Спосіб виготовлення труби пластмасової, армованої

Формула / Реферат
1. Спосіб виготовлення труби пластмасової, армованої, що включає виготовлення внутрішнього шару труби у вигляді першої трубної заготівки з термопластичного матеріалу, виготовлення другої трубної заготівки шляхом закріплення арматури на першій трубній заготівці, виготовлення третьої трубної заготівки шляхом нанесення в'яжучого термопластичного матеріалу на другу трубну заготівку з утворенням середнього шару труби з арматурою всередині шару, нанесення на третю трубну заготівку зовнішнього шару термопластичного матеріалу з отриманням готового виробу, який відрізняється тим, що для виготовлення внутрішнього, середнього і зовнішнього шарів труби застосовують один і той же термопластичний матеріал, при цьому нанесення зовнішнього шару виконують в гарячому стані третьої трубної заготівки при температурі 0,85-0,95 від температури плавлення термопластичного матеріалу середнього шару.
2. Спосіб за п. 1, який відрізняється тим, що виготовлення першої трубної заготівки, нанесення в'яжучого матеріалу на другу трубну заготівку, нанесення зовнішнього шару на третю трубну заготівку виконують методом екструзії термопластичного матеріалу.
3. Спосіб за п. 1, який відрізняється тим, що як термопластичний матеріал використовують поліетилен.
4. Спосіб за п. 1, який відрізняється тим, що як арматуру використовують сталевий дріт, навитий у вигляді сітки на першу трубну заготівку.
5. Спосіб за п. 1, який відрізняється тим, що як арматуру використовують сталеву опуклу смугу, спірально навиту на першу трубну заготівку.
Текст
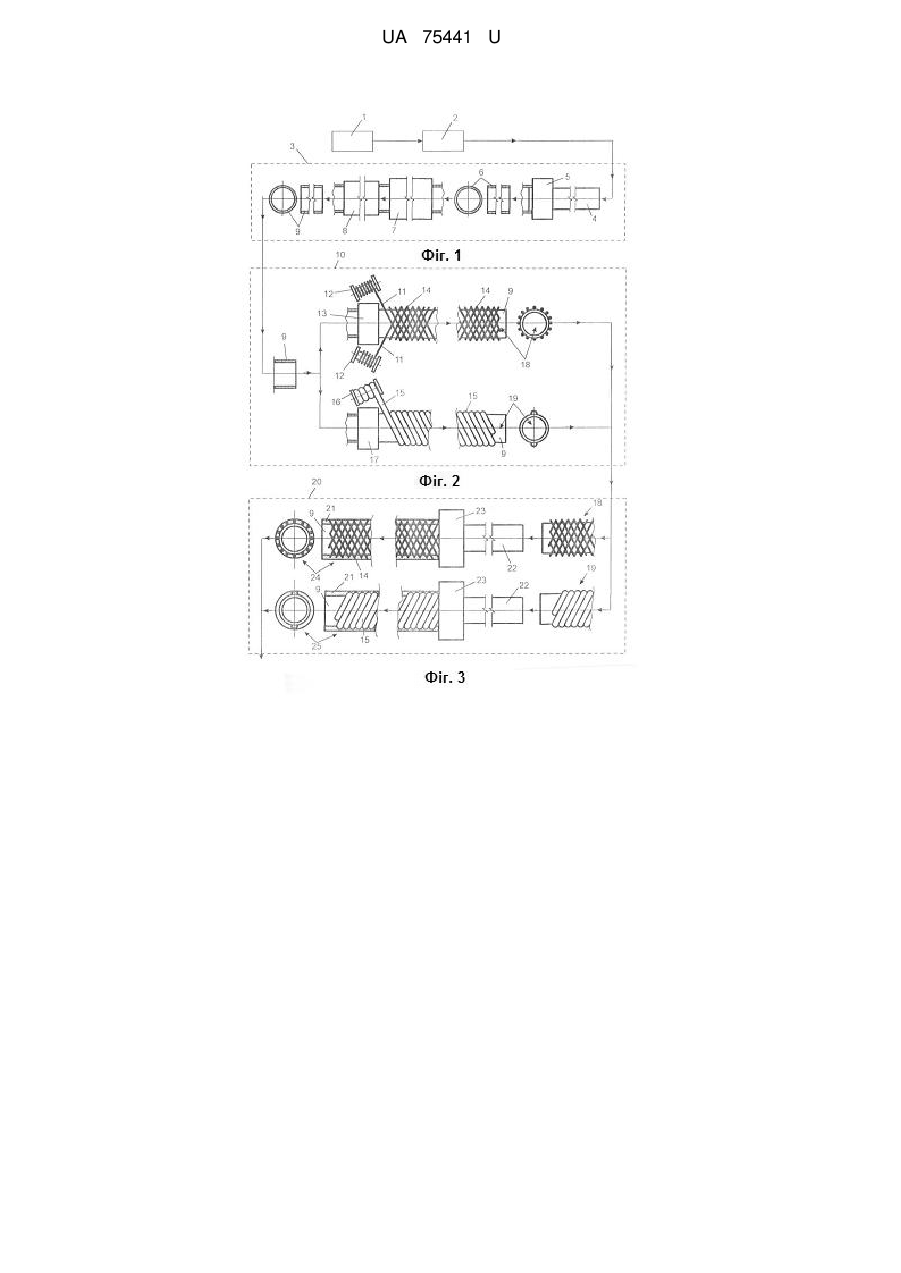
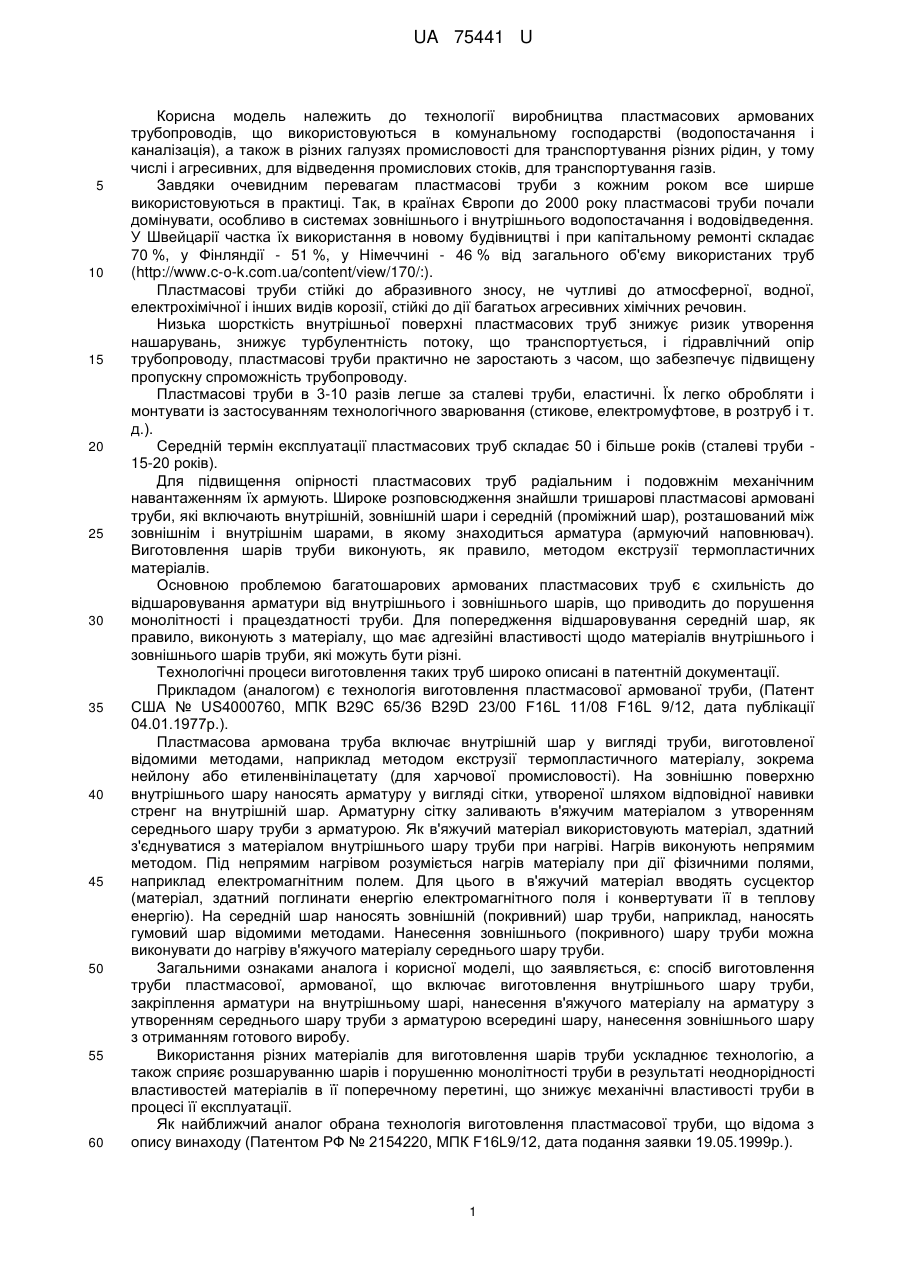
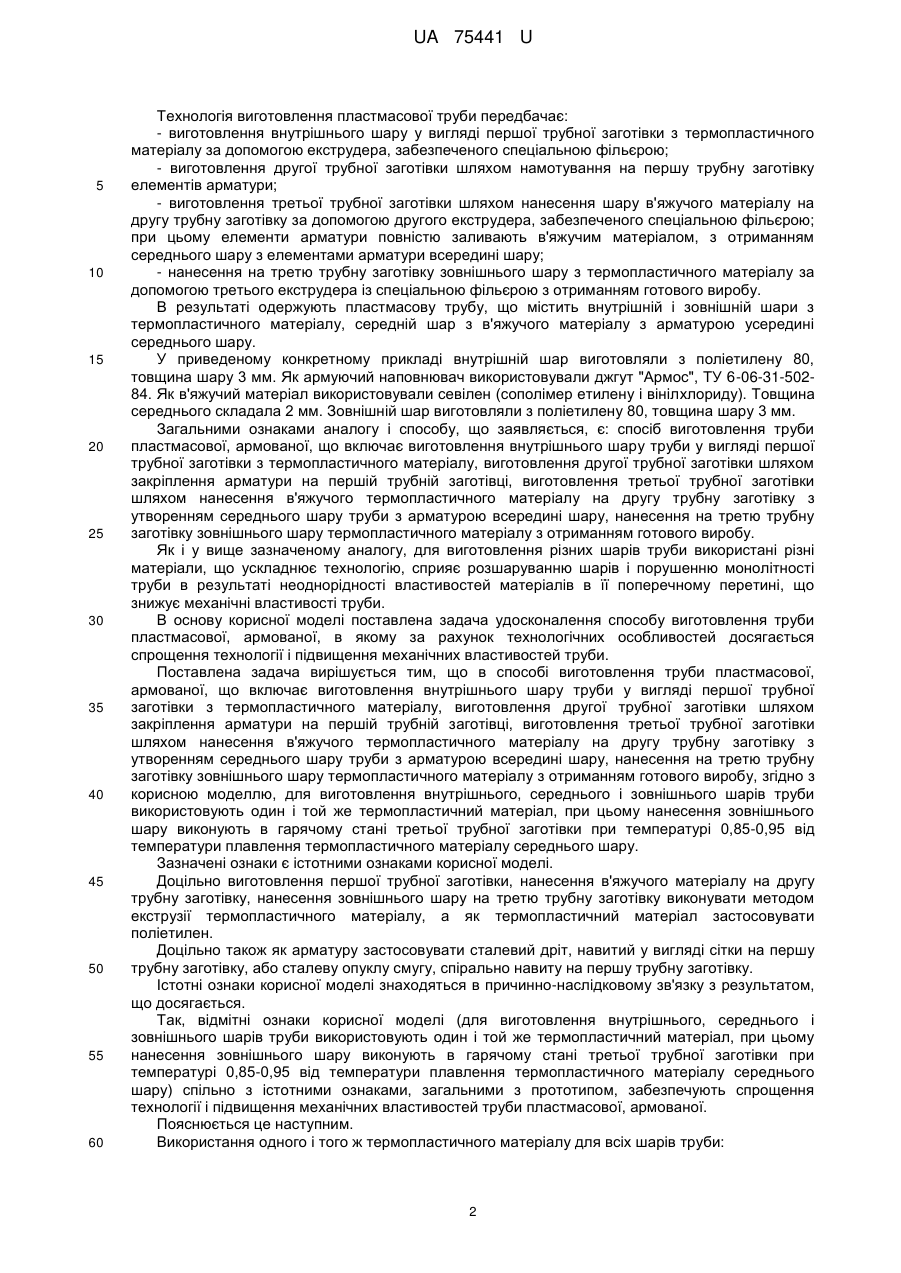
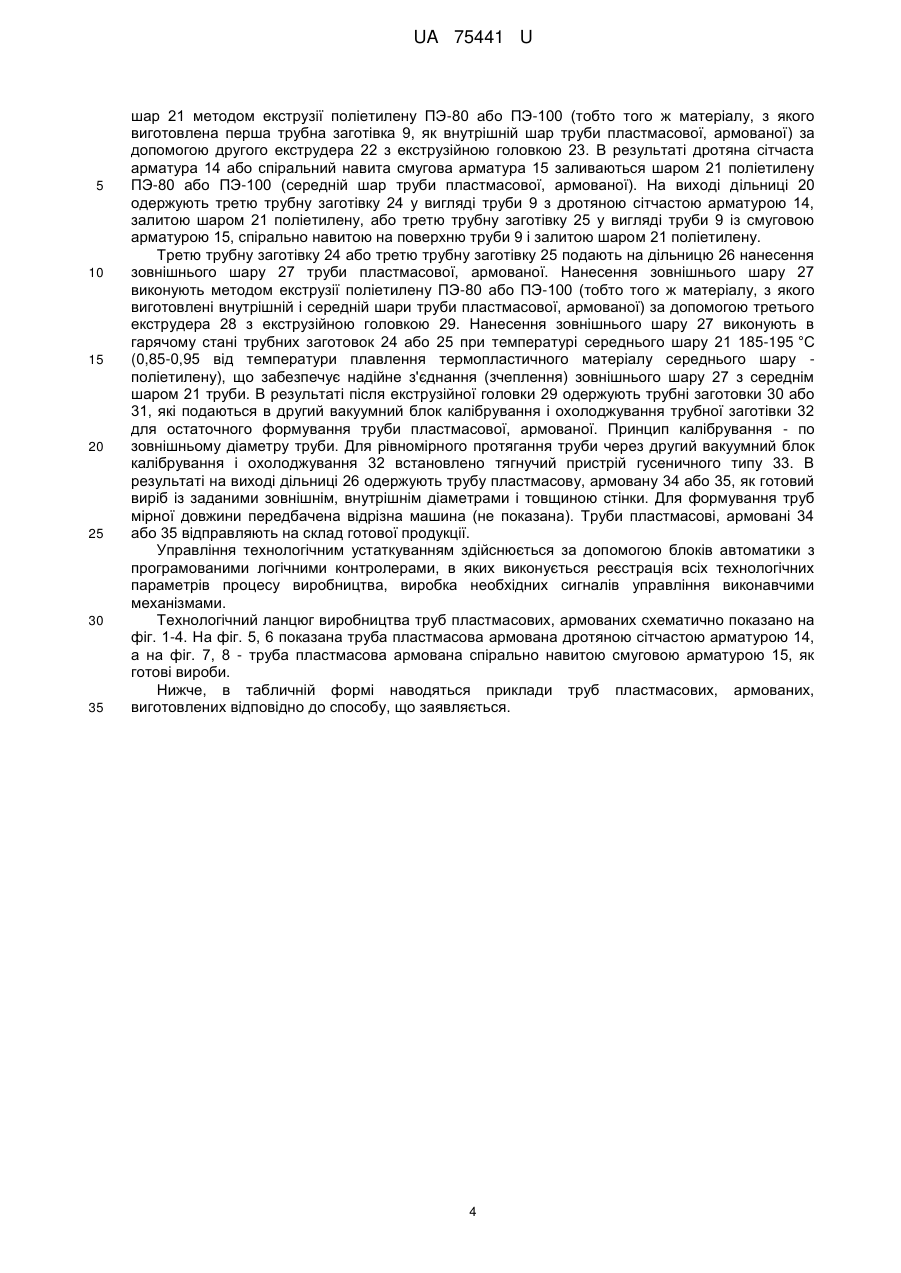
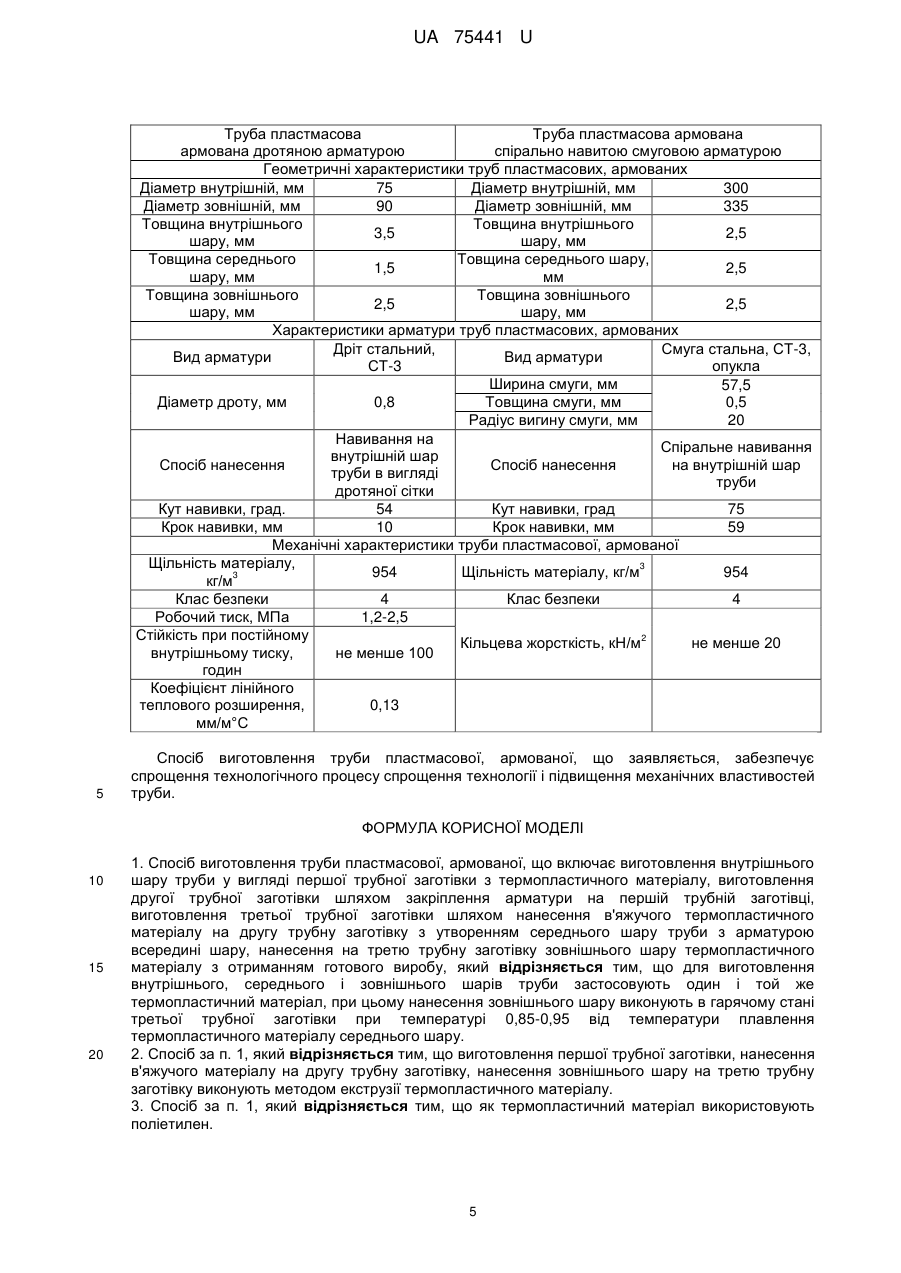
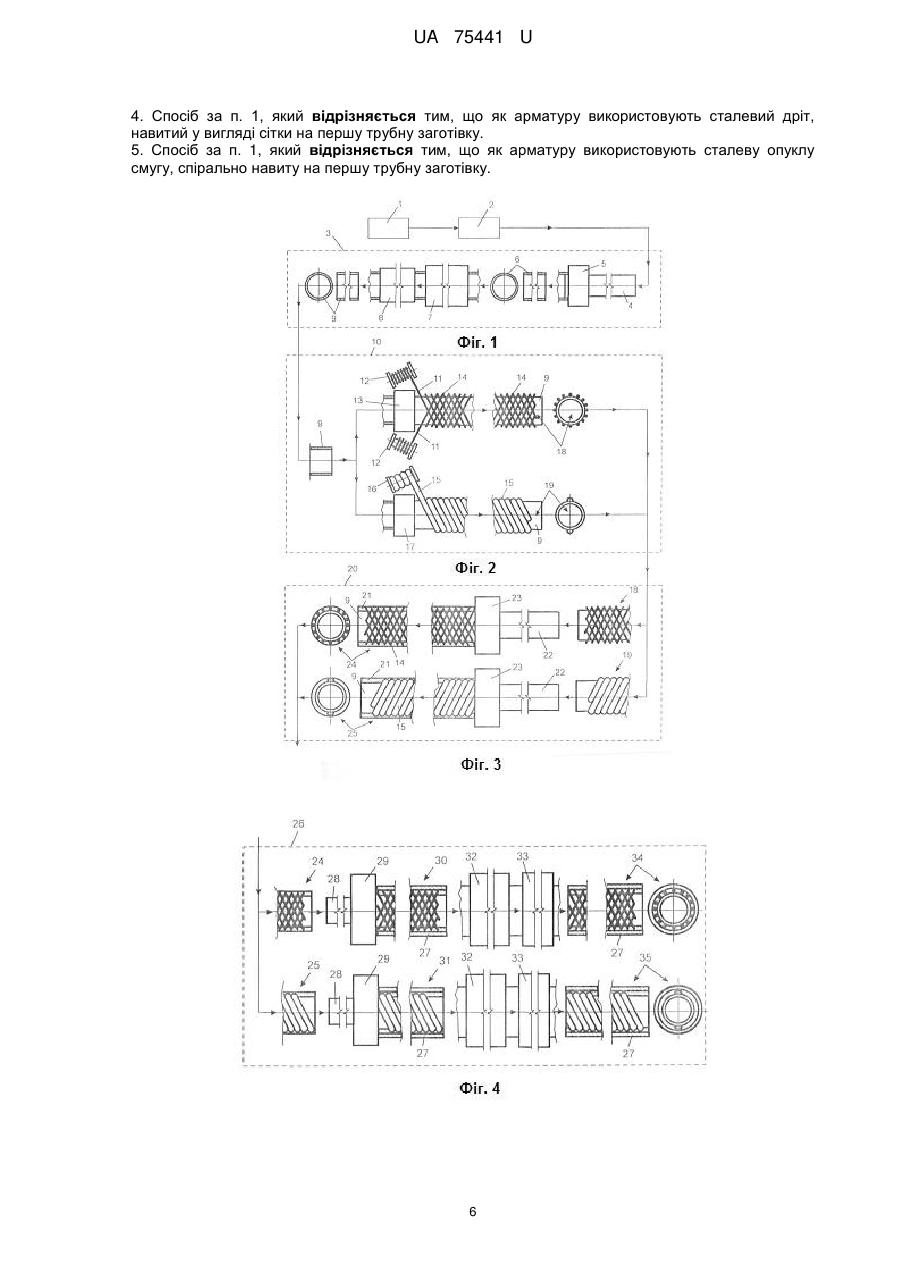
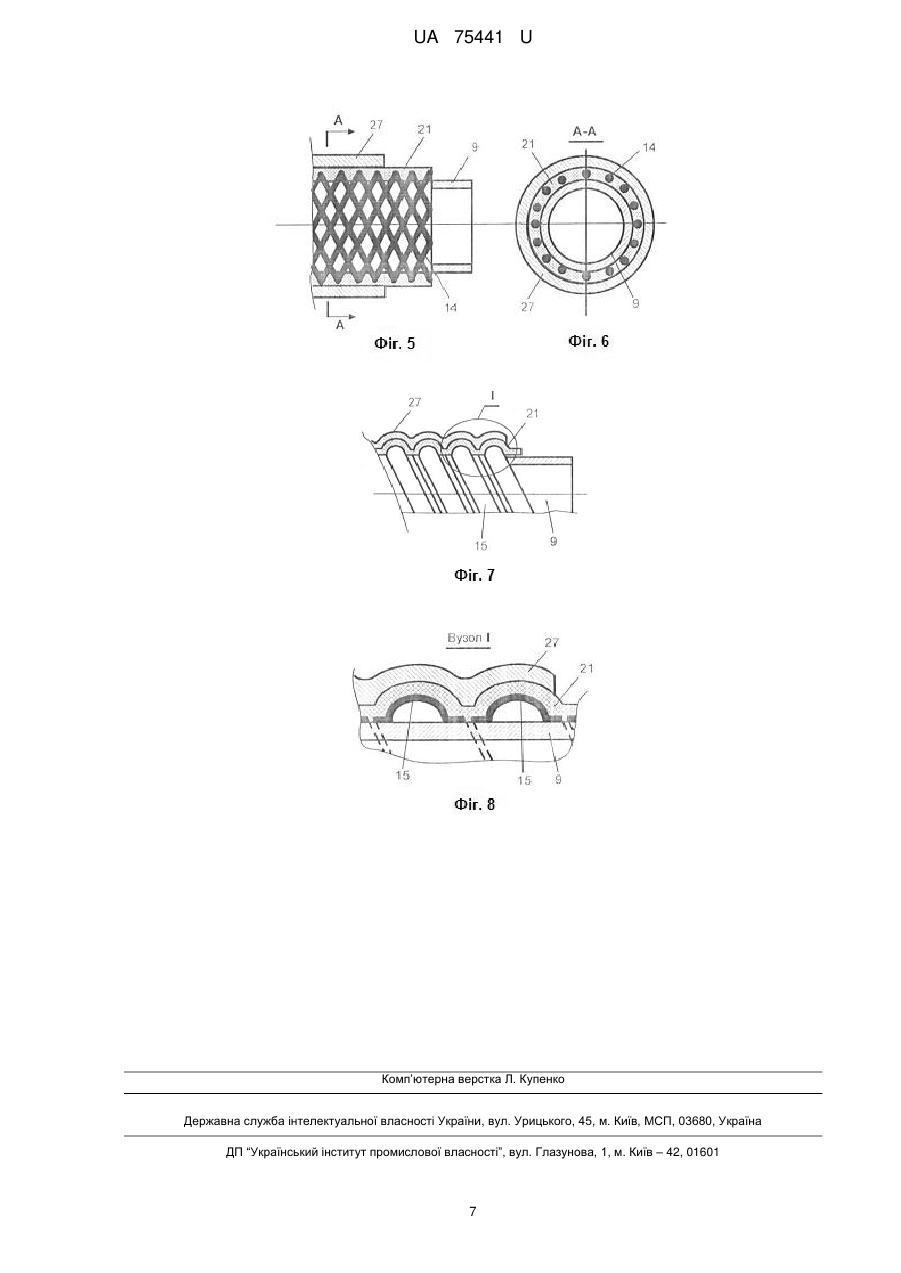
Реферат: UA 75441 U UA 75441 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до технології виробництва пластмасових армованих трубопроводів, що використовуються в комунальному господарстві (водопостачання і каналізація), а також в різних галузях промисловості для транспортування різних рідин, у тому числі і агресивних, для відведення промислових стоків, для транспортування газів. Завдяки очевидним перевагам пластмасові труби з кожним роком все ширше використовуються в практиці. Так, в країнах Європи до 2000 року пластмасові труби почали домінувати, особливо в системах зовнішнього і внутрішнього водопостачання і водовідведення. У Швейцарії частка їх використання в новому будівництві і при капітальному ремонті складає 70 %, у Фінляндії - 51 %, у Німеччині - 46 % від загального об'єму використаних труб (http://www.c-o-k.com.ua/content/view/170/:). Пластмасові труби стійкі до абразивного зносу, не чутливі до атмосферної, водної, електрохімічної і інших видів корозії, стійкі до дії багатьох агресивних хімічних речовин. Низька шорсткість внутрішньої поверхні пластмасових труб знижує ризик утворення нашарувань, знижує турбулентність потоку, що транспортується, і гідравлічний опір трубопроводу, пластмасові труби практично не заростають з часом, що забезпечує підвищену пропускну спроможність трубопроводу. Пластмасові труби в 3-10 разів легше за сталеві труби, еластичні. Їх легко обробляти і монтувати із застосуванням технологічного зварювання (стикове, електромуфтове, в розтруб і т. д.). Середній термін експлуатації пластмасових труб складає 50 і більше років (сталеві труби 15-20 років). Для підвищення опірності пластмасових труб радіальним і подовжнім механічним навантаженням їх армують. Широке розповсюдження знайшли тришарові пластмасові армовані труби, які включають внутрішній, зовнішній шари і середній (проміжний шар), розташований між зовнішнім і внутрішнім шарами, в якому знаходиться арматура (армуючий наповнювач). Виготовлення шарів труби виконують, як правило, методом екструзії термопластичних матеріалів. Основною проблемою багатошарових армованих пластмасових труб є схильність до відшаровування арматури від внутрішнього і зовнішнього шарів, що приводить до порушення монолітності і працездатності труби. Для попередження відшаровування середній шар, як правило, виконують з матеріалу, що має адгезійні властивості щодо матеріалів внутрішнього і зовнішнього шарів труби, які можуть бути різні. Технологічні процеси виготовлення таких труб широко описані в патентній документації. Прикладом (аналогом) є технологія виготовлення пластмасової армованої труби, (Патент США № US4000760, МПК В29С 65/36 B29D 23/00 F16L 11/08 F16L 9/12, дата публікації 04.01.1977р.). Пластмасова армована труба включає внутрішній шар у вигляді труби, виготовленої відомими методами, наприклад методом екструзії термопластичного матеріалу, зокрема нейлону або етиленвінілацетату (для харчової промисловості). На зовнішню поверхню внутрішнього шару наносять арматуру у вигляді сітки, утвореної шляхом відповідної навивки стренг на внутрішній шар. Арматурну сітку заливають в'яжучим матеріалом з утворенням середнього шару труби з арматурою. Як в'яжучий матеріал використовують матеріал, здатний з'єднуватися з матеріалом внутрішнього шару труби при нагріві. Нагрів виконують непрямим методом. Під непрямим нагрівом розуміється нагрів матеріалу при дії фізичними полями, наприклад електромагнітним полем. Для цього в в'яжучий матеріал вводять сусцектор (матеріал, здатний поглинати енергію електромагнітного поля і конвертувати її в теплову енергію). На середній шар наносять зовнішній (покривний) шар труби, наприклад, наносять гумовий шар відомими методами. Нанесення зовнішнього (покривного) шару труби можна виконувати до нагріву в'яжучого матеріалу середнього шару труби. Загальними ознаками аналога і корисної моделі, що заявляється, є: спосіб виготовлення труби пластмасової, армованої, що включає виготовлення внутрішнього шару труби, закріплення арматури на внутрішньому шарі, нанесення в'яжучого матеріалу на арматуру з утворенням середнього шару труби з арматурою всередині шару, нанесення зовнішнього шару з отриманням готового виробу. Використання різних матеріалів для виготовлення шарів труби ускладнює технологію, а також сприяє розшаруванню шарів і порушенню монолітності труби в результаті неоднорідності властивостей матеріалів в її поперечному перетині, що знижує механічні властивості труби в процесі її експлуатації. Як найближчий аналог обрана технологія виготовлення пластмасової труби, що відома з опису винаходу (Патентом РФ № 2154220, МПК F16L9/12, дата подання заявки 19.05.1999р.). 1 UA 75441 U 5 10 15 20 25 30 35 40 45 50 55 60 Технологія виготовлення пластмасової труби передбачає: - виготовлення внутрішнього шару у вигляді першої трубної заготівки з термопластичного матеріалу за допомогою екструдера, забезпеченого спеціальною фільєрою; - виготовлення другої трубної заготівки шляхом намотування на першу трубну заготівку елементів арматури; - виготовлення третьої трубної заготівки шляхом нанесення шару в'яжучого матеріалу на другу трубну заготівку за допомогою другого екструдера, забезпеченого спеціальною фільєрою; при цьому елементи арматури повністю заливають в'яжучим матеріалом, з отриманням середнього шару з елементами арматури всередині шару; - нанесення на третю трубну заготівку зовнішнього шару з термопластичного матеріалу за допомогою третього екструдера із спеціальною фільєрою з отриманням готового виробу. В результаті одержують пластмасову трубу, що містить внутрішній і зовнішній шари з термопластичного матеріалу, середній шар з в'яжучого матеріалу з арматурою усередині середнього шару. У приведеному конкретному прикладі внутрішній шар виготовляли з поліетилену 80, товщина шару 3 мм. Як армуючий наповнювач використовували джгут "Армос", ТУ 6-06-31-50284. Як в'яжучий матеріал використовували севілен (сополімер етилену і вінілхлориду). Товщина середнього складала 2 мм. Зовнішній шар виготовляли з поліетилену 80, товщина шару 3 мм. Загальними ознаками аналогу і способу, що заявляється, є: спосіб виготовлення труби пластмасової, армованої, що включає виготовлення внутрішнього шару труби у вигляді першої трубної заготівки з термопластичного матеріалу, виготовлення другої трубної заготівки шляхом закріплення арматури на першій трубній заготівці, виготовлення третьої трубної заготівки шляхом нанесення в'яжучого термопластичного матеріалу на другу трубну заготівку з утворенням середнього шару труби з арматурою всередині шару, нанесення на третю трубну заготівку зовнішнього шару термопластичного матеріалу з отриманням готового виробу. Як і у вище зазначеному аналогу, для виготовлення різних шарів труби використані різні матеріали, що ускладнює технологію, сприяє розшаруванню шарів і порушенню монолітності труби в результаті неоднорідності властивостей матеріалів в її поперечному перетині, що знижує механічні властивості труби. В основу корисної моделі поставлена задача удосконалення способу виготовлення труби пластмасової, армованої, в якому за рахунок технологічних особливостей досягається спрощення технології і підвищення механічних властивостей труби. Поставлена задача вирішується тим, що в способі виготовлення труби пластмасової, армованої, що включає виготовлення внутрішнього шару труби у вигляді першої трубної заготівки з термопластичного матеріалу, виготовлення другої трубної заготівки шляхом закріплення арматури на першій трубній заготівці, виготовлення третьої трубної заготівки шляхом нанесення в'яжучого термопластичного матеріалу на другу трубну заготівку з утворенням середнього шару труби з арматурою всередині шару, нанесення на третю трубну заготівку зовнішнього шару термопластичного матеріалу з отриманням готового виробу, згідно з корисною моделлю, для виготовлення внутрішнього, середнього і зовнішнього шарів труби використовують один і той же термопластичний матеріал, при цьому нанесення зовнішнього шару виконують в гарячому стані третьої трубної заготівки при температурі 0,85-0,95 від температури плавлення термопластичного матеріалу середнього шару. Зазначені ознаки є істотними ознаками корисної моделі. Доцільно виготовлення першої трубної заготівки, нанесення в'яжучого матеріалу на другу трубну заготівку, нанесення зовнішнього шару на третю трубну заготівку виконувати методом екструзії термопластичного матеріалу, а як термопластичний матеріал застосовувати поліетилен. Доцільно також як арматуру застосовувати сталевий дріт, навитий у вигляді сітки на першу трубну заготівку, або сталеву опуклу смугу, спірально навиту на першу трубну заготівку. Істотні ознаки корисної моделі знаходяться в причинно-наслідковому зв'язку з результатом, що досягається. Так, відмітні ознаки корисної моделі (для виготовлення внутрішнього, середнього і зовнішнього шарів труби використовують один і той же термопластичний матеріал, при цьому нанесення зовнішнього шару виконують в гарячому стані третьої трубної заготівки при температурі 0,85-0,95 від температури плавлення термопластичного матеріалу середнього шару) спільно з істотними ознаками, загальними з прототипом, забезпечують спрощення технології і підвищення механічних властивостей труби пластмасової, армованої. Пояснюється це наступним. Використання одного і того ж термопластичного матеріалу для всіх шарів труби: 2 UA 75441 U 5 10 15 20 25 30 35 40 45 50 55 60 - скорочує номенклатуру сировини, дозволяє застосувати один і той технологічний процес екструзії (однакові режими екструзії) для утворення внутрішнього, середнього і зовнішнього шарів труби; - забезпечує однорідність матеріалу і фізико-хімічних властивостей в поперечному перетині труби, що знижує вірогідність розшарування і забезпечує монолітність труби. Нанесення зовнішнього шару в гарячому стані третьої трубної заготівки при температурі 0,85-0,95 від температури плавлення термопластичного матеріалу середнього шару підвищує надійність адгезійного зчеплення шарів труби. Все, вище вказане, дозволяє спростити технологію і підвищити механічні властивості труби пластмасової армованої. Нижче приводиться докладний опис способу виготовлення труби пластмасової, армованої з посиланнями на креслення, на яких показано: Фіг. 1 - Спосіб виготовлення труби пластмасової, армованої, дільниця виготовлення першої трубної заготівки. Фіг. 2 - Спосіб виготовлення труби пластмасової, армованої, дільниця виготовлення другої трубної заготівки. Фіг. 3 - Спосіб виготовлення труби пластмасової, армованої, дільниця виготовлення третьої трубної заготівки. Фіг. 4 - Спосіб виготовлення труби пластмасової, армованої, дільниця нанесення зовнішнього шару. Фіг. 5 - Спосіб виготовлення труби пластмасової, армованої, труба армована дротяною сітчастою арматурою. Фіг. 6 - Спосіб виготовлення труби пластмасової, армованої, перетин А-А на фіг. 5. Фіг. 7 - Спосіб виготовлення труби пластмасової, армованої, труба армована спірально навитою смуговою арматурою. Фіг. 8 - Спосіб виготовлення труби пластмасової, армованої, вузол І на фіг. 7 у збільшеному масштабі. Технологія виробництва труби пластмасовою, армованою представляє комплекс взаємопов'язаних технологічних операцій від підготовки сировини до випуску готової продукції. Технологія включає наступні операції. Сировину - гранульований поліетилен ПЭ-80 або ПЭ-100 - з складу сировини 1 транспортують у відділення підготовки сировини 2. У відділенні підготовки сировини 2 розпаковують тару, гранули поліетилену пересипають в транспортну технологічну тару, зважують і доставляють в зону завантаження технологічної лінії. Гранульований поліетилен з транспортної технологічної тари подають на дільницю 3 виготовлення першої трубної заготівки, як внутрішнього шару труби пластмасової, армованої. Гранульований поліетилен подають в перший шнековий екструдер 4. По всій довжині екструдера 4 встановлені нагрівачі кільцевого типу і датчики контролю температури (не показані), які дозволяють управляти температурою розплаву гранульованого поліетилену в екструдері. Розплав поліетилену з першого екструдера 4 надходить в екструзійну головку 5, в якій за допомогою формоутворювальних циліндричних поверхонь - дорн для внутрішнього діаметру і матриця для зовнішнього діаметру (не показані) - на виході головки 5 одержують заготівку у вигляді труби 6. На екструзійній головці 5 встановлені кільцеві нагрівачі і датчики нагріву матеріалу (не показані), що дозволяють регулювати температурний режим процесу екструзії. Одержана трубна заготівка б подається у вакуумний блок калібрування і охолоджування трубної заготівки 7, в якому одержують трубу із заданими зовнішнім і внутрішнім діаметром і товщиною стінки. Принцип калібрування - по зовнішньому діаметру труби. Для рівномірного протягання труби через вакуумний блок калібрування і охолоджування 7 встановлений тягнучий пристрій гусеничного типу 8. На виході дільниці 3 одержують першу трубну заготівку 9, як внутрішній шар труби пластмасової, армованої. Першу трубну заготівку 9 направляють на дільницю 10 виготовлення другої трубної заготівки. На першу трубну заготівку 9 наносять арматуру у вигляді сталевого дроту 11, який надходить з барабанів 12, що безперервно обертаються, в'язального агрегату 13 з утворенням дротяної сітки 14 на поверхні труби 9, або у вигляді опуклої смуги 15, яка спірально навивається на поверхню труби 9, надходячи з барабана 16 навивального агрегату 17. На виході дільниці 10 одержують другу трубну заготівку 18 у вигляді труби 9 з дротяною сітчастою арматурою 14, або другутрубну заготівку 19 у вигляді труби 9 із смуговою арматурою 15, спірально навитою на поверхню труби 9. Другу трубну заготівку 18 або другу трубну заготівку 19 подають на дільницю 20 виготовлення третьої трубної заготівки. На другу трубну заготівку 18 або 19 наносять середній 3 UA 75441 U 5 10 15 20 25 30 35 шар 21 методом екструзії поліетилену ПЭ-80 або ПЭ-100 (тобто того ж матеріалу, з якого виготовлена перша трубна заготівка 9, як внутрішній шар труби пластмасової, армованої) за допомогою другого екструдера 22 з екструзійною головкою 23. В результаті дротяна сітчаста арматура 14 або спіральний навита смугова арматура 15 заливаються шаром 21 поліетилену ПЭ-80 або ПЭ-100 (середній шар труби пластмасової, армованої). На виході дільниці 20 одержують третю трубну заготівку 24 у вигляді труби 9 з дротяною сітчастою арматурою 14, залитою шаром 21 поліетилену, або третю трубну заготівку 25 у вигляді труби 9 із смуговою арматурою 15, спірально навитою на поверхню труби 9 і залитою шаром 21 поліетилену. Третю трубну заготівку 24 або третю трубну заготівку 25 подають на дільницю 26 нанесення зовнішнього шару 27 труби пластмасової, армованої. Нанесення зовнішнього шару 27 виконують методом екструзії поліетилену ПЭ-80 або ПЭ-100 (тобто того ж матеріалу, з якого виготовлені внутрішній і середній шари труби пластмасової, армованої) за допомогою третього екструдера 28 з екструзійною головкою 29. Нанесення зовнішнього шару 27 виконують в гарячому стані трубних заготовок 24 або 25 при температурі середнього шару 21 185-195 °C (0,85-0,95 від температури плавлення термопластичного матеріалу середнього шару поліетилену), що забезпечує надійне з'єднання (зчеплення) зовнішнього шару 27 з середнім шаром 21 труби. В результаті після екструзійної головки 29 одержують трубні заготовки 30 або 31, які подаються в другий вакуумний блок калібрування і охолоджування трубної заготівки 32 для остаточного формування труби пластмасової, армованої. Принцип калібрування - по зовнішньому діаметру труби. Для рівномірного протягання труби через другий вакуумний блок калібрування і охолоджування 32 встановлено тягнучий пристрій гусеничного типу 33. В результаті на виході дільниці 26 одержують трубу пластмасову, армовану 34 або 35, як готовий виріб із заданими зовнішнім, внутрішнім діаметрами і товщиною стінки. Для формування труб мірної довжини передбачена відрізна машина (не показана). Труби пластмасові, армовані 34 або 35 відправляють на склад готової продукції. Управління технологічним устаткуванням здійснюється за допомогою блоків автоматики з програмованими логічними контролерами, в яких виконується реєстрація всіх технологічних параметрів процесу виробництва, виробка необхідних сигналів управління виконавчими механізмами. Технологічний ланцюг виробництва труб пластмасових, армованих схематично показано на фіг. 1-4. На фіг. 5, 6 показана труба пластмасова армована дротяною сітчастою арматурою 14, а на фіг. 7, 8 - труба пластмасова армована спірально навитою смуговою арматурою 15, як готові вироби. Нижче, в табличній формі наводяться приклади труб пластмасових, армованих, виготовлених відповідно до способу, що заявляється. 4 UA 75441 U Труба пластмасова Труба пластмасова армована армована дротяною арматурою спірально навитою смуговою арматурою Геометричні характеристики труб пластмасових, армованих Діаметр внутрішній, мм 75 Діаметр внутрішній, мм 300 Діаметр зовнішній, мм 90 Діаметр зовнішній, мм 335 Товщина внутрішнього Товщина внутрішнього 3,5 2,5 шару, мм шару, мм Товщина середнього Товщина середнього шару, 1,5 2,5 шару, мм мм Товщина зовнішнього Товщина зовнішнього 2,5 2,5 шару, мм шару, мм Характеристики арматури труб пластмасових, армованих Дріт стальний, Смуга стальна, СТ-3, Вид арматури Вид арматури СТ-3 опукла Ширина смуги, мм 57,5 Діаметр дроту, мм 0,8 Товщина смуги, мм 0,5 20 Радіус вигину смуги, мм Навивання на Спіральне навивання внутрішній шар Спосіб нанесення Спосіб нанесення на внутрішній шар труби в вигляді труби дротяної сітки Кут навивки, град. 54 Кут навивки, град 75 Крок навивки, мм 10 Крок навивки, мм 59 Механічні характеристики труби пластмасової, армованої Щільність матеріалу, 3 954 Щільність матеріалу, кг/м 954 3 кг/м Клас безпеки 4 Клас безпеки 4 Робочий тиск, МПа 1,2-2,5 Стійкість при постійному 2 Кільцева жорсткість, кН/м не менше 20 внутрішньому тиску, не менше 100 годин Коефіцієнт лінійного теплового розширення, 0,13 мм/м°С 5 Спосіб виготовлення труби пластмасової, армованої, що заявляється, забезпечує спрощення технологічного процесу спрощення технології і підвищення механічних властивостей труби. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 20 1. Спосіб виготовлення труби пластмасової, армованої, що включає виготовлення внутрішнього шару труби у вигляді першої трубної заготівки з термопластичного матеріалу, виготовлення другої трубної заготівки шляхом закріплення арматури на першій трубній заготівці, виготовлення третьої трубної заготівки шляхом нанесення в'яжучого термопластичного матеріалу на другу трубну заготівку з утворенням середнього шару труби з арматурою всередині шару, нанесення на третю трубну заготівку зовнішнього шару термопластичного матеріалу з отриманням готового виробу, який відрізняється тим, що для виготовлення внутрішнього, середнього і зовнішнього шарів труби застосовують один і той же термопластичний матеріал, при цьому нанесення зовнішнього шару виконують в гарячому стані третьої трубної заготівки при температурі 0,85-0,95 від температури плавлення термопластичного матеріалу середнього шару. 2. Спосіб за п. 1, який відрізняється тим, що виготовлення першої трубної заготівки, нанесення в'яжучого матеріалу на другу трубну заготівку, нанесення зовнішнього шару на третю трубну заготівку виконують методом екструзії термопластичного матеріалу. 3. Спосіб за п. 1, який відрізняється тим, що як термопластичний матеріал використовують поліетилен. 5 UA 75441 U 4. Спосіб за п. 1, який відрізняється тим, що як арматуру використовують сталевий дріт, навитий у вигляді сітки на першу трубну заготівку. 5. Спосіб за п. 1, який відрізняється тим, що як арматуру використовують сталеву опуклу смугу, спірально навиту на першу трубну заготівку. 6 UA 75441 U Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of plastic reinforced pipe
Автори англійськоюAnastasova Tetiana Mykolaivna
Назва патенту російськоюСпособ изготовления трубы пластмассовой, армированной
Автори російськоюАнастасова Татьяна Николаевна
МПК / Мітки
МПК: F16L 9/128
Мітки: армованої, виготовлення, пластмасової, трубі, спосіб
Код посилання
<a href="https://ua.patents.su/9-75441-sposib-vigotovlennya-trubi-plastmasovo-armovano.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення труби пластмасової, армованої</a>
Спосіб виготовлення армованої бетонної труби

Номер патенту: 15709
Опубліковано: 17.07.2006
Автори: Бочарова Ірина Миколаївна, Ященко Ольга Михайлівна, Михайлішина Ніна Зиновієвна, Кліпов Валерій Дмитрович, Божко Василь Іванович, Рибалка Євген Олексійович, Чувашов Юрій Миколайович
МПК: B28B 23/02, B28B 21/02, F16L 9/00
Мітки: армованої, виготовлення, бетонної, спосіб, трубі
Формула / Реферат:
Спосіб виготовлення армованої бетонної труби, що включає подачу бетонної суміші, формування з бетонної суміші труби, армування зовнішньої поверхні труби джгутами зі скловолокна, який відрізняється тим, що армування зовнішньої поверхні труби проводять шляхом укладання джгутів із скловолокна, змочених зв'язуючим, уздовж обичайки бетонної труби на однаковій відстані один від одного, при цьому на укладені джгути додатково намотують спірально...
Спосіб виготовлення корозійностійкої напірної труби
Номер патенту: 11763
Опубліковано: 16.01.2006
Автори: Войтович Іван Васильович, Петроченко В'ячеслав Ілліч, Ковтунович Іван Васильович, Левченко Анатолій Ісидорович, Фененко Анатолій Никифорович
МПК: F16L 58/02
Мітки: напірної, трубі, корозійностійкої, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення корозійностійкої напірної труби, що включає нанесення на неї твердіючого розчину антикорозійного покриття на зовнішню та внутрішню поверхні, який відрізняється тим, що нанесення внутрішнього та зовнішнього шарів здійснюють за рахунок співвісного розташування сталевого сердечника між двома полімерними оболонками з зазором з наступним заповненням зазорів твердіючим розчином шляхом нагнітання його через один торець та...
Спосіб виготовлення наповненої жорсткої пластмасової тари
Номер патенту: 67814
Опубліковано: 15.07.2004
Автор: Велай Емері І. (помер)
МПК: B29C 49/02, B65B 3/00, B29C 43/02
Мітки: пластмасової, наповненої, виготовлення, тари, спосіб, жорсткої
Формула / Реферат:
1. Спосіб виготовлення наповненої пластмасової тари, при якому виготовляють пластмасову заздалегідь відформовану заготовку за допомогою прямого пресування на пункті виготовлення заздалегідь відформованої заготовки, формують роздуванням згадану заздалегідь відформовану заготовку в форму остаточної тари на пункті формування роздуванням і наповнюють згадану відформовану роздуванням тару на пункті наповнення, який відрізняється тим, що...
Спосіб виготовлення безшовної сталевої труби
Номер патенту: 90116
Опубліковано: 12.04.2010
Автори: Лефебвр Пьєр, Візер Руперт, Коппенштайнер Роберт, Віденмаєр Стефан, Кюммерлінг Ролф, Прассер Крістоф
МПК: B21J 7/00, B21J 5/00, B21J 13/00, B21B 23/00, B21J 5/06
Мітки: трубі, сталевої, виготовлення, спосіб, безшовної
Формула / Реферат:
1. Спосіб виготовлення безшовної сталевої труби, згідно з яким трубу виготовляють гарячим способом, при якому з нагрітої до температури деформації болванки на першому етапі деформації шляхом прошивки одержують товстостінну порожнисту заготовку, яку потім на другому етапі деформації витягують при зміні діаметра та товщини стінки і одержують готову трубу, який відрізняється тим, що другий етап деформації характеризується процесом радіального...
Спосіб виготовлення завальцьованої армованої колючої стрічки
Номер патенту: 34922
Опубліковано: 26.08.2008
Автор: Ткаченко Юрій Володимирович
МПК: B21F 25/00
Мітки: завальцьованої, спосіб, стрічки, виготовлення, армованої, колючо
Формула / Реферат:
Спосіб виготовлення армованої колючої стрічки, який полягає у тому, що у стрічці, на деякій відстані від осі симетрії, з обох боків рівномірно пробивають симетричні зовнішні відкриті кишені, перемички між якими утворюють велику кількість протилежних пар елементів, кожний з яких складається з основи та протилежно направлених зубців, розташованих із зовнішніх боків елемента, а вістрями кожного з зубців є кути, що утворені між зовнішньою...
Попередній патент: Урна для сміття
Наступний патент: Пристрій захисний “спіральний протектор пзс-dпр”
Випадковий патент: Штифт двосторонньої посиленої фіксації