Спосіб виготовлення виробів з сипкого наповнювача
Номер патенту: 77595
Опубліковано: 25.02.2013
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович
Формула / Реферат
1. Спосіб виготовлення виробів з сипкого наповнювача, що включає виготовлення заготовки з покриттям її еластичною синтетичною плівкою, вакуумування цього наповнювача, і деформування цієї заготовки по заданій формі, який відрізняється тим, що після деформування сипкий наповнювач просочують під вакуумом реагентом, за допомогою якого зв'язують сипкий наповнювач, або застосовують сипкий наповнювач, який зв'язують при деформуванні заготовки, і потім відключають вакуум.
2. Спосіб за п. 1, який відрізняється тим, що міцність і твердість сипкого наповнювача в стінці заготовки під час деформування та/або швидкість просочення регулюють величиною вакууму та/або газопроникністю сипкого наповнювача, та/або величиною відстані від місця визначення цих показників до вакуум-проводу, що контактує з сипким наповнювачем.
3. Спосіб за п. 1, який відрізняється тим, що деформування виконують на верстаті з ЧПК з одночасним моніторингом в поточному часі розмірів і стану поверхні заготовки, а заготовку з сипкого наповнювача виконують з порожниною, в напрямку якої деформують стінки заготовки, або деформування стінки заготовки виконують з боку порожнини або з двох сторін стінки заготовки, при цьому принаймні з одного боку застосовують вібрацію деформуючого інструменту.
4. Спосіб за п. 1, який відрізняється тим, що як сипкий наповнювач використовують лід і/або лід в суміші з сипким вогнетривким формувальним матеріалом або в суміші з легкоплавким піно полімером, при цьому сипкий лід підтримують такої температури, що він частково оплавляється при деформуванні та/або нагріванні контактом з інструментом та/або нагріванні контактом з навколишнім середовищем заготовки, а просочення виконують талими продуктами льоду, котрі потім охолоджують до тверднення.
5. Спосіб за п. 1, який відрізняється тим, що виготовлення заготовки з сипкого наповнювача з покриттям її еластичною синтетичною плівкою, вакуумування цього наповнювача і деформування цієї заготовки за заданою формою виконують в безперервному процесі, при цьому еластичну синтетичну плівку у вигляді полотна або рукава розмотують з рулону, а при застосуванні термопластичної еластичної синтетичної плівки її нагрівають контактом з інструментом, що нагрівається, і/або нагрітим газовим або рідинним середовищем, в якому деформують заготовку, та/або спрямованою подачею потоку нагрітого газового або рідкого теплоносія або випромінювання на поверхню цієї плівки в зоні деформування.
6. Спосіб за п. 1, який відрізняється тим, що в сипкий наповнювач поміщають інгредієнт, який взаємодіє з реагентом, і цією взаємодією створюють тверднучу сполучну композицію, в якій один з них є сполучним сипкого наповнювача, а інший отверджувачем або каталізатором твердіння цього сполучного.
Текст
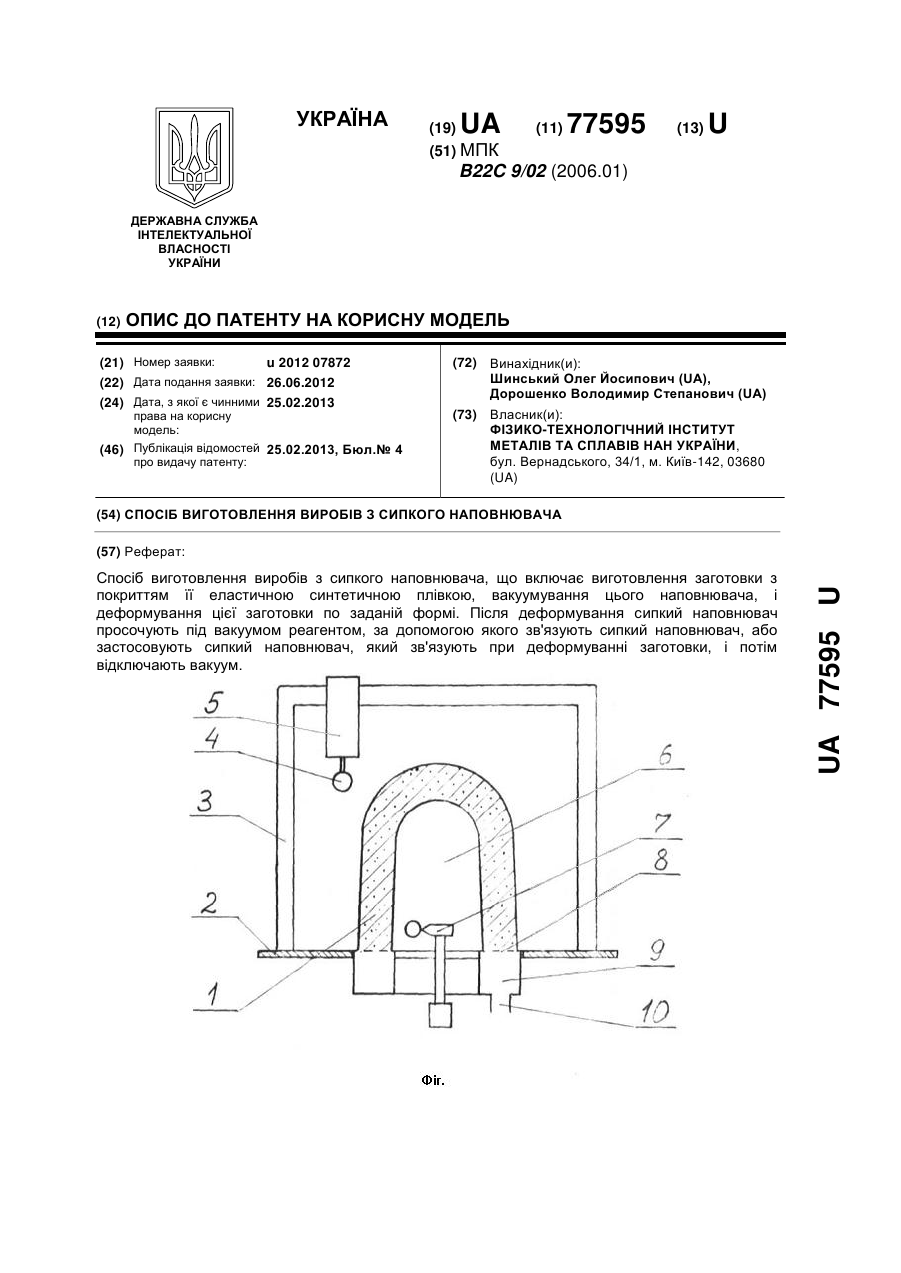
Реферат: UA 77595 U UA 77595 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до ливарного виробництва, зокрема до способів виготовлення виробів з сипкого наповнювача, а також може застосовуватися для виробництва будівельних, керамічних матеріалів і декоративно-художніх виробів. Відомо, що поверхневе пластичне деформування (ППД) - простий і ефективний спосіб підвищення несучої здатності деталей машин і частин споруд. Застосовуються різні види ППД: накатка, розкочування роликами і кульками, обкатка валками, вигладжування, дернування, вібраційне та ін. (Большая советская энциклопедия. - М. Советская энциклопедия. 1969-1978). ППД - це обробка деталей тиском (без зняття стружки), при якій пластично деформується їх поверхневий шар. ППД здійснюється інструментом, деформуючі елементи (ДЕ) якого (кульки, ролики або тіла іншої конфігурації) взаємодіють з оброблюваною поверхнею за схемами котіння та ковзання або впровадження. При ППД за схемою котіння ДЕ притискається до поверхні деталі з фіксованою силою, переміщується щодо неї, здійснюючи при цьому обертання навколо своєї осі. У зоні локального контакту ДЕ з оброблюваною поверхнею виникає середовище пластичної деформація, яке переміщується разом з інструментом, завдяки чому поверхневий шар послідовно деформується. Розміри цього середовища залежать від технологічних факторів обробки - сили, форми і розмірів ДЕ, подачі, твердості оброблюваного матеріалу та ін. Для цього способу відомо пристрій моніторингу або контролю 3-D поверхні деталей, встановлений в інструментальній бабці верстата з числовим програмним керуванням (ЧПК) та містить вимірювальний датчик (декл. патент UA на корисну модель 57082), а також засоби контролю максимального обертального моменту приводу оброблювального інструменту та величини його переміщення із застосуванням системи ЧПК, системи датчиків і силові погоджувальні пристрої (декл. патент UA на корисну модель 32088) та ряд інших методів його комп'ютерного моніторингу та управління. Однак опису цього способу для виготовлення моделей або форм у ливарному виробництві не виявлено, оскільки характеристики дисперсних матеріалів у вигляді сипких наповнювачів під час такого деформування вихідних заготовок важко регулювати. Наприклад, вироби з піску розтріскуються при такому деформуванні, а традиційні операції ущільнення суміші піщаних форм і стрижнів зазвичай виконують з боку контр лада або знаків - з протилежного боку до поверхні моделі, що не деформується, або до формотворної поверхні стрижневого ящика. Відомо використання для ливарного виробництва верстатів з ЧПК у вигляді 3D-фрезерів для виготовлення ливарних моделей і піщаних форм з високою точністю і системами моніторингу розмірів моделей (Дорошенко B.C., Шинский И.О. 3D-технологии при литье по газифицируемым моделям // Металл и литье Украины. - 2009. - № 4-5. - С. 30-33). Використання верстатів з ЧПК часто включає одночасний моніторинг в поточному часі розмірів і стану поверхні заготовки, в тому числі з формуванням математичної моделі процесу (декл. патент UA на корисну модель 34350). Фрезерні верстати ЧПК випускаються серійно, способи обробки та системи ЧПК невпинно удосконалюються, однак фрезеруванню супроводжує багато відходів у вигляді стружки, а ряд матеріалів на основі піску погано піддаються фрезеруванню через високу твердість зерен піску і крихкість тонкостінних виробів. Відомо використання в ливарних процесах способу і апарату з ЧПК для формування тривимірної ливарної моделі, зокрема з льоду, шляхом нанесення матеріалу на підкладку крапельним або струменевим шляхом шар за шаром (Патент США. 6253116, 2001-06-26, МКП В29С67/00; В29С33/38, Method and apparatus for rapid freezing prototyping). Апарат, подібний до чорнильного принтера для друку в тривимірному просторі, включає в себе комп'ютер, який керує курсом руху подавальної голівки з подачею матеріалу в тривимірному просторі щодо підкладки. Керуюча інформація надходить із системи автоматизованого проектування у вигляді суми перерізів CAD моделі деталі. Для кожного перерізу створюються комп'ютером маршрути руху голівки, що подає розплав будівельного матеріалу. Цей розплав матеріалу на підкладці або попередньому шарі швидко застигає, поступово утворюючи пошарово всю модель. Температура навколишнього середовища точно контролюється, щоб управляти матеріальним потоком для заморожування в певний час. Кращим матеріалом є вода або розсіл, який не забруднює навколишнє середовище, при цьому заморожування відбувається в морозильній камері. Однак такі пристрої дуже складні та дорогі, в них комп'ютерне програмування та управління системою руху голівки поєднується ще з двома такими ж системами для дозування та подачі розплаву синхронно з роботою морозильника. Заморожування водних розчинів з отриманням крижаних моделей є тривалим процесом через велику питому теплоту плавлення води 333,55 кДж/кг. 1 UA 77595 U 5 10 15 20 25 30 35 40 45 50 55 60 Найбільш близьким до заявленого технічного рішення є спосіб виготовлення виробів з сипкого наповнювача, що включає виготовлення заготовки з покриттям її еластичною синтетичною плівкою, вакуумуванням цього наповнювача, і подальше деформування цієї заготовки за заданою формою (Минаев А.А. и др. Вакуумная формовка. - М.: Машиностроение, 1984. - 216 с). Як приклад вказано досвід німецького дослідника Гаазе, який звакуумував наполовину заповнену піском камеру футбольного м'яча та "виліпив" з неї вазу. При цьому камера як пластичне тіло добре зберігала форму після деформації. Подібного виду виготовляють стрижні вакуумно-плівковим формуванням (ВПФ) в стрижневих ящиках (пат. 508412, 50-8413 Японія В22С9/02, В22С9/10, опубл. 4.04.1975), використовуючи вакуум-провід з фільтром для вакуумування піску стрижня, проте у відомих способах ВПФ операції деформування стрижня не передбачені. У такого роду способах вакуумної формовки виріб з сипкого наповнювача вимагає постійного вакуумування, оскільки його міцність досягається шляхом створення атмосферним повітрям надлишкової напруги стиснення між піщинками за рахунок наявності вакууму в піску форми. Припинення вакуумування веде до негайного осипання такого наповнювача під власною вагою. Тому виріб з сипкого наповнювача має бути постійно підключений трубопроводом до вакуум-насосу, інакше використання його в ливарних процесах не дає стабільних результатів. Таке вакуумування ускладнює транспортування виробів, збільшує витрати електроенергії на роботу вакуум-насосів. Відсутність гнучкості у відомих способах виробництва виробів вакуумним формуванням від необхідності виготовлення оснащення для кожного виробу значно здорожує продукцію, особливо разового або дрібносерійного виробництва. В основу корисної моделі поставлена задача зменшення енергоємності процесу виготовлення виробів з сипкого наповнювача, а також досягнення можливості застосування сучасних засобів ЧПК для автоматизації процесу виготовлення таких виробів. Поставлена задача вирішується тим, що в способі виготовлення виробів з сипкого наповнювача, що включає виготовлення заготовки з покриттям її еластичною синтетичною плівкою, вакуумування цього наповнювача, і деформування цієї заготовки по заданій формі, згідно корисної моделі, після деформування сипкий наповнювач просочують під вакуумом реагентом, за допомогою якого зв'язують сипкий наповнювач, або застосовують сипкий наповнювач, який зв'язується при деформуванні заготовки, і потім відключають вакуум. Крім того, міцність і твердість сипкого наповнювача в стінці заготовки під час деформування та/або швидкість просочення можуть регулювати величиною вакууму та/або газопроникністю сипкого наповнювача та/або величиною відстані від місця визначення цих показників до вакуумпроводу, що контактує з сипким наповнювачем. Також деформування можуть виконувати на верстаті з ЧПК з одночасним моніторингом в поточному часі розмірів і стану поверхні заготовки, а заготовку з сипкого наповнювача можуть виконувати з порожниною, в напрямку якої деформують стінки заготовки, або деформування стінки заготовки виконують з боку порожнини або з двох сторін стінки заготовки, при цьому принаймні з одного боку застосовують вібрацію деформуючого інструменту. Крім того, як сипкий наповнювач можуть використовувати лід і/або лід в суміші з сипким вогнетривким формувальним матеріалом або в суміші з легкоплавким пінополімером, при цьому сипкий лід підтримують такої температури, що він частково оплавляється при деформуванні та/або нагріванні контактом з інструментом та/або нагріванні контактом з навколишнім середовищем заготовки, а просочення виконують талими продуктами льоду, котрі потім охолоджують до тверднення. Крім того, виготовлення заготовки з сипкого наповнювача з покриттям її еластичною синтетичною плівкою, вакуумування цього наповнювача і деформування цієї заготовки за заданою формою можуть виконувати в безперервному процесі, при цьому еластичну синтетичну плівку у вигляді полотна або рукава розмотують з рулону, а при застосуванні термопластичної еластичної синтетичної плівки її нагрівають контактом з інструментом, що нагрівається, і/або нагрітим газовим або рідинним середовищем, в якому деформують заготовку, та/або спрямованою подачею потоку нагрітого газового або рідкого теплоносія або випромінювання на поверхню цієї плівки в зоні деформування. Також в сипкий наповнювач можуть поміщають інгредієнт, який взаємодіє з реагентом, і цією взаємодією створюють тверднучу сполучну композицію, в якій один з них є сполучним сипкого наповнювача, а інший отверджувачем або каталізатором твердіння цього сполучного. В основу розробленого способу покладено ряд фізичних явищ і технічних досягнень в області технології ливарної піщаної форми. Відповідно до теорії механіки ґрунтів, пісок, що становить основу формувальних сумішей, є сипким матеріалом, що не має сил зчеплення між частинками, але має сили внутрішнього тертя. При пресуванні відбувається деформація зсуву, 2 UA 77595 U 5 10 15 20 25 30 35 40 45 50 55 в результаті якої частина піску перетікає з одного об'єму в інший. При віброущільненні (як швидкому повторно-змінному навантаженні) деформування протікає шляхом тонкого ковзання по окремих поверхнях у зерновому середовищі піску, що вимагає менших силових впливів і задане деформування досягається багаторазовими переміщеннями шарів піску. Заготовка з сипкого наповнювача при деформуванні поглинає енергію, що надходить з боку ДЕ, витрачаючи її частково на ущільнення, частково на тертя, що виникає в сипкому наповнювачі між його частками. Застосування вібрації з боку ДЕ дозволяє знизити тертя в наповнювачі за рахунок коливання його частинок. А для часток сипкого середовища з льоду теплота тертя служить головною причиною оплавлення льоду, що полегшує деформування і просочення талою водою сипкого матеріалу як описано нижче. Відомі залежності впливу величини вакууму на міцність і твердість сипкого піску в вакуумованій піщаній формі при ВПФ (Минаев А.А. и др. Вакуумная формовка, с. 38). Це дозволило в даній корисній моделі на прикладі кварцового піску величиною вакууму регулювати міцність (бв від 0 до 0,45 МПа) і твердість (від 0 до 94 НВ) сипкого наповнювача в стінці заготовки для керування операціями деформування. Причому ці характеристики можна змінювати в процесі деформування в залежності від застосовуваних режимів та інструменту. Новим рішенням у цій корисній моделі одночасно зі зміцненням заготовки і регулюванням її міцності є використання вакууму для просочення сухого сипкого наповнювача реагентом і його наступне зв'язування з подальшим припиненням енергоємного вакуумування і відкріплення піщаного виробу від трубопроводу. Від величини вакууму залежить швидкість просочення реагентом наповнювача. На зазначені характеристики можна впливати газопроникністю сипкого наповнювача та/або величиною відстані (завдяки опору фільтрації в порах наповнювача) від місця визначення цих характеристик до вакуум-проводу, що контактує з сипким наповнювачем. Застосування ЧПК в цій корисній моделі по аналогії з наявними методами з великого арсеналу сучасних способів ППД, надточних позиціонування і руху інструменту при ППД, 3Dфрезеруванні та в апаратах стереолітографії-прототипування одночасно з комп'ютерним моніторингом в поточному часі розмірів і стану поверхні оброблюваної заготовки з високою точністю дозволяє говорити про створення способу виготовлення виробів 3D-деформуванням заготовок з вакуумованого і загерметизованого еластичною синтетичною плівкою сипкого наповнювача. Суть корисної моделі пояснює креслення. У розрізі показана заготовка з сипкого матеріалу 1. Її стінки з двох боків покриті еластичною синтетичною плівкою (для спрощення зображення не показана), а основа закріплена до столу 2. Над столом розташований рухливий П-подібний портал 3, на якому є рухливий привід 5 з інструментом 4. Показаний варіант реалізації способу, в якому заготовка виконана у вигляді дзвону і має порожнину 6, куди можуть заводити привід 7 з інструментом, аналогічним 4. Заготовка з сипкого наповнювача виготовлена на підставці – вакуум-проводі у вигляді коробчатого обіду 9 з газопроникною перфорованою стінкою 8, що не пропускає пісок. Порожнину обіду 9 через штуцер 10 підключають трубопроводом до вакуумного насосу. Такі заготовки з порожниною або без виготовляють з сипкого наповнювача відомими способами ВПФ подібно піщаним стержням, облицьованим зазвичай еластичною синтетичною плівкою товщиною 0,05…0,10 мм марок севілен за ТУ2245-561-00203521-2002 або EVA та іншими з можливістю не менш ніж шестикратного відносного подовження плівки. Як практичний приклад реалізації способу виготовили з піщано-гіпсової суміші модель виливка підставки під колону. Сухий пісок з добавкою 20…25 % напівводного порошкоподібного гіпсу формували способом ВПФ в оснастці, подібній стрижневим ящикам зі стінками, попередньо покритими еластичною синтетичною плівкою севілен. У контакт з піском вводили вакуум-провід 9, герметизували стики кінцями цієї плівки, яка виступала за межі піску і щільно прилягала до стінок вакуум-проводу. Потім вакуум-провід через штуцер 10 підключали до вакуум-насосу трубопроводом, на якому є вакуумметр і кран. Заготовка під вакуумом 10…90 кПа по вакуумметру набувала міцності, її встановлювали на столі 2 і кріпили до столу як показано на кресленні. У виконаному варіанті заготовку з сухої піщано-гіпсової суміші 1 подібно до прототипу деформували ручним інструментом зовні і з боку порожнини відповідно до креслень моделі металевого виливка. При цьому міцність і твердість сипкого наповнювача в стінці заготовки під час деформування регулювали шляхом зміни величини вакууму краном одночасно з контролем по вакуумметру. Необхідні розміри заготовки (згідно креслення) контролювали заздалегідь вирізаними шаблонами зі щільного картону. Подібні шаблони застосовують при вирізуванні моделей з пінопласту нагрітим дротом. 3 UA 77595 U 5 10 15 20 25 30 35 40 45 50 55 60 Потім виконували операцію закріплення (зв'язування) сипкого матеріалу вакуумованої заготовки як напівпродукту. Починаючи з дальнього місця до вакуум-проводу, шприцом вводили реагент - рідку композицію в піщану суміш, проколюючи голкою еластичну синтетичну плівку довільно з кроком 50…120 мм, а потім заклеювали скотчем отвір, що утворився. Ця композиція 3 складалася з водного розчину рідкого скла густиною 1080 кг/м , оскільки рідке скло служить прискорювачем тверднення гіпсу та цементу. При введенні шприцом такої композиції видно було крізь прозору плівку потемніння матеріалу, а при додаванні в неї барвника - чорнила, було чітко видно зафарбовування матеріалу розповсюдженням рідини в піщаній суміші під вакуумом. Зміною величини вакууму регулювали швидкість просочення. Також дальні шари від вакуум-проводу повільніше просочувалися, ніж ближні за рахунок ослаблення розрідження по мірі віддалення від вакуумпроводу. Також можливе зняття заготовки зі столу та часткове її занурення в рідину просочувач або контакт поверхні заготовки з такою рідиною при попередньому наколюванні плівки. Водна композиція, змочуючи гіпс, створювала з ним сполучну композицію, яка тверднула за 5…15 хв при отриманні сирої міцності суміші, достатньої для збереження розмірів заготовки. При цьому вакуум відключали, подальше тверднення відбувалося на повітрі, після чого отриману багаторазову модель використовували для отримання піщаних форм для лиття підставки під колону. Заготовку з сипкого матеріалу 1 на кресленні можна також розглядати не як прообраз моделі, а як піщаний стрижень або піщану форму (півформу), після виготовлення якої за допомогою деформування і зв'язування за цим способом потім отримують виливок заливанням в її порожнину металу. Зв'язування піску із залученням просочення звільняє піщаний виріб від прив'язки до трубопроводу і припиняє витрати енергії на вакуумування, його можна зберігати на складі та використовувати через тривалий час, що дає виробництву гнучкість. Аналогічні сипкі наповнювачі застосовуються для виробництва будівельних виробів (пісок, крихта або щебінь з в'яжучими - цемент, гіпс тощо), керамічних матеріалів і декоративнохудожніх виробів (ваз, скульптур та ін.). При цьому просочування водою або іншою речовиною пористого середовища дисперсного матеріалу забезпечить перехід його з сипкого в камнеподібний стан. У ливарному виробництві при виготовленні піщаних форм і стрижнів відомо більше сотні складів сполучних (зв'язуючих), багато з яких твердіють при добавленні до сухого сипкого компоненту рідкого або газоподібного реагенту. Найбільш відпрацьовані процеси отримання самотверднучих піщаних сумішей нижче наведені як приклади реалізації цієї корисної моделі. В якості сполучної композиції з пари реагент - інгредієнт випробувано застосування води або води з барвником при просочуванні гідратаційних в'яжучих (гіпс, цемент) у складі сипкого наповнювача і подальше його зв'язування. Випробуване просочення водним розчином рідкого скла в якості сполучного сипкого наповнювача - піску з додаванням сполук кальцію, інших металів, використання вуглекислого газу або складних ефірів в якості отверджувача сипкого наповнювача з розчином рідкого скла. Відомо застосування технічних лігносульфонатів в якості сполучного і хромового або марганцевого ангідриду або інших сполук з шестивалентним хромом як отверджувача, або застосування синтетичних смол в якості сполучного і кислоти або газо- чи пароподібних речовин як отверджувача. Зазначені два реагенти вводили, порошковий до складу сипкого наповнювача, а рідкий - до складу просочувача. Також після просочення сполучним (рідким склом) можлива продувка газом - отверджувачем сполучного (вуглекислим газом) через наколи в еластичній синтетичній плівці. Введений просоченням реагент може не вступати в реакції зв'язування сипкого наповнювача, але без нього ці реакції не йдуть, а він наче служить стимулятором реакції тверднення. Наприклад, в якості сполучного в сипкому наповнювачі використовують порошкові концентрат рідкого скла і сполуки кальцію. При просочуванні водою порошковий концентрат рідкого скла піддавався розчиненню, взаємодіяв із сполуками кальцію і твердів. Крім сполук кальцію для твердіння рідкого скла випробували використання СО 2-процесу таким чином, як описано в наступному прикладі. У сипкий наповнювач у виді кварцового піску давали 1…2 мас. % гідрокарбонату натрію в порошку тонкого помелу білого кольору, в побуті званого харчовою содою (виробництва ВАТ "Лисичанська сода", ГОСТ 2156-76 "Натрій двовуглекислий"), а також 0,8…1,2 мас. % лимонної кислоти (2-гідрокси-1,2,3-пропантрикарбонової кислоти, 3-гідрокси-3карбоксипентандіової, С6Н8О7), мелену кристалічну речовину білого кольору, виробництва ВАТ "Смілянський цукровий завод" (ГОСТ 3652-69). Таке співвідношення двох останніх матеріалів взято з патенту РФ № 2114131 (МПК C08J9/04, C08L25/06, В29С67/20, опублік. 27.06.1998). Ці речовини, а також одержуваний в результаті їх реакції цитрат натрію використовують як харчові добавки Е500іі та Е330, що свідчить про їх екологічність. 4 UA 77595 U 5 10 15 20 25 30 35 40 45 50 55 У реакції між ними NaHCO3 + Н3(С5Н5О7) → Na3(С5H5О7) + СО2↑ + Н2О вода в числі речовин, що вступають в реакцію, не вбачається, але без неї реакція не відбувається (див. Фиалков Ю. Я. Не только о воде. - Л.: Химия, 1989. - С. 3). В цій роботі Фіалкова Ю. Я. на прикладі лимонної кислоти наведена реакція будь-якої кислоти з гідрокарбонатом натрію, що в результаті в продуктах реакції має солі натрію, вуглекислий газ та воду. В останній склад сухого наповнювача вводили 2,5-4,0 мас. % вищевказаного сухого концентрату рідкого скла содового. Маса його моля приблизно в 3 рази перевищує масу моля NaHCO 3. При просочуванні водою порошковий концентрат рідкого скла розчинявся, вода ініціювала реакцію взаємодії гідрокарбонату натрію і лимонної кислоти, моль СО2, що виділявся у цій реакції, приймав участь у відомій реакції з переходом рідкого скла із золю в гель, яка описує СО2 - процес, та отверджує рідке скло в кількості одного моля. В цьому випадку спрощується підготовка матеріалів, хімічні порошкові добавки вводяться тільки в сухий наповнювач, він може готуватися заздалегідь і зберігатися на складі без необхідності замішування рідкого просочувача, яким служить вода. Виконання заготовки з порожниною дозволяє зробити тонкими її стінки, що деформуються, і тим самим зменшити зусилля деформації, а застосування пристроїв з ЧПК дозволяє автоматизувати процес. Крім того, за розрахунком на комп'ютері або вибором з досвіду швидкості руху інструменту з ДЕ можна використовувати його у верстаті 3D-фрезері, замінивши фрезу на інструмент з роликом або кулькою. А потім на тому ж станку можлива часткова обробка готового виробу фрезою у місцях, де утруднене деформування чи потрібний особливо тонкий візерунок на поверхні. При застосуванні термопластичної еластичної синтетичної плівки для полегшення її розтягнення або усадки при деформуванні заготовки її можуть нагрівати контактом з нагрітим інструментом, в який вбудовано нагрівач. Також на цю плівку або на інструмент можуть впливати нагрітим газовим або рідинним середовищем, в якому деформують заготовку, та/або спрямовано подавати потік нагрітого газового або рідкого теплоносія або випромінювання на поверхню плівки в зоні деформування. Найпростішими теплоносіями можуть служити нагріте повітря чи вода, випромінювання може застосовуватися інфрачервоне чи ультрафіолетове та ін. Корисна модель також передбачає виготовлення заготовки з сипкого наповнювача з покриттям її еластичною синтетичною плівкою, вакуумуванням цього наповнювача, і деформування цієї заготовки по заданій формі в безперервному процесі. Відомо безперервне виготовлення разової моделі і піщаної форми на рухомому конвеєрі (пат. Росії 2029653, В22С9/02, опубл. 27.02.1995). При безперервному виготовленні і деформуванні вакуумованої заготовки з сипкого наповнювача в якості піщаної ливарної форми або стрижня, або заготовки в якості разової моделі з сипкого матеріалу, що легко видаляється (наприклад, порошку чи гранул пінополістиролу), еластичну синтетичну плівку у вигляді полотна або рукава розмотують з рулону, в неї засипають сипкий наповнювач, вакуумують і деформують ДЕ, наприклад валками. В літературі є ряд описів автоматизованих систем вакуумування піщаних форм, що рухаються на конвеєрі, і придатні для вакуумування матеріалу моделей, що безперервно виготовляються (Дорошенко В.С, Шейко Н.И. Примеры способов непрерывной вакуумной формовки // Литейное производство.-1994. - №4. - С. 25-26). Корисна модель також передбачає виготовлення виробів, в яких як сипкий наповнювач використовують лід і/або легкоплавкий пінополімер у вигляді крихти, гранул або порошку або лід в суміші з сипким вогнетривким формувальним матеріалом. До таких виробів відносяться крижані і пінопластові моделі, а також заморожені форми і стрижні. Льодогенератори, що виробляють подрібнений лід (crashed ice) у вигляді крижаної крихти, а також лід у вигляді тонких пластівців (flake ice, scale ice), випускають серійно. Оскільки температура плавлення льоду визначається тиском, при якому лід знаходиться, і її залежність від тиску описується рівнянням Клапейрона-Клаузіуса, то вона знижується з підвищенням тиску, а потім зростає після припинення дії підвищеного тиску. Підтримуючи температуру поверхні заготовки з сипкого наповнювача з льодом або з сипкого льоду на рівні 0…-5 °C, досягають того, що лід частково оплавляється при деформуванні та/або нагріванні контактом з інструментом і/або нагріванні контактом з навколишнім середовищем заготовки при деформуванні, а потім поверхневий шар заготовки твердне сам контактом з твердими частинками льоду до збереження форми заготовки без вакуумування або його охолоджують до повного твердіння розплаву, наприклад, шляхом поміщення в морозильну камеру. Під вакуумом тала вода проникає глибше між зерен льоду і там застигає. Це є варіант способу виробництва з сипкого наповнювача з додаванням льоду або у вигляді льоду крижаних або крижаних моделей з додаванням пінопласту, а також заморожених форм. 5 UA 77595 U 5 10 15 Крім того, при деформуванні льоду з тиском на нього інструменту вище 100 кПа (1 бар), відбувається значне прискорення оплавлення льоду. Експериментально доведено, що під таким тиском на лід швидкість руху мідної нитки при різанні льоду зростає приблизно в 50 разів (Маэно Н. Наука о льде. - М.: Мир, 1088. - 231 с). Це зв'язано з досягненням умов, відповідних потрійній точці вода-лід-пар, зростанням температури плавлення льоду і видаленням із зони плавлення домішок з утворенням водної плівки навколо нитки. Застосування таких особливостей поєднає операції деформування і просочення, що підвищить продуктивність виготовлення кінцевого виробу. Описані суттєві ознаки заявленого способу, сукупність яких задовольняє досягненню зазначеного технічного результату і підтверджує промислову придатність способу, відповідає потребам зменшення енергоємності процесу виготовлення виробів з сипкого наповнювача за рахунок зниження тривалості вакуумування, збільшення гнучкості виробництва за рахунок від'єднання виробів від трубопроводів і подальшої можливості перевезення та зберігання їх на складі, а також застосування сучасних засобів ЧПК для автоматизації процесу виготовлення таких виробів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 30 35 40 45 50 1. Спосіб виготовлення виробів з сипкого наповнювача, що включає виготовлення заготовки з покриттям її еластичною синтетичною плівкою, вакуумування цього наповнювача, і деформування цієї заготовки по заданій формі, який відрізняється тим, що після деформування сипкий наповнювач просочують під вакуумом реагентом, за допомогою якого зв'язують сипкий наповнювач, або застосовують сипкий наповнювач, який зв'язують при деформуванні заготовки, і потім відключають вакуум. 2. Спосіб за п. 1, який відрізняється тим, що міцність і твердість сипкого наповнювача в стінці заготовки під час деформування та/або швидкість просочення регулюють величиною вакууму та/або газопроникністю сипкого наповнювача, та/або величиною відстані від місця визначення цих показників до вакуум-проводу, що контактує з сипким наповнювачем. 3. Спосіб за п. 1, який відрізняється тим, що деформування виконують на верстаті з ЧПК з одночасним моніторингом в поточному часі розмірів і стану поверхні заготовки, а заготовку з сипкого наповнювача виконують з порожниною, в напрямку якої деформують стінки заготовки, або деформування стінки заготовки виконують з боку порожнини або з двох сторін стінки заготовки, при цьому принаймні з одного боку застосовують вібрацію деформуючого інструменту. 4. Спосіб за п. 1, який відрізняється тим, що як сипкий наповнювач використовують лід і/або лід в суміші з сипким вогнетривким формувальним матеріалом або в суміші з легкоплавким піно полімером, при цьому сипкий лід підтримують такої температури, що він частково оплавляється при деформуванні та/або нагріванні контактом з інструментом та/або нагріванні контактом з навколишнім середовищем заготовки, а просочення виконують талими продуктами льоду, котрі потім охолоджують до тверднення. 5. Спосіб за п. 1, який відрізняється тим, що виготовлення заготовки з сипкого наповнювача з покриттям її еластичною синтетичною плівкою, вакуумування цього наповнювача і деформування цієї заготовки за заданою формою виконують в безперервному процесі, при цьому еластичну синтетичну плівку у вигляді полотна або рукава розмотують з рулону, а при застосуванні термопластичної еластичної синтетичної плівки її нагрівають контактом з інструментом, що нагрівається, і/або нагрітим газовим або рідинним середовищем, в якому деформують заготовку, та/або спрямованою подачею потоку нагрітого газового або рідкого теплоносія або випромінювання на поверхню цієї плівки в зоні деформування. 6. Спосіб за п. 1, який відрізняється тим, що в сипкий наповнювач поміщають інгредієнт, який взаємодіє з реагентом, і цією взаємодією створюють тверднучу сполучну композицію, в якій один з них є сполучним сипкого наповнювача, а інший отверджувачем або каталізатором твердіння цього сполучного. 6 UA 77595 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing articles from bulk filler
Автори англійськоюShynskyi Oleh Yosypovych, Doroshenko Volodymyr Stepanovych
Назва патенту російськоюСпособ изготовления изделий из сыпучего наполнителя
Автори російськоюШинский Олег Иосифович, Дорошенко Владимир Степанович
МПК / Мітки
МПК: B22C 9/02
Мітки: сипкого, виготовлення, спосіб, наповнювача, виробів
Код посилання
<a href="https://ua.patents.su/9-77595-sposib-vigotovlennya-virobiv-z-sipkogo-napovnyuvacha.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виробів з сипкого наповнювача</a>
Спосіб виготовлення волокнистого наповнювача для теплоізоляційних виробів
Номер патенту: 70051
Опубліковано: 15.09.2005
Автор: Божко Василь Іванович
МПК: C03B 37/01
Мітки: виробів, наповнювача, теплоізоляційних, волокнистого, виготовлення, спосіб
Формула / Реферат:
Спосіб діагностики дифтерії у дітей шляхом проведення клінічного та лабораторного обстеження, при якому визначають діагностичні симптоми, обчислюють діагностичний коефіцієнт по сумі найбільш інформативних ознак.
Спосіб виготовлення виробів, композиційний матеріал для виготовлення виробів і установка для виготовлення виробів

Номер патенту: 69498
Опубліковано: 15.09.2004
Автори: Савостов Ніколай Сєргєєвіч, Вязовчєнко Павєл Андрєєвіч
МПК: B44C 5/00
Мітки: композиційний, виробів, установка, спосіб, матеріал, виготовлення
Формула / Реферат:
1. Спосіб виготовлення виробів, що полягає в розміщенні у формі вологої однорідної суміші, яка включає формувальну масу зі зв'язувальними частками і наповнювачем, здійсненні її ущільнення і наступному сушінні, який відрізняється тим, що як зв'язувальні частки використовують частки розміром 0,01-10 мкм, причому ущільнення вологої однорідної суміші здійснюють шляхом впливу на неї регульованими динамічними навантаженнями для забезпечення...
Шихта для виготовлення вогнетривких виробів
Номер патенту: 70372
Опубліковано: 15.10.2004
Автори: Примаченко Володимир Васильович, Коров'янська Алла Олександрівна, Устіченко Володимир Андрійович
МПК: C04B 35/10, C04B 35/18
Мітки: виробів, вогнетривких, виготовлення, шихта
Формула / Реферат:
Шихта для виготовлення вогнетривких виробів, що містить вогнетривкий наповнювач, тонкодисперсну суміш глини, глинозему і матеріалу наповнювача та зв'язку, яка відрізняється тим, що як наповнювач і компонент тонкодисперсної суміші вона містить лом мулітокорундових виробів після служби в теплових агрегатах, причому тонкодисперсна суміш глини, глинозему і лому мулітокорундових виробів після служби в теплових агрегатах взяті відповідно в...
Пристрій для виготовлення неорганічного наповнювача
Номер патенту: 4900
Опубліковано: 15.02.2005
Автор: Божко Василь Іванович
МПК: C03B 37/01
Мітки: неорганічного, наповнювача, пристрій, виготовлення
Формула / Реферат:
Пристрій для виготовлення неорганічного наповнювача, який містить плавильний агрегат для виготовлення склорозплаву, отвір в його поді для подачі склорозплаву на формування, фільєрний живильник з отворами для формування первинних скловолокон, механізм витягування первинних скловолокон, камеру згоряння енергоносія, сопло камери згоряння енергоносія, щілину для подачі первинних скловолокон на роздування, який відрізняється тим, що він додатково...
Спосіб розсівання сипкого матеріалу відцентровою машиною по поверхні поля у вітряну погоду
Номер патенту: 41701
Опубліковано: 10.06.2009
Автор: Мойсеєнко Володимир Костянтинович
МПК: A01C 17/00
Мітки: розсівання, погоду, сипкого, поля, матеріалу, вітряну, поверхні, спосіб, відцентровою, машиною
Формула / Реферат:
Спосіб розсівання сипкого матеріалу відцентровою машиною по поверхні поля у вітряну погоду, який включає дозування сипкого матеріалу із бункера, подачу його на розсіювальний апарат, що обертається, та розсівання його по поверхні поля під дією відцентрових сил, який відрізняється тим, що рух відцентрової машини здійснюють у напрямку, близькому до перпендикулярного відносно напряму вітру, а сипкий матеріал розсівають у один бік відносно...
Попередній патент: Спосіб приготування кавопродуктів
Наступний патент: Оксибензолсульфонілоксамідоетанові кислоти, які мають протисудомну та анальгетичну активність
Випадковий патент: Форма для лиття валків відцентровим способом