Пристрій для кантування довгомірних виробів
Номер патенту: 88944
Опубліковано: 10.04.2014
Автори: Немировський Олександр Ісакович, Казацька Лариса Вікторовна

Формула / Реферат
1. Пристрій для кантування довгомірних виробів, що містить два стояки, механізми підйому та опускання виробу, механізм повороту виробу, затискачі і раму, що з'єднана зі стояками з можливістю її підйому-опускання та повороту, яка виконана у вигляді замкненого контуру з вільним отвором із можливістю наскрізного переміщення виробу через отвір контуру, який відрізняється тим, що пристрій має захвати для кріплення виробу, кожен з яких містить корпус, нерухомо сполучений з рамою, затискачі, що встановлені попарно і шарнірно приєднані на осях до корпусу з можливістю охоплення виробу зверху і знизу, та талрепи, що забезпечують затиск виробу, кожен з яких одним кінцем шарнірно приєднаний на осі до корпусу, а другим кінцем, за допомогою фіксатора, має можливість шарнірно приєднуватись до затискача.
2. Пристрій для кантування довгомірних виробів за п. 1, який відрізняється тим, що затискачі розташовані по довжині виробу таким чином, щоб відстань між центрами кожної з двох пар затискачів і, відповідно, початком і кінцем виробу дорівнювала 0,223 від усієї довжини виробу.
Текст
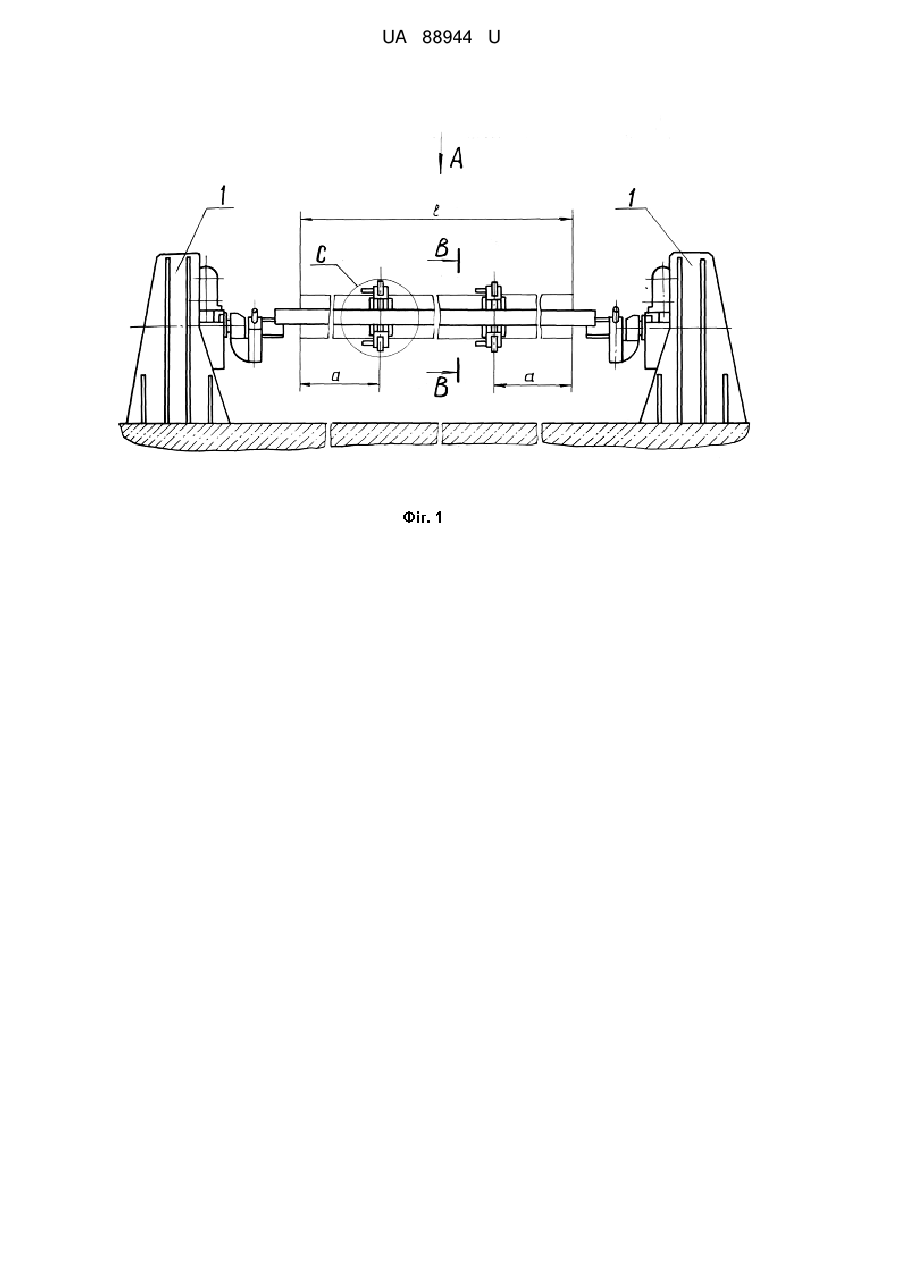
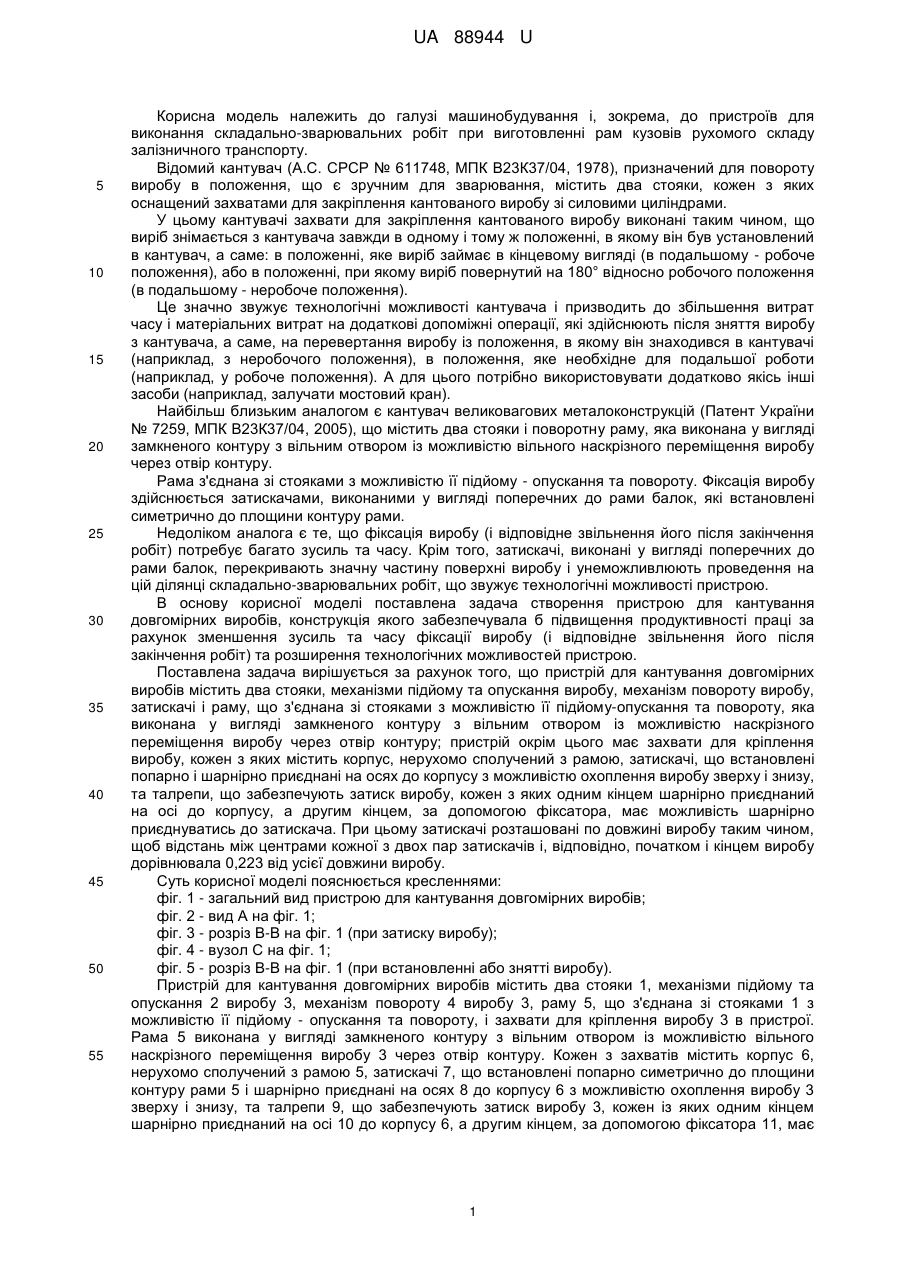
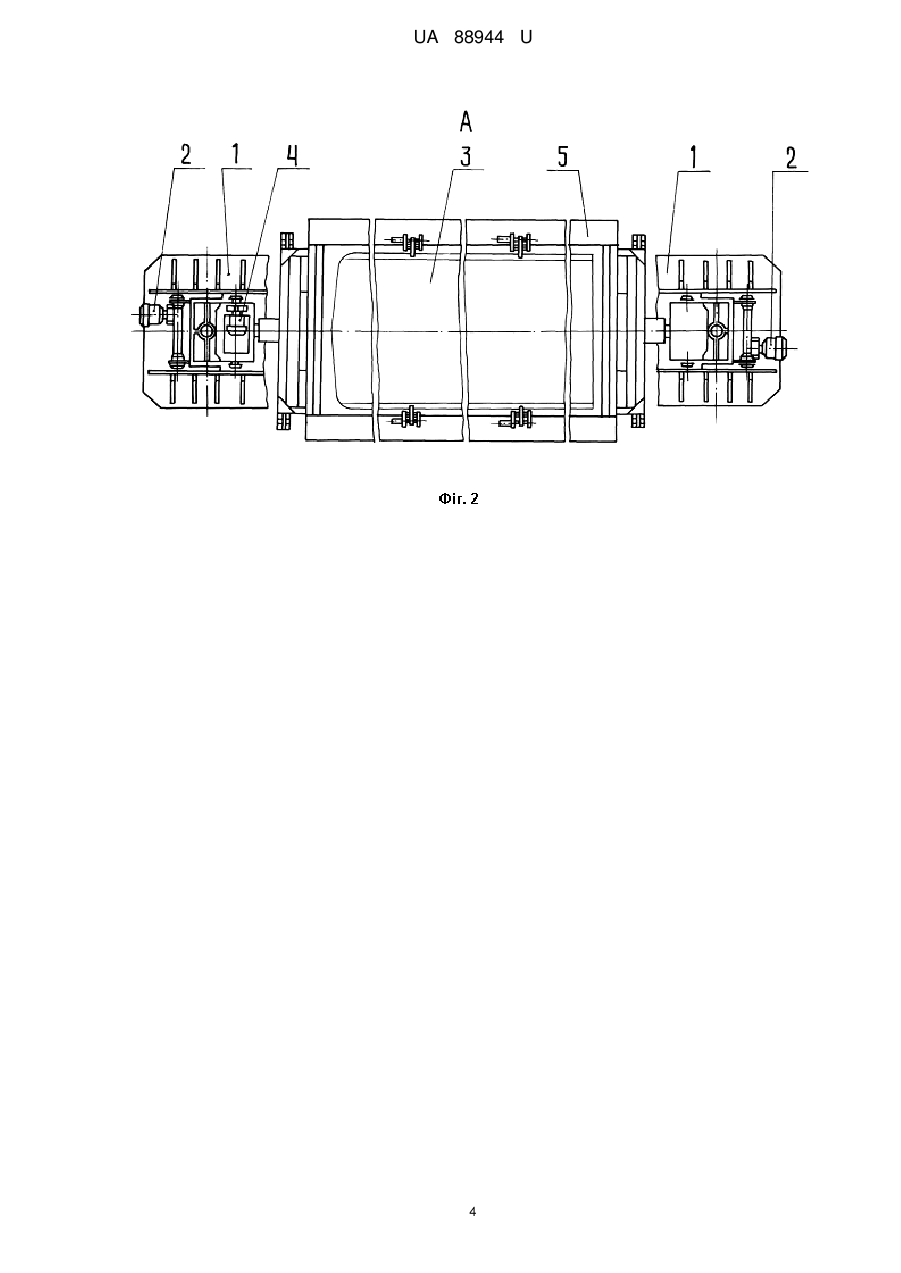
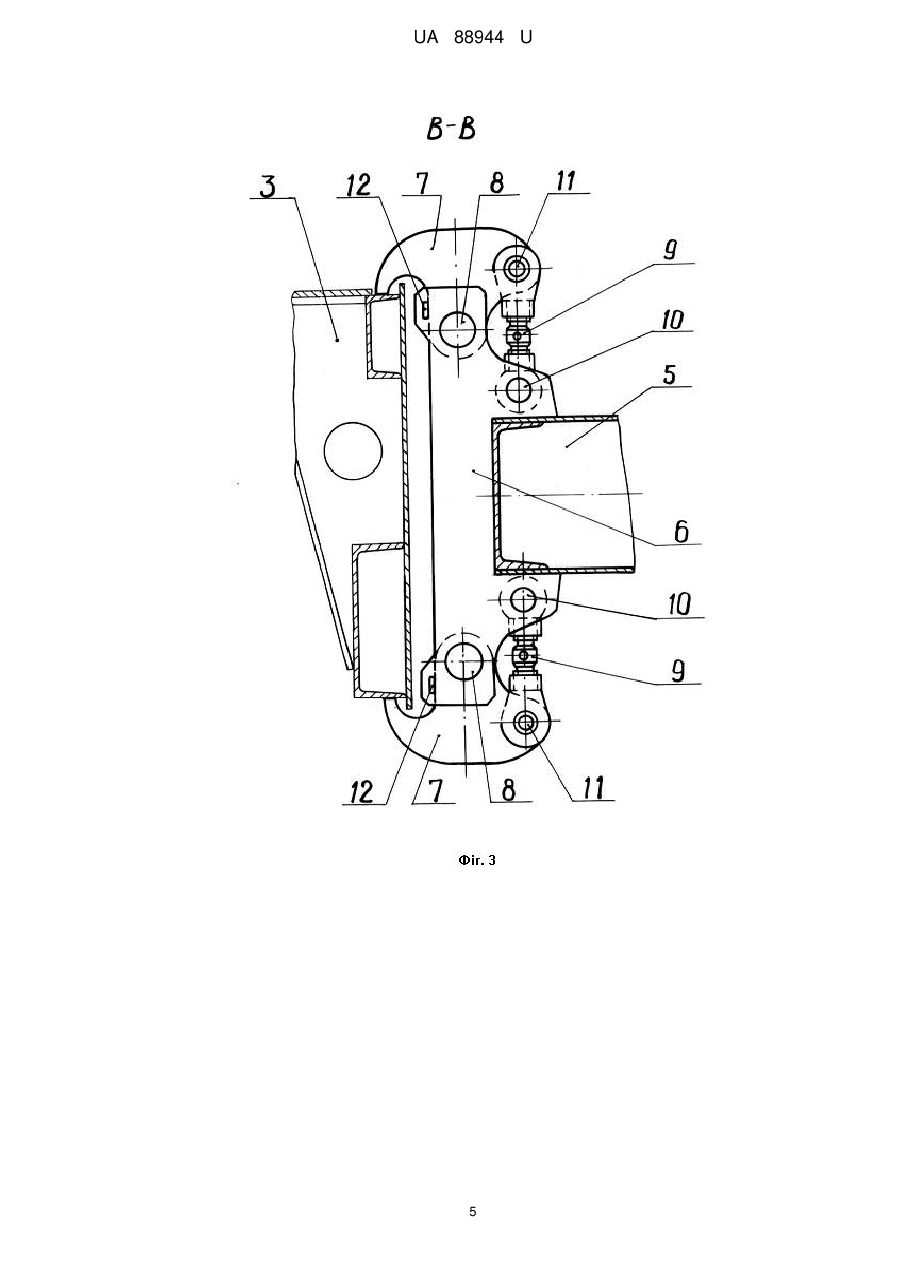
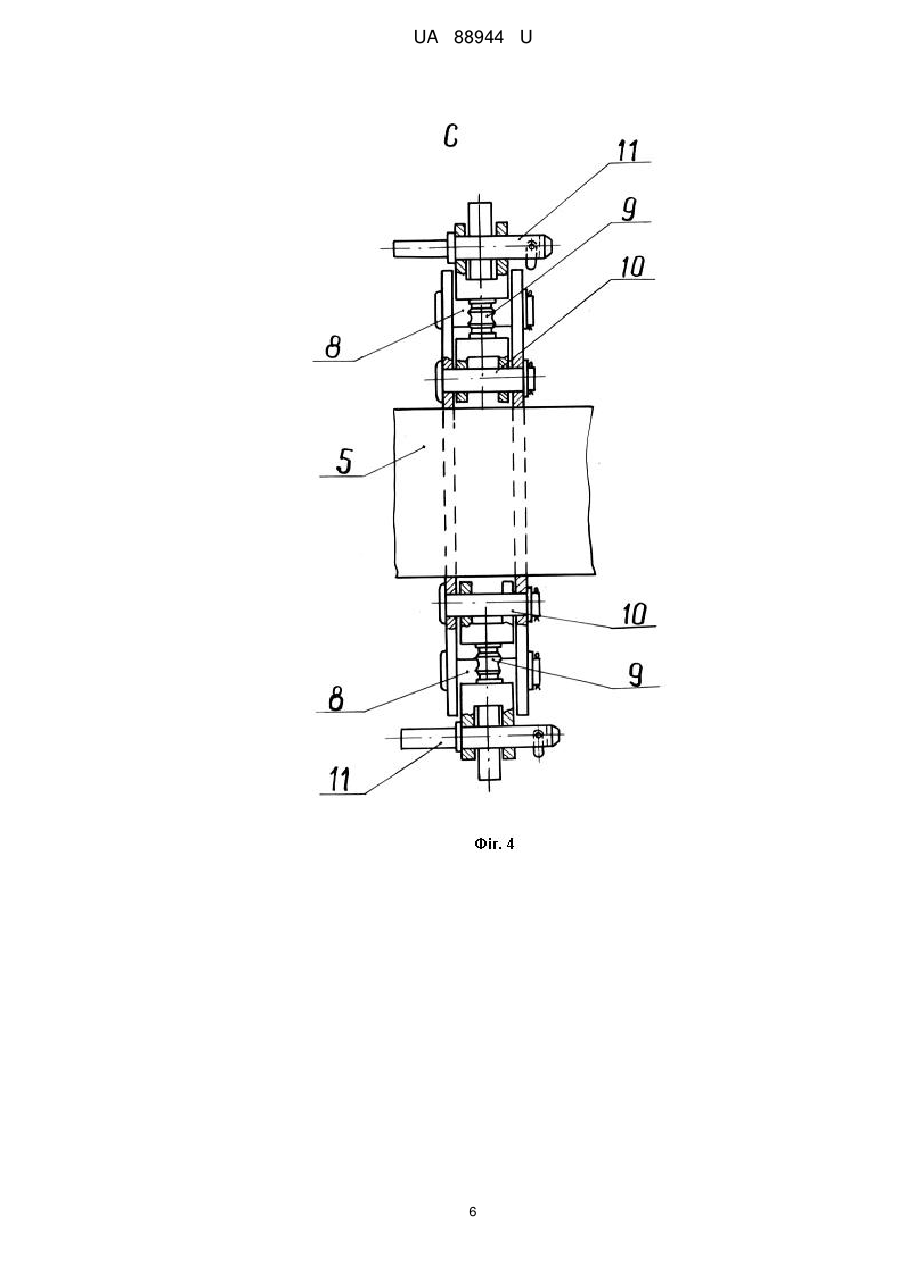
Реферат: Пристрій для кантування довгомірних виробів містить два стояки, механізми підйому та опускання виробу, механізм повороту виробу, затискачі і раму, що з'єднана зі стояками з можливістю її підйому-опускання та повороту, яка виконана у вигляді замкненого контуру з вільним отвором із можливістю наскрізного переміщення виробу через отвір контуру. Пристрій має захвати для кріплення виробу, кожен з яких містить корпус, нерухомо сполучений з рамою, затискачі, що встановлені попарно і шарнірно приєднані на осях до корпусу з можливістю охоплення виробу зверху і знизу, та талрепи, що забезпечують затиск виробу, кожен з яких одним кінцем шарнірно приєднаний на осі до корпусу, а другим кінцем, за допомогою фіксатора, має можливість шарнірно приєднуватись до затискача. UA 88944 U (54) ПРИСТРІЙ ДЛЯ КАНТУВАННЯ ДОВГОМІРНИХ ВИРОБІВ UA 88944 U UA 88944 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі машинобудування і, зокрема, до пристроїв для виконання складально-зварювальних робіт при виготовленні рам кузовів рухомого складу залізничного транспорту. Відомий кантувач (А.С. СРСР № 611748, МПК В23К37/04, 1978), призначений для повороту виробу в положення, що є зручним для зварювання, містить два стояки, кожен з яких оснащений захватами для закріплення кантованого виробу зі силовими циліндрами. У цьому кантувачі захвати для закріплення кантованого виробу виконані таким чином, що виріб знімається з кантувача завжди в одному і тому ж положенні, в якому він був установлений в кантувач, а саме: в положенні, яке виріб займає в кінцевому вигляді (в подальшому - робоче положення), або в положенні, при якому виріб повернутий на 180° відносно робочого положення (в подальшому - неробоче положення). Це значно звужує технологічні можливості кантувача і призводить до збільшення витрат часу і матеріальних витрат на додаткові допоміжні операції, які здійснюють після зняття виробу з кантувача, а саме, на перевертання виробу із положення, в якому він знаходився в кантувачі (наприклад, з неробочого положення), в положення, яке необхідне для подальшої роботи (наприклад, у робоче положення). А для цього потрібно використовувати додатково якісь інші засоби (наприклад, залучати мостовий кран). Найбільш близьким аналогом є кантувач великовагових металоконструкцій (Патент України № 7259, МПК В23К37/04, 2005), що містить два стояки і поворотну раму, яка виконана у вигляді замкненого контуру з вільним отвором із можливістю вільного наскрізного переміщення виробу через отвір контуру. Рама з'єднана зі стояками з можливістю її підйому - опускання та повороту. Фіксація виробу здійснюється затискачами, виконаними у вигляді поперечних до рами балок, які встановлені симетрично до площини контуру рами. Недоліком аналога є те, що фіксація виробу (і відповідне звільнення його після закінчення робіт) потребує багато зусиль та часу. Крім того, затискачі, виконані у вигляді поперечних до рами балок, перекривають значну частину поверхні виробу і унеможливлюють проведення на цій ділянці складально-зварювальних робіт, що звужує технологічні можливості пристрою. В основу корисної моделі поставлена задача створення пристрою для кантування довгомірних виробів, конструкція якого забезпечувала б підвищення продуктивності праці за рахунок зменшення зусиль та часу фіксації виробу (і відповідне звільнення його після закінчення робіт) та розширення технологічних можливостей пристрою. Поставлена задача вирішується за рахунок того, що пристрій для кантування довгомірних виробів містить два стояки, механізми підйому та опускання виробу, механізм повороту виробу, затискачі і раму, що з'єднана зі стояками з можливістю її підйому-опускання та повороту, яка виконана у вигляді замкненого контуру з вільним отвором із можливістю наскрізного переміщення виробу через отвір контуру; пристрій окрім цього має захвати для кріплення виробу, кожен з яких містить корпус, нерухомо сполучений з рамою, затискачі, що встановлені попарно і шарнірно приєднані на осях до корпусу з можливістю охоплення виробу зверху і знизу, та талрепи, що забезпечують затиск виробу, кожен з яких одним кінцем шарнірно приєднаний на осі до корпусу, а другим кінцем, за допомогою фіксатора, має можливість шарнірно приєднуватись до затискача. При цьому затискачі розташовані по довжині виробу таким чином, щоб відстань між центрами кожної з двох пар затискачів і, відповідно, початком і кінцем виробу дорівнювала 0,223 від усієї довжини виробу. Суть корисної моделі пояснюється кресленнями: фіг. 1 - загальний вид пристрою для кантування довгомірних виробів; фіг. 2 - вид А на фіг. 1; фіг. 3 - розріз В-В на фіг. 1 (при затиску виробу); фіг. 4 - вузол С на фіг. 1; фіг. 5 - розріз В-В на фіг. 1 (при встановленні або знятті виробу). Пристрій для кантування довгомірних виробів містить два стояки 1, механізми підйому та опускання 2 виробу 3, механізм повороту 4 виробу 3, раму 5, що з'єднана зі стояками 1 з можливістю її підйому - опускання та повороту, і захвати для кріплення виробу 3 в пристрої. Рама 5 виконана у вигляді замкненого контуру з вільним отвором із можливістю вільного наскрізного переміщення виробу 3 через отвір контуру. Кожен з захватів містить корпус 6, нерухомо сполучений з рамою 5, затискачі 7, що встановлені попарно симетрично до площини контуру рами 5 і шарнірно приєднані на осях 8 до корпусу 6 з можливістю охоплення виробу 3 зверху і знизу, та талрепи 9, що забезпечують затиск виробу 3, кожен із яких одним кінцем шарнірно приєднаний на осі 10 до корпусу 6, а другим кінцем, за допомогою фіксатора 11, має 1 UA 88944 U 5 10 15 20 25 30 35 40 45 50 55 60 можливість шарнірно приєднуватись до затискача 7. Із корпусом 6 нерухомо сполучені упори 12, які забезпечують необхідне кінцеве положення кожного із затискачів 7. Затискачі 7 розташовані по довжині виробу 3 таким чином, щоб відстань між центрами кожної з двох пар затискачів 7 і, відповідно, початком і кінцем виробу 3 дорівнювала 0,223 від усієї довжини виробу 3. Таке розташування затискачів обумовлено наступним. При горизонтальному положенні виріб 3, що спирається на затискачі 7, враховуючи його велику довжину і вагу, має значний вертикальний прогин як посередині, так і в кінцевих частинах. Це негативно впливає на проведення складально-зварювальних робіт і, як результат, на зниження якості виготовлення виробу 3. При проведенні розрахунків вертикальних прогинів виріб 3 можна розглядати як балку, а утримуючі його затискачі 7, як опори. На величини прогинів істотно впливає розташування опор по довжині балки. Як відомо (див. Степин П.А. Сопротивление материалов:- 7 изд. - М.: Высшая школа, 1983. - С. 175-177), за наявності двох консолей, прогин посередині балки зменшується (консолями в даному випадку є відстань між центрами кожної з двох пар затискачів і, відповідно, початком і кінцем виробу). Оптимальну довжину консолі обчислюють за умови, щоб прогин на кінці консолі дорівнював прогину балки посередині прольоту (відстані між опорами). При цьому оптимальна довжина консолі а= 0,223 , де а довжина консолі, - довжина виробу. Всі елементи конструкції пристрою можуть бути виготовлені з використанням відомих в машинобудуванні технологій. Пристрій працює наступним чином. Перед встановленням на пристрій виробу 3, затискачі 7 (що розташовані у нижньому положенні) знаходяться у робочому стані, який забезпечується за допомогою фіксаторів 11. Цими фіксаторами 11 одночасно здійснюють шарнірне приєднання до затискачів 7 талрепів 9. Опорні поверхні затискачів 7 виставляють на одному рівні, для чого повертають гвинтову частину талрепів 9, здійснюючи їх розтиснення, що призводить до притиснення затискачів 7 бічною частиною до упорів 12, призначенням яких є забезпечення необхідного кінцевого положення кожного із затискачів 7. У затискачів 7 (які в даний момент розташовані у верхньому положенні) виймають фіксатори 11 і повертають ці затискачі 7 навколо осей 8 та талрепи 9 навколо осей 10 так, щоб зверху звільнився простір для встановлення виробу 3. Після цього, виріб 3 встановлюють на опорні поверхні затискачів 7, які в даний момент розташовані в нижньому положенні. Потім затискачі 7, які розташовані у верхньому положенні, повертають навколо осей 8, переводячи їх в робочий стан. Це призводить до того, що виріб 3 виявляється охопленим затискачами 7 знизу і зверху. Талрепи 9 (які розташовані у верхньому положенні) повертають навколо осей 10 і вставляють фіксатор 11, фіксуючи робочий стан затискачів 7 і одночасно шарнірно приєднуючи талрепи 9 до затискачів 7. Повертають гвинтову частину талрепів 9 (які розташовані у верхньому положенні), здійснюючи їх розтиснення. Це призводить до затиску виробу 3 між опорними поверхнями затискачів 7. За допомогою механізмів підйому та опускання 2 встановлюють виріб 3 на необхідній висоті, а за допомогою механізму повороту 4 встановлюють його в положення, що є зручним для складально-зварювальних робіт, і виконують ці роботи. По закінченні робіт, за допомогою механізму повороту 4 і механізмів підйому та опускання 2 встановлюють виріб 3 в горизонтальне положення на необхідній висоті. Виріб 3 встановлюють у тому положенні (робочому або неробочому), яке необхідне для проведення подальших технологічних операцій після зняття його з пристрою для кантування довгомірних виробів. Після цього повертають гвинтову частину талрепів 9 (які розташовані у верхньому положенні), припиняючи затиск виробу 3 між опорними поверхнями затискачів 7, виймають фіксатори 11 з тих затискачів 7 і талрепів 9, які на даний момент розташовані у верхньому положенні, і повертають ці затискачі навколо осей 8 та талрепи 9 навколо осей 10 так, щоб зверху звільнився простір для зняття виробу 3. Насамкінець, виріб 3 знімають з пристрою для кантування довгомірних виробів. Застосування запропонованого пристрою забезпечує швидке встановлення і надійне закріплення виробу та швидке розкріплення і зняття його з пристрою, що дозволяє підвищити продуктивність праці, а необхідність при цьому в прикладанні незначних зусиль полегшує умови праці робітників. Незначна площа опорної поверхні затискачів, які фіксують виріб, суттєво зменшує ділянку виробу, де ускладнено проведення складально-зварювальних робіт, а це приводить до розширення технологічних можливостей пристрою. 2 UA 88944 U 5 10 15 20 Крім того, розташування затискачів по довжині виробу таким чином, щоб відстань між центрами кожної з двох пар затискачів 7 і, відповідно, початком і кінцем виробу дорівнювала 0,223 від усієї довжини виробу, забезпечує оптимальне співвідношення прогинів по вертикалі центральної частини довгомірного виробу (проміж затискачами) і кінцевих (консольних) частин виробу, а саме - рівність цих прогинів. Це створює найбільш сприятливі умови для складальнозварювальних робіт і, в кінцевому рахунку, дає можливість забезпечити високу якість виробу. Пристрій для кантування довгомірних виробів, конструкція якого заявляється, виготовлений і встановлений в цеху металоконструкцій нашого підприємства. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Пристрій для кантування довгомірних виробів, що містить два стояки, механізми підйому та опускання виробу, механізм повороту виробу, затискачі і раму, що з'єднана зі стояками з можливістю її підйому-опускання та повороту, яка виконана у вигляді замкненого контуру з вільним отвором із можливістю наскрізного переміщення виробу через отвір контуру, який відрізняється тим, що пристрій має захвати для кріплення виробу, кожен з яких містить корпус, нерухомо сполучений з рамою, затискачі, що встановлені попарно і шарнірно приєднані на осях до корпусу з можливістю охоплення виробу зверху і знизу, та талрепи, що забезпечують затиск виробу, кожен з яких одним кінцем шарнірно приєднаний на осі до корпусу, а другим кінцем, за допомогою фіксатора, має можливість шарнірно приєднуватись до затискача. 2. Пристрій для кантування довгомірних виробів за п. 1, який відрізняється тим, що затискачі розташовані по довжині виробу таким чином, щоб відстань між центрами кожної з двох пар затискачів і, відповідно, початком і кінцем виробу дорівнювала 0,223 від усієї довжини виробу. 3 UA 88944 U 4 UA 88944 U 5 UA 88944 U 6 UA 88944 U Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Автори англійськоюNemyrovskyi Oleksandr Isakovych
Автори російськоюНемировский Александр Исакович
МПК / Мітки
МПК: B23K 37/04
Мітки: пристрій, кантування, виробів, довгомірних
Код посилання
<a href="https://ua.patents.su/9-88944-pristrijj-dlya-kantuvannya-dovgomirnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для кантування довгомірних виробів</a>
Пристрій для кантування
Номер патенту: 79871
Опубліковано: 13.05.2013
Автор: Немировський Олександр Ісакович
МПК: B23K 37/00
Мітки: пристрій, кантування
Формула / Реферат:
1. Пристрій для кантування, що містить два стояки, механізми підйому та опускання виробу, механізм повороту виробу і затискачі виробу, який відрізняється тим, що пристрій має захвати для кріплення виробу, кожен з яких містить корпус, нерухомо сполучений з валом механізму повороту виробу, затискачі, шарнірно приєднані до корпусу з можливістю охоплення виробу зверху і знизу, фіксатори, які фіксують затискачі при приведенні їх до робочого...
Захват для затиску і кантування довгомірних виробів
Номер патенту: 25999
Опубліковано: 26.02.1999
Автори: Мацько Володиир Михайлович, Старушкевич Олександр Миколайович, Сурма Святослав Іванович
МПК: B66C 1/42
Мітки: затиску, довгомірних, кантування, захват, виробів
Формула / Реферат:
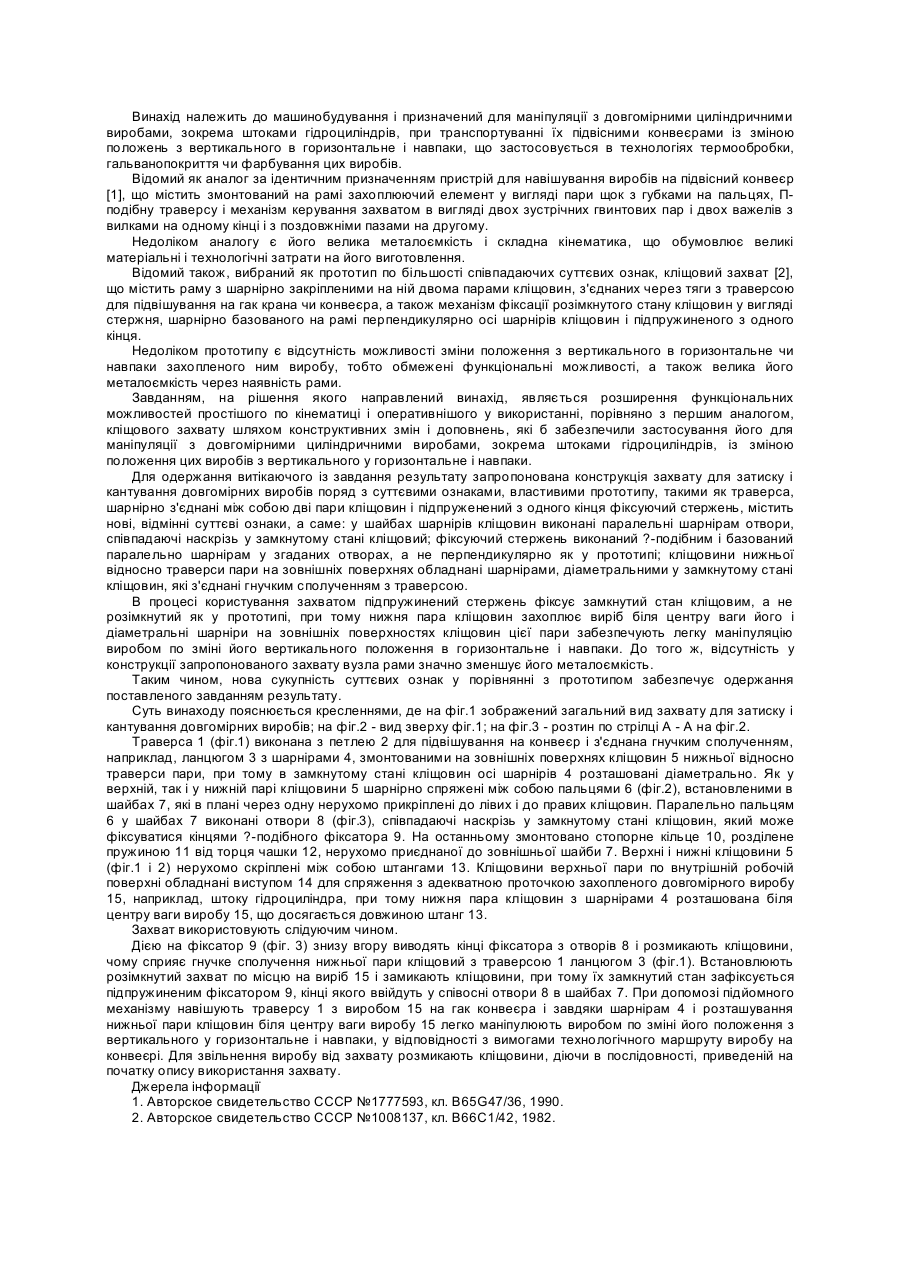
Захват для затиску і кантування довгомірних виробів, що містить траверсу, шарнірно з'єднані між собою кліщовини і підпружинений з одного кінця фіксуючий стержень, який відрізняється тим, що у шайбах шарнірів кліщовий виконані паралельні шарнірам отвори, співпадаючі наскрізь у замкнутому стані кліщовий, фіксуючий стержень виконаний ?-подібним і базований паралельно шарнірам у згаданих отворах, кліщовини нижньої відносно траверси пари на...
Пристрій для охолодження довгомірних гнучких виробів

Номер патенту: 1324
Опубліковано: 15.07.2002
Автори: Доценко Ігор Миколайович, Мікульонок Ігор Олегович
МПК: B29C 35/00
Мітки: виробів, гнучких, пристрій, охолодження, довгомірних
Формула / Реферат:
Пристрій для охолодження довгомірних гнучких виробів, що містить заповнювану рідким холодоагентом горизонтальну ванну зі змонтованими в ній напрямними роликами, встановленими з можливістю вертикального переміщення, який відрізняється тим, що напрямні ролики встановлено з можливістю вертикального переміщення незалежно один від одного.
Пристрій для охолодження довгомірних виробів
Номер патенту: 18744
Опубліковано: 15.11.2006
Автор: Мікульонок Ігор Олегович
МПК: B29C 35/00, B29C 47/88
Мітки: охолодження, пристрій, довгомірних, виробів
Формула / Реферат:
1. Пристрій для охолодження довгомірних виробів, що містить заповнену рідким холодоагентом горизонтальну ванну, який відрізняється тим, що у ванні встановлено щонайменше одну поперечну перегородку з отвором для проходу довгомірних виробів.2. Пристрій за п. 1, який відрізняється тим, що кожну з поперечних перегородок виконано з еластичного матеріалу.3. Пристрій за п. 2, який відрізняється тим, що у кожній з поперечних перегородок...
Пристрій для охолодження довгомірних виробів
Номер патенту: 6595
Опубліковано: 16.05.2005
Автори: Микитенко Леся Павлівна, Мікульонок Ігор Олегович
МПК: B29C 35/00, B29C 47/88
Мітки: охолодження, пристрій, довгомірних, виробів
Формула / Реферат:
Пристрій для охолодження довгомірних виробів, що містить корпус з патрубком для підводу рідкого холодоагенту та торцевими карманами, сполученими з магістраллю для його відводу, а також змонтовану в корпусі трубу з поздовжньо розташованими перфорованими ділянками для виходу рідкого холодоагенту, який відрізняється тим, що між перфорованими ділянками у трубі виконано наскрізні отвори, сполучені з магістраллю для відводу рідкого...
Попередній патент: Змішувач-активатор дисперсних сумішей
Наступний патент: Пристрій для розповсюдження препаратів у твердій дозованій формі
Випадковий патент: Енергостимулювальна стерильна або нестерильна добавка