Пристрій для обробки гвинтових профілів віброобкочуванням
Формула / Реферат
Пристрій для обробки гвинтових профілів, переважно архімедових черв′яків, віброобкочуванням, який виконаний у вигляді головки із розміщеними в ній рівномірно по колу корпусами з робочими інструментами, встановленої на привідному шпинделі, пристрій оснащений підпружиненими штовхачами, які розміщені у корпусах, а також охоплюючим головку кільцем, яке розміщене ексцентрично відносно осі головки і контактує зі штовхачами, встановленими перпендикулярно до осі головки з можливістю їх зворотно-поступального переміщення, при цьому штовхачі виконані з поздовжніми наскрізними пазами, а робочий інструмент виконаний у вигляді підпружинених віброобкатників і встановлений шарнірно в пазах штовхачів, кільце встановлене по відношенню до осі головки з ексцентриситетом, що дорівнює відношенню висоти профілю до кількості встановлених віброобкатників, який відрізняється тим, що головка виконана у вигляді пустотілого циліндра, жорстко встановленого за допомогою гвинтів у провушинах на стійках, закріплених на плиті, з'єднаній із супортом токарного верстата, і у стінці цієї головки виконані рівномірно розміщені по колу наскрізні вікна, зміщені одне відносно одного вздовж поздовжньої її осі на віддаль, яка дорівнює відношенню кроку гвинтового профілю до кількості вікон, а поздовжні осі симетрії цих вікон розміщені під кутом, що дорівнює ділильному куту підйому лінії витка черв'яка, і на внутрішній циліндричній поверхні головки сформована різьбова поверхня, спряжена із оброблюваним віброобкочуванням гвинтовим профілем, а на зовнішній циліндричній поверхні головки навпроти наскрізних вікон встановлені порожнисті корпуси з можливістю регулювання їх кутового положення за допомогою косих наскрізних пазів, виконаних в основі порожнистих корпусів, і в цих корпусах паралельно до сліду гвинтової поверхні, отриманого при перерізі цієї поверхні площиною, яка проходить через поздовжню вісь архімедового черв'яка і через вектор швидкості осциляційного руху віброобкатника, рухомо встановлені трубчаті повзуни, зафіксовані від провертання гвинтами, які входять у пази, виконані на зовнішніх поверхнях трубчатих повзунів, у яких, в свою чергу, шарнірно встановлені віброобкатники, що одними кінцями контактують з оброблюваною поверхнею гвинтового профілю, а на інших їх кінцях виконані наскрізні пази, через які пропущені зафіксовані гайками болти, спряжені із різьбовими отворами, виконаними у стінках трубчатих повзунів, між внутрішніми торцями головок болтів та бічними гранями віброобкатників встановлені таровані пружини, а у верхніх частинах трубчастих повзунів, виконаних із прорізями, встановлені із можливістю регулювання в осьовому напрямку за допомогою гвинтів штовхачі з роликами, що контактують із кільцевим торцевим пазом кільця, яке встановлене своїми торцевими виступами з можливістю радіального регулювання положення у радіальні пази диска, встановленого концентрично відносно осі пустотілого циліндра, і цей диск жорстко з'єднаний із зірочкою, яка за допомогою привідного роликового і втулкового ланцюга кінематично з'єднана із ведучою зірочкою, жорстко встановленою на валу електродвигуна приводу руху осциляцій віброобкатників.
Текст
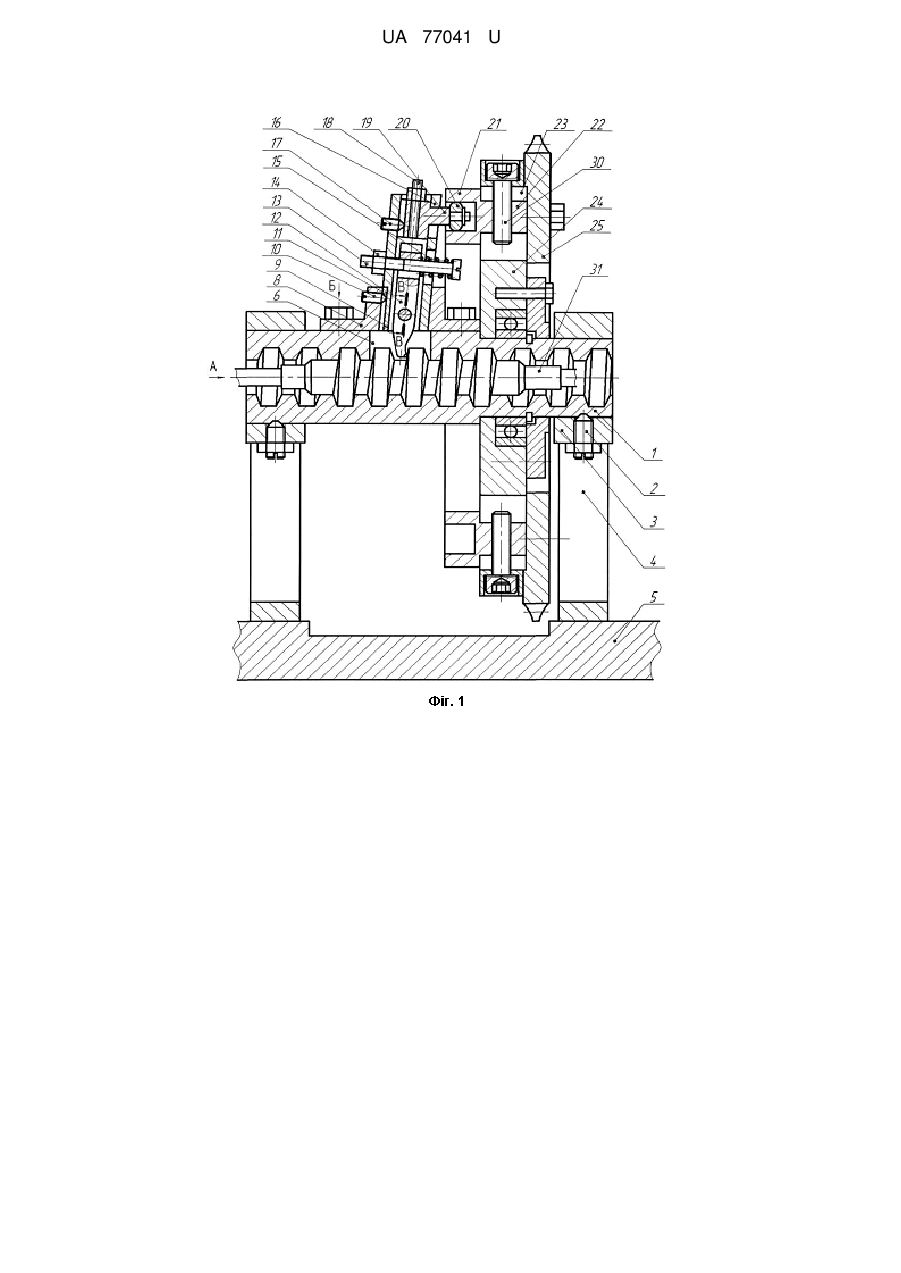
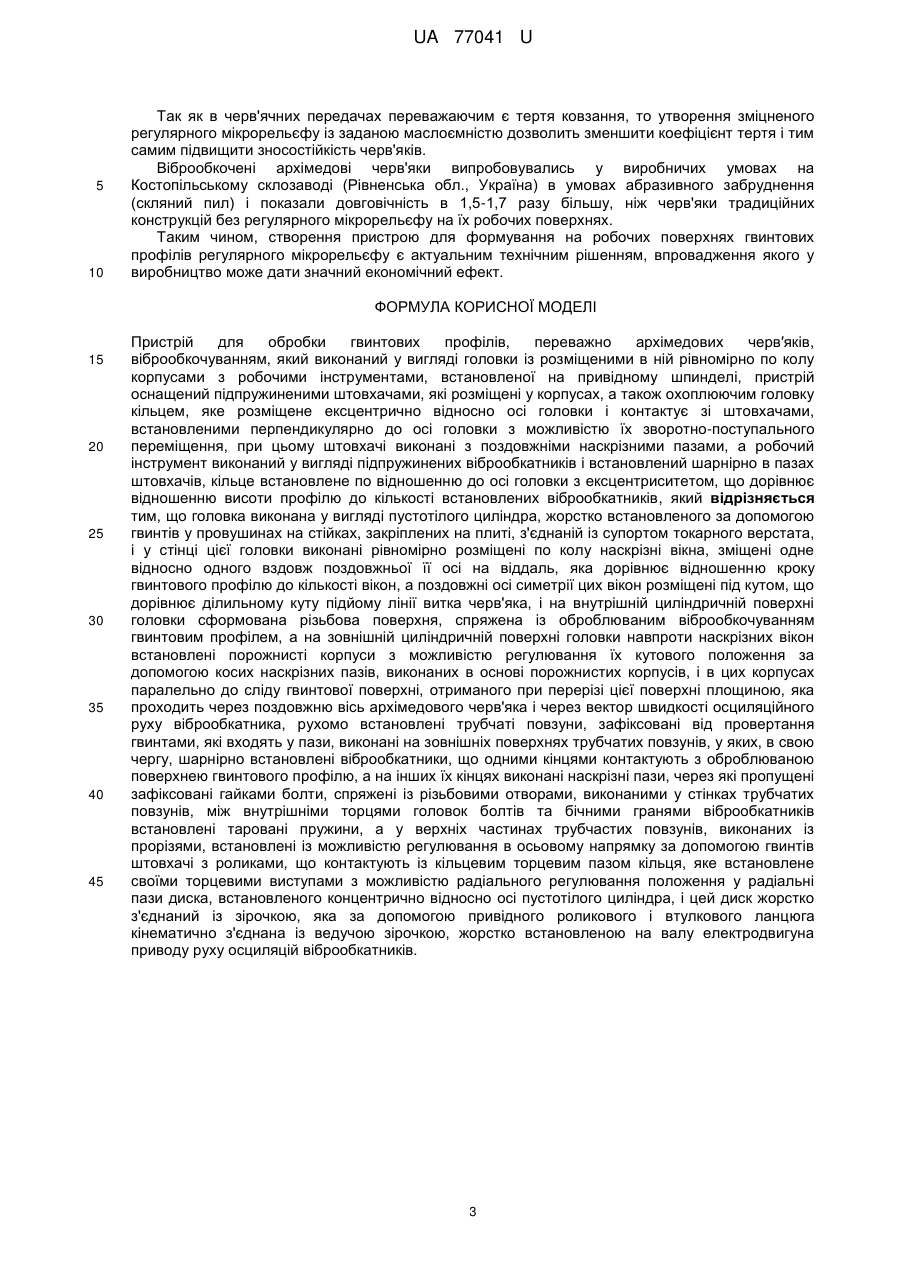
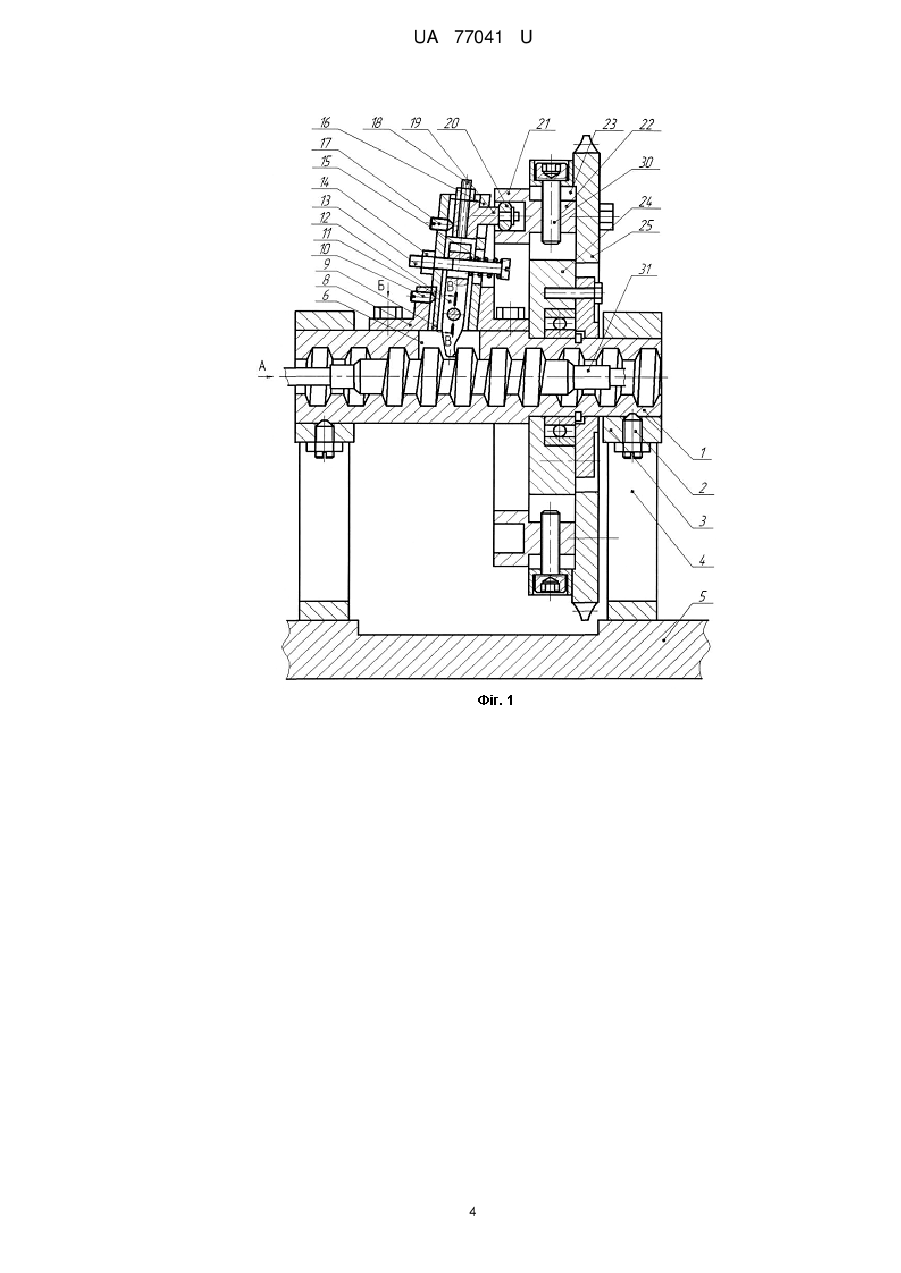
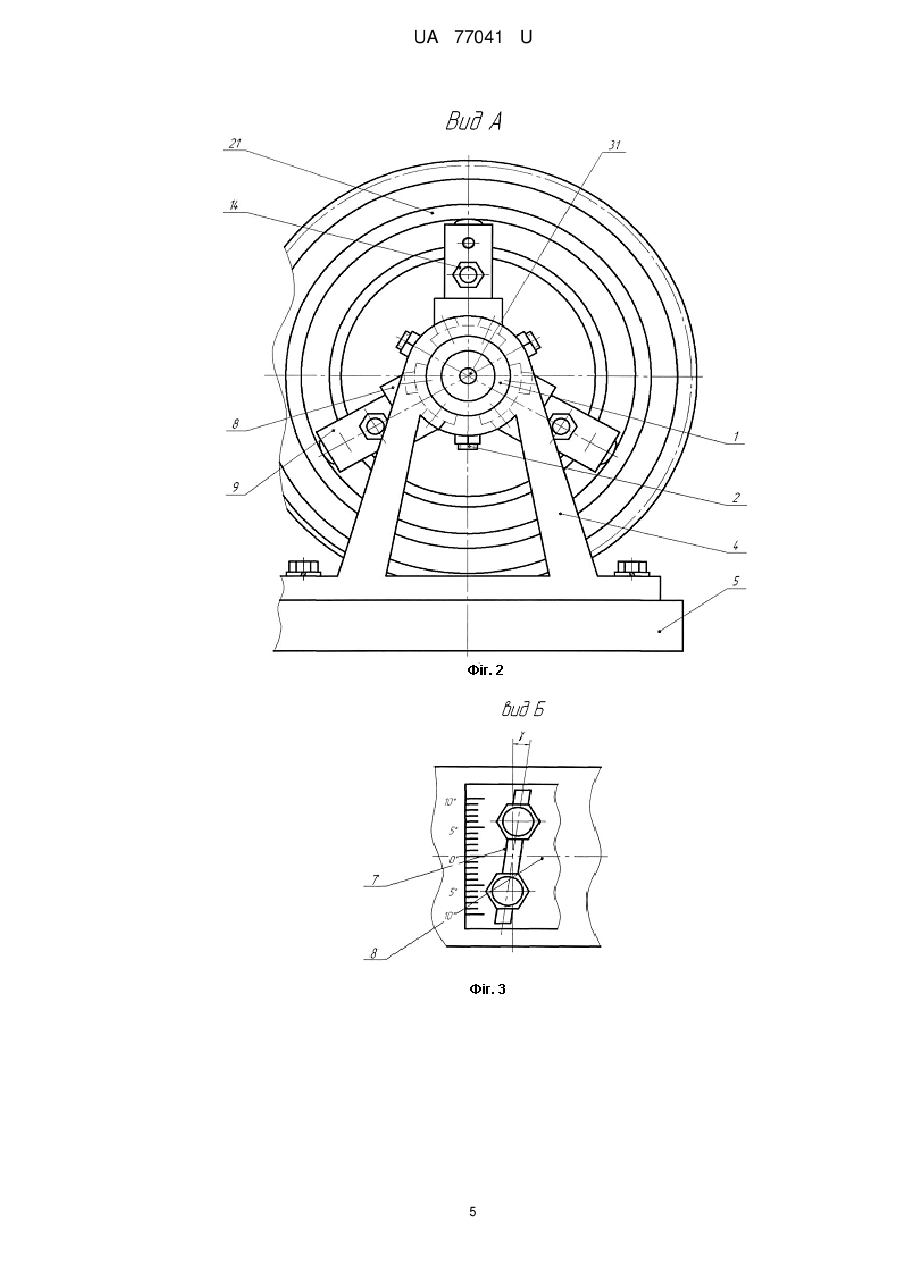
Реферат: Пристрій для обробки гвинтових профілів віброобкочуванням містить головку у вигляді пустотілого циліндра, жорстко встановлену на привідному шпинделі, із розміщеними в ній рівномірно по колу корпусами з робочими інструментами у вигляді підпружинених віброобкатників. Пристрій оснащений підпружиненими штовхачами, розміщеними у корпусах, та кільцем, яке охоплює головку, розміщене ексцентрично відносно її осі і контактує зі штовхачами, встановленими перпендикулярно до осі головки з можливістю їх зворотнопоступального переміщення. На внутрішній циліндричній поверхні головки сформована різьбова поверхня, спряжена із оброблюваним віброобкочуванням гвинтовим профілем. На зовнішній поверхні головки навпроти наскрізних вікон встановлені порожнисті корпуси з можливістю регулювання їх кутового положення. В корпусах рухомо встановлені трубчаті повзуни, в яких шарнірно встановлені віброобкатники, які одними кінцями контактують з оброблюваною поверхнею. У верхніх частинах трубчастих повзунів встановлені із можливістю регулювання в осьовому напрямку штовхачі з роликами, що контактують із кільцевим торцевим пазом кільця, яке встановлене своїми торцевими виступами з можливістю радіального регулювання положення у радіальні пази диска, встановленого концентрично відносно осі пустотілого циліндра. Диск жорстко з'єднаний із зірочкою, яка за допомогою привідного роликового і втулкового ланцюга кінематично з'єднана із ведучою зірочкою, жорстко встановленою на валу електродвигуна приводу руху осциляцій віброобкатників. UA 77041 U (54) ПРИСТРІЙ ДЛЯ ОБРОБКИ ГВИНТОВИХ ПРОФІЛІВ ВІБРООБКОЧУВАННЯМ UA 77041 U UA 77041 U 5 10 15 20 25 30 35 40 45 50 55 60 Пропонується пристрій для обробки гвинтових поверхонь (переважно архімедових черв'яків), який може знайти застосування в редукторо- та приладобудуванні, а також в інших галузях машинобудування. Найближчим до запропонованого є пристрій для обробки гвинтових профілів віброобкочуванням, який виконаний у вигляді головки із розміщеними в ній рівномірно по колу корпусами з робочими інструментами, встановленої на привідному шпинделі, і цей пристрій оснащений підпружиненими штовхачами, розміщеними в корпусах, а також охоплюючим головку кільцем, яке розміщене ексцентрично відносно осі головки і контактує зі штовхачами, встановленими перпендикулярно до осі головки з можливістю їх зворотно-поступального переміщення, при цьому штовхачі виконані з поздовжніми наскрізними пазами, а робочий інструмент - у вигляді підпружинених віброобкатників й установлений шарнірно в пазах штовхачів, кільце встановлене по відношенню до осі головки з ексцентриситетом, що дорівнює відношенню висоти профілю до кількості встановлених віброобкатників (див. а. с. СРСР 538794, МПК В21НЗ/06, опубл. 15.12.1976, бюл. № 46). Недоліками відомого пристрою для обробки гвинтових профілів є необхідність наявності спеціального комплекту шестерень для забезпечення необхідних кінематичних зв'язків, а також недостатня жорсткість охоплюючого кільця, яка призводить до різної його деформації і тим самим - до незабезпечення регулярного мікрорельєфу. Крім цього, у випадку збільшення жорсткості охоплюючого кільця буде збільшуватися його маса, що при зворотно-поступальному русі призводить до виникнення динамічних навантажень і утворення нерегулярного мікрорельєфу. Технічною задачею корисної моделі є створення пристрою для обробки гвинтових профілів вібраційним обкочуванням. Поставлена задача вирішується тим, що у пристрої для обробки гвинтових профілів (переважно архімедових черв'яків) віброобкочуванням, який виконаний у вигляді головки із розміщеними в ній рівномірно по колу корпусами з робочими інструментами, встановленої на привідному шпинделі, і цей пристрій оснащений підпружиненими штовхачами, розміщеними в корпусах, а також охоплюючим головку кільцем, яке розміщене ексцентрично відносно осі головки і контактує зі штовхачами, встановленими перпендикулярно до осі головки з можливістю їх зворотно-поступального переміщення, при цьому штовхачі виконані з поздовжніми наскрізними пазами, а робочий інструмент - у вигляді підпружинених віброобкатників й установлений шарнірно в пазах штовхачів, і кільце встановлене по відношенню до осі головки з ексцентриситетом, що дорівнює відношенню висоти профілю до кількості встановлених віброобкатників, згідно з корисною моделлю, головка виконана у вигляді пустотілого циліндра, жорстко встановленого за допомогою гвинтів у провушинах на стійках, закріплених на плиті, з'єднаній із супортом токарного верстата, і у стінці цієї головки виконані рівномірно розміщені по колу наскрізні вікна, зміщені одне відносно одного вздовж поздовжньої її осі на віддаль, яка дорівнює відношенню кроку гвинтового профілю до кількості вікон, і поздовжні осі симетрії цих вікон розміщені під кутом, що дорівнює ділильному куту підйому лінії витка черв'яка, і на внутрішній циліндричній поверхні головки сформована різьбова поверхня, спряжена із оброблюваним віброобкочуванням гвинтовим профілем, а на зовнішній циліндричній поверхні головки навпроти наскрізних вікон встановлені порожнисті корпуси з можливістю регулювання їх кутового положення за допомогою косих наскрізних пазів, виконаних в основі порожнистих корпусів, і в цих корпусах паралельно до сліду гвинтової поверхні, отриманого при перерізі цієї поверхні площиною, яка проходить через поздовжню вісь архімедового черв'яка і через вектор швидкості осциляційного руху віброобкатника, рухомо встановлені трубчасті повзуни, зафіксовані від провертання гвинтами, які входять у пази, виконані на зовнішніх поверхнях трубчастих повзунів, у яких, в свою чергу, шарнірно встановлені віброобкатники, що одними кінцями контактують з оброблюваною поверхнею гвинтового профілю, а на інших їх кінцях виконані наскрізні пази, через які пропущені зафіксовані гайками болти, спряжені із різьбовими отворами, виконаними у стінках трубчастих повзунів, і між внутрішніми торцями головок болтів та бічними гранями віброобкатників встановлені таровані пружини, а у верхніх частинах трубчастих повзунів, виконаних із прорізами, встановлені із можливістю регулювання в осьовому напрямку за допомогою гвинтів штовхачі з роликами, що контактують із кільцевим торцевим пазом кільця, яке встановлене своїми торцевими виступами з можливістю радіального регулювання положення у радіальні пази диска, встановленого концентрично відносно осі пустотілого циліндра, і цей диск жорстко з'єднаний із зірочкою, яка за допомогою привідного роликового і втулкового ланцюга кінематично з'єднана із ведучою зірочкою, жорстко встановленою на валу електродвигуна приводу руху осциляцій віброобкатників. 1 UA 77041 U 5 10 15 20 25 30 35 40 45 50 55 Суть корисної моделі пояснюється графічними матеріалами. На фіг. 1 поданий загальний вигляд пристрою у розрізі; на фіг. 2 - вигляд А на фіг. 1; на фіг. 3 - вигляд Б на фіг. 1; на фіг. 4 переріз В-В на фіг. 1; на фіг. 5 - кінематична схема пристрою; на фіг. 6 - схема розміщення настройки віброобкатників для отримання регулярного мікрорельєфу з канавками, які перетинаються. Пристрій для обробки гвинтових профілів віброобкочуванням має головку 1 (фіг. 1, фіг. 2, фіг. 5), виконану у вигляді пустотілого циліндра, жорстко встановлену за допомогою гвинтів 2 у провушини 3 на стійках 4, закріплених на плиті 5, розміщеній, наприклад, на супорті токарного верстата (на фігурах умовно не показано). В головці 1 виконані рівномірно розміщені по колу наскрізні вікна 6, які зміщені одне відносно одного вздовж поздовжньої осі головки 1 на віддаль, яка дорівнює відношенню кроку гвинтового профілю (архімедового черв'яка) до кількості пазів, а поздовжні осі симетрії цих вікон 6 (фіг. 3) розміщені під кутом, що дорівнює ділильному куту підйому лінії витка. На внутрішній циліндричній поверхні головки 1 сформована різьбова поверхня, спряжена із оброблюваним віброобкочуванням гвинтовим профілем, а на зовнішній циліндричній поверхні головки 1 гвинтового профілю (архімедового черв'яка) навпроти наскрізних вікон 6 з можливістю регулювання кутового положення за допомогою косих пазів 7 (фіг. 3) встановлені порожнисті корпуси 8 (фіг. 1, фіг. 2). У порожнистих корпусах 8 (фіг. 1) є рухомі в радіальному напрямку трубчасті повзуни 9, які фіксуються від провертання гвинтом 10, який входить в паз 11. В трубчастих повзунах 9 шарнірно встановлені віброобкатники 12, які одними кінцями контактують з оброблюваною поверхнею, а на інших є наскрізні пази, через які пропущені болти 13, спряжені з різьбовими отворами, виконаними в стінках трубчастих повзунів 9, і зафіксовані гайками 14. Між внутрішнім торцем головки болта 13 і бічною гранню віброобкатника 12 встановлена тарована пружина 15. У верхній частині трубчастого повзуна 9, виконаній з прорізом 16, встановлений з можливістю регулювання в осьовому напрямку за допомогою гвинтів 17 і 18 штовхач 19 з роликом 20, який контактує з кільцевим торцевим пазом кільця 21, встановленого своїми торцевими виступами 22 в радіальні пази 23 концентрично встановленого відносно осі головки 1 (пустотілого циліндра) диска 24, до якого жорстко прикріплена зірочка 25 (фіг. 1, фіг. 5), яка за допомогою привідного роликового і втулкового ланцюга 26 (фіг. 5) кінематично з'єднана із ведучою зірочкою 27, жорстко спряженою із валом 28 електродвигуна 29 приводу руху осциляцій віброобкатників. Кільце 21 з'єднане з диском 24 за допомогою регулювальних гвинтів 30. Заготовка 31, наприклад архімедовий черв'як, встановлена в головці (пустотілому циліндрі) 1 і з'єднана, наприклад, за допомогою муфти 32 (фіг. 5) і висувної шпонки 33 із втулкою 34 в патроні 35 токарного верстата (на фігурах не показано). Пристрій працює таким чином. В залежності від заданого виду мікрорельєфу віброобкатники розміщують (налагоджують) на певних радіусах за допомогою регулювальних гвинтів 18 і стопорних гвинтів 17 (фіг. 1) і в залежності від кроку гвинтового профілю (архімедового черв'яка) зміщують їх один відносно одного на віддаль, яка дорівнює =t/i, де t - крок черв'яка, і - кількість віброобкатників. Для налагодження пристрою на заданий тип мікрорельєфу, наприклад з канавками, що перетинаються, порожнисті корпуси 8 (фіг. 1) зміщують один відносно одного в круговому напрямку на кут, який забезпечує неспівпадання синусоїдальних профілів, тобто досягають зсуву фаз, а суміжні віброобкатники в радіальному напрямку зміщують відносно лінії симетрії мікрорельєфу на відстань від Lmin=2f+ до Lmax=2А-(2f+), де f - ширина канавки, яка утворюється внаслідок проникнення віброобкатника в оброблювану поверхню; - величина перекриття, 0≤≤2А; А - амплітуда синусоїдального мікрорельєфу (див. схему на фіг. 5). Необхідну величину амплітуди А=2е, де e - величина ексцентриситету зміщення кільця 21 відносно диска 24 (фіг. 6), забезпечують шляхом ексцентричного встановлення кільця 21 відносно диска 24 за допомогою регулювальних гвинтів 30 (фіг. 1, фіг. 6). Після налагодження пристрою одночасно включають приводи обертання заготовки 31 і диска 24 (фіг. 1, фіг. 5). Заготовка 31, яка має малу частоту обертання, обертаючись, отримує і поздовжнє переміщення, а віброобкатники 12, які контактують з оброблюваною поверхнею під дією тарованих пружин 15, разом з повзунами 9 виконують радіальні осцилюючі рухи (фіг. 5). Таким чином, на оброблюваній поверхні в результаті суми всіх рухів утворюється регулярний синусоїдальний мікрорельєф. Підбираючи відношення частот обертання диска 24 і заготовки 31 (фіг. 1), а також, настроюючи обкатники на певний вид мікрорельєфу із заданим ступенем перекриття канавок, можна отримати необхідну площу обробки віброобкочуванням. Як показує практика експлуатації віброобкочених поверхонь тертя, зносостійкість пар, які труться, в залежності від умов експлуатації підвищується в 1,4-1,6 разу. 2 UA 77041 U 5 10 Так як в черв'ячних передачах переважаючим є тертя ковзання, то утворення зміцненого регулярного мікрорельєфу із заданою маслоємністю дозволить зменшити коефіцієнт тертя і тим самим підвищити зносостійкість черв'яків. Віброобкочені архімедові черв'яки випробовувались у виробничих умовах на Костопільському склозаводі (Рівненська обл., Україна) в умовах абразивного забруднення (скляний пил) і показали довговічність в 1,5-1,7 разу більшу, ніж черв'яки традиційних конструкцій без регулярного мікрорельєфу на їх робочих поверхнях. Таким чином, створення пристрою для формування на робочих поверхнях гвинтових профілів регулярного мікрорельєфу є актуальним технічним рішенням, впровадження якого у виробництво може дати значний економічний ефект. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 30 35 40 45 Пристрій для обробки гвинтових профілів, переважно архімедових черв′яків, віброобкочуванням, який виконаний у вигляді головки із розміщеними в ній рівномірно по колу корпусами з робочими інструментами, встановленої на привідному шпинделі, пристрій оснащений підпружиненими штовхачами, які розміщені у корпусах, а також охоплюючим головку кільцем, яке розміщене ексцентрично відносно осі головки і контактує зі штовхачами, встановленими перпендикулярно до осі головки з можливістю їх зворотно-поступального переміщення, при цьому штовхачі виконані з поздовжніми наскрізними пазами, а робочий інструмент виконаний у вигляді підпружинених віброобкатників і встановлений шарнірно в пазах штовхачів, кільце встановлене по відношенню до осі головки з ексцентриситетом, що дорівнює відношенню висоти профілю до кількості встановлених віброобкатників, який відрізняється тим, що головка виконана у вигляді пустотілого циліндра, жорстко встановленого за допомогою гвинтів у провушинах на стійках, закріплених на плиті, з'єднаній із супортом токарного верстата, і у стінці цієї головки виконані рівномірно розміщені по колу наскрізні вікна, зміщені одне відносно одного вздовж поздовжньої її осі на віддаль, яка дорівнює відношенню кроку гвинтового профілю до кількості вікон, а поздовжні осі симетрії цих вікон розміщені під кутом, що дорівнює ділильному куту підйому лінії витка черв'яка, і на внутрішній циліндричній поверхні головки сформована різьбова поверхня, спряжена із оброблюваним віброобкочуванням гвинтовим профілем, а на зовнішній циліндричній поверхні головки навпроти наскрізних вікон встановлені порожнисті корпуси з можливістю регулювання їх кутового положення за допомогою косих наскрізних пазів, виконаних в основі порожнистих корпусів, і в цих корпусах паралельно до сліду гвинтової поверхні, отриманого при перерізі цієї поверхні площиною, яка проходить через поздовжню вісь архімедового черв'яка і через вектор швидкості осциляційного руху віброобкатника, рухомо встановлені трубчаті повзуни, зафіксовані від провертання гвинтами, які входять у пази, виконані на зовнішніх поверхнях трубчатих повзунів, у яких, в свою чергу, шарнірно встановлені віброобкатники, що одними кінцями контактують з оброблюваною поверхнею гвинтового профілю, а на інших їх кінцях виконані наскрізні пази, через які пропущені зафіксовані гайками болти, спряжені із різьбовими отворами, виконаними у стінках трубчатих повзунів, між внутрішніми торцями головок болтів та бічними гранями віброобкатників встановлені таровані пружини, а у верхніх частинах трубчастих повзунів, виконаних із прорізями, встановлені із можливістю регулювання в осьовому напрямку за допомогою гвинтів штовхачі з роликами, що контактують із кільцевим торцевим пазом кільця, яке встановлене своїми торцевими виступами з можливістю радіального регулювання положення у радіальні пази диска, встановленого концентрично відносно осі пустотілого циліндра, і цей диск жорстко з'єднаний із зірочкою, яка за допомогою привідного роликового і втулкового ланцюга кінематично з'єднана із ведучою зірочкою, жорстко встановленою на валу електродвигуна приводу руху осциляцій віброобкатників. 3 UA 77041 U 4 UA 77041 U 5 UA 77041 U 6 UA 77041 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for treatment of screw profiles by vibrating rolling
Автори англійськоюKryvyi Petro Dmytrovych, Kashuba Nazar Petrovych
Назва патенту російськоюУстройство для обработки винтовых профилей виброобкаткой
Автори російськоюКривой Петр Дмитриевич, Кашуба Назар Петрович
МПК / Мітки
МПК: B21H 3/00
Мітки: профілів, пристрій, гвинтових, обробки, віброобкочуванням
Код посилання
<a href="https://ua.patents.su/9-77041-pristrijj-dlya-obrobki-gvintovikh-profiliv-vibroobkochuvannyam.html" target="_blank" rel="follow" title="База патентів України">Пристрій для обробки гвинтових профілів віброобкочуванням</a>
Пристрій для заміру конструктивних параметрів гвинтових гофрованих профілів
Номер патенту: 38736
Опубліковано: 12.01.2009
Автори: Клендій Олександра Миколаївна, Дячун Андрій Євгенович, Ляшук Олег Леонтійович, Палюх Андрій Ярославович, Гевко Ігор Богданович
МПК: G01B 3/20
Мітки: параметрів, гвинтових, пристрій, гофрованих, профілів, заміру, конструктивних
Формула / Реферат:
Пристрій для заміру конструктивних параметрів гвинтових гофрованих профілів, який виконано у вигляді нижньої плити, до якої по центру з лівої сторони жорстко прикріплено вертикальну стійку з шкалою ноніуса, рухомою рамкою з вимірювальною планкою і гвинтовими затискними елементами, а також установлюючі і фіксуючі елементи, який відрізняється тим, що в центральному горизонтальному отворі вертикальної стійки з правого торця на підшипниках...
Пристрій для виготовлення зміцнених гвинтових профілів

Номер патенту: 55060
Опубліковано: 10.12.2010
Автори: Бригадир Богдан Тарасович, Пилипець Михайло Ількович, Левкович Михайло Генадійович
МПК: B21F 35/00
Мітки: виготовлення, зміцнених, профілів, гвинтових, пристрій
Формула / Реферат:
Пристрій для виготовлення зміцнених гвинтових профілів, що складається з станини, на якій розміщено розсувний живильник з рухомою стінкою та дозувальним пристроєм, поздовжнього транспортуючого пристрою з гідроциліндром, нагрівних елементів, який відрізняється тим, що на боковій частині станини розміщено патрон, в якому закріплена оправка з кільцевим виступом, на більшому ступені в якій виконано осьовий паз з встановленою втулкою, а на торці...
Спосіб формування внутрішніх гвинтових профілів на порожнистих тонкостінних заготовках
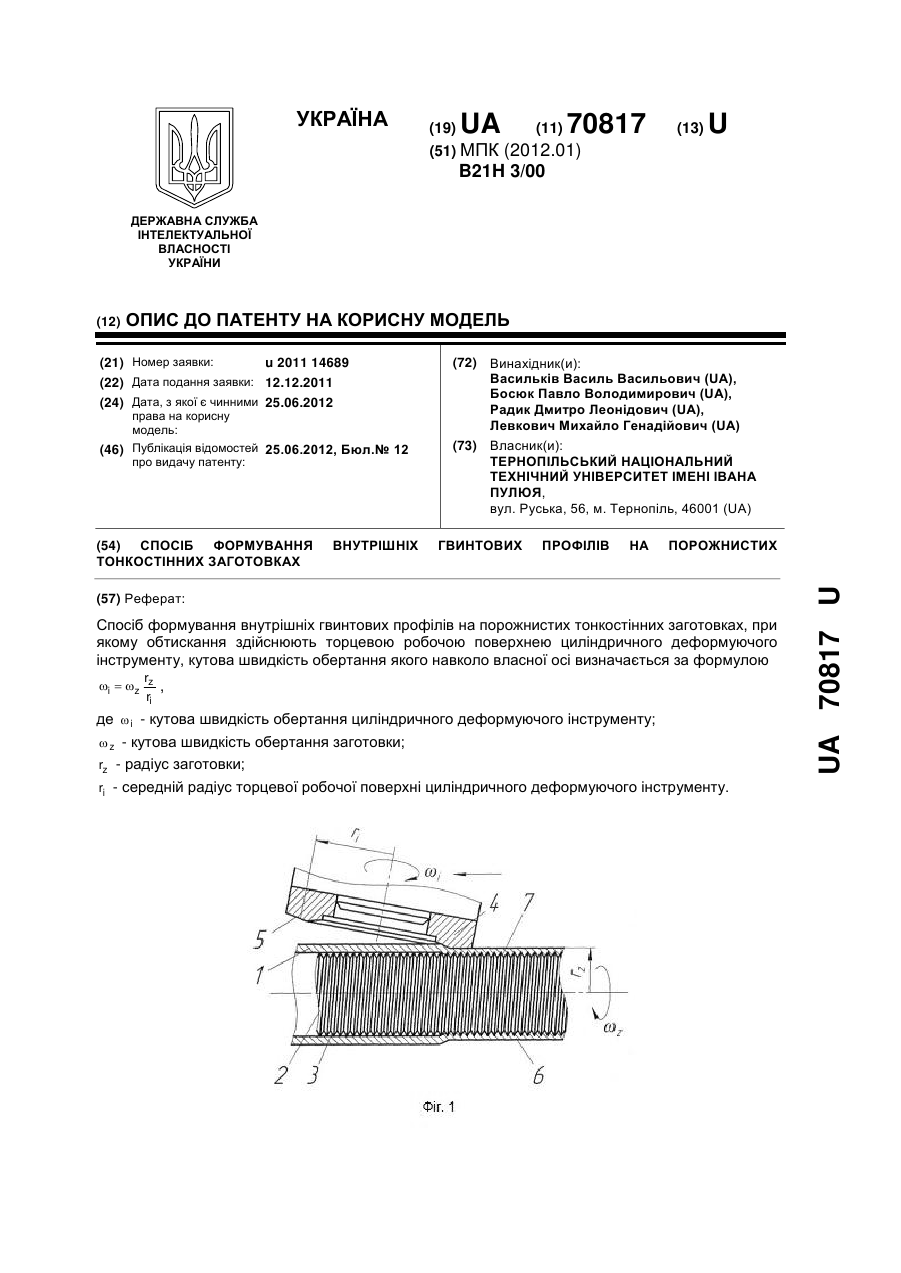
Номер патенту: 70817
Опубліковано: 25.06.2012
Автори: Левкович Михайло Генадійович, Босюк Павло Володимирович, Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21H 3/00
Мітки: внутрішніх, заготовках, тонкостінних, профілів, гвинтових, порожнистих, спосіб, формування
Формула / Реферат:
Спосіб формування внутрішніх гвинтових профілів на порожнистих тонкостінних заготовках, при якому нагрівають заготовку до температури пластичного деформування, обтискають на профілюючій, змащеній технологічним мастилом, оправці з гвинтовим профілем, з наступним згвинчуванням заготовки із профілюючої оправки, причому обтискання здійснюють шляхом обертання заготовки та її обкатування за допомогою циліндричного деформуючого інструменту, який...
Спосіб формування внутрішніх гвинтових профілів на порожнистих тонкостінних заготовках
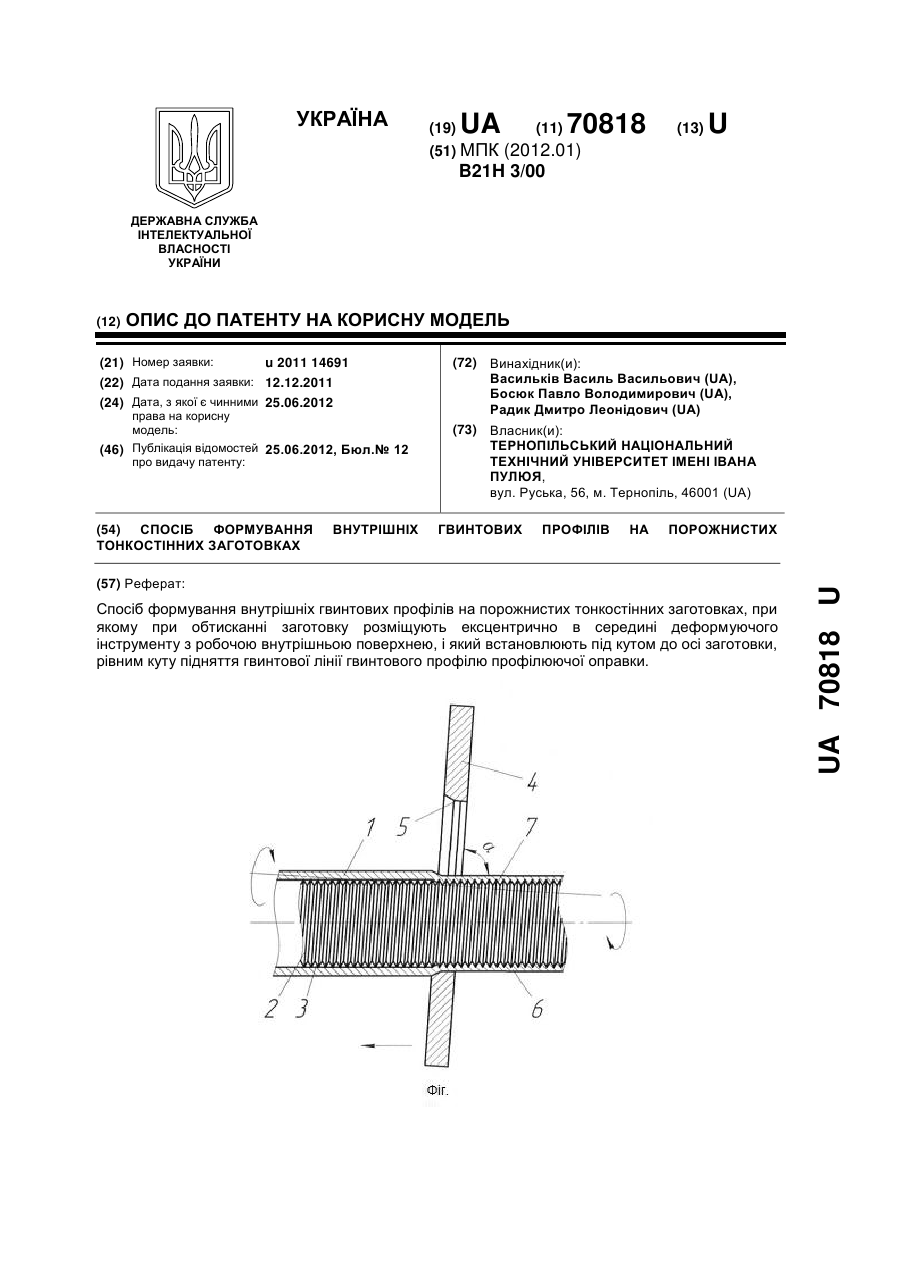
Номер патенту: 70818
Опубліковано: 25.06.2012
Автори: Радик Дмитро Леонидович, Босюк Павло Володимирович, Васильків Василь Васильович
МПК: B21H 3/00
Мітки: профілів, заготовках, гвинтових, внутрішніх, спосіб, формування, тонкостінних, порожнистих
Формула / Реферат:
Спосіб формування внутрішніх гвинтових профілів на порожнистих тонкостінних заготовках, при якому нагрівають заготовку до температури пластичного деформування, обтискають на профілюючій, змащеній технологічним мастилом, оправці з гвинтовим профілем, з наступним згвинчуванням заготовки із профілюючої оправки, причому обтискання здійснюють шляхом обертання заготовки та її обкатування за допомогою деформуючого інструменту, який здійснює...
Пристрій для чистової обробки профілів зубів циліндричних зубчастих коліс
Номер патенту: 37803
Опубліковано: 15.05.2001
Автор: Горецький Геннадій Володимирович
МПК: B23F 19/00
Мітки: профілів, зубів, циліндричних, зубчастих, обробки, чистової, пристрій, коліс
Формула / Реферат:
Пристрій для чистової обробки профілів зубів циліндричних зубчастих коліс до токарно-гвинторізного верстата в умовах вільного обкату шевером, який має кронштейн, на якому розміщено супорт з кареткою, що складається з двох частин, одна з котрих із копірами встановлена на супорті, а друга виконана у вигляді повзуна з шарнірно закріпленою на ньому траверсою, який відрізняється тим, що супорт установлений із можливістю повороту щодо кронштейна з...
Попередній патент: Маршрутизатор з агрегацією з’єднань
Наступний патент: Прилад для аналізу біохімічних середовищ
Випадковий патент: Спосіб лікування гнійного холангіту