Спосіб формування внутрішніх гвинтових профілів на порожнистих тонкостінних заготовках
Номер патенту: 70817
Опубліковано: 25.06.2012
Автори: Левкович Михайло Генадійович, Радик Дмитро Леонидович, Васильків Василь Васильович, Босюк Павло Володимирович

Формула / Реферат
Спосіб формування внутрішніх гвинтових профілів на порожнистих тонкостінних заготовках, при якому нагрівають заготовку до температури пластичного деформування, обтискають на профілюючій, змащеній технологічним мастилом, оправці з гвинтовим профілем, з наступним згвинчуванням заготовки із профілюючої оправки, причому обтискання здійснюють шляхом обертання заготовки та її обкатування за допомогою циліндричного деформуючого інструменту, який здійснює обертовий рух навколо власної осі та поступальне переміщення вздовж осі заготовки, який відрізняється тим, що обтискання здійснюють торцевою робочою поверхнею циліндричного деформуючого інструменту, кутова швидкість обертання якого навколо власної осі визначається за формулою
![]() ,
,
де ![]() - кутова швидкість обертання циліндричного деформуючого інструменту;
- кутова швидкість обертання циліндричного деформуючого інструменту;
![]() - кутова швидкість обертання заготовки;
- кутова швидкість обертання заготовки;
![]() - радіус заготовки;
- радіус заготовки;
![]() - середній радіус торцевої робочої поверхні циліндричного деформуючого інструменту.
- середній радіус торцевої робочої поверхні циліндричного деформуючого інструменту.
Текст
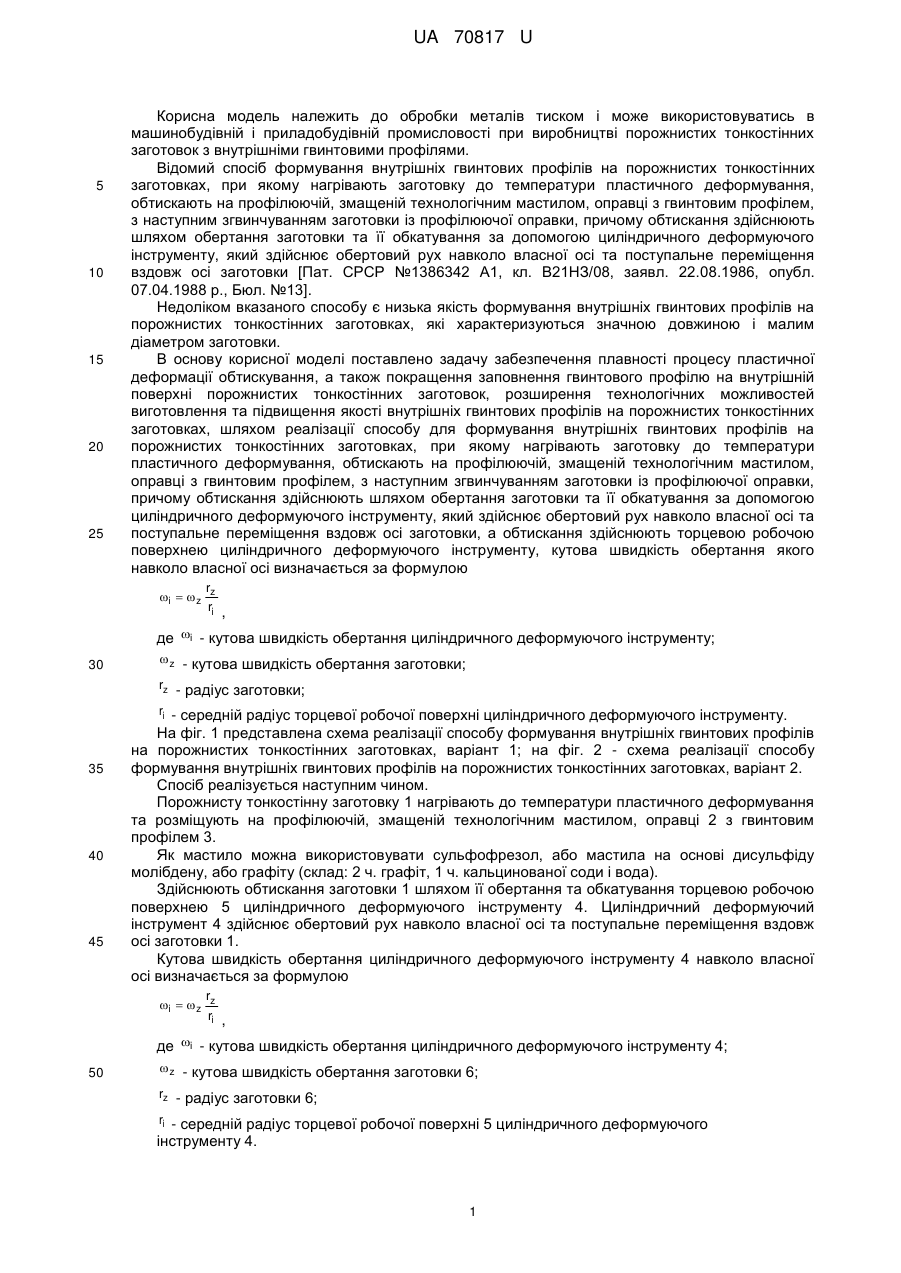
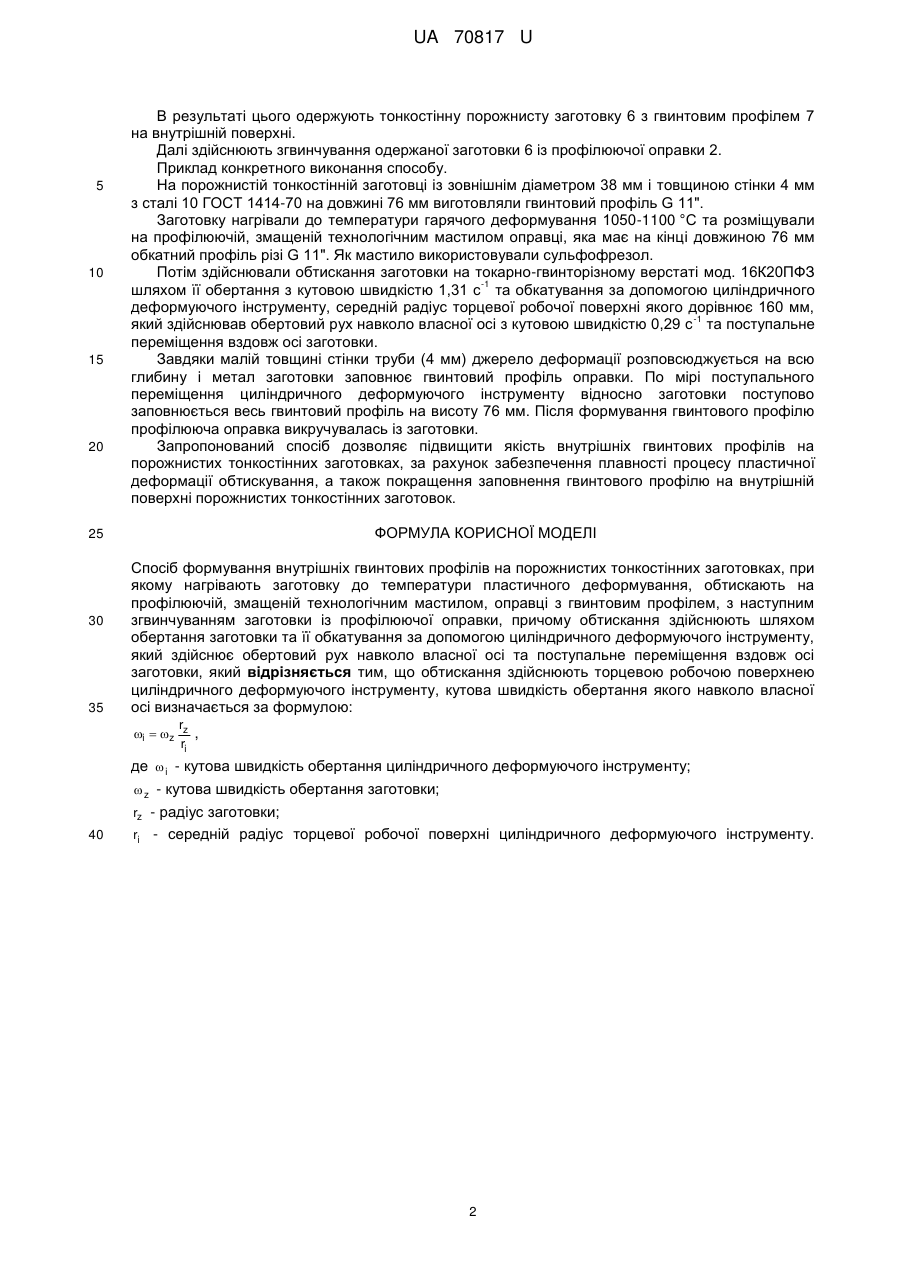
Реферат: Спосіб формування внутрішніх гвинтових профілів на порожнистих тонкостінних заготовках, при якому обтискання здійснюють торцевою робочою поверхнею циліндричного деформуючого інструменту, кутова швидкість обертання якого навколо власної осі визначається за формулою i z rz , ri де i - кутова швидкість обертання циліндричного деформуючого інструменту; z - кутова швидкість обертання заготовки; rz - радіус заготовки; ri - середній радіус торцевої робочої поверхні циліндричного деформуючого інструменту. UA 70817 U (12) UA 70817 U UA 70817 U 5 10 15 20 25 Корисна модель належить до обробки металів тиском і може використовуватись в машинобудівній і приладобудівній промисловості при виробництві порожнистих тонкостінних заготовок з внутрішніми гвинтовими профілями. Відомий спосіб формування внутрішніх гвинтових профілів на порожнистих тонкостінних заготовках, при якому нагрівають заготовку до температури пластичного деформування, обтискають на профілюючій, змащеній технологічним мастилом, оправці з гвинтовим профілем, з наступним згвинчуванням заготовки із профілюючої оправки, причому обтискання здійснюють шляхом обертання заготовки та її обкатування за допомогою циліндричного деформуючого інструменту, який здійснює обертовий рух навколо власної осі та поступальне переміщення вздовж осі заготовки [Пат. СРСР №1386342 А1, кл. В21НЗ/08, заявл. 22.08.1986, опубл. 07.04.1988 р., Бюл. №13]. Недоліком вказаного способу є низька якість формування внутрішніх гвинтових профілів на порожнистих тонкостінних заготовках, які характеризуються значною довжиною і малим діаметром заготовки. В основу корисної моделі поставлено задачу забезпечення плавності процесу пластичної деформації обтискування, а також покращення заповнення гвинтового профілю на внутрішній поверхні порожнистих тонкостінних заготовок, розширення технологічних можливостей виготовлення та підвищення якості внутрішніх гвинтових профілів на порожнистих тонкостінних заготовках, шляхом реалізації способу для формування внутрішніх гвинтових профілів на порожнистих тонкостінних заготовках, при якому нагрівають заготовку до температури пластичного деформування, обтискають на профілюючій, змащеній технологічним мастилом, оправці з гвинтовим профілем, з наступним згвинчуванням заготовки із профілюючої оправки, причому обтискання здійснюють шляхом обертання заготовки та її обкатування за допомогою циліндричного деформуючого інструменту, який здійснює обертовий рух навколо власної осі та поступальне переміщення вздовж осі заготовки, а обтискання здійснюють торцевою робочою поверхнею циліндричного деформуючого інструменту, кутова швидкість обертання якого навколо власної осі визначається за формулою i z rz ri , де i - кутова швидкість обертання циліндричного деформуючого інструменту; 30 z - кутова швидкість обертання заготовки; rz - радіус заготовки; ri - середній радіус торцевої робочої поверхні циліндричного деформуючого інструменту. 35 40 45 На фіг. 1 представлена схема реалізації способу формування внутрішніх гвинтових профілів на порожнистих тонкостінних заготовках, варіант 1; на фіг. 2 - схема реалізації способу формування внутрішніх гвинтових профілів на порожнистих тонкостінних заготовках, варіант 2. Спосіб реалізується наступним чином. Порожнисту тонкостінну заготовку 1 нагрівають до температури пластичного деформування та розміщують на профілюючій, змащеній технологічним мастилом, оправці 2 з гвинтовим профілем 3. Як мастило можна використовувати сульфофрезол, або мастила на основі дисульфіду молібдену, або графіту (склад: 2 ч. графіт, 1 ч. кальцинованої соди і вода). Здійснюють обтискання заготовки 1 шляхом її обертання та обкатування торцевою робочою поверхнею 5 циліндричного деформуючого інструменту 4. Циліндричний деформуючий інструмент 4 здійснює обертовий рух навколо власної осі та поступальне переміщення вздовж осі заготовки 1. Кутова швидкість обертання циліндричного деформуючого інструменту 4 навколо власної осі визначається за формулою i z rz ri , де i - кутова швидкість обертання циліндричного деформуючого інструменту 4; 50 z - кутова швидкість обертання заготовки 6; rz - радіус заготовки 6; ri - середній радіус торцевої робочої поверхні 5 циліндричного деформуючого інструменту 4. 1 UA 70817 U 5 10 15 20 В результаті цього одержують тонкостінну порожнисту заготовку 6 з гвинтовим профілем 7 на внутрішній поверхні. Далі здійснюють згвинчування одержаної заготовки 6 із профілюючої оправки 2. Приклад конкретного виконання способу. На порожнистій тонкостінній заготовці із зовнішнім діаметром 38 мм і товщиною стінки 4 мм з сталі 10 ГОСТ 1414-70 на довжині 76 мм виготовляли гвинтовий профіль G 11". Заготовку нагрівали до температури гарячого деформування 1050-1100 °C та розміщували на профілюючій, змащеній технологічним мастилом оправці, яка має на кінці довжиною 76 мм обкатний профіль різі G 11". Як мастило використовували сульфофрезол. Потім здійснювали обтискання заготовки на токарно-гвинторізному верстаті мод. 16К20ПФЗ -1 шляхом її обертання з кутовою швидкістю 1,31 с та обкатування за допомогою циліндричного деформуючого інструменту, середній радіус торцевої робочої поверхні якого дорівнює 160 мм, -1 який здійснював обертовий рух навколо власної осі з кутовою швидкістю 0,29 с та поступальне переміщення вздовж осі заготовки. Завдяки малій товщині стінки труби (4 мм) джерело деформації розповсюджується на всю глибину і метал заготовки заповнює гвинтовий профіль оправки. По мірі поступального переміщення циліндричного деформуючого інструменту відносно заготовки поступово заповнюється весь гвинтовий профіль на висоту 76 мм. Після формування гвинтового профілю профілююча оправка викручувалась із заготовки. Запропонований спосіб дозволяє підвищити якість внутрішніх гвинтових профілів на порожнистих тонкостінних заготовках, за рахунок забезпечення плавності процесу пластичної деформації обтискування, а також покращення заповнення гвинтового профілю на внутрішній поверхні порожнистих тонкостінних заготовок. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 35 Спосіб формування внутрішніх гвинтових профілів на порожнистих тонкостінних заготовках, при якому нагрівають заготовку до температури пластичного деформування, обтискають на профілюючій, змащеній технологічним мастилом, оправці з гвинтовим профілем, з наступним згвинчуванням заготовки із профілюючої оправки, причому обтискання здійснюють шляхом обертання заготовки та її обкатування за допомогою циліндричного деформуючого інструменту, який здійснює обертовий рух навколо власної осі та поступальне переміщення вздовж осі заготовки, який відрізняється тим, що обтискання здійснюють торцевою робочою поверхнею циліндричного деформуючого інструменту, кутова швидкість обертання якого навколо власної осі визначається за формулою: i z rz , ri де i - кутова швидкість обертання циліндричного деформуючого інструменту; z - кутова швидкість обертання заготовки; rz - радіус заготовки; 40 ri - середній радіус торцевої робочої поверхні циліндричного деформуючого інструменту. 2 UA 70817 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of forming internal screw profiles on hollow thin-walled blanks
Автори англійськоюVasylkiv Vasyl Vasyliovych, Bosiuk Pavlo Volodymyrovych, Radyk Dmytro Leonidovych, Levkovych Mykhailo Henadiiovych
Назва патенту російськоюСпособ формования внутренних винтовых профилей на полых тонкостенных заготовках
Автори російськоюВасилькив Василий Васильевич, Босюк Павел Владимирович, Радик Дмитрий Леонидович, Левкович Михаил Геннадиевич
МПК / Мітки
МПК: B21H 3/00
Мітки: профілів, тонкостінних, спосіб, заготовках, гвинтових, внутрішніх, порожнистих, формування
Код посилання
<a href="https://ua.patents.su/5-70817-sposib-formuvannya-vnutrishnikh-gvintovikh-profiliv-na-porozhnistikh-tonkostinnikh-zagotovkakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування внутрішніх гвинтових профілів на порожнистих тонкостінних заготовках</a>
Спосіб формування гвинтових канавок на трубчастих тонкостінних заготовках гідростатичним тиском
Номер патенту: 52537
Опубліковано: 25.08.2010
Автори: Проценко Павло Юрійович, Калюжний Володимир Леонідович, Маковей Валерій Олексійович
МПК: B21D 15/00, B21D 17/00
Мітки: канавок, спосіб, заготовках, тиском, трубчастих, гідростатичним, гвинтових, тонкостінних, формування
Формула / Реферат:
Спосіб формування гвинтових канавок на трубчастих заготовках гідростатичним тиском, що включає встановлення заготовки в матрицю, яка має канавку, подачу робочої рідини під тиском всередину трубчастої заготовки, який відрізняється тим, що формування гвинтових канавок виконують зовнішнім високим тиском рідини з одночасною подачею рідини меншого тиску всередину трубчастої заготовки, який визначається за формулою
Спосіб формування гвинтових канавок на трубчастих тонкостінних заготовках роликовим обкочуванням з використанням внутрішнього протитиску
Номер патенту: 60663
Опубліковано: 25.06.2011
Автори: Бородій Юрій Петрович, Маковей Валерій Олексійович, Проценко Павло Юрійович, Кліско Андрій Валерійович
МПК: B21D 15/00
Мітки: обкочуванням, гвинтових, канавок, внутрішнього, трубчастих, протитиску, спосіб, тонкостінних, формування, роликовим, заготовках, використанням
Формула / Реферат:
1. Спосіб виготовлення труб з гвинтовими канавками, що включає формоутворення на трубчастій заготовці гвинтового профілю за рахунок послідовної пластичної деформації трубчастої заготовки в результаті дії профілюючих елементів у вигляді тіл кочення, що переміщуються вздовж поздовжньої осі трубчастої заготовки при її обертанні навколо своєї осі, який відрізняється тим, що в середині трубчастої заготовки в процесі її деформування створюють...
Спосіб відцентрового формування порожнистих довгомірних тіл обертання
Номер патенту: 69828
Опубліковано: 15.09.2004
Автори: Богуславський Вадим Євгенович, Шаленко Олег Олегович
МПК: B28B 21/02
Мітки: тіл, обертання, порожнистих, довгомірних, відцентрового, формування, спосіб
Формула / Реферат:
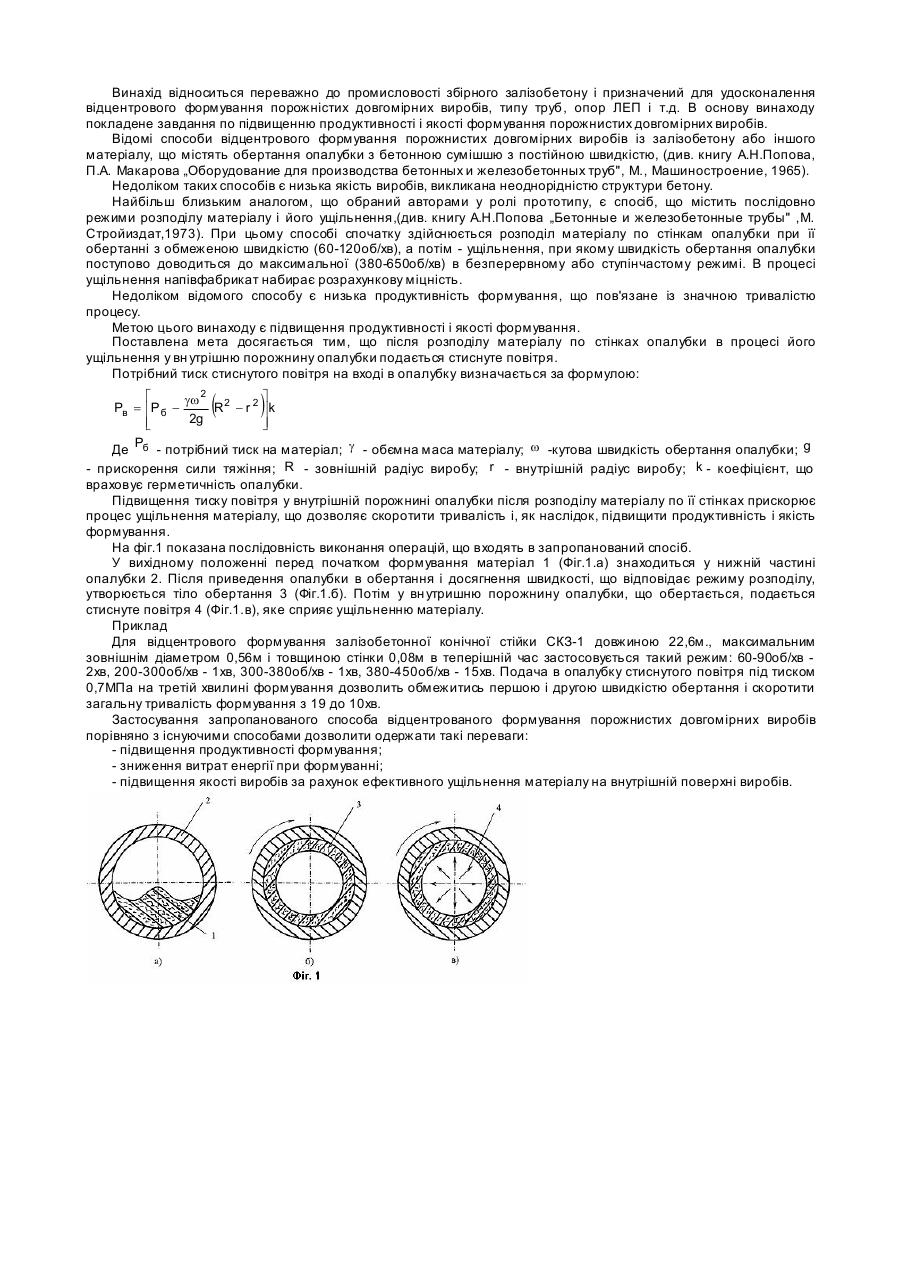
Спосіб відцентрового формування порожнистих довгомірних виробів, при якому проводять розподіл матеріалу по стінках опалубки і його ущільнення в процесі обертання опалубки, який відрізняється тим, що після розподілу матеріалу під час його ущільнення у внутрішню порожнину опалубки подають стиснуте повітря, тиск якого визначається за формулою:,де
Спосіб формування порожнистих виробів
Номер патенту: 4126
Опубліковано: 17.01.2005
Автори: Маковецький Володимир Вікторович, Маковецький Олександр Вікторович, Чередніченко Віктор Іванович
МПК: B21D 22/00
Мітки: спосіб, формування, порожнистих, виробів
Формула / Реферат:
1. Спосіб формування порожнистих виробів шляхом формування заготовок трубчастого типу на оправці, який відрізняється тим, що оболонку виконано в вигляді заготовки обичайки трубчастого типу, в яку заведено оправку.2. Спосіб за п. 1, який відрізняється тим, що ділянку, яка попередньо підігріта до температури деформування, обробляють давильним інструментом, що підходить до оболонки до зіткнення з нею, а потім в радіальному напрямку...
Спосіб виготовлення тонкостінних гнутих профілів (варіанти)
Номер патенту: 82536
Опубліковано: 25.04.2008
Автор: Пивовар Віктор Семенович
Мітки: профілів, гнутих, тонкостінних, виготовлення, варіанти, спосіб
Формула / Реферат:
1. Спосіб виготовлення тонкостінних гнутих профілів, що включає послідовне підгинання елементів профілю при переміщенні смугової заготовки через блок для формування волочінням, який відрізняється тим, що до елемента, що підгинається, у кожному переході прикладають зусилля підгинання по нормалі з боку непривідних циліндричних роликів із зовнішньою робочою поверхнею обертання і паралельною стосовно елемента, що підгинається, віссю обертання,...
Попередній патент: Спосіб відновлення спрацьованих дисків бурякозбиральних машин
Наступний патент: Спосіб формування внутрішніх гвинтових профілів на порожнистих тонкостінних заготовках
Випадковий патент: Спосіб і пристрій для регулювання потужності мультиканального реверсивного зв'язку кола зворотного зв'язку