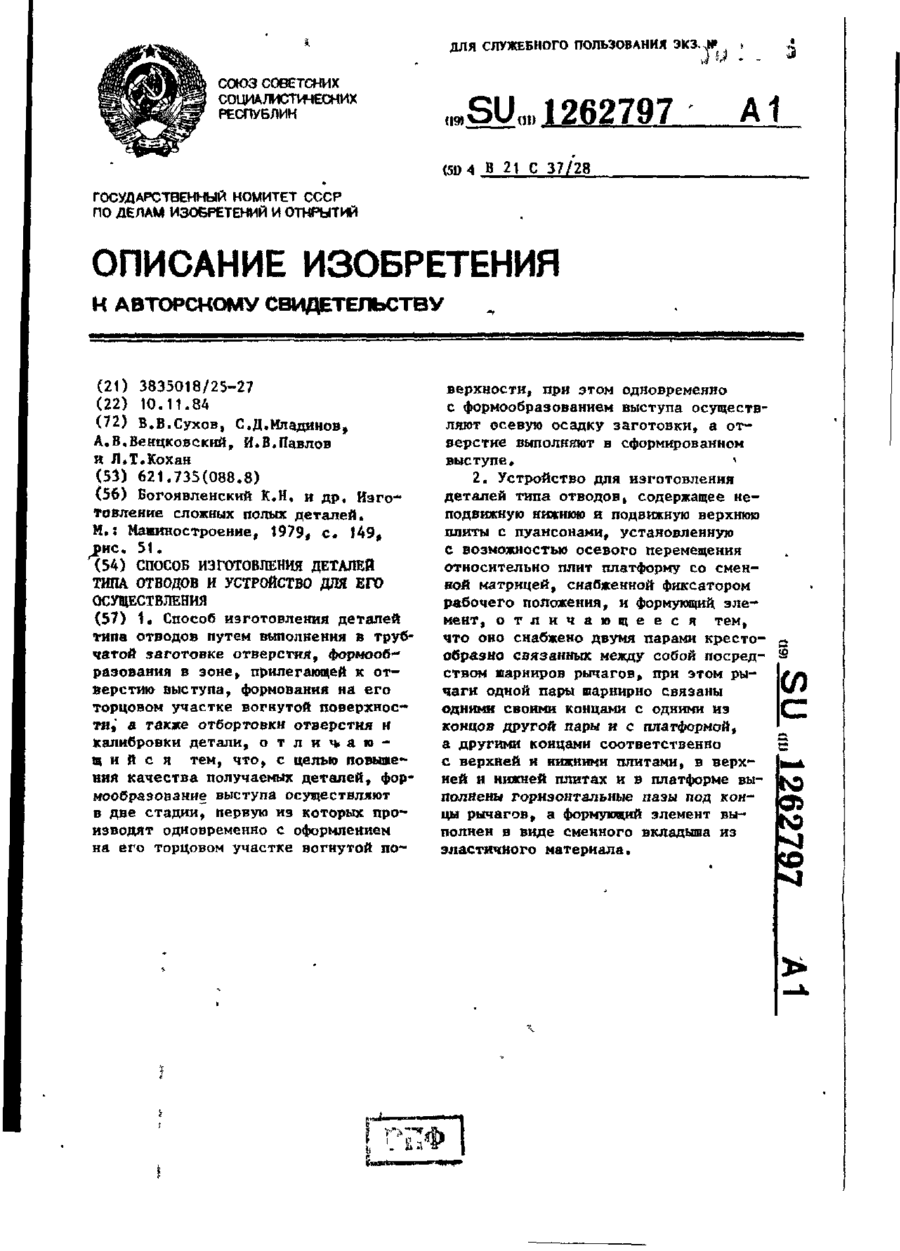
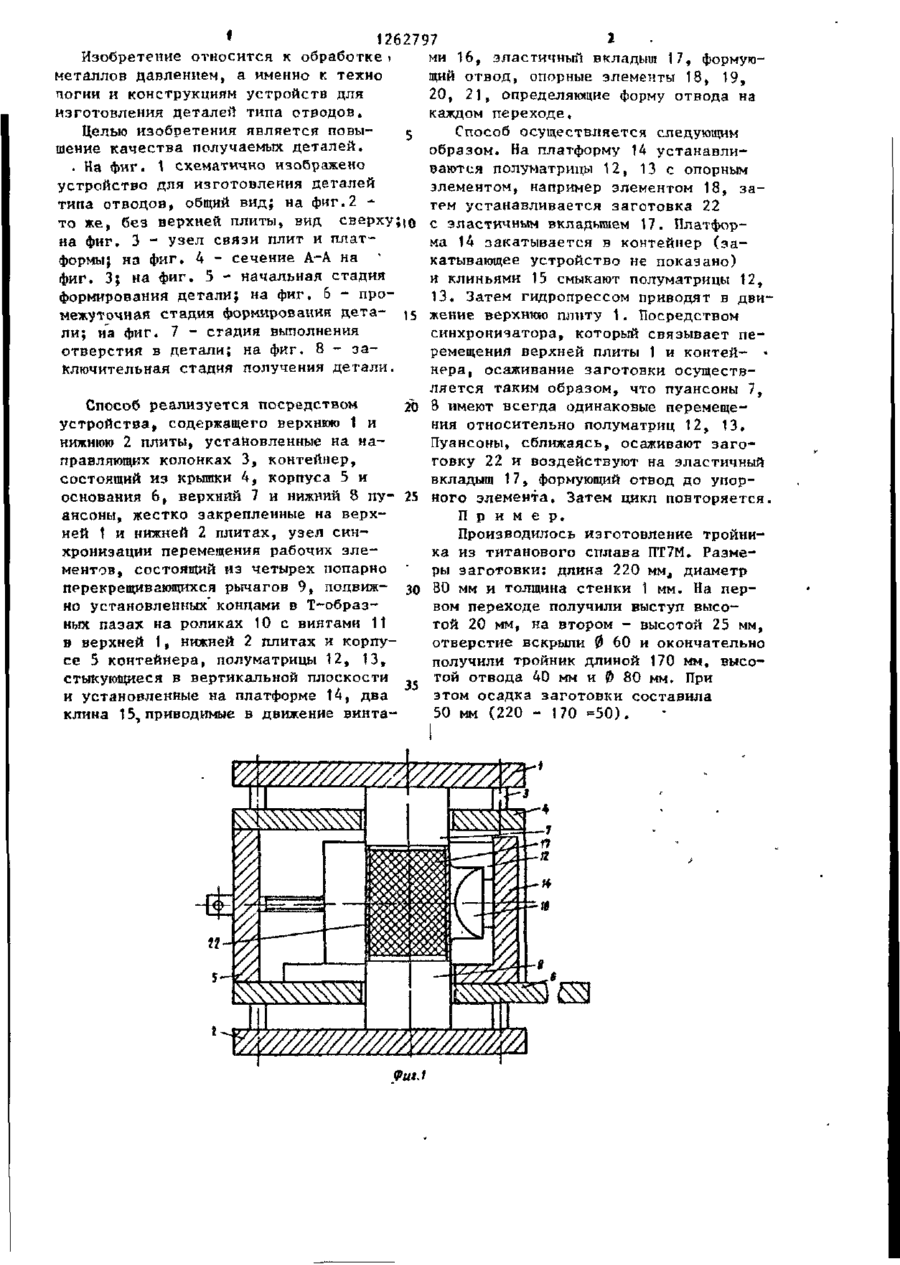
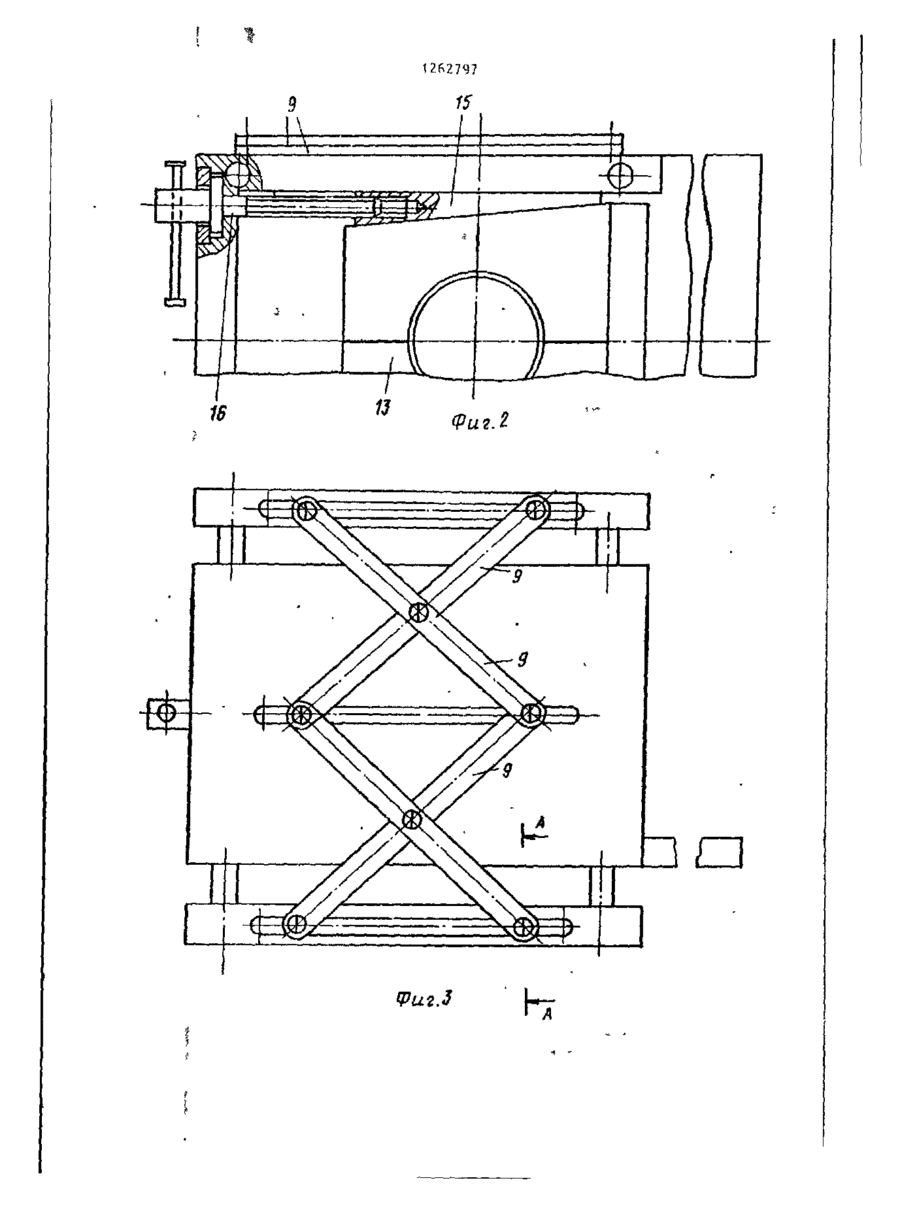
ДЛЯ СЛУЖЕБНОГО ПОЛЬЗОВАНИЯ 3K3..N* СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИН (19) SU,,,, 1262797 А1 (51)4 В 21 С 37/28 ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИИ ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 3835018/25-27 (22) 10.11.84 (72) В.В.Сухов, С.Д.Иладинов, А.В.Векцковский, И.В.Павлов И Л.Т.Кохан (53) 621.735(088.8) (56) Богоявленский К.Н, и др. Изготовление сложных полых деталей. М.: Машиностроение, 1979, с- J49» рис. 51. (5А) СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ОТВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (57) 1Я Способ изготовления деталей типа отводов путем выполнения в трубчатой заготовке отверстия, формообразования в зоне, прилегающей к отверстию выступа, формования на его торцовом участке вогнутой поверхности,' а также отбортовки отверстия и калибровки детали, о т л и в а ю щ и й с я тем, что, с целью повышения качества получаемых деталей, фор* мообраэование выступа осуществляют в две стадии, первую из которых производят одновременно с оформлением на его торцовом участке вогнутой по верхности, при этом одновременно с формообразованием выступа осуществляют осевую осадку заготовки, а отверстие выполняют в сформированном выступе» * 2. Устройство для изготовления деталей типа отводов, содержащее неподвижную нижнюю и подвижную верхнюю плиты с пуансонами, установленную С возможностью осевого перемещения относительно плит платформу со сменной матрицей, снабженной фиксатором рабочего положения, и формующий, элемент, о т л и ч а ю щ е е с я тем, что оно снабжено двумя парами крестообразно связанных между собой посредством шарниров рычагов, при этом рычаги одной пары шарнирно связаны одними своими концами с одними из концов другой пары и с платформой, а другими концами соответственно с верхней и нижними плитами, в верхней и нижней плитах и в платформе выполнены горизонтальные паэы под концы рычагов, а формующий элемент выполнен в виде сменного вкладыша из эластичного материала. V) О) N3 (О I 1262797 Изобретение относится к обработке ми 16, эластичный вкладыш 17, формуюметаллов давлением, а именно к техно щий отвод, опорные элементы 18» 19, погии и конструкциям устройств для 20, 21, определяющие форму отвода на изготовления деталей типа отводов. каждом переходе. Целью изобретения является повыСпособ осуществляется следующим шение качества получаемых деталей. образом. На платформу 14 устанавли. На фиг. 1 схематично изображено ваются полуматрицы 12, 13 с опорным устройство для изготовления деталей элементом, например элементом 18, затипа отводов, общий вид; на фиг.2 тем устанавливается заготовка 22 то же, без верхней плиты, вид сверхуїю с эластичным вкладышем 17. Платформа фиг. 3 - узел связи плит и платма 14 закатывается в контейнер (заформы; на фиг. 4 - сечение А-А на • катывающее устройство не показано) фиг. 3; на фиг. 5 - начальная стадия и клиньями 15 смыкают полуматрицы 12, формирования детали; на фиг. 6 - про13. Затем гидропрессом приводят в двимежуточная стадия формирования дета- 15 жение верхнюю плиту 1. Посредством ли; на фиг. 7 - стадия выполнения синхронизатора, который связывает пеотверстия в детали; на фиг, 8 - заремещения верхней плиты 1 и контей- « нера, осаживание заготовки осуществключительная стадия получения детали. ляется таким образом, что пуансоны 7, Способ реализуется посредством 20 8 имеют всегда одинаковые перемещеустройства, содержащего верхнюю 1 и ния относительно полуматриц 12, 13. нижнюю 2 плиты, установленные на наПуансоны, сближаясь, осаживают загоправляющих колонках 3, контейнер, товку 22 и воздействуют на эластичный состоящий из крышки 4, корпуса 5 и вкладыш 17, формующий отвод до упороснования 6, верхний 7 и нижний 8 пу- 25 ного элемента. Затем цикл повторяется П р и м е р . ансоны, жестко закрепленные на верхней 1 и нижней 2 плитах, узел синПроизводилось изготовление тройнихронизации перемещения рабочих элека из титанового сплава ПТ7М. Размементов, состоящий из четырех попарно ры заготовки: длина 220 мм Л диаметр перекрещивающихся рычагов 9, подвиж- 30 ВО мм и толщина стенки 1 мм. На перно установленных* концами в Т-образвом переходе получили выступ высоных пазах на роликах 10 с винтами 11 той 20 мм, на втором - высотой 25 мм, в верхней 1, нижней 2 плитах и корпуотверстие вскрыли 0 60 и окончательно се 5 контейнера, полуматрицы 12, 13, получили тройник длиной 170 мм, высостыкующиеся в вертикальной плоскости той отвода 40 мм и 0 80 мм. При 35 этом осадка заготовки составила и установленные на платформе 14, два клина 15, приводимые в движение винта50 мм (220 - 170 =50). Фиг.і Фиг.3 1262797 AA ФшЛ Put 8 Составитель А.Быстрое Техред Н.Бонкало Корректор Л.Пилипенко ' Редактор Т.Зубкова . . Заказ 926/ДСП Тираж 454 Подписное ВНИИПИ Государственного комитета СССР ' по делам изобретений и открытий t13035, Москва» Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое -предприятие, г.Ужгород, ул.Проектная, 4 s s • • • • • . . • ? • ' / ъ > • ' * • • • • • • • • • • • • . . •• • .. . . • •••• . "
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device of producing components of branch type
Автори англійськоюVentskovskyi Oleksandr Vitaliiovych, Pavlov Ihor Vasiliovych, Kokhan Leonid Tymofiiovych
Назва патенту російськоюСпособ изготовления деталей типа отводов и устройство для его осуществления
Автори російськоюВенцковский Александр Витальевич, Павлов Игорь Васильевич, Кохан Леонид Тимофеевич
МПК / Мітки
МПК: B21C 37/15
Мітки: типу, деталей, пристрій, відводів, виготовлення, спосіб, втілення
Код посилання
<a href="https://ua.patents.su/4-9463-sposib-vigotovlennya-detalejj-tipu-vidvodiv-i-pristrijj-dlya-jjogo-vtilennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення деталей типу відводів і пристрій для його втілення</a>
Пристрій для виготовлення деталей типу відвозів
Номер патенту: 9462
Опубліковано: 30.09.1996
Автори: Сухов Віталій Вікторович, Венцківський Олександр Віталієвич, Поліщук Василь Олександрович, Мільченко Євген Іванович
МПК: B21C 37/15
Мітки: відвозів, пристрій, виготовлення, деталей, типу
Формула / Реферат:
Устройство для изготовления деталей типа отводов по п. 2 авт.св.№ 1262797, отличающееся тем, что, с целью повышения производительности труда за счет сокращения времени переналадки, фиксатор рабочего положения матрицы выполнен в виде двух расположенных параллельно оси матрицы стоек, закрепленных одним концом на нижней и верхней плитах, свободный конец каждой из которых обращен к матрице и выполнен с параллельными скосами, двух выполненных в...
Спосіб виготовлення деталей з прутка і пристрій для його здійснення
Номер патенту: 5614
Опубліковано: 28.12.1994
Автори: Стєпанов Владімір Андрєєвіч, Жученко Олександр Миколайович, Сазонов Владімір Ніколаєвіч, Нестеров Дмитро Кузьмич
МПК: B21D 22/02, B21D 35/00
Мітки: деталей, прутка, здійснення, спосіб, виготовлення, пристрій
Формула / Реферат:
(57) 1. Способ изготовления деталей из прутка в штампе путем последовательной гибки с передачей предварительно изогнутой заготовки на позицию окончательной гибки при обратном ходе подвижной плиты штампа, отличающийся тем, что на позиции предварительной гибки сперва отгибают концевые участки заготовки, затем, освободив их, гнут в обратном направлении среднюю часть, после чего, при зафиксированной средней части, гнут промежуточные участки...
Спосіб виготовлення деталей
Номер патенту: 1234
Опубліковано: 30.12.1993
Автори: Шумейко Дмитро Іванович, Шумейко Павло Дмитрович
МПК: B21D 7/00
Мітки: спосіб, виготовлення, деталей
Формула / Реферат:
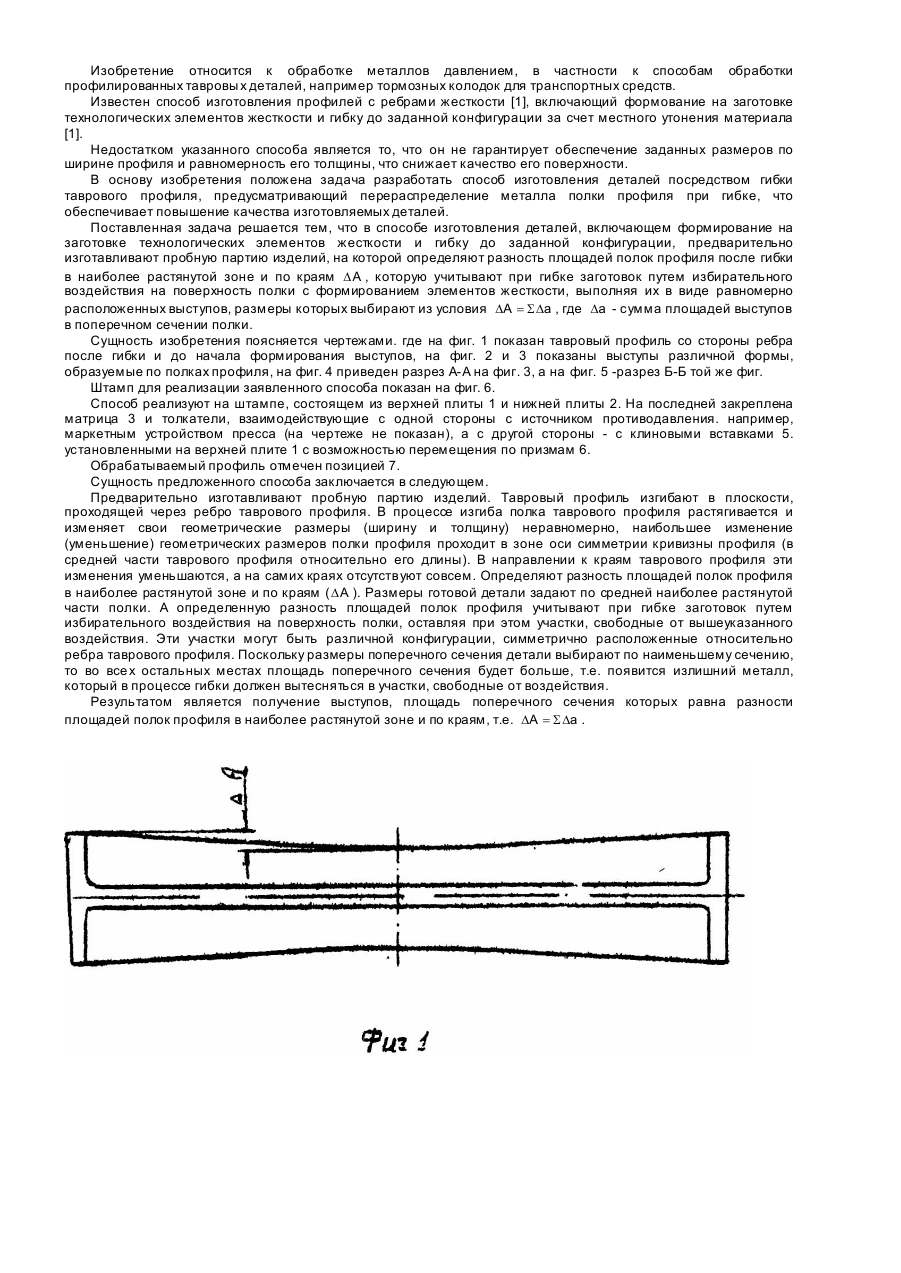
Способ изготовления деталей, включающий формирование на заготовке технологических элементов жесткости и гибку до заданной конфигурации, отличающийся тем, что вначале определяют разность площадей полок профиля после гибки в наиболее растянутой зоне и по краям , а элементы жесткости формуют в процессе гибки, выполняя их в виде равномерно расположенных выступов, размеры которых...
Спосіб калібровки кінців тонкостінних труб і пристрій для його втілення
Номер патенту: 9460
Опубліковано: 30.09.1996
Автори: Мільченко Євген Іванович, Сухов Віталій Вікторович, Венцківський Олександр Вітальович, Младінов Степан Дмитрович, Новицький Валерій Андронович, Житній Григорій Дмитрович
МПК: B21C 37/06, B21D 41/00
Мітки: спосіб, кінців, втілення, тонкостінних, пристрій, калібровки, труб
Формула / Реферат:
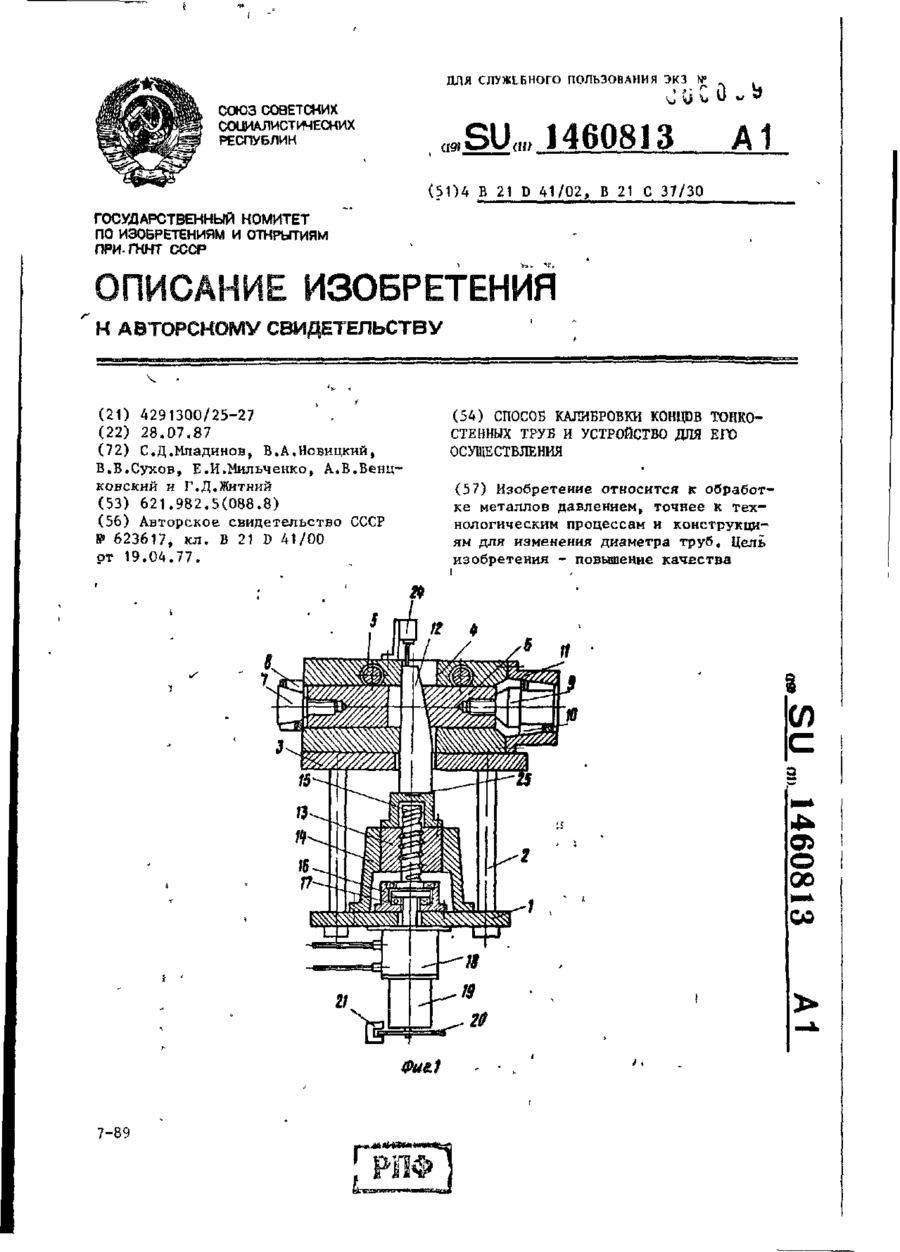
1. Способ калибровки концов тонкостенных труб путем их расширения или обжатия, отличающийся тем, что, с целью повышения качества труб, деформацию расширения или обжатия производят в два этапа: первоначально до диаметра трубы D1, определяемого соотношениемгде Dном - заданный диаметр конца трубы,sт - предел текучести материала трубы,Е - модуль упругости материала трубы,e - относительное удлинение материала...
Спосіб визначення активної потужності в трьохфазному ланцюгу і пристрій для його втілення
Номер патенту: 2060
Опубліковано: 20.12.1994
Автор: Кизилов Володимир Улянович
МПК: G01R 21/06
Мітки: визначення, пристрій, втілення, ланцюгу, спосіб, трьохфазному, потужності, активної
Формула / Реферат:
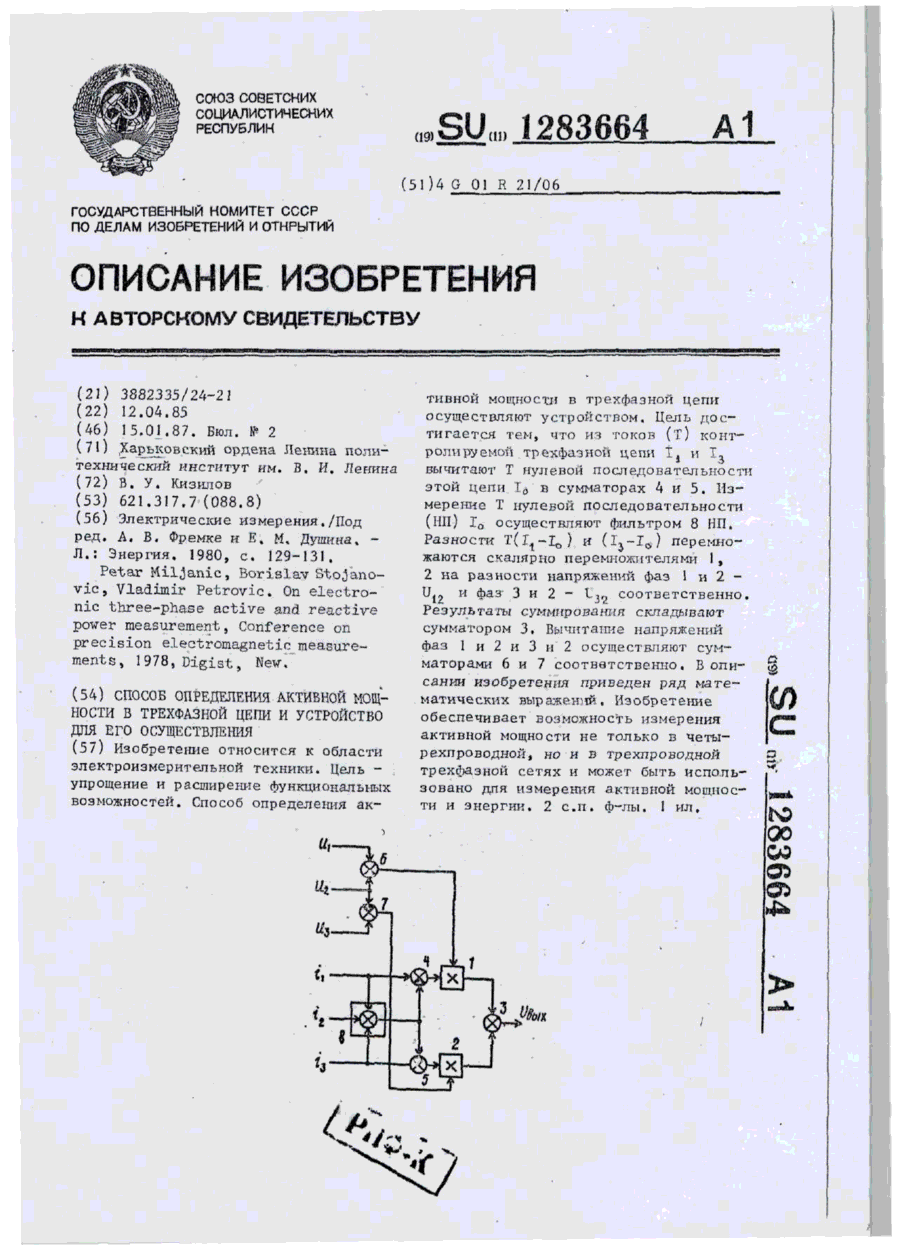
1. Способ определения активной мощности в трехфазной цепи, состоящий в измерении токов двух фаз и двух междуфазных напряжений, например между первой и второй и между третьей и второй фазами, перемножении значений этих напряжений на значения токов первой и третьей фаз соответственно и суммировании результатов перемножений, отличающийся тем, что, с целью упрощения и расширения функциональных возможностей, измеряют ток нулевой...
Попередній патент: Пристрій для виготовлення деталей типу відвозів
Наступний патент: Генератор високовольтних імпульсів
Випадковий патент: Прямоструминний повітряно-реактивний двигун