Фасонний виріб, виготовлений з гідравлічного в’язкого матеріалу із застосуванням технології паперового виробництва
Номер патенту: 85037
Опубліковано: 25.12.2008
Автори: Івасакі Йосіхіро, Хітомі Йосінорі, Саітоу Тадасі, Сакурагі Ісао


Формула / Реферат
1. Фасонний виріб з гідравлічного в'яжучого матеріалу, виготовлений із застосуванням технології паперового виробництва, який містить цемент, органічне синтетичне волокно з високою спорідненістю до цементу (А) і органічне синтетичне волокно з низькою спорідненістю до цементу (В), причому кожне армувальне волокно має лінійну щільність мононитки в діапазоні від 1 до 8 дтекс (1 текс = 1 кг-6/м) і довжину волокна в діапазоні 5-10 мм, де волокно (А) є волокном на основі полівінілу, а волокно (В) є волокном на основі поліпропілену, і співвідношення в одиницях масової частки між органічним синтетичним волокном (А) і органічним синтетичним волокном (В) знаходиться в межах від 70/30 до 10/90, причому і волокно (А), і волокно (В) рівномірно дисперговані у матриці формованого виробу так, що формований виріб має міцність на вигин щонайменше 15 МПа і ударну в'язкість щонайменше 3,0 кДж/м2.
2. Фасонний виріб з гідравлічного в'язкого матеріалу, виготовлений із застосуванням технології паперового виробництва, за п. 1, в якому середнє значення межі міцності армувального волокна в цілому складає щонайменше 6,5 сН/дтекс, що визначається наступною формулою:
(середня межа міцності волокна в цілому) = (межа міцності органічного синтетичного волокна (А)) х X + (межа міцності органічного синтетичного волокна (B)) x Y,
де X - частка органічного синтетичного волокна (A), Y - частка органічного синтетичного волокна (В), а X + Y = 1.
3. Фасонний виріб з гідравлічного в'язкого матеріалу, виготовлений із застосуванням технології паперового виробництва, за п. 1 або 2, у якому межа міцності органічного синтетичного волокна (А) складає щонайменше 9 сН/дтекс, а межа міцності органічного синтетичного волокна (В) складає щонайменше 4 сН/дтекс.
4. Фасонний виріб з гідравлічного в'язкого матеріалу, виготовлений із застосуванням технології паперового виробництва, за одним із пп. 1, 2 або 3, у якому загальний вміст (масова частка) органічного синтетичного волокна (А) і органічного синтетичного волокна (В) складає від 1 до 10 %.
5. Фасонний виріб з гідравлічного в'язкого матеріалу, виготовлений із застосуванням технології паперового виробництва, за одним із пп. 1, 2, 3 або 4, у якому вміст (масова частка) целюлозної маси у фасонному виробі складає від 2 до 6 %.
Текст
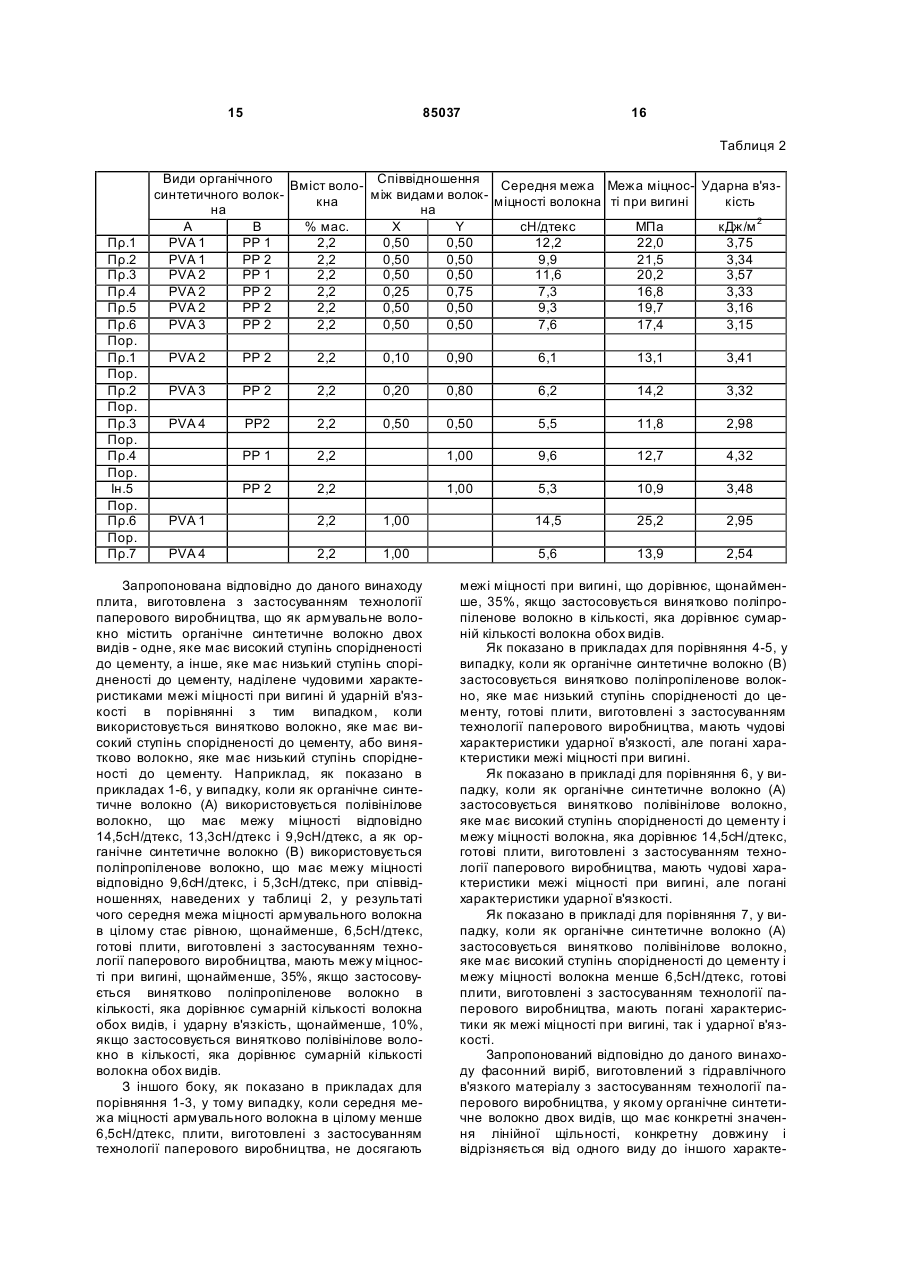
1. Фасонний виріб з гідравлічного в'яжучого матеріалу, виготовлений із застосуванням технології паперового виробництва, який містить цемент, органічне синтетичне волокно з високою спорідненістю до цементу (А) і органічне синтетичне волокно з низькою спорідненістю до цементу (В), причому кожне армувальне волокно має лінійну щільність мононитки в діапазоні від 1 до 8дтекс (1текс=1кг-6/м) і довжину волокна в діапазоні 510мм, де волокно (А) є волокном на основі полівінілу, а волокно (В) є волокном на основі поліпропілену, і співвідношення в одиницях масової частки між органічним синтетичним волокном (А) і органічним синтетичним волокном (В) знаходиться в межах від 70/30 до 10/90, причому і волокно (А), і волокно (В) рівномірно дисперговані у матриці формованого виробу так, що формований виріб C2 2 (19) 1 3 85037 Серед фасонних виробів, які одержують з гідравлічного в'язкого матеріалу, наприклад, гідравлічного цементу і гіпсу, виготовлена відповідно до технології паперового виробництва плита, яка містить целюлозну масу і зміцнена армувальними волокнами, є чудовим будівельним матеріалом. Отже, передбачається, що виготовлена з застосуванням технології паперового виробництва плита, яка настільки дешева, наскільки може бути дешева плита, виготовлена з застосуванням технології паперового виробництва, у якій як армувальні волокна використовується звичайний азбест і яка задовольняє необхідним робочим характеристикам, є найбільш корисним виробом серед інших будівельних матеріалів. Оскільки в галузі виробництва плит, виготовлених із застосуванням технології паперового виробництва, використання азбесту, що і дотепер застосовується як армувальне волокно, зв'язано з проблемами забруднення навколишнього середовища або нанесення шкоди здоров'ю, перехід від азбесту до органічних синтетичних волокон прийняв всесвітні масштаби. Як органічні синтетичні волокна, які підлягають використанню як армувальні волокна, як правило, застосовуються волокна на основі полівінілового спирту (далі - полівінілові волокна), волокна на основі поліпропілену (далі поліпропіленові волокна), волокна на основі поліакрилонітрилу (далі - поліакрилонітрилові волокна), волокна на основі поліетилену (далі - поліетиленові волокна), волокна на основі нейлону та інші. З точки зору чудових механічних характеристик, стійкості до лугів і стійкості до атмосферного впливу, серед згаданих вище органічних синтетичних волокон використання полівінілових волокон і поліпропіленових волокон як волокон для армування цементу переважає. Однак у тих випадках, коли органічне синтетичне волокно використовується як армувальне волокно в плиті, виготовленій з застосуванням технології паперового виробництва, застосування високоміцного волокна, наприклад, полівінілового волокна, пов'язано з визначеною проблемою, яка полягає в тому, що, незважаючи на наявність чудових характеристик межі міцності при вигині, його невисокі характеристики відносного подовження при розтягуванні приводять до погіршення характеристик ударної в'язкості, а вартість кінцевого продукту стає необґрунтовано високою через дорожнечу полівінілового волокна. З одного боку, використання недорогого волокна, одержуваного формуванням з розплаву, наприклад, поліпропіленового волокна, пов'язано з проблемою, яка полягає в тому, що, незважаючи на наявність чудових характеристик ударної в'язкості, обумовлених високими характеристиками відносного подовження при розтягуванні, це волокно має невисоку межу міцності при вигині, обумовлену низькою межею міцності волокна, а також у тому, що воно має несприятливо низький ступінь спорідненості до цементу, що у випадку використання волокна з низькою питомою щільністю, наприклад, поліпропіленового волокна, для виготовлення виробів із застосуванням технології паперового виробництва, воно привносить низький 4 ступінь дисперсності внаслідок спливання волокна в цементному розчині, а у випадку повторного використання відпрацьованої води (води, очищеної від волокнистої маси) у виробничому процесі спливаюче в аеруючому резервуарі поліпропіленове волокно починає застоюватися в ньому і т.д., у результаті чого погіршуються армувальні властивості, і, крім того, у тому, що відносно волокна, яке одержують формуванням з розплаву і яке має достатню міцність, але не є поліпропіленовим волокном, його низький ступінь спорідненості до цементу вимагає поверхневої обробки, введення добавок і т.п., що приводить до подорожчання кінцевого продукту. З іншогобоку, для цілей використання фасонного виробу з гідравлічного в'язкого матеріалу, але не плити, виготовленої з застосуванням технології паперового виробництва, розкрита технологія, відповідно до якої полівінілове волокно використовується як армувальне волокно [дивися, наприклад, викладені патентні заявки Японії №№139360/2001 і 139361/2001]. Однак волокно, застосовуване саме для таких цілей, як правило, має лінійну щільність мононитки, значення якої відрізняються на один-два порядки, і, таким чином, у випадку використання волокна з такою високою лінійною щільністю мононитки для виготовлення виробів із застосуванням технології паперового виробництва виникають проблеми, які полягають у тому, що армований волокнами композиційний матеріал відокремлюється від матриці під час її розриву, і що, таким чином, для компенсації цього необхідно застосовувати метод подовження волокна, що, однак, помітно погіршує дисперсність волокон у рідкій масі. Більш того, у викладеній [патентній заявці Японії №293546/1994] (Heisei 6), у якій розкритий фасонний виріб з гідравлічного в'язкого матеріалу, який одержується шляхом формування з композиції, яка екструдується, і у якому для волоконного армування в розчині і т.п. полівінілові волокна і поліолефінові волокна використовуються всуміш, говориться про те, що застосування армувального волокна з низькою лінійною щільністю пов'язано з дуже великими труднощами при диспергуванні волокна, оскільки замість рідкої маси застосовується розчин високої в'язкості. У цьому випадку, якщо волокно з низькою лінійною щільністю з'єднують разом для зменшення уявного співвідношення довжини до діаметра коротких волокон, ступінь дисперсності збільшується, але при цьому виникає проблема, яка пов'язана зі збільшенням витрат на з'єднання волокна. У викладеній [патентній заявці Японії №519318/2001] (Heisei 13) з метою одержання недорогої цементної плити з застосуванням технології паперового виробництва запропонований спосіб комбінованого використання поверхнево обробленого високоміцного поліпропіленового волокна і декількох видів органічного і неорганічного волокна, однак з урахуванням витрат, що йдуть на поверхневу обробку поліпропіленового волокна і на надання поліпропіленовому волокну високої міцності, стає очевидною неминучість подорожчання способу в порівнянні з використанням звичайного поліпропіленового во 5 85037 локна для одержання фасонного виробу з гідравлічного в'язкого матеріалу. Задачею даного винаходу є одержання фасонного виробу з гідравлічного в'язкого матеріалу з застосуванням технології паперового виробництва, який має чудові характеристики межі міцності при вигині й ударній в'язкості і який здатний зменшити ви трати, зв'язані з застосуванням армувального волокна. У результаті ретельного вивчення проблеми і проведення великих досліджень з метою вирішення згаданої вище задачі авторами даного винаходу було встановлено, що шуканий фасонний виріб з гідравлічного в'язкого матеріалу з застосуванням технології паперового виробництва, який мав би чудові характеристики межі міцності при вигині й ударної в'язкості, що досягаються шляхом армування такого виробу, може бути отриманий шляхом рівномірного диспергування в матриці виробу, який формується, органічного синтетичного волокна двох видів, яке, будучи використовуваним як армувальне волокно, має конкретні значення лінійної щільності, конкретну довжину і відрізняється від одного виду до іншого характеристиками спорідненості до цементу. Було встановлено також, що армування волокном можливо здійснити, використовуючи невелику кількість армувального волокна, що забезпечується шляхом застосування згаданих вище двох видів органічного синтетичного волокна, середнє значення межі міцності якого дорівнює, щонайменше, конкретному значенню для армувального волокна в цілому, завдяки чому досягається істотне скорочення витрат. Таким чином, даний винахід створений на основі наведених ви ще досліджень і отриманої інформації. Відповідно до даного винаходу нижче наведений опис п'яти (з першого по п'ятий) аспектів винаходу. 1. Фасонний виріб з гідравлічного в'яжучого матеріалу, виготовлений із застосуванням технології паперового виробництва, який містить цемент, органічне синтетичне волокно з високою спорідненістю до цементу (А) і органічне синтетичне волокно з низькою спорідненістю до цементу (В), причому кожне армувальне волокно має лінійну щільність мононитки в діапазоні від 1 до 8дтекс (1текс=1кг-6/м) і довжину волокна в діапазоні 510мм, де волокно (А) є волокном на основі полівінілу, а волокно (В) є волокном на основі поліпропілену, і співвідношення в одиницях масової частки між органічним синтетичним волокном (А) і органічним синтетичним волокном (В) знаходиться в межах від 70/30 до 10/90, причому і волокно (А), і волокно (В) рівномірно дисперговані у матриці формованого виробу так, що формований виріб має міцність на вигин щонайменше 15МПа і ударну в'язкість щонайменше 3,0кДж/м 2. 2. Фасонний виріб з гідравлічного в'язкого матеріалу, виготовлений із застосуванням технології паперового виробництва, за п.1, в якому середнє значення межі міцності армувального волокна в цілому складає щонайменше 6,5сН/дтекс, що визначається наступною формулою: 6 (середня межа міцності волокна в цілому)=(межа міцності органічного синтетичного волокна (A))´Χ+(межа міцності органічного синтетичного волокна (B))´Y, де X - частка органічного синтетичного волокна (A), Y - частка органічного синтетичного волокна (В), a X+Y=1. 3. Фасонний виріб з гідравлічного в'язкого матеріалу, виготовлений із застосуванням технології паперового виробництва, за п.1 або 2, у якому межа міцності органічного синтетичного волокна (А) складає щонайменше 9сН/дтекс, а межа міцності органічного синтетичного волокна (В) складає щонайменше 4сН/дтекс. 4. Фасонний виріб з гідравлічного в'язкого матеріалу, виготовлений із застосуванням технології паперового виробництва, за одним із пп.1, 2 або 3, у якому загальний вміст (масова частка) органічного синтетичного волокна (А) і органічного синтетичного волокна (В) складає від 1 до 10%. 5. Фасонний виріб з гідравлічного в'язкого матеріалу, виготовлений із застосуванням технології паперового виробництва, за одним із пп.1, 2, 3 або 4, у якому вміст (масова частка) целюлозної маси у фасонному виробі складає від 2 до 6%. Винахід дозволяє одержати фасонний виріб з гідравлічного в'яжучого матеріалу, виготовлений із застосуванням технології паперового виробництва, що характеризується чудовими характеристиками як межі міцності при вигині, так і ударної в'язкості і який дотепер не вдавалося одержати у вигляді фасонного виробу з гідравлічного в'язкого матеріалу, виготовленого з застосуванням технології паперового виробництва й армованого винятково звичайним полівініловим волокном або винятково звичайним поліпропіленовим волокном, шляхом рівномірного диспергування у матриці виробу, який формується, органічного синтетичного волокна двох видів, що має конкретне значення лінійної щільності, конкретну довжину і яке, будучи використовуваним як армувальне волокно, відрізняється від одного виду до іншого характеристиками спорідненості до цементу. Крім того, було встановлено, що армування волокном можливо здійснити, використовуючи невелику кількість армувального волокна, що забезпечується шляхом використання згаданих вище двох видів органічного синтетичного волокна, середнє значення межі міцності якого дорівнює, щонайменше, конкретному значенню для армувального волокна в цілому, завдяки чому досягається помітне скорочення витрат. Зокрема, забезпечується одержання плити, виготовленої з застосуванням технології паперового виробництва, що може служити альтернативою традиційно застосовуваній азбестовій плиті, виготовленій з застосуванням технології паперового виробництва. Фасонний виріб з гідравлічного в'язкого матеріалу, виготовлений з застосуванням технології паперового виробництва, відповідно до даного винаходу одержують у папероробній машині з використанням гідравлічного в’язкого матеріалу, целюлозної маси, армувального волокна, будь-якої іншої добавки (неорганічної речовини і т.д.) і т.п. 7 85037 Відмітною ознакою фасонного виробу з гідравлічного в'язкого матеріалу, виготовленого з застосуванням технології паперового виробництва, є, відповідно до даного винаходу, те, що армувальне волокно складається з органічного синтетичного волокна (А) і органічного синтетичного волокна (В). Органічне синтетичне волокно (А) має чудові характеристики лугостійкості і високий ступінь спорідненості до цементу. Прикладами такого волокна можуть служити полівінілове волокно, поліакрилонітрилове волокно і т.п. Високий ступінь спорідненості, що згадується в зв'язку з даним винаходом, означає, що міжфазна фрикційна сила зчеплення армувального волокна у фасонному виробі складає, щонайменше, 1,5MПa - величина, обумовлена описаним нижче методом. Органічне синтетичне волокно (А) має межу міцності, щонайменше, 9сН/дтекс (переважно, щонайменше, 10сН/дтекс), відносне подовження, найбільше, 12%, модуль подовжньої пружності, щонайменше, 150сН/дтекс. У тому випадку, якщо міцність волокна менше 9сН/дтекс, цільові характеристики даного винаходу не можуть бути досягнуті відносно межі міцності при вигині й ударній в'язкості фасонного виробу. У випадку використання поліакрилонітрилового волокна, доцільно використовува ти поліакрилонітрилове волокно, яке виготовляють методом мокрого формування або сухого формування, особливо доцільно використовувати синтетичне поліакрилонітрилове волокно, одержуване способом, описаним у викладеній [патентній заявці Японії №053455/2000] (Heisei 12). Органічне синтетичне волокно (В) має чудові характеристики лугостійкості, як і у випадку з органічним синтетичним волокном (А), але має низький ступінь спорідненості до цементу. Прикладами такого волокна можуть служити поліпропіленове волокно, поліетиленове волокно, нейлонове волокно і т.п., причому кожне з них є недорогим. Низький ступінь спорідненості, що згадується в зв'язку з даним винаходом, означає, що міжфазна фрикційна сила зчеплення армувального волокна у фасонному виробі складає, найбільше, 1,5МПа - величина, обумовлена описаним нижче методом. Переважно органічне синтетичне волокно (В) має межу міцності, щонайменше, 4сН/дтекс (переважно, щонайменше, 5сН/дтекс), відносне подовження, найбільше, 25%, модуль подовжньої пружності, щонайменше, 50сН/дтекс. У тому випадку, якщо міцність волокна менше 4сН/дтекс, готовий фасонний виріб має низьку границю міцності при вигині. Для того, щоб забезпечити досягнення цільових характеристик даного винаходу, необхідно, щоб лінійна щільність мононитки знаходилася в межах від 0,5 до 10дтекс, а довжина волокна знаходилася в межах від 2 до 20мм. Більш конкретно, ступінь спорідненості до цементу можна підвищити шляхом зниження лінійної щільності згаданого вище органічного синтетичного волокна (А) або органічного синтетичного волокна (В), збільшивши, тим самим, площу контакту з цементною матрицею. У цьому випадку, однак, 8 лінійна щільність волокна складає фактично, щонайменше, 0,5дтекс, оскільки для виробництва такого волокна стає необхідним застосування високої технології, що веде до подорожчання виробництва. З іншого боку, відносно спорідненості до цементної матриці, необхідно, щоб лінійна щільність волокна складала, найбільше, 10дтекс. Відповідно до даного винаходу ця лінійна щільність знаходиться в межах від 1 до 8дтекс. Довжина згаданих ви ще органічного синтетичного волокна (А) і органічного синтетичного волокна (В) знаходиться в межах від 2 до 20мм, переважно від 5 до 10мм. У поперечному перерізі волокно не обмежене конкретною конфігурацією і може бути круглим, еліпсовидним, сплющеним і т.п., за умови збереження волокном наданих йому згаданих вище властивостей. Складну ж конфігурацію поперечного перерізу застосовувати недоцільно через можливість зростання вартості виробництва волокна. Запропонований відповідно до даного винаходу фасонний виріб з гідравлічного в'язкого матеріалу, виготовлений з застосуванням технології паперового виробництва, у якому згадані вище органічне синтетичне волокно (А) і органічне синтетичне волокно (В) рівномірно дисперговані в матриці виробу, який формується, характеризується межею міцності при вигині, яка дорівнює, щонайменше, 35%, якщо застосовується винятково органічне синтетичне волокно (В) у кількості, яка дорівнює сумарній кількості волокна обох видів (А) і (В), і ударною в'язкістю, яка дорівнює, щонайменше, 10%, якщо застосовується винятково органічне синтетичне волокно (А) у кількості, яка дорівнює сумарній кількості волокна обох видів (А) і (В). Фасонний виріб з гідравлічного ^в'язкого матеріалу, виготовлений із застосуванням технології паперового виробництва, що як армувальне волокно містить винятково органічне синтетичне волокно (А), хоча і має високу межу міцності при вигині, обумовлену високою межею міцності волокна, має гірші характеристики ударної в'язкості, обумовлені низькими показниками відносного подовження при розтягуванні. Запропонований відповідно до даного винаходу фасонний виріб з гідравлічного в'язкого матеріалу, виготовлений із застосуванням технології паперового виробництва, має ударну в'язкість, яка дорівнює переважно, щонайменше, 15%, більш переважно, щонайменше, 20%, якщо застосовується винятково органічне синтетичне волокно (A) у кількості, яка дорівнює сумарній кількості волокна обох видів (А) і (В). З іншого боку, фасонний виріб з гідравлічного в'язкого матеріалу, виготовлений із застосуванням технології паперового виробництва, що як армувальне волокно містить винятково органічне синтетичне волокно (В), хоча і має високу ударну в'язкість, обумовлену високими показниками відносного подовження при розтягуванні, має гірші характеристики межі міцності при вигині, обумовлені низькою межею міцності волокна. Запропонований відповідно до даного винаходу фасонний виріб з гідравлічного в'язкого матеріалу, виготовлений із застосуванням технології паперового ви 9 85037 робництва, має межу міцності при вигині, яка дорівнює переважно, щонайменше, 40%, більш переважно, щонайменше, 45%, якщо застосовується винятково органічне синтетичне волокно (B) у кількості, яка дорівнює сумарній кількості волокна обох видів (А) і (В). Межа міцності органічного синтетичного волокна (А) і органічного синтетичного волокна (В), що підлягає використанню в запропонованому відповідно до даного винаходу фасонному виробі з гідравлічного в'язкого матеріалу, виготовленому з застосуванням технології паперового виробництва, дорівнює переважно, щонайменше, 9сН/дтекс і 4сН/дтекс відповідно, як це описано вище. Середня межа міцності волокна як армувального волокна в цілому дорівнює, щонайменше, 6,5сН/дтекс. Якщо границя міцності волокна менше 6,5сН/дтекс, додавання невеликої кількості армувального волокна в межах його бажаного вмісту, як згадувалося вище, не забезпечує придбання властивостей, передбачених даним винаходом, відносно межі міцності при вигині і/або ударної в'язкості, у результаті чого достатній армуючий ефект не досягається. Середня межа міцності волокна в цілому дорівнює, щонайменше, 7сН/дтекс, найбільше, 15сН/дтекс. Середня міцність волокна як армувального волокна в цілому визначається в такий спосіб: (середня межа міцності волокна в цілому)=(межа міцності органічного синтетичного волокна (A))´Χ+(межа міцності органічного синтетичного волокна (B))´У, де X - частка органічного синтетичного волокна (А), У - частка органічного синтетичного волокна (В), a X+У=1. Масова частка органічного синтетичного волокна (А) стосовно органічного синтетичного волокна (В) знаходиться переважно в межах від 70/30 до 10/90. У тому випадку, якщо масова частка органічного синтетичного волокна (А) менше 10%, навіть застосування волокна, яке має високу міцність на розрив, викликає труднощі в наданні властивостей, передбачених даним винаходом, і привнесення армуючих власти востей не очікується. З іншого боку, у тому випадку, якщо масова частка органічного синтетичного волокна (А) перевищує 70%, то, навіть незважаючи на зростання межі міцності при вигині готового фасонного виробу, його ударна в'язкість викликає труднощі у забезпеченні властивостей, передбачених даним винаходом, і в той же час несприятливо зростає вартість армувального волокна. Більш переважне співвідношення між цими двома видами волокна знаходиться в межах від 60/40 до 20/80. Згадана вище вимога до армувального волокна відповідає компонентам матриці, одержуваним у результаті дії обробної установки, яка забезпечує одержання унікального хімічного складу без присутності піску в цементній плиті, що виготовляється з застосуванням технології паперового виробництва. Більш конкретно, взаємодія (фрикційна стійкість, опір подовженню) між матрицею й армуючим волокном забезпечує досягнення високого армувального ефекту, якщо вимога до армувального 10 волокна в згаданих вище межах дотримується належним чином. Армуючий ефект додатково підсилюється в результаті пресування під високим тиском, здійснюваним перед твердінням. Загальний масовий вміст органічного синтетичного волокна (А) і органічного синтетичного волокна (В) як армувального волокна в цілому у фасонному виробі складає фактично від 1 до 10%. Вміст волокна у фасонному виробі менше 1% приводить до одержання недостатнього армувального ефекту, у той час як його вміст понад 10% привносить надзвичайно низький ступінь дисперсності, що погіршує робочі характеристики, властиві технології паперового виробництва. Більш переважним є масовий вміст від 3 до 8%. Запропонований відповідно до даного винаходу фасонний виріб з гідравлічного в'язкого матеріалу, виготовлений з застосуванням технології паперового виробництва, одержують у папероробній машині. Папероробна машина являє собою машину, у якій кашкоподібна рисова суспензія із суспендованими у водному середовищі частинками цементу або аналогічної речовини, просівається на ситі, після чого здійснюється формування. Можна використовува ти круглосіткову машину (система Hatchek), в якій тонкі плівки безперервно формуються у фасонні плити, що мають задану товщин у, довгосіткову машину і заливальну машину, що забезпечує зміну товщини на деякому протязі в кілька разів у результаті використання концентрованої суспензії, і будь-яку іншу папероробну машину подібного типу. Така папероробна машина призначена для масового виробництва продукції з використанням механічної установки безперервної або періодичної дії, має перевагу в тому, що має рівні і стабільні експлуатаційні якості і забезпечує можливість одержання плит з відносно малою товщиною від 2 до 30мм, переважно від 4 до 20мм. Виготовлення такої тонкої плити надзвичайно важко при звичайному формуванні розливанням розчину, що не застосовується в технології паперового виробництва. Складові плити, яка виготовляється з застосуванням технології паперового виробництва, включають гідравлічний в'язкий матеріал, армувальне волокно й інші добавки. Відповідно до даного винаходу як гідравлічний в'язкий матеріал використовується портланд-цемент. Згадані вище два види волокна, яке являє собою органічне синтетичне волокно (А) і органічне синтетичне волокно (В), використовуються впереміш як армувальне волокно. Як інші добавки переважно використовуються такі неорганічні речовини, як шлак доменних печей, зольний пил, карбонат кальцію, тверді частки кремнезему, сепіоліт, атапульгіт, слюда і вальтерит. Дія цих добавок виявляється в поліпшенні фізичних властивостей відформованого виробу після твердіння, наприклад, у підвищенні опору погіршенню властивостей виробу після періодично повторюваних циклів заморожування - розморожування, у перешкоджанні проникненню агресивних речовин, наприклад, хлору, газоподібного діоксиду вуглецю, іонів сульфатів і різноманітних органічних кислот, у підвищенні ступеня зчеплення між армуючим волокном і матрицею, у підвищенні ефекти 11 85037 вності застосовуваної технології паперового виробництва шляхом відповідного регулювання в'язкості суспензії, у керуванні процесами сушіння й усадки виробу, який формується з застосуванням технології паперового виробництва, у збільшенні міцності виробу, який формується, і так далі. Крім того, відповідно до даного винаходу використовується целюлозна маса, застосовувана додатково як органічне волокно. Целюлозну масу можна піддати, а можна і не піддавати розмелюванню, однак у переважному варіанті здійснення винаходу ступінь помелу целюлозної маси в одиницях величин CSF (ступінь помелу за канадським приладом) складає від 70 до 130мл, як це виміряно у відповідності до стандарту Канади JIS P 81211976 - Метод визначення ступеня помелу целюлозної маси. Масова частка целюлозної маси, що підлягає використанню, складає переважно від 2 до 6%, більш переважно від 3 до 4%. Якщо її масова частка менше 2%, має місце недостатнє захоплення цементних часток суспензією, особливо в круглосітковій папероробній машині (система Hatchek), виникають труднощі у захопленні цементних часток, що приводить до зниження продуктивності папероробної машини й одночасно до зменшення частки цементу у виробі, який формується, і, таким чином, до погіршення міцнісних властивостей готового фасонного виробу. З іншого боку, якщо її масова частка перевищує 6%, знижується водонепроникність об'єкта, який формується, й ефект опору проникненню агресивних речовин, наприклад, хлору, газоподібному діоксиду вуглецю, іонів сульфатів і різних органічних кислот. Вибір способу готування розчину нічим конкретно не обмежений. З метою одержання розчину, у якому тверді компоненти дисперговані рівномірно, доцільно завантажити целюлозну масу в змішувач, наповнений водою, а потім послідовно додати гідравлічний в'язкий матеріал, армувальне волокно й інші добавки (неорганічні речовини). У випадку використання у виробничому процесі волокна з низькою питомою щільністю, наприклад, поліпропіленового волокна, виникають проблеми, які полягають у тому, що таке волокно спливає в цементному розчині, обумовлюючи, таким чином, низький ступінь дисперсності, і що у випадку повторного використання відпрацьованої води (води, очищеної від волокнистої маси) у виробничому процесі спливаюче в аеруючому резервуарі поліпропіленове волокно починає застоюватися в ньому. Такі проблеми можуть бути вирішені шляхом змішаного використання волокна з питомою щільністю більше 1,0, наприклад, полівінілового волокна, завдяки чому частка спливаючого волокна в розчині може бути зменшена і, таким чином, підвищений ступінь дисперсності органічного синтетичного волокна в цілому як армувального волокна. Приклади Нижче наведено більш докладний опис даного винаходу, що наводиться з посиланнями на приклади для порівняння і робочі приклади, що ніяким чином не обмежують його обсяг. У даному винаході лінійна щільність волокна, опір волокна роз 12 риву, межа міцності волокна, відносне подовження волокна при розтягуванні, межа міцності при вигині плити, виготовленої з застосуванням технології паперового виробництва, і міжфазна фрикційна сила зчеплення армувального волокна у фасонному виробі (шкала показників спорідненості до цементу) означають ті величини, які отримані в результаті виміру наведеним нижче методом. [Ме тод виміру, метод оцінки] (1) Лінійна щільність волокна (дтекс) Виміри проводилися по масі зразка волокна, що має постійну довжину, і по видимій лінійній щільності для того, щоб одержати середнє значення n³10. Лінійна щільність волокна (волокна з високим номером), у якому лінійну щільність неможливо було виміряти по масі волокна з постійною довжиною, вимірювалася за допомогою пристрою VIBROMAT M (поставляється фірмою Textechno). (2) Межа міцності волокна (сН/дтекс), відносне подовження волокна при розтягуванні (%) і модуль подовжньої пружності (сН/дтекс) Зразки волокна були заздалегідь поміщені в умови підвищеної вологості на 5 днів в атмосферу з температурою 20°C і відносною вологістю 65%, після чого були проведені виміри опору волокна розривові на зразку мононитки довжиною 60 мм при швидкості розтягування 60мм/хв за допомогою пристрою FAFEGR APH M (поставляється фірмою Textechno) і межі міцності волокна шляхом поділу отриманого значення опору волокна розриву на лінійну щільність волокна для того, щоб одержати середнє значення n³10. Відносне подовження волокна при розтягуванні розраховувалося за формулою: Розривна довжина мононитки (мм)= захоплювальна довжина (мм)´100 для того, щоб одержати середнє значення n³10. У даному винаході були використані значення для зразка довжиною 60мм. Модуль подовжньої пружності був розрахований за формулою: Модуль подовжньої пружності={(Т2-T1)/(0,40,1)}´100, де T1 - межа міцності (сН/дтекс) при відносному подовженні волокна при розтягуванні 0,1%, а Т2 - межа міцності (сН/дтекс) при відносному подовженні волокна при розтягуванні 0,4%, для того, щоб одержати середнє значення n³10. У даному винаході були використані значення для зразка довжиною 60мм. У тому випадку, коли довжина волокна менше 60мм, вимір можливий шляхом надання зразкові максимальної довжини в межах можливого діапазону захоплювальної довжини. (3) Міжфазна фрикційна сила зчеплення (МПа) Міжфазна фрикційна сила зчеплення визначалася як Рb/(0,5pd), коли волокно віддалялося при швидкості 0,5мм/хв. зі зразка для випробувань, приготовленого шляхом вертикального розміщення кожного з різноманітних зразків армувального волокна в цементному розчині товщиною 0,3мм при співвідношенні вода/цемент (В/Ц) 0,4, який витримувався протягом 14 днів в умовах насиченої пари. Pb - це зусилля (N), при якому в результаті зсуву, що спільно виникає, і прикладеного зусилля по суті вперше встановлюється пропорційне спів 13 85037 відношення після ослаблення зусилля, що відповідає максимальному зусиллю на графіку залеж ності зсув/зусилля при видаленні волокна, a d діаметр волокна (мм). (4) Межа міцності при вигині (МПа) З рідкої суміші гідравлічного в'язкого матеріалу виготовили стандартний відформований об'єкт у відповідності до наступної технології паперового виробництва. Відформований об'єкт загорнули в поліетиленовий лист і витримували протягом 24 годин при 50°C в умовах насиченої вологості, а потім додатково витримували протягом 13 днів при 20°C також в умовах підвищеної вологості, у результаті чого був о триманий зразок для випробувань 14-денної витримки. З отриманого зразка для випробувань був вирізаний прямокутник, який має довжину 170мм і ширину 50мм, причому довжину брали як по машинному напрямку, так і по напрямку, перпендикулярному машинному напрямкові, після чого просушили протягом 3 днів при 40°C і піддали випробуванням на вигин за допомогою пристрою з центрально прикладеним навантаженням у наступних умовах. Виміри проводили на основі вимірів максимального зусилля після первісної появи тріщин при n³5 для кожного напрямку відносно кожного зразка для випробувань, що мають довжину, взяту як по машинному напрямку, так і по напрямку, перпендикулярному машинному напрямкові. Кожне з усереднених значень оцінювали як таке, що дорівнює межі міцності при вигині. Стандартний спосіб виробництва паперу: На круглосітковій папероробній машині Хатчека виготовили фасонні вироби у вигляді 14 аркушів, піддали твердінню, відрегулювали на вміст вологи до досягнення ними товщини 6,5±0,5мм, намотали на форматний вал і піддали рідинному обтисненню при тиску 2МПа. Випробування на вигин: Прилад: Shimadzu autograph AG 5000-В (самопис) Зразок для випробувань: з якого був вирізаний прямокутник, що має довжину 170мм, ширину 50мм і товщину 6,5мм, причому довжину брали по машинному напрямку, а ширину брали по напрямку, перпендикулярному машинному напрямку Швидкість при випробуваннях (швидкість руху навантажувальної головки): 20мм/хв. 14 Вигинний діапазон пристрою з центрально прикладеним навантаженням: 146мм (5) Ударна в'язкість (кДж/м 2) Плита товщиною 6,5мм була виготовлена аналогічним описаному вище методу з застосуванням технології паперового виробництва і піддана твердінню. Отриману плиту розрізали на зразки для випробувань шириною 10мм і довжиною 100мм, кожний з яких піддали сушінню протягом 3 днів при 40°C. Потім вимірювали ударну в'язкість відповідно до методу іспитів на удар за Шарпі (метод випробувань JIS 7111 №1) для кожного напрямку відносно кожного зразка для випробувань, що мають довжину, взяту як по машинному напрямку, так і по напрямку, перпендикулярному машинному напрямку, при n³5. Кожне з усереднених значень оцінювали як таке, що дорівнює ударній в'язкості. Приклади 1-6 і приклади для порівняння 1-7 У попередньо обладнаний мішалкою резервуар завантажили 375мл води в умовах постійного перемішування мішалкою, волокнисту масу хвойних порід дерев (CSF=100мол), масова частка твердих компонентів у якій складала 3,5%, потім 20%мас. карбонату кальцію, 76,0% звичайного портландцементу і, нарешті, 2,2%мас. органічного синтетичного волокна, представленого в таблиці 1, в умовах постійного перемішування. Отриману рідку масу в масовій концентрації 16% транспортували в резервуар. Потім рідку суміш через живильний резервуар перемістили в круглосіткову частину, концентрацію знизили до 4% розбавлювальною водою (оборотною водою), після чого направили на обробку в машину Хатчека. Після цього отримані 14 аркушів намотали на форматний вал, піддали рідинному обтисненню при тиску 2МПа, загорнули в поліетиленові листи, витримували протягом 24 годин при 50°C в умовах насиченої вологості, а потім додатково витримували протягом 13 днів при 20°C також в умовах підвищеної вологості в розгорнутому стані. Плита, отримана з застосуванням технології паперового виробництва, мала товщину 6,5±0,5мм і щільність 1,37-1,43г/см 3. Характеристики плити, отриманої з застосуванням технології паперового виробництва, представлені в таблиці 2. Таблиця 1 Вид в олокна PVA 1 PVA 2 PVA 3 PVA 4 PP 1 PP 2 Лінійна щільність (дтекс) 2,0 2,0 2,0 2,2 1,6 2,2 Межа міцності в оло- Подов ження при Модуль подовжньої Міжфазна фрикційна сила кна (сН/дтекс) розтягуванні (%) пружності (сН/дтекс) зчеплення (МПа) 14.5 5,7 407 2,8 13,3 7,2 328 2,8 9,9 7,8 246 2,6 5,6 12,1 114 2,5 9,6 18,9 136 0,6 5,3 42,0 71 0,2 PVA - полів інілов е в олокно; PP - поліпропіленов е волокно PVA 1: що в ипускається Kuraray Co., Ltd., [RMH 182], дов жина в олокна: 6мм; PVA 2: що в ипускається Kuraray Co., Ltd., [RM 182], дов жина в олокна: 6мм; PVA 3: що в ипускається Kuraray Co., Ltd., [RK 182], дов жина в олокна: 6мм; PVA 4: що в ипускається Kuraray Co., Ltd., [RB 203], дов жина в олокна: 6мм; PP 1: що в ипускається Fibrotec [fibroforce 1506], дов жина в олокна: 6мм; PP 2: що в ипускається Daiw abo Co., Ltd., [PZL], довжина в олокна: 6мм 15 85037 16 Таблиця 2 Πρ.1 Πρ.2 Πρ.3 Πρ.4 Πρ.5 Πρ.6 Пор. Πρ.1 Пор. Πρ.2 Пор. Πρ.3 Пор. Πρ.4 Пор. Ін.5 Пор. Πρ.6 Пор. Πρ.7 Види органічного Вміст воло- Співвідношення Середня межа Межа міцнос- Ударна в'язсинтетичного волокміж видами волок- міцності волокна ті при вигині кна кість на на А В % мас. X Y сН/дтекс МПа кДж/м 2 PVA 1 PP 1 2,2 0,50 0,50 12,2 22,0 3,75 PVA 1 PP 2 2,2 0,50 0,50 9,9 21,5 3,34 PVA 2 PP 1 2,2 0,50 0,50 11,6 20,2 3,57 PVA 2 PP 2 2,2 0,25 0,75 7,3 16,8 3,33 PVA 2 PP 2 2,2 0,50 0,50 9,3 19,7 3,16 PVA 3 PP 2 2,2 0,50 0,50 7,6 17,4 3,15 PVA 2 PP 2 2,2 0,10 0,90 6,1 13,1 3,41 PVA 3 PP 2 2,2 0,20 0,80 6,2 14,2 3,32 PVA 4 РР2 2,2 0,50 0,50 5,5 11,8 2,98 PP 1 2,2 1,00 9,6 12,7 4,32 PP 2 2,2 1,00 5,3 10,9 3,48 PVA 1 2,2 1,00 14,5 25,2 2,95 PVA 4 2,2 1,00 5,6 13,9 2,54 Запропонована відповідно до даного винаходу плита, виготовлена з застосуванням технології паперового виробництва, що як армувальне волокно містить органічне синтетичне волокно двох видів - одне, яке має високий ступінь спорідненості до цементу, а інше, яке має низький ступінь спорідненості до цементу, наділене чудовими характеристиками межі міцності при вигині й ударній в'язкості в порівнянні з тим випадком, коли використовується винятково волокно, яке має високий ступінь спорідненості до цементу, або винятково волокно, яке має низький ступінь спорідненості до цементу. Наприклад, як показано в прикладах 1-6, у випадку, коли як органічне синтетичне волокно (А) використовується полівінілове волокно, що має межу міцності відповідно 14,5сН/дтекс, 13,3сН/дтекс і 9,9сН/дтекс, а як органічне синтетичне волокно (В) використовується поліпропіленове волокно, що має межу міцності відповідно 9,6сН/дтекс, і 5,3сН/дтекс, при співвідношеннях, наведених у таблиці 2, у результаті чого середня межа міцності армувального волокна в цілому стає рівною, щонайменше, 6,5сН/дтекс, готові плити, виготовлені з застосуванням технології паперового виробництва, мають межу міцності при вигині, щонайменше, 35%, якщо застосовується винятково поліпропіленове волокно в кількості, яка дорівнює сумарній кількості волокна обох видів, і ударну в'язкість, щонайменше, 10%, якщо застосовується винятково полівінілове волокно в кількості, яка дорівнює сумарній кількості волокна обох видів. З іншого боку, як показано в прикладах для порівняння 1-3, у тому випадку, коли середня межа міцності армувального волокна в цілому менше 6,5сН/дтекс, плити, виготовлені з застосуванням технології паперового виробництва, не досягають межі міцності при вигині, що дорівнює, щонайменше, 35%, якщо застосовується винятково поліпропіленове волокно в кількості, яка дорівнює сумарній кількості волокна обох видів. Як показано в прикладах для порівняння 4-5, у випадку, коли як органічне синтетичне волокно (В) застосовується винятково поліпропіленове волокно, яке має низький ступінь спорідненості до цементу, готові плити, виготовлені з застосуванням технології паперового виробництва, мають чудові характеристики ударної в'язкості, але погані характеристики межі міцності при вигині. Як показано в прикладі для порівняння 6, у випадку, коли як органічне синтетичне волокно (А) застосовується винятково полівінілове волокно, яке має високий ступінь спорідненості до цементу і межу міцності волокна, яка дорівнює 14,5сН/дтекс, готові плити, виготовлені з застосуванням технології паперового виробництва, мають чудові характеристики межі міцності при вигині, але погані характеристики ударної в'язкості. Як показано в прикладі для порівняння 7, у випадку, коли як органічне синтетичне волокно (А) застосовується винятково полівінілове волокно, яке має високий ступінь спорідненості до цементу і межу міцності волокна менше 6,5сН/дтекс, готові плити, виготовлені з застосуванням технології паперового виробництва, мають погані характеристики як межі міцності при вигині, так і ударної в'язкості. Запропонований відповідно до даного винаходу фасонний виріб, виготовлений з гідравлічного в'язкого матеріалу з застосуванням технології паперового виробництва, у якому органічне синтетичне волокно двох видів, що має конкретні значення лінійної щільності, конкретну довжину і відрізняється від одного виду до іншого характе 17 85037 ристиками спорідненості до цементу, рівномірно дисперговано в матриці відформованого виробу, і яке має чудові армувальні показники як з погляду межі міцності при вигині, так і з погляду ударної в'язкості, особливо доцільно використовувати у Комп’ютерна в ерстка Т. Чепелев а 18 вигляді плити, виготовленої з застосуванням технології паперового виробництва, як будівельний матеріал, що може служити альтернативою традиційно застосовуваній азбестовій плиті, через істотне зниження вартості виробництва. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюShaped casting, produced from hydraulic viscous material with the use of technology of papermaking
Автори англійськоюIvasaki Yosihiro, Sakuragi Isao, Saitou Tadasi, Hitomi Yosinori
Назва патенту російськоюФасонное изделие, изготовленное из гидравлического вязкого материала с применением технологии бумажного производства
Автори російськоюИвасаки Йосихиро, Сакураги Исао, Саитоу Тадаси, Хитоми Йосинори
МПК / Мітки
МПК: D21H 27/18, E04C 2/06, B28B 1/52, C04B 28/02, C04B 16/00
Мітки: фасонний, паперового, виготовлений, в`язкого, застосуванням, технології, гідравлічного, виріб, виробництва, матеріалу
Код посилання
<a href="https://ua.patents.su/9-85037-fasonnijj-virib-vigotovlenijj-z-gidravlichnogo-vyazkogo-materialu-iz-zastosuvannyam-tekhnologi-paperovogo-virobnictva.html" target="_blank" rel="follow" title="База патентів України">Фасонний виріб, виготовлений з гідравлічного в’язкого матеріалу із застосуванням технології паперового виробництва</a>
Полімерна дисперсія та клей, виготовлений з її застосуванням
Номер патенту: 72233
Опубліковано: 15.02.2005
Автори: Кляйн Йоханн, Клаукк Вольфганг, Лот Хельмут, Ернст Вольфганг, Шіллінг Габі, Майоло Мартін
МПК: C08L 101/00, C08J 3/02, C09D 5/00, C09D 5/34, C09D 201/02, C09J 183/00, C09K 3/10, C09J 201/00, C08G 18/28, C08G 18/71, C09D 183/04
Мітки: дисперсія, клей, полімерна, виготовлений, застосуванням
Формула / Реферат:
1. Полімерна дисперсія, що містить воду і щонайменше 60 мас. % органічного полімеру, який має щонайменше одну групу загальної формули (І)-A-Si(Z)n(OH)3-n , (I)де А означає СН2 або лінійний або розгалужений, насичений або ненасичений алкіленовий залишок з числом атомів вуглецю від 2 до приблизно 12, або ариленовий залишок з числом атомів вуглецю приблизно від 6 до 18, або ариленалкіленовий залишок з числом атомів вуглецю...
Пристрій для різання аркушевого паперового матеріалу
Номер патенту: 61213
Опубліковано: 25.07.2007
Автори: Науменко Олег Володимирович, Петрук Анатолій Іванович, Петрук Олег Анатольович
МПК: B26D 1/00
Мітки: аркушевого, паперового, пристрій, матеріалу, різання
Формула / Реферат:
Пристрій для різання аркушевого паперового матеріалу, що містить стіл, ніж, балку притискування аркушевого матеріалу, що знаходяться по одну сторону від площини розрізу, який відрізняється тим, що стіл закріплений, а ніж з механізмом віброприводу, який містить ексцентричний вал, встановлений в одному із коліс черв’ячної передачі в точці, де кріпиться ніж, пасову передачу, що передає крутний момент на ексцентричний вал і електродвигун,...
Спосіб та пристрій для безперервного виробництва сталі із застосуванням металевого вихідного матеріалу
Номер патенту: 76588
Опубліковано: 15.08.2006
Автори: Райхельт Вольфганг, Монхайм Петер, Вайшедель Вальтер
МПК: C21C 5/00, C21B 13/14, C21B 13/02
Мітки: вихідного, спосіб, сталі, безперервного, пристрій, виробництва, металевого, матеріалу, застосуванням
Формула / Реферат:
1. Спосіб безперервного виготовлення сталі із застосуванням металевих вихідних матеріалів (8), причому вихідні матеріали (8) заздалегідь нагрівають у верхній частині плавильного агрегату (2), потім плавлять у нижній частині (9) плавильного агрегату (2) за рахунок підведення тепла від горючих копалин (23) і безперервно відводять розплавлений матеріал (16) в місткість (3) для обробки, в якій встановлюють бажану якість сталі, причому у...
Вогнетривний фасонний виріб для кладки люків
Номер патенту: 5647
Опубліковано: 28.12.1994
Автори: Кононенко Василь Семенович, Фоменко Василь Іванович, Зайкова Валентина Володимирівна, Володарська Тамара Аркадієвна
МПК: F27D 1/00, C10B 29/00, F27D 1/04, C21B 7/06
Мітки: фасонний, виріб, вогнетривний, кладки, люків
Формула / Реферат:
Огнеупорное фасонное изделие для кладки люков, имеющее вертикальные (боковые) грани, одна из которых выполнена цилиндрической, и горизонтальные грани, отличающееся тем, что горизонтальные грани изделия имеют форму равнобедренного прямоугольного треугольника, сокращенного от вершины одного острого угла на площадь сектора, радиус которого с равен радиусу отверстия люка, а длина дуги сектора составляет не более 1/8 длины отверстия люка, при...
Виріб з швидкорізальної сталі з високою теплостійкістю, виготовлений методом порошкової металургії
Номер патенту: 76942
Опубліковано: 16.10.2006
Автори: Майлі Інгрід, Лібфарт Вернер, Рабіч Роланд
МПК: B23B 51/00, B22F 3/15, C22C 38/36, B23F 21/00, C22C 38/24, B23B 27/14, B22F 3/24, C22C 38/22
Мітки: методом, виготовлений, високою, порошкової, сталі, швидкорізальної, виріб, металургії, теплостійкістю
Формула / Реферат:
1. Виріб зі швидкорізальної сталі з високою теплостійкістю та в’язкістю, виготовлений методом порошкової металургії шляхом розпилення азотом струменя рідкого сплаву у металевий порошок і ущільнення цього порошку при високій температурі під всебічним тиском і, в разі необхідності, підданий гарячому формуванню, зокрема різальний інструмент, причому цей виріб має високий ступінь чистоти з вмістом та конфігурацією неметалічних включень у...
Попередній патент: Інгібітор та стимулятор проліферації стовбурових клітин та їх застосування
Наступний патент: Пристрій для нагрівання рідини
Випадковий патент: Пристрій для вібраційної обробки деталей в u-подібному контейнері