Лінія для виготовлення виробів з деревини
Номер патенту: 79827
Опубліковано: 25.04.2013
Автори: Рахматуллін Айрат Науфалович, Зайченко Зореслав Сергійович


Формула / Реферат
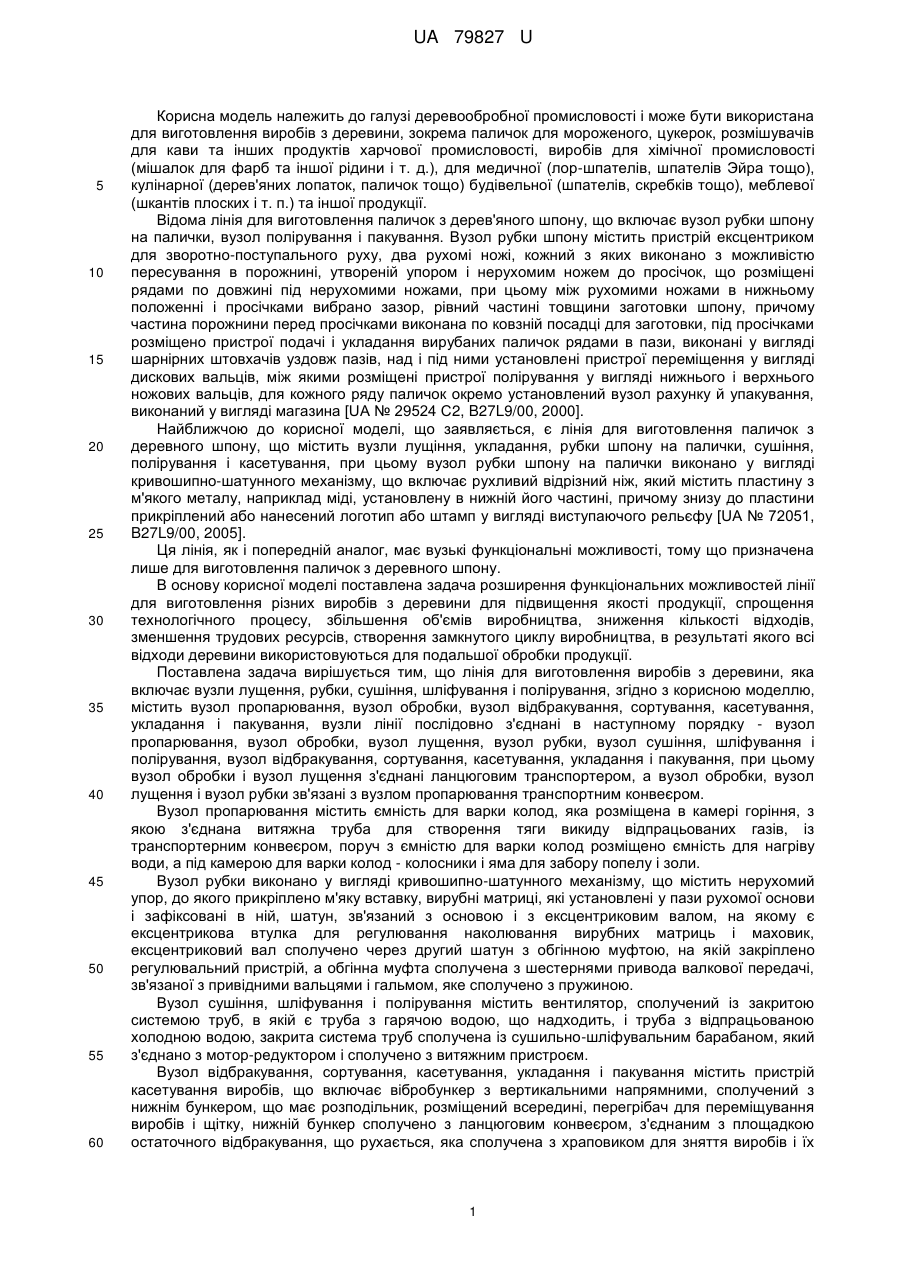
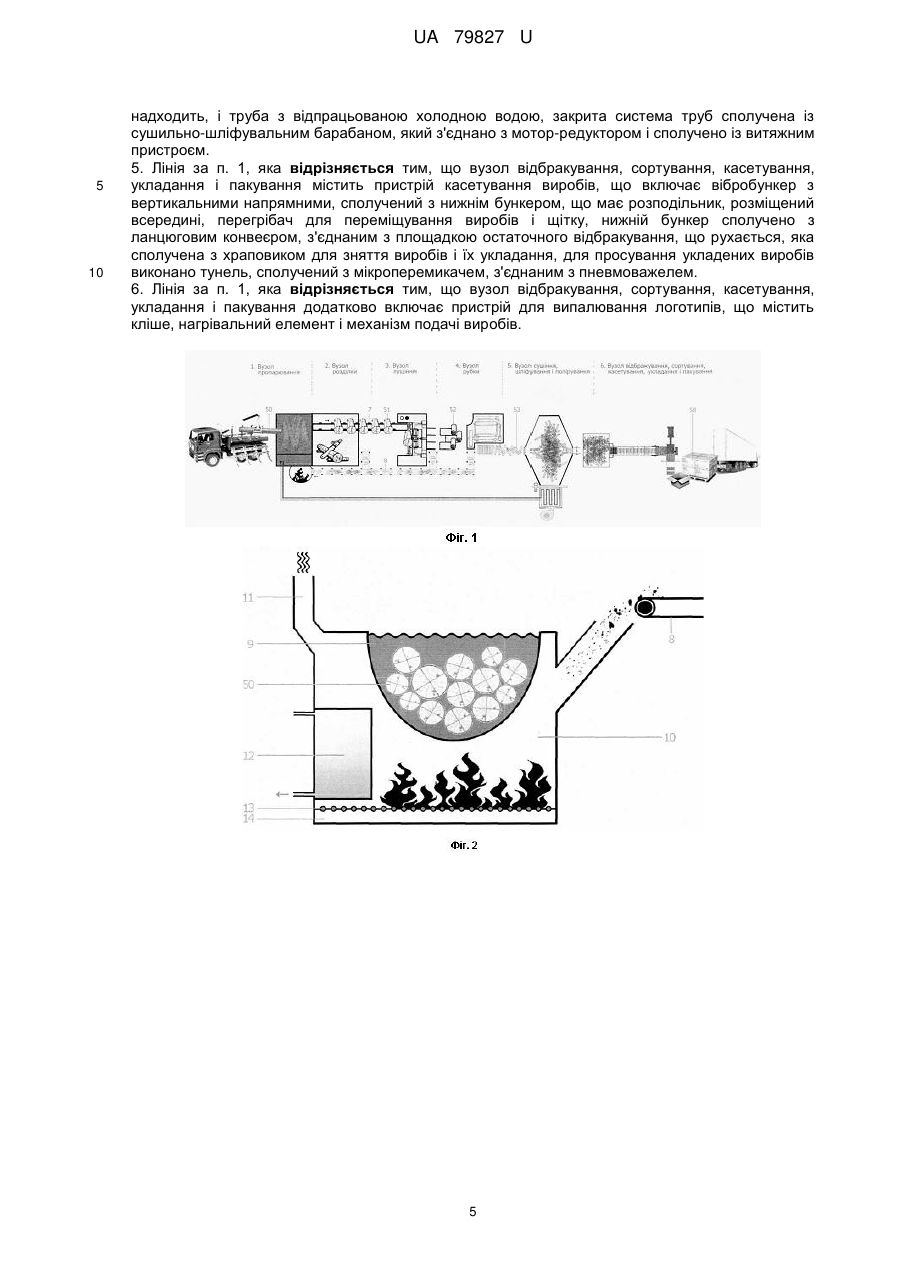
1. Лінія для виготовлення виробів з деревини, що включає вузли лущення, рубки шпону, сушіння, шліфування і полірування виробів, яка відрізняється тим, що містить вузол пропарювання, вузол обробки, вузол відбракування, сортування, касетування, укладання і пакування, вузли лінії послідовно з'єднані в наступному порядку - вузол пропарювання, вузол обробки, вузол лущення, вузол рубки, вузол сушіння, шліфування і полірування, вузол відбракування, сортування, касетування, укладання і пакування, при цьому вузол обробки і вузол лущення з'єднані ланцюговим транспортером, вузол обробки, вузол лущення і вузол рубки з'єднані з вузлом пропарювання транспортним конвеєром.
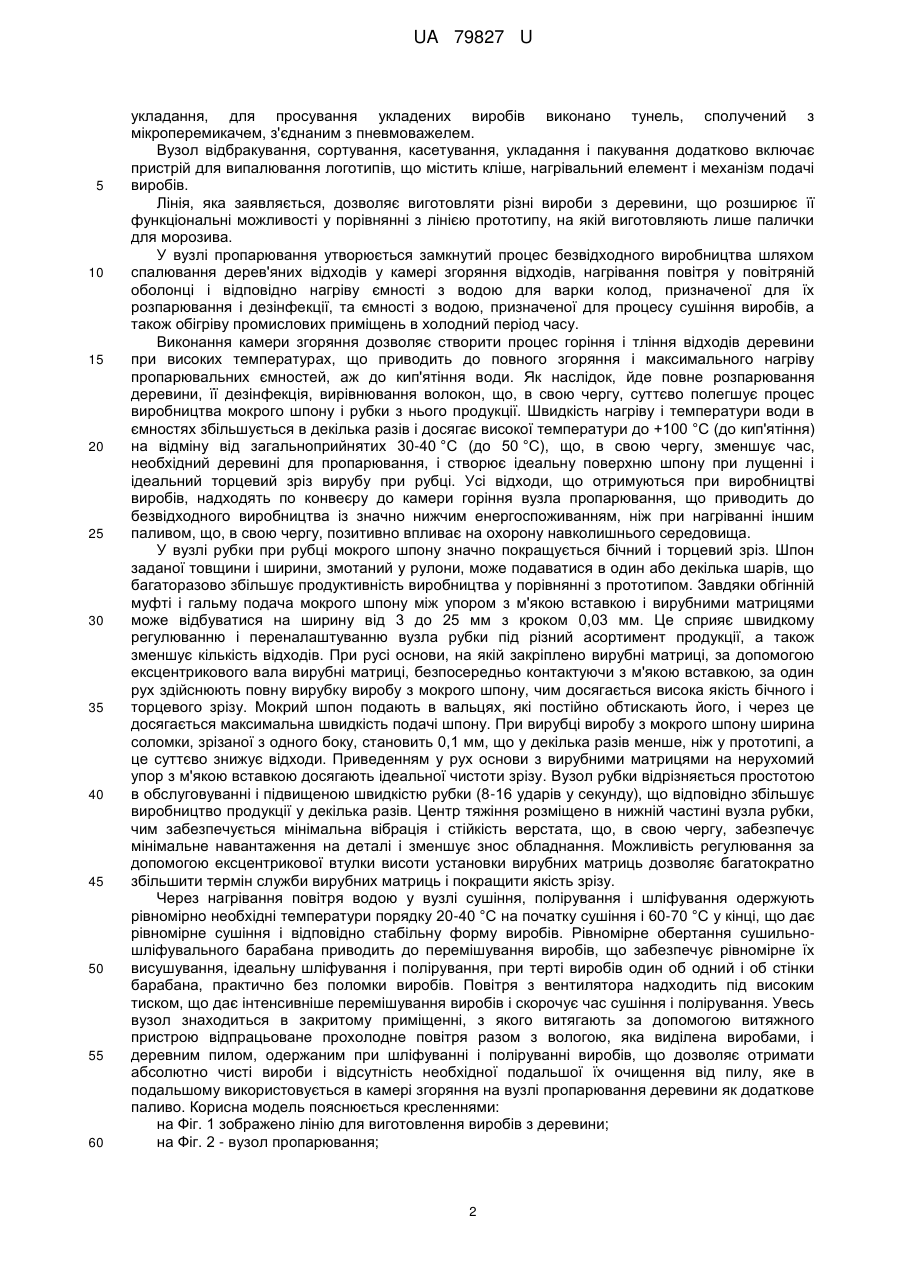
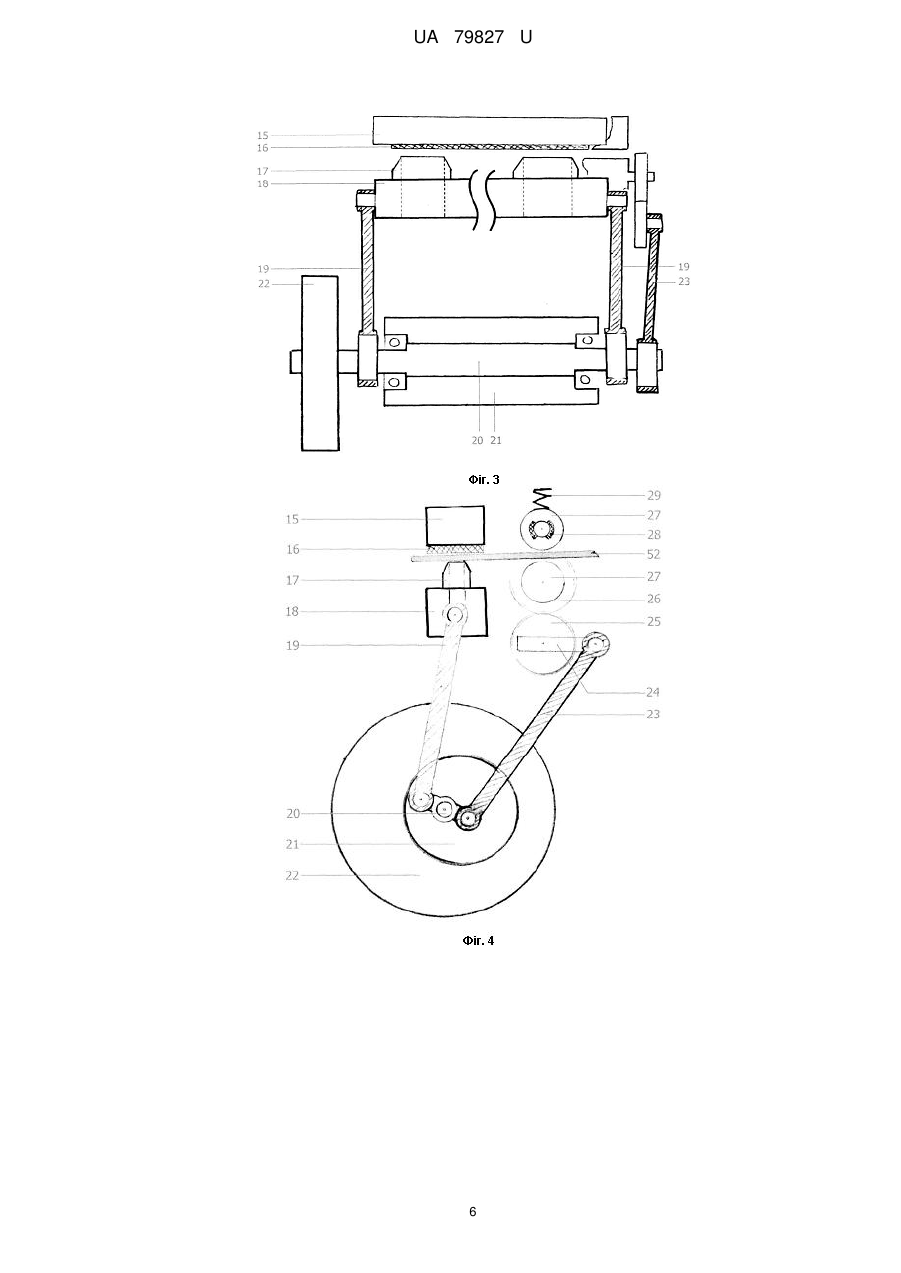
2. Лінія за п. 1, яка відрізняється тим, що вузол пропарювання містить ємність для варки колод, яка розміщена в камері горіння, з якою з'єднана витяжна труба для створення тяги викиду відпрацьованих газів, із транспортерним конвеєром, поруч з ємністю для варки колод розміщено ємність для нагріву води, а під камерою для варки колод - колосники і яма для забору попелу і золи.
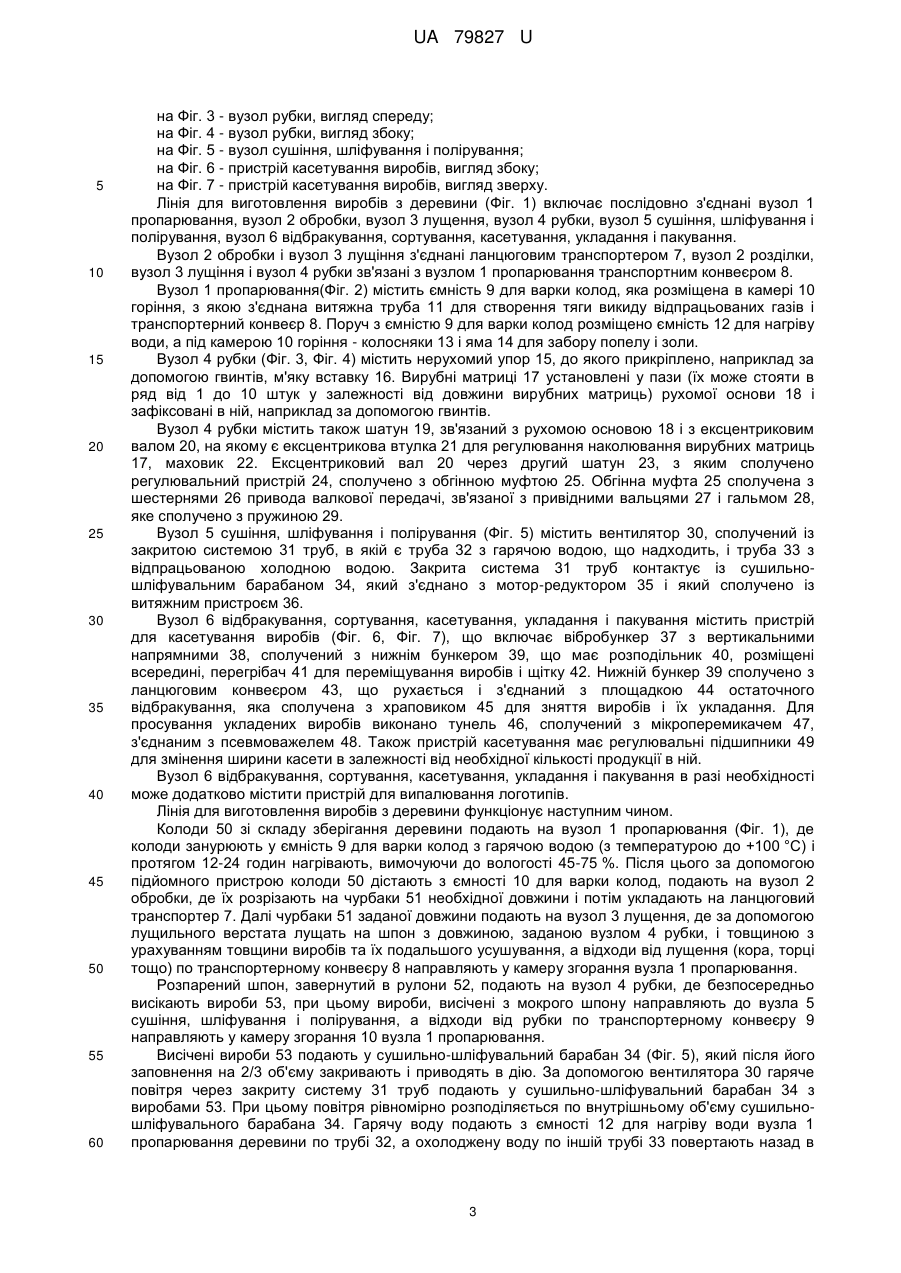
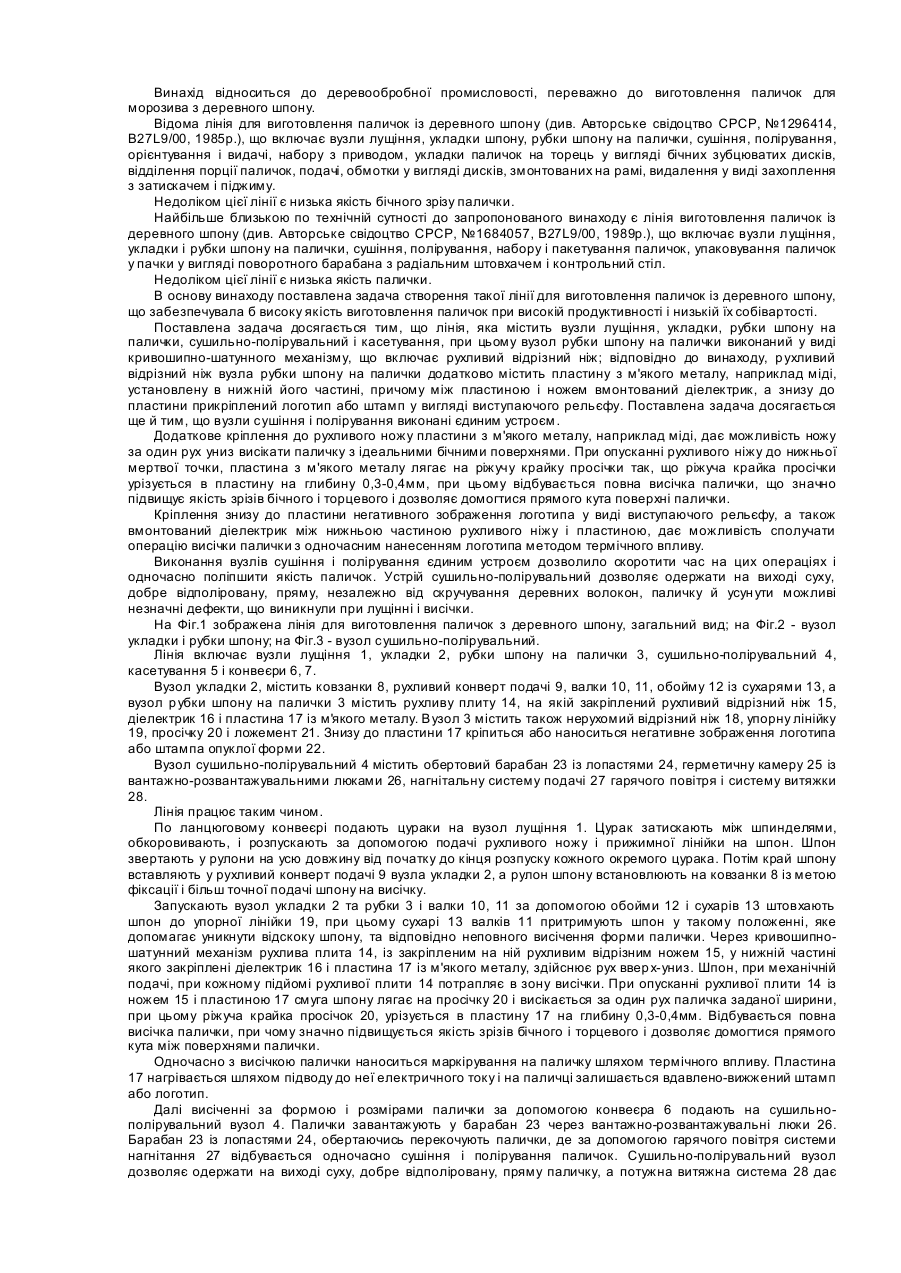
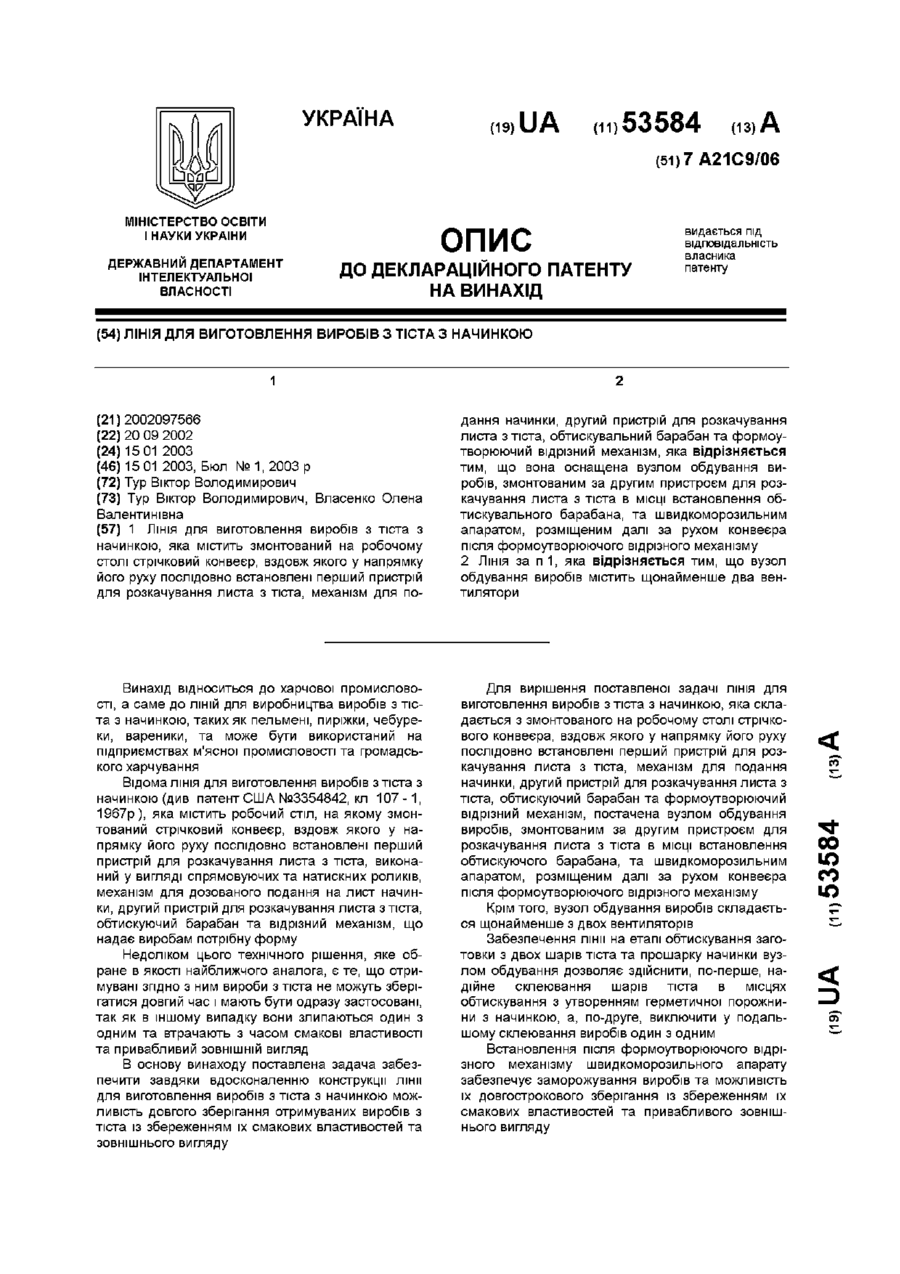
3. Лінія за п. 1, яка відрізняється тим, що вузол рубки виконано у вигляді кривошипно-шатунного механізму, що містить нерухомий упор, до якого прикріплено м'яку вставку, вирубні матриці, що установлені у пази рухомої основи і зафіксовані в ній, шатун, зв'язаний з основою і з ексцентриковим валом, на якому є ексцентрикова втулка для регулювання наколювання вирубних матриць і маховик, ексцентриковий вал сполучено через другий шатун з обгінною муфтою, на якій закріплено регулювальний пристрій, а обгінна муфта сполучена з шестернями привода валкової передачі, зв'язаної з привідними вальцями і гальмом, яке сполучено з пружиною.
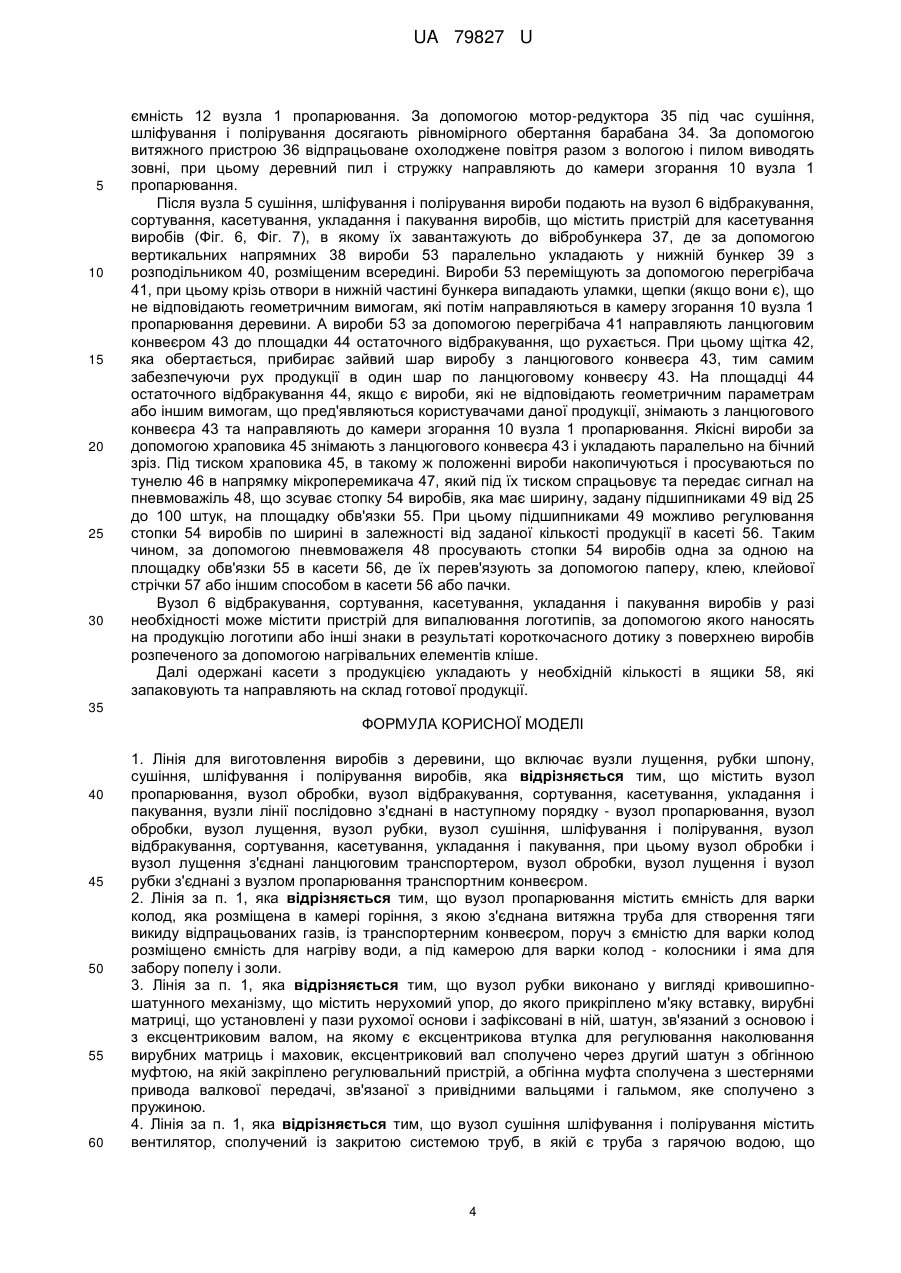
4. Лінія за п. 1, яка відрізняється тим, що вузол сушіння шліфування і полірування містить вентилятор, сполучений із закритою системою труб, в якій є труба з гарячою водою, що надходить, і труба з відпрацьованою холодною водою, закрита система труб сполучена із сушильно-шліфувальним барабаном, який з'єднано з мотор-редуктором і сполучено із витяжним пристроєм.
5. Лінія за п. 1, яка відрізняється тим, що вузол відбракування, сортування, касетування, укладання і пакування містить пристрій касетування виробів, що включає вібробункер з вертикальними напрямними, сполучений з нижнім бункером, що має розподільник, розміщений всередині, перегрібач для переміщування виробів і щітку, нижній бункер сполучено з ланцюговим конвеєром, з'єднаним з площадкою остаточного відбракування, що рухається, яка сполучена з храповиком для зняття виробів і їх укладання, для просування укладених виробів виконано тунель, сполучений з мікроперемикачем, з'єднаним з пневмоважелем.
6. Лінія за п. 1, яка відрізняється тим, що вузол відбракування, сортування, касетування, укладання і пакування додатково включає пристрій для випалювання логотипів, що містить кліше, нагрівальний елемент і механізм подачі виробів.
Текст
Реферат: Лінія для виготовлення виробів з деревини включає вузли лущення, рубки шпону, сушіння, шліфування і полірування виробів. Містить вузол пропарювання, вузол обробки, вузол відбракування, сортування, касетування, укладання і пакування, вузли лінії послідовно з'єднані в наступному порядку - вузол пропарювання, вузол обробки, вузол лущення, вузол рубки, вузол сушіння, шліфування і полірування, вузол відбракування, сортування, касетування, укладання і пакування, при цьому вузол обробки і вузол лущення з'єднані ланцюговим транспортером, вузол обробки, вузол лущення і вузол рубки з'єднані з вузлом пропарювання транспортним конвеєром. UA 79827 U (12) UA 79827 U UA 79827 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі деревообробної промисловості і може бути використана для виготовлення виробів з деревини, зокрема паличок для мороженого, цукерок, розмішувачів для кави та інших продуктів харчової промисловості, виробів для хімічної промисловості (мішалок для фарб та іншої рідини і т. д.), для медичної (лор-шпателів, шпателів Эйра тощо), кулінарної (дерев'яних лопаток, паличок тощо) будівельної (шпателів, скребків тощо), меблевої (шкантів плоских і т. п.) та іншої продукції. Відома лінія для виготовлення паличок з дерев'яного шпону, що включає вузол рубки шпону на палички, вузол полірування і пакування. Вузол рубки шпону містить пристрій ексцентриком для зворотно-поступального руху, два рухомі ножі, кожний з яких виконано з можливістю пересування в порожнині, утвореній упором і нерухомим ножем до просічок, що розміщені рядами по довжині під нерухомими ножами, при цьому між рухомими ножами в нижньому положенні і просічками вибрано зазор, рівний частині товщини заготовки шпону, причому частина порожнини перед просічками виконана по ковзній посадці для заготовки, під просічками розміщено пристрої подачі і укладання вирубаних паличок рядами в пази, виконані у вигляді шарнірних штовхачів уздовж пазів, над і під ними установлені пристрої переміщення у вигляді дискових вальців, між якими розміщені пристрої полірування у вигляді нижнього і верхнього ножових вальців, для кожного ряду паличок окремо установлений вузол рахунку й упакування, виконаний у вигляді магазина [UA № 29524 С2, B27L9/00, 2000]. Найближчою до корисної моделі, що заявляється, є лінія для виготовлення паличок з деревного шпону, що містить вузли лущіння, укладання, рубки шпону на палички, сушіння, полірування і касетування, при цьому вузол рубки шпону на палички виконано у вигляді кривошипно-шатунного механізму, що включає рухливий відрізний ніж, який містить пластину з м'якого металу, наприклад міді, установлену в нижній його частині, причому знизу до пластини прикріплений або нанесений логотип або штамп у вигляді виступаючого рельєфу [UA № 72051, B27L9/00, 2005]. Ця лінія, як і попередній аналог, має вузькі функціональні можливості, тому що призначена лише для виготовлення паличок з деревного шпону. В основу корисної моделі поставлена задача розширення функціональних можливостей лінії для виготовлення різних виробів з деревини для підвищення якості продукції, спрощення технологічного процесу, збільшення об'ємів виробництва, зниження кількості відходів, зменшення трудових ресурсів, створення замкнутого циклу виробництва, в результаті якого всі відходи деревини використовуються для подальшої обробки продукції. Поставлена задача вирішується тим, що лінія для виготовлення виробів з деревини, яка включає вузли лущення, рубки, сушіння, шліфування і полірування, згідно з корисною моделлю, містить вузол пропарювання, вузол обробки, вузол відбракування, сортування, касетування, укладання і пакування, вузли лінії послідовно з'єднані в наступному порядку - вузол пропарювання, вузол обробки, вузол лущення, вузол рубки, вузол сушіння, шліфування і полірування, вузол відбракування, сортування, касетування, укладання і пакування, при цьому вузол обробки і вузол лущення з'єднані ланцюговим транспортером, а вузол обробки, вузол лущення і вузол рубки зв'язані з вузлом пропарювання транспортним конвеєром. Вузол пропарювання містить ємність для варки колод, яка розміщена в камері горіння, з якою з'єднана витяжна труба для створення тяги викиду відпрацьованих газів, із транспортерним конвеєром, поруч з ємністю для варки колод розміщено ємність для нагріву води, а під камерою для варки колод - колосники і яма для забору попелу і золи. Вузол рубки виконано у вигляді кривошипно-шатунного механізму, що містить нерухомий упор, до якого прикріплено м'яку вставку, вирубні матриці, які установлені у пази рухомої основи і зафіксовані в ній, шатун, зв'язаний з основою і з ексцентриковим валом, на якому є ексцентрикова втулка для регулювання наколювання вирубних матриць і маховик, ексцентриковий вал сполучено через другий шатун з обгінною муфтою, на якій закріплено регулювальний пристрій, а обгінна муфта сполучена з шестернями привода валкової передачі, зв'язаної з привідними вальцями і гальмом, яке сполучено з пружиною. Вузол сушіння, шліфування і полірування містить вентилятор, сполучений із закритою системою труб, в якій є труба з гарячою водою, що надходить, і труба з відпрацьованою холодною водою, закрита система труб сполучена із сушильно-шліфувальним барабаном, який з'єднано з мотор-редуктором і сполучено з витяжним пристроєм. Вузол відбракування, сортування, касетування, укладання і пакування містить пристрій касетування виробів, що включає вібробункер з вертикальними напрямними, сполучений з нижнім бункером, що має розподільник, розміщений всередині, перегрібач для переміщування виробів і щітку, нижній бункер сполучено з ланцюговим конвеєром, з'єднаним з площадкою остаточного відбракування, що рухається, яка сполучена з храповиком для зняття виробів і їх 1 UA 79827 U 5 10 15 20 25 30 35 40 45 50 55 60 укладання, для просування укладених виробів виконано тунель, сполучений з мікроперемикачем, з'єднаним з пневмоважелем. Вузол відбракування, сортування, касетування, укладання і пакування додатково включає пристрій для випалювання логотипів, що містить кліше, нагрівальний елемент і механізм подачі виробів. Лінія, яка заявляється, дозволяє виготовляти різні вироби з деревини, що розширює її функціональні можливості у порівнянні з лінією прототипу, на якій виготовляють лише палички для морозива. У вузлі пропарювання утворюється замкнутий процес безвідходного виробництва шляхом спалювання дерев'яних відходів у камері згоряння відходів, нагрівання повітря у повітряній оболонці і відповідно нагріву ємності з водою для варки колод, призначеної для їх розпарювання і дезінфекції, та ємності з водою, призначеної для процесу сушіння виробів, а також обігріву промислових приміщень в холодний період часу. Виконання камери згоряння дозволяє створити процес горіння і тління відходів деревини при високих температурах, що приводить до повного згоряння і максимального нагріву пропарювальних ємностей, аж до кип'ятіння води. Як наслідок, йде повне розпарювання деревини, її дезінфекція, вирівнювання волокон, що, в свою чергу, суттєво полегшує процес виробництва мокрого шпону і рубки з нього продукції. Швидкість нагріву і температури води в ємностях збільшується в декілька разів і досягає високої температури до +100 °С (до кип'ятіння) на відміну від загальноприйнятих 30-40 °C (до 50 °C), що, в свою чергу, зменшує час, необхідний деревині для пропарювання, і створює ідеальну поверхню шпону при лущенні і ідеальний торцевий зріз вирубу при рубці. Усі відходи, що отримуються при виробництві виробів, надходять по конвеєру до камери горіння вузла пропарювання, що приводить до безвідходного виробництва із значно нижчим енергоспоживанням, ніж при нагріванні іншим паливом, що, в свою чергу, позитивно впливає на охорону навколишнього середовища. У вузлі рубки при рубці мокрого шпону значно покращується бічний і торцевий зріз. Шпон заданої товщини і ширини, змотаний у рулони, може подаватися в один або декілька шарів, що багаторазово збільшує продуктивність виробництва у порівнянні з прототипом. Завдяки обгінній муфті і гальму подача мокрого шпону між упором з м'якою вставкою і вирубними матрицями може відбуватися на ширину від 3 до 25 мм з кроком 0,03 мм. Це сприяє швидкому регулюванню і переналаштуванню вузла рубки під різний асортимент продукції, а також зменшує кількість відходів. При русі основи, на якій закріплено вирубні матриці, за допомогою ексцентрикового вала вирубні матриці, безпосередньо контактуючи з м'якою вставкою, за один рух здійснюють повну вирубку виробу з мокрого шпону, чим досягається висока якість бічного і торцевого зрізу. Мокрий шпон подають в вальцях, які постійно обтискають його, і через це досягається максимальна швидкість подачі шпону. При вирубці виробу з мокрого шпону ширина соломки, зрізаної з одного боку, становить 0,1 мм, що у декілька разів менше, ніж у прототипі, а це суттєво знижує відходи. Приведенням у рух основи з вирубними матрицями на нерухомий упор з м'якою вставкою досягають ідеальної чистоти зрізу. Вузол рубки відрізняється простотою в обслуговуванні і підвищеною швидкістю рубки (8-16 ударів у секунду), що відповідно збільшує виробництво продукції у декілька разів. Центр тяжіння розміщено в нижній частині вузла рубки, чим забезпечується мінімальна вібрація і стійкість верстата, що, в свою чергу, забезпечує мінімальне навантаження на деталі і зменшує знос обладнання. Можливість регулювання за допомогою ексцентрикової втулки висоти установки вирубних матриць дозволяє багатократно збільшити термін служби вирубних матриць і покращити якість зрізу. Через нагрівання повітря водою у вузлі сушіння, полірування і шліфування одержують рівномірно необхідні температури порядку 20-40 °C на початку сушіння і 60-70 °C у кінці, що дає рівномірне сушіння і відповідно стабільну форму виробів. Рівномірне обертання сушильношліфувального барабана приводить до перемішування виробів, що забезпечує рівномірне їх висушування, ідеальну шліфування і полірування, при терті виробів один об одний і об стінки барабана, практично без поломки виробів. Повітря з вентилятора надходить під високим тиском, що дає інтенсивніше перемішування виробів і скорочує час сушіння і полірування. Увесь вузол знаходиться в закритому приміщенні, з якого витягають за допомогою витяжного пристрою відпрацьоване прохолодне повітря разом з вологою, яка виділена виробами, і деревним пилом, одержаним при шліфуванні і поліруванні виробів, що дозволяє отримати абсолютно чисті вироби і відсутність необхідної подальшої їх очищення від пилу, яке в подальшому використовується в камері згоряння на вузлі пропарювання деревини як додаткове паливо. Корисна модель пояснюється кресленнями: на Фіг. 1 зображено лінію для виготовлення виробів з деревини; на Фіг. 2 - вузол пропарювання; 2 UA 79827 U 5 10 15 20 25 30 35 40 45 50 55 60 на Фіг. 3 - вузол рубки, вигляд спереду; на Фіг. 4 - вузол рубки, вигляд збоку; на Фіг. 5 - вузол сушіння, шліфування і полірування; на Фіг. 6 - пристрій касетування виробів, вигляд збоку; на Фіг. 7 - пристрій касетування виробів, вигляд зверху. Лінія для виготовлення виробів з деревини (Фіг. 1) включає послідовно з'єднані вузол 1 пропарювання, вузол 2 обробки, вузол 3 лущення, вузол 4 рубки, вузол 5 сушіння, шліфування і полірування, вузол 6 відбракування, сортування, касетування, укладання і пакування. Вузол 2 обробки і вузол 3 лущіння з'єднані ланцюговим транспортером 7, вузол 2 розділки, вузол 3 лущіння і вузол 4 рубки зв'язані з вузлом 1 пропарювання транспортним конвеєром 8. Вузол 1 пропарювання(Фіг. 2) містить ємність 9 для варки колод, яка розміщена в камері 10 горіння, з якою з'єднана витяжна труба 11 для створення тяги викиду відпрацьованих газів і транспортерний конвеєр 8. Поруч з ємністю 9 для варки колод розміщено ємність 12 для нагріву води, а під камерою 10 горіння - колосняки 13 і яма 14 для забору попелу і золи. Вузол 4 рубки (Фіг. 3, Фіг. 4) містить нерухомий упор 15, до якого прикріплено, наприклад за допомогою гвинтів, м'яку вставку 16. Вирубні матриці 17 установлені у пази (їх може стояти в ряд від 1 до 10 штук у залежності від довжини вирубних матриць) рухомої основи 18 і зафіксовані в ній, наприклад за допомогою гвинтів. Вузол 4 рубки містить також шатун 19, зв'язаний з рухомою основою 18 і з ексцентриковим валом 20, на якому є ексцентрикова втулка 21 для регулювання наколювання вирубних матриць 17, маховик 22. Ексцентриковий вал 20 через другий шатун 23, з яким сполучено регулювальний пристрій 24, сполучено з обгінною муфтою 25. Обгінна муфта 25 сполучена з шестернями 26 привода валкової передачі, зв'язаної з привідними вальцями 27 і гальмом 28, яке сполучено з пружиною 29. Вузол 5 сушіння, шліфування і полірування (Фіг. 5) містить вентилятор 30, сполучений із закритою системою 31 труб, в якій є труба 32 з гарячою водою, що надходить, і труба 33 з відпрацьованою холодною водою. Закрита система 31 труб контактує із сушильношліфувальним барабаном 34, який з'єднано з мотор-редуктором 35 і який сполучено із витяжним пристроєм 36. Вузол 6 відбракування, сортування, касетування, укладання і пакування містить пристрій для касетування виробів (Фіг. 6, Фіг. 7), що включає вібробункер 37 з вертикальними напрямними 38, сполучений з нижнім бункером 39, що має розподільник 40, розміщені всередині, перегрібач 41 для переміщування виробів і щітку 42. Нижній бункер 39 сполучено з ланцюговим конвеєром 43, що рухається і з'єднаний з площадкою 44 остаточного відбракування, яка сполучена з храповиком 45 для зняття виробів і їх укладання. Для просування укладених виробів виконано тунель 46, сполучений з мікроперемикачем 47, з'єднаним з псевмоважелем 48. Також пристрій касетування має регулювальні підшипники 49 для змінення ширини касети в залежності від необхідної кількості продукції в ній. Вузол 6 відбракування, сортування, касетування, укладання і пакування в разі необхідності може додатково містити пристрій для випалювання логотипів. Лінія для виготовлення виробів з деревини функціонує наступним чином. Колоди 50 зі складу зберігання деревини подають на вузол 1 пропарювання (Фіг. 1), де колоди занурюють у ємність 9 для варки колод з гарячою водою (з температурою до +100 °С) і протягом 12-24 годин нагрівають, вимочуючи до вологості 45-75 %. Після цього за допомогою підйомного пристрою колоди 50 дістають з ємності 10 для варки колод, подають на вузол 2 обробки, де їх розрізають на чурбаки 51 необхідної довжини і потім укладають на ланцюговий транспортер 7. Далі чурбаки 51 заданої довжини подають на вузол 3 лущення, де за допомогою лущильного верстата лущать на шпон з довжиною, заданою вузлом 4 рубки, і товщиною з урахуванням товщини виробів та їх подальшого усушування, а відходи від лущення (кора, торці тощо) по транспортерному конвеєру 8 направляють у камеру згорання вузла 1 пропарювання. Розпарений шпон, завернутий в рулони 52, подають на вузол 4 рубки, де безпосередньо висікають вироби 53, при цьому вироби, висічені з мокрого шпону направляють до вузла 5 сушіння, шліфування і полірування, а відходи від рубки по транспортерному конвеєру 9 направляють у камеру згорання 10 вузла 1 пропарювання. Висічені вироби 53 подають у сушильно-шліфувальний барабан 34 (Фіг. 5), який після його заповнення на 2/3 об'єму закривають і приводять в дію. За допомогою вентилятора 30 гаряче повітря через закриту систему 31 труб подають у сушильно-шліфувальний барабан 34 з виробами 53. При цьому повітря рівномірно розподіляється по внутрішньому об'єму сушильношліфувального барабана 34. Гарячу воду подають з ємності 12 для нагріву води вузла 1 пропарювання деревини по трубі 32, а охолоджену воду по іншій трубі 33 повертають назад в 3 UA 79827 U 5 10 15 20 25 30 ємність 12 вузла 1 пропарювання. За допомогою мотор-редуктора 35 під час сушіння, шліфування і полірування досягають рівномірного обертання барабана 34. За допомогою витяжного пристрою 36 відпрацьоване охолоджене повітря разом з вологою і пилом виводять зовні, при цьому деревний пил і стружку направляють до камери згорання 10 вузла 1 пропарювання. Після вузла 5 сушіння, шліфування і полірування вироби подають на вузол 6 відбракування, сортування, касетування, укладання і пакування виробів, що містить пристрій для касетування виробів (Фіг. 6, Фіг. 7), в якому їх завантажують до вібробункера 37, де за допомогою вертикальних напрямних 38 вироби 53 паралельно укладають у нижній бункер 39 з розподільником 40, розміщеним всередині. Вироби 53 переміщують за допомогою перегрібача 41, при цьому крізь отвори в нижній частині бункера випадають уламки, щепки (якщо вони є), що не відповідають геометричним вимогам, які потім направляються в камеру згорання 10 вузла 1 пропарювання деревини. А вироби 53 за допомогою перегрібача 41 направляють ланцюговим конвеєром 43 до площадки 44 остаточного відбракування, що рухається. При цьому щітка 42, яка обертається, прибирає зайвий шар виробу з ланцюгового конвеєра 43, тим самим забезпечуючи рух продукції в один шар по ланцюговому конвеєру 43. На площадці 44 остаточного відбракування 44, якщо є вироби, які не відповідають геометричним параметрам або іншим вимогам, що пред'являються користувачами даної продукції, знімають з ланцюгового конвеєра 43 та направляють до камери згорання 10 вузла 1 пропарювання. Якісні вироби за допомогою храповика 45 знімають з ланцюгового конвеєра 43 і укладають паралельно на бічний зріз. Під тиском храповика 45, в такому ж положенні вироби накопичуються і просуваються по тунелю 46 в напрямку мікроперемикача 47, який під їх тиском спрацьовує та передає сигнал на пневмоважіль 48, що зсуває стопку 54 виробів, яка має ширину, задану підшипниками 49 від 25 до 100 штук, на площадку обв'язки 55. При цьому підшипниками 49 можливо регулювання стопки 54 виробів по ширині в залежності від заданої кількості продукції в касеті 56. Таким чином, за допомогою пневмоважеля 48 просувають стопки 54 виробів одна за одною на площадку обв'язки 55 в касети 56, де їх перев'язують за допомогою паперу, клею, клейової стрічки 57 або іншим способом в касети 56 або пачки. Вузол 6 відбракування, сортування, касетування, укладання і пакування виробів у разі необхідності може містити пристрій для випалювання логотипів, за допомогою якого наносять на продукцію логотипи або інші знаки в результаті короткочасного дотику з поверхнею виробів розпеченого за допомогою нагрівальних елементів кліше. Далі одержані касети з продукцією укладають у необхідній кількості в ящики 58, які запаковують та направляють на склад готової продукції. 35 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 50 55 60 1. Лінія для виготовлення виробів з деревини, що включає вузли лущення, рубки шпону, сушіння, шліфування і полірування виробів, яка відрізняється тим, що містить вузол пропарювання, вузол обробки, вузол відбракування, сортування, касетування, укладання і пакування, вузли лінії послідовно з'єднані в наступному порядку - вузол пропарювання, вузол обробки, вузол лущення, вузол рубки, вузол сушіння, шліфування і полірування, вузол відбракування, сортування, касетування, укладання і пакування, при цьому вузол обробки і вузол лущення з'єднані ланцюговим транспортером, вузол обробки, вузол лущення і вузол рубки з'єднані з вузлом пропарювання транспортним конвеєром. 2. Лінія за п. 1, яка відрізняється тим, що вузол пропарювання містить ємність для варки колод, яка розміщена в камері горіння, з якою з'єднана витяжна труба для створення тяги викиду відпрацьованих газів, із транспортерним конвеєром, поруч з ємністю для варки колод розміщено ємність для нагріву води, а під камерою для варки колод - колосники і яма для забору попелу і золи. 3. Лінія за п. 1, яка відрізняється тим, що вузол рубки виконано у вигляді кривошипношатунного механізму, що містить нерухомий упор, до якого прикріплено м'яку вставку, вирубні матриці, що установлені у пази рухомої основи і зафіксовані в ній, шатун, зв'язаний з основою і з ексцентриковим валом, на якому є ексцентрикова втулка для регулювання наколювання вирубних матриць і маховик, ексцентриковий вал сполучено через другий шатун з обгінною муфтою, на якій закріплено регулювальний пристрій, а обгінна муфта сполучена з шестернями привода валкової передачі, зв'язаної з привідними вальцями і гальмом, яке сполучено з пружиною. 4. Лінія за п. 1, яка відрізняється тим, що вузол сушіння шліфування і полірування містить вентилятор, сполучений із закритою системою труб, в якій є труба з гарячою водою, що 4 UA 79827 U 5 10 надходить, і труба з відпрацьованою холодною водою, закрита система труб сполучена із сушильно-шліфувальним барабаном, який з'єднано з мотор-редуктором і сполучено із витяжним пристроєм. 5. Лінія за п. 1, яка відрізняється тим, що вузол відбракування, сортування, касетування, укладання і пакування містить пристрій касетування виробів, що включає вібробункер з вертикальними напрямними, сполучений з нижнім бункером, що має розподільник, розміщений всередині, перегрібач для переміщування виробів і щітку, нижній бункер сполучено з ланцюговим конвеєром, з'єднаним з площадкою остаточного відбракування, що рухається, яка сполучена з храповиком для зняття виробів і їх укладання, для просування укладених виробів виконано тунель, сполучений з мікроперемикачем, з'єднаним з пневмоважелем. 6. Лінія за п. 1, яка відрізняється тим, що вузол відбракування, сортування, касетування, укладання і пакування додатково включає пристрій для випалювання логотипів, що містить кліше, нагрівальний елемент і механізм подачі виробів. 5 UA 79827 U 6 UA 79827 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for manufacture of wood articles
Автори англійськоюRahmatyllin Airat Nayfalovych, Zaichenko Zoreslav Sergiovych
Назва патенту російськоюЛиния для изготовления изделий из древесины
Автори російськоюРахматуллин Айрат Науфалович, Зайченко Зореслав Сергеевич
МПК / Мітки
МПК: B27L 9/00
Мітки: лінія, деревини, виготовлення, виробів
Код посилання
<a href="https://ua.patents.su/9-79827-liniya-dlya-vigotovlennya-virobiv-z-derevini.html" target="_blank" rel="follow" title="База патентів України">Лінія для виготовлення виробів з деревини</a>
Лінія для виготовлення паличок із деревного шпону
Номер патенту: 72051
Опубліковано: 17.01.2005
Автори: Рахматуллін Айрат Науфалович, Зайченко Зореслав Сергійович
МПК: B27L 9/00
Мітки: виготовлення, шпону, деревного, паличок, лінія
Формула / Реферат:
1. Лінія для виготовлення паличок із деревного шпону, що містить вузли лущіння, укладання, рубки шпону на палички, сушіння, полірування і касетування, при цьому вузол рубки шпону на палички виконаний у вигляді кривошипно-шатунного механізму, що включає рухливий відрізний ніж, яка відрізняється тим, що рухливий відрізний ніж вузла рубки шпону на палички додатково містить пластину з м'якого металу, наприклад міді, установлену в нижній його...
Лінія для виготовлення виробів з тіста з начинкою
Номер патенту: 53584
Опубліковано: 15.01.2003
Автор: Тур Віктор Володимирович
МПК: A21C 9/00
Мітки: тіста, начинкою, лінія, виробів, виготовлення
Формула / Реферат:
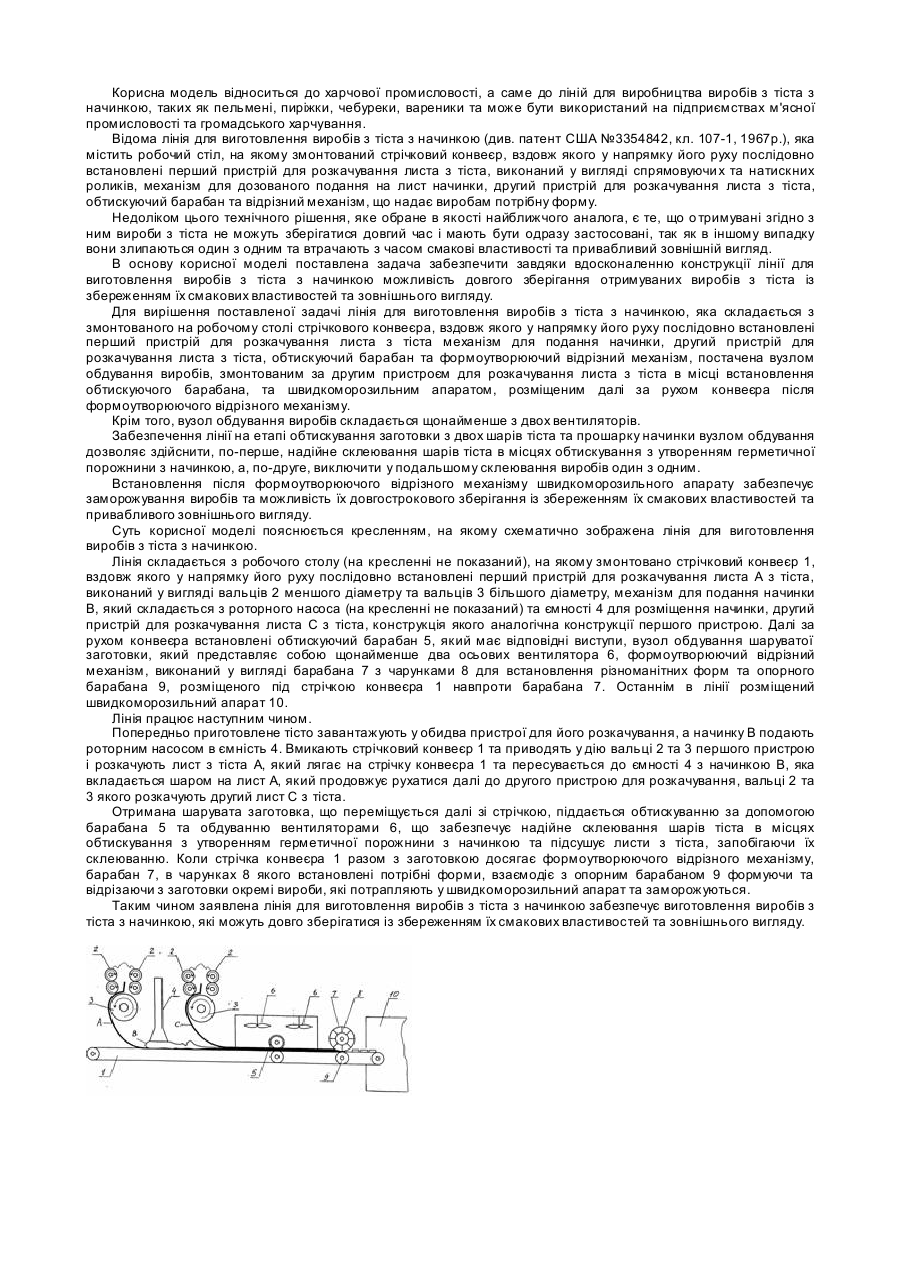
1. Лінія для виготовлення виробів з тіста з начинкою, яка містить змонтований на робочому столі стрічковий конвеєр, вздовж якого у напрямку його руху послідовно встановлені перший пристрій для розкачування листа з тіста, механізм для подання начинки, другий пристрій для розкачування листа з тіста, обтискувальний барабан та формоутворюючий відрізний механізм, яка відрізняється тим, що вона оснащена вузлом обдування виробів, змонтованим за...
Лінія для виготовлення виробів з тіста з начинкою
Номер патенту: 2759
Опубліковано: 16.08.2004
Автор: Тур Віктор Володимирович
МПК: A21C 9/00
Мітки: лінія, виготовлення, тіста, начинкою, виробів
Формула / Реферат:
1. Лінія для виготовлення виробів з тіста з начинкою, яка складається з змонтованого на робочому столі стрічкового конвеєра, вздовж якого у напрямку його руху послідовно встановлені перший пристрій для розкачування листа з тіста, механізм для подання начинки, другий пристрій для розкачування листа з тіста, обтискуючий барабан та формоутворюючий відрізний механізм, яка відрізняється тим, що вона оснащена вузлом обдування виробів, змонтованим...
Стрічкопиляльна лінія для виготовлення радіальних заготовок із деревини
Номер патенту: 53617
Опубліковано: 11.10.2010
Автори: Марченко Наталія Валентинівна, Леонов Юрій Григорович, Сірко Зіновій Степанович
МПК: B27B 31/00
Мітки: радіальних, заготовок, лінія, деревини, стрічкопиляльна, виготовлення
Формула / Реферат:
Стрічкопиляльна лінія для виготовлення радіальних заготовок із деревини, що містить два стрічкопиляльні верстати, механізм подачі у вигляді каретки із зворотно-поступальним рухом розпилюваного матеріалу, автоматизовану систему керування лінією, яка відрізняється тим, що механізм подачі виконаний з можливістю повороту заготовок по відношенню до стрічкопиляльних верстатів.
Лінія для виготовлення виробів з вермикуліту
Номер патенту: 14860
Опубліковано: 15.05.2006
Автор: Кладько Дмитро Анатолійович
МПК: B28B 15/00
Мітки: вермикуліту, виготовлення, виробів, лінія
Формула / Реферат:
1. Лінія для виготовлення виробів з вермикуліту, яка містить ділянку підготовки сировини, приймальний бункер, живильник-дозатор, змішувач, транспортні пристрої, формувальний пристрій та піч, яка відрізняється тим, що пристрої з’єднані у технологічній послідовності, зокрема приймальний бункер, вібраційний живильник-дозатор вермікулітової сировини, вертикальна піч для спучування вермикуліту, об’єднана з бункером спученого вермикуліту, причому...
Попередній патент: Рубочний верстат
Наступний патент: Спосіб виготовлення прес-форм
Випадковий патент: Спосіб одержання протипухлинної вакцини