Матеріал нетканий голкопробивний двошаровий

Формула / Реферат
1. Матеріал нетканий голкопробивний двошаровий, що містить шар, виготовлений з синтетичного екструзійного матеріалу "Спанбонд", що виготовлений шляхом екструзії, та шар, що виготовлений з іншого волокна, який відрізняється тим, що шар з синтетичного екструзійного матеріалу "Спанбонд" є каркасною та вітробар'єрною основою, яка поєднана шляхом голкопробивання з шаром іншого волокна лінійною щільністю від 0,10 до 2,0 текс у вигляді утеплювального шару, який попередньо оброблений первинним голкопробиванням і має поверхневу щільність від 50 до 300 г/м2, а співвідношення товщини шару синтетичного екструзійного матеріалу "Спанбонд" S1 та товщини утеплювального шару S2 складає від 1:5 до 1:400 відповідно, при цьому шар синтетичного екструзійного матеріалу "Спанбонд" заглиблений в утеплювальний шар на відстань h, яка складає не більш ніж 10 % від товщини готового нетканого голкопробивного матеріалу.
2. Матеріал за п. 1, який відрізняється тим, що каркасна та вітробар'єрна основа являє собою шар синтетичного поліпропіленового матеріалу "Спанбонд", одержаного за екструзійною технологією.
3. Матеріал за п. 1, який відрізняється тим, що каркасна та вітробар'єрна основа являє собою шар синтетичного поліефірного матеріалу "Спанбонд", одержаного за екструзійною технологією.
4. Матеріал за п. 1, який відрізняється тим, що співвідношення поверхневої щільності синтетичного екструзійного матеріалу "Спанбонд" та поверхневої щільності утеплювального шару складає від 1:2 до 1:30 відповідно.
5. Матеріал за п. 1, який відрізняється тим, що утеплювальний шар виконаний із попередньо обробленого первинним голкопробиванням напівфабрикатного поліефірного прочосу штапельного поліефірного волокна.
6. Матеріал за п. 1, який відрізняється тим, що утеплювальний шар виконаний із попередньо обробленого первинним голкопробиванням напівфабрикатного поліпропіленового прочосу штапельного поліпропіленового волокна.
7. Матеріал за п. 1, який відрізняється тим, що утеплювальний шар виконаний із попередньо обробленого первинним голкопробиванням напівфабрикатного прочосу штапельного волокна з вовни.
Текст
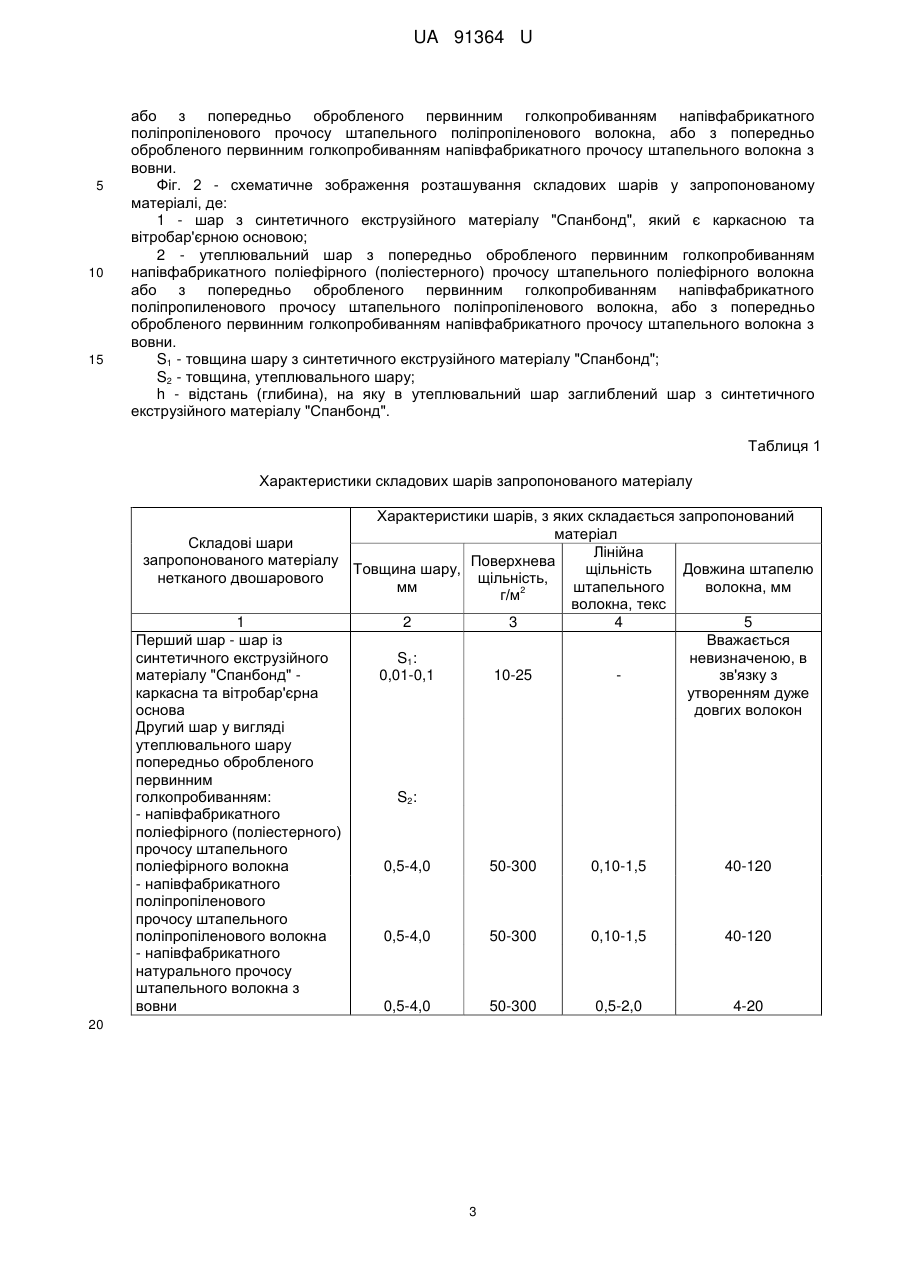
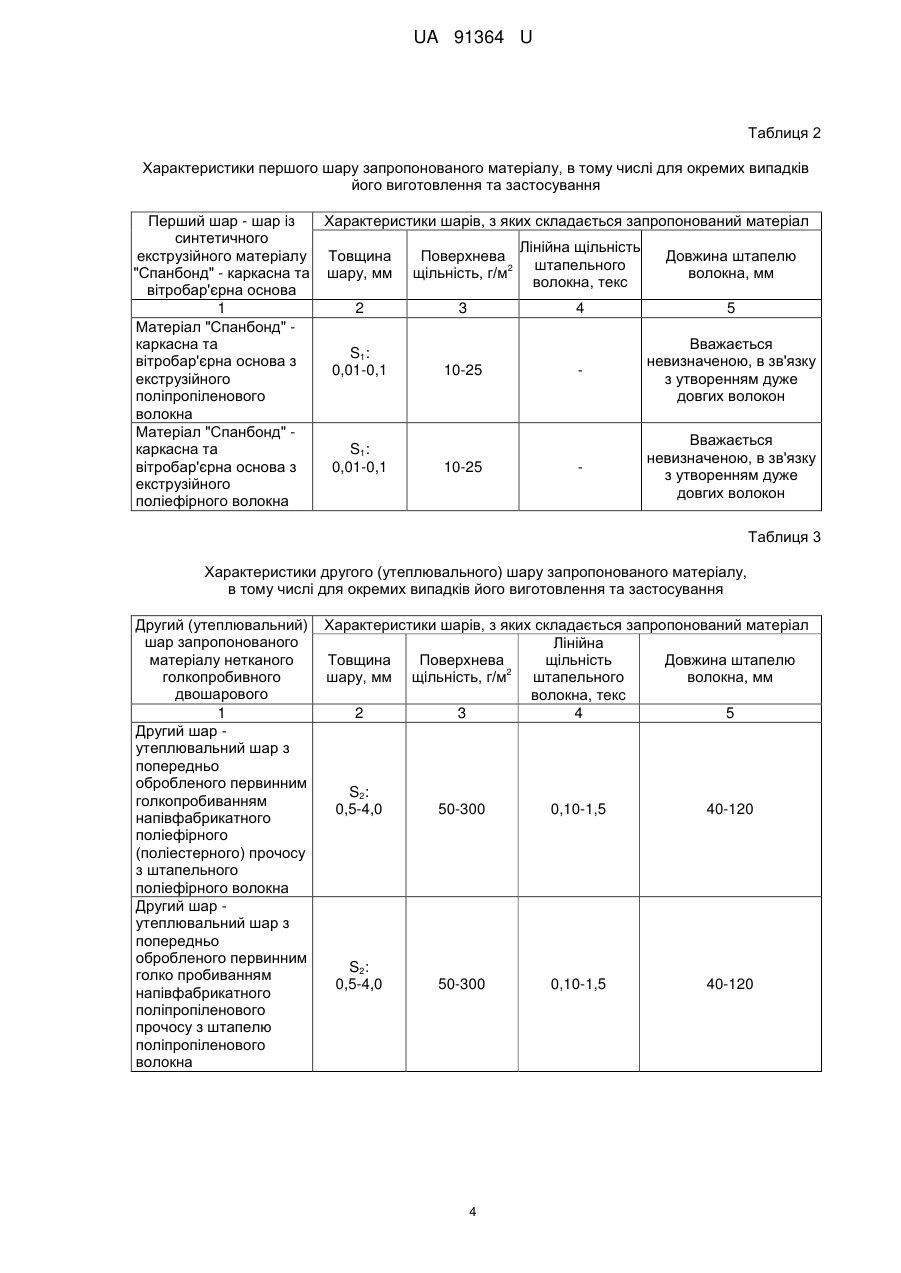
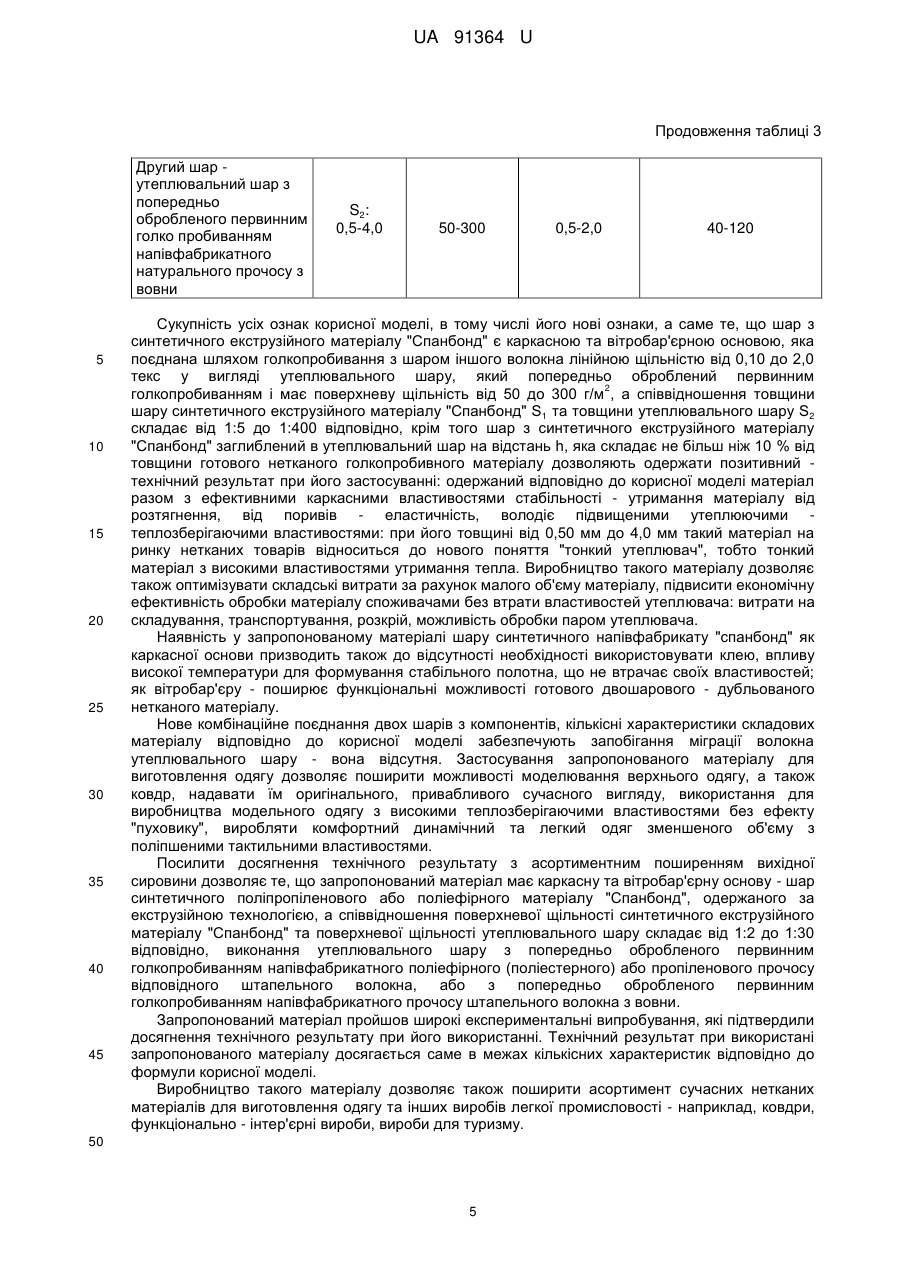
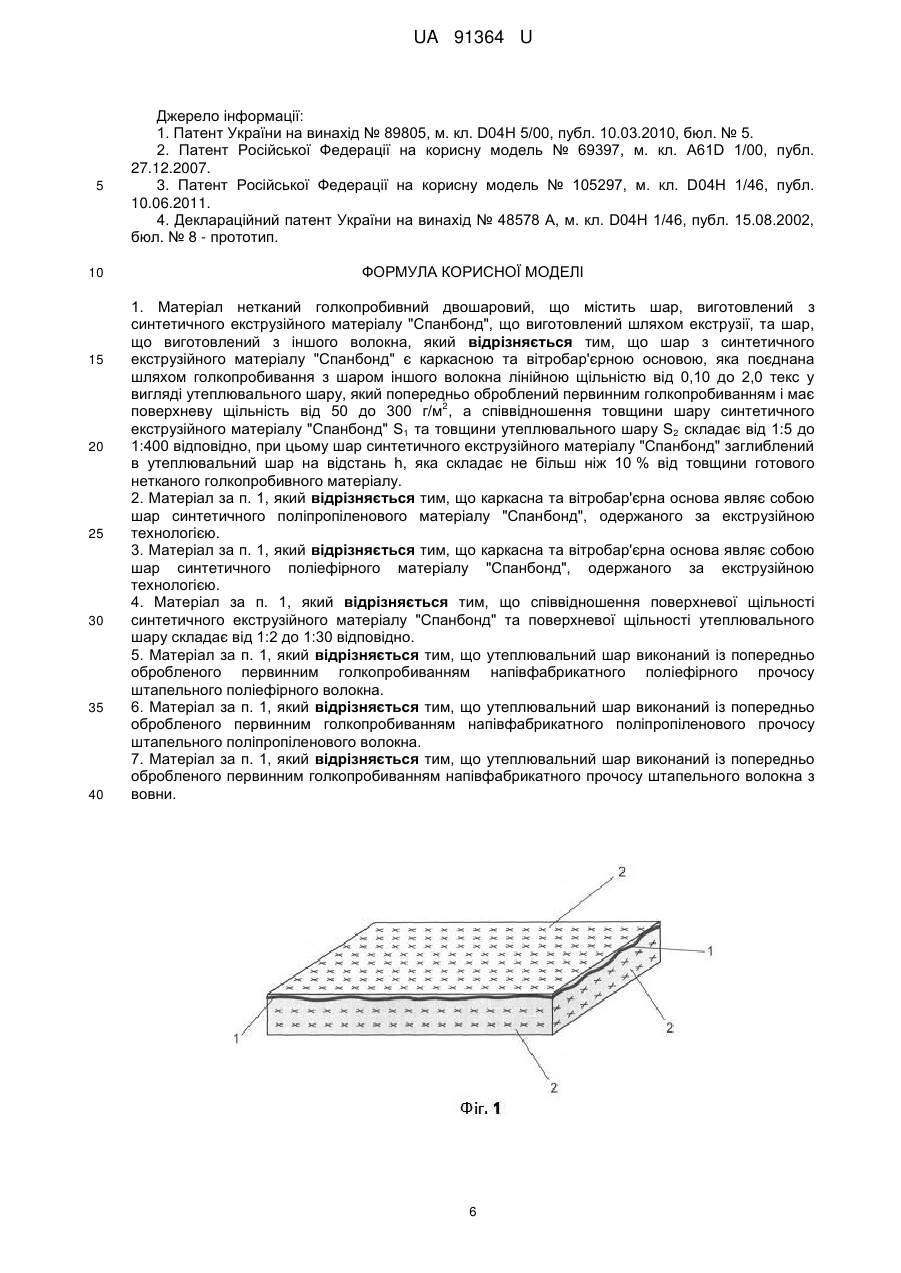
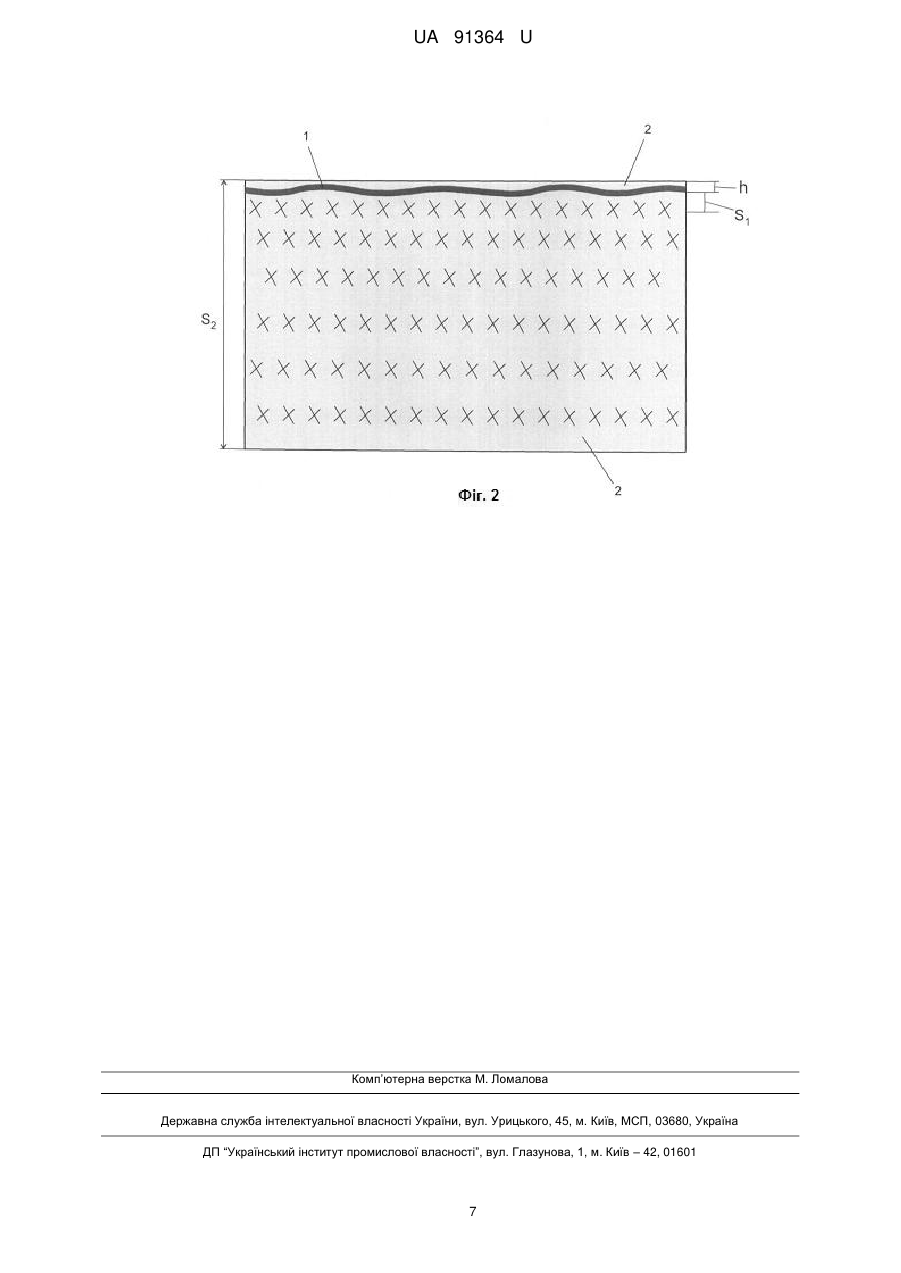
Реферат: Матеріал нетканий голкопробивний двошаровий містить шар, виготовлений з синтетичного екструзійного матеріалу "Спанбонд", що виготовлений шляхом екструзії, та шар, що виготовлений з іншого волокна. Шар з синтетичного екструзійного матеріалу "Спанбонд" є каркасною та вітробар'єрною основою. Основа поєднана шляхом голкопробивання з шаром іншого волокна лінійною щільністю від 0,10 до 2,0 текс у вигляді утеплювального шару, який попередньо оброблений первинним голкопробиванням і має поверхневу щільність від 50 до 300 2 г/м . Співвідношення товщини шару синтетичного екструзійного матеріалу "Спанбонд" та товщини утеплювального шару складає від 1:5 до 1:400 відповідно. Шар синтетичного екструзійного матеріалу "Спанбонд" заглиблений в утеплювальний шар на відстань не більш ніж 10 % від товщини готового нетканого голкопробивного матеріалу. UA 91364 U (54) МАТЕРІАЛ НЕТКАНИЙ ГОЛКОПРОБИВНИЙ ДВОШАРОВИЙ UA 91364 U UA 91364 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі виготовлення нетканих матеріалів, а саме до нетканого матеріалу голкопробивного двошарового. Відомі аналоги - матеріали неткані голкопробивні, в тому числі шаруваті, які містять прочіс поліефірного волокна (Патент України на винахід № 89805, м. кл. D04H 5/00, публ. 10.03.2010, бюл. № 5 [1]; патент Російської Федерації на корисну модель № 69397, м. кл. A61D 1/00, публ. 27.12.2007 [2], патент Російської Федерації на корисну модель № 105297, м. кл. D04H 1/46, публ. 10.06.2011 [3]). Однак аналоги не дозволяють одержати матеріал нетканий, який має ефективні каркасні властивості - утримання матеріалу від розтягнення, від поривів (еластичність), а також утеплюючі (теплозберігаючі) властивості готового матеріалу. Найбільш близьким аналогом до корисної моделі є матеріал нетканий голкопробивний двошаровий, який містить шар з синтетичного екструзійного матеріалу "Спанбонд", що виготовлений екструзійною технологією (шляхом екструзії), та шар іншого волокна (Деклараційний патент України на винахід № 48578 А, м. кл. D04H 1/46, публ. 15.08.2002, бюл. № 8 [4]). Склад компонентів такого матеріалу дозволяє зменшити густість матеріалу при забезпеченні його надійності, але він містить як другий шар матеріалу волокно джутове натуральне текстильне волокно, що виготовлене з рослин, й не забезпечує ефективних властивостей, які характеризують каркасність - утримання матеріалу від розтягнення, від поривів (еластичність), та водночас утеплюючих (теплозберігаючих) властивостей готового матеріалу. В основу корисної моделі поставлена задача створення матеріалу нетканого голкопробивного двошарового, який би за рахунок нової комбінації, нового поєднання двох шарів нетканих компонентів матеріалу - з синтетичного екструзійного матеріалу "Спанбонд", що виготовлений екструзійною технологією, та шару іншого волокна лінійною щільністю від 0,10 до 2 2,0 текс у вигляді утеплювального шару, який має поверхневу щільність від 50 до 300 г/м , співвідношення товщин цих шарів, їх певних матеріальних, кількісних характеристик дозволив би забезпечити разом з ефективними каркасними властивостями стабільності (утримання матеріалу від розтягнення, від поривів, еластичності), також й підвищені утеплюючі теплозберігаючі - властивості готового матеріалу, поширити асортимент вітчизняних нетканих матеріалів. Поставлена задача вирішується тим, що запропонований матеріал нетканий голкопробивний двошаровий містить шар з синтетичного екструзійного матеріалу "Спанбонд", що виготовлений (одержаний) екструзійною технологією (шляхом екструзії), та шар іншого волокна. Новим є те, що шар із синтетичного екструзійного матеріалу "Спанбонд" є каркасною та вітробар'єрною основою, яка поєднана шляхом голкопробивання з шаром іншого волокна, яке має лінійну щільність від 0,10 до 2,0 текс у вигляді утеплювального шару, який попередньо 2 оброблений первинним голкопробиванням і має поверхневу щільність від 50 до 300 г/м ; співвідношення товщини шару синтетичного екструзійного матеріалу "Спанбонд" S 1 та товщини утеплювального шару S2 складає від 1:5 до 1:400 відповідно; шар з синтетичного екструзійного матеріалу "Спанбонд" заглиблений в утеплювальний шар на відстань h, яка складає не більш ніж 10 % від товщини запропонованого готового нетканого голкопробивного матеріалу (полотна). Для окремих умов виготовлення, застосування запропонований матеріал характеризується наступними ознаками: Каркасна та вітробар'єрна основа являє собою шар синтетичного поліпропіленового матеріалу "Спанбонд", одержаного за екструзійною технологією. Каркасна та вітробар'єрна основа являє собою шар синтетичного поліефірного матеріалу "Спанбонд", одержаного за екструзійною технологією. Співвідношення поверхневої щільності синтетичного екструзійного матеріалу "Спанбонд" та поверхневої щільності утеплювального шару складає від 1:2 до 1:30 відповідно. Утеплювальний шар виконаний з попередньо обробленого первинним голкопробиванням напівфабрикатного поліефірного (поліестерного) прочосу штапельного поліефірного волокна. Утеплювальний шар виконаний з попередньо обробленого первинним голкопробиванням напівфабрикатного поліпропіленового прочосу штапельного поліпропіленового волокна. Утеплювальний шар виконаний з попередньо обробленого голкопробиванням напівфабрикатного прочосу штапельного волокна з вовни. Промислова здатність корисної моделі характеризується наступним прикладом її промислового здійснення. Приклад В промислових умовах виготовляють запропонований матеріал нетканий голкопробивний двошаровий, який містить: 1 UA 91364 U 5 10 15 20 25 30 35 40 45 50 55 60 перший шар - шар з поліпропіленового екструзійного матеріалу "Спанбонд", що одержаний екструзійною технологією, який відповідно до запропонованої моделі є каркасною та вітробар'єрною основою, 2 поверхнева щільність цього матеріалу "Спанбонд" - 15 г/м , товщина цього шару S1 - 0,01 мм; другий шар - утеплювальний шар виконаний з напівфабрикатного поліефірного (поліестерного), попередньо обробленого первинним голкопробиванням прочосу штапельного поліефірного волокна, 2 поверхнева щільність - 85 г/м товщина цього шару S2 - 1,0 мм лінійна щільність волокна - 0,33 текс. Співвідношення товщини першого шару до товщини другого шару становить: 1:100 відповідно. Співвідношення поверхневої щільності синтетичного екструзійного матеріалу "Спанбонд" та поверхневої щільності утеплювального шару становить 1:5,66 відповідно. Прочіс напівфабрикатного поліефірного (поліестерного) штапельного волокна подають на транспортер, далі цей прочіс транспортером подають в голечницю першої голкопробивної машини (наприклад, ИМ-1800), де встановлена відповідна глибина проколу, частота проколу відповідно до поверхневої щільності волокна та його товщини. На цій першій голкопробивній машині здійснюють попереднє голкопробивання напівфабрикатного поліефірного (поліестерного) штапельного волокна. Поліпропіленовий екструзійний матеріал "Спанбонд" розміщують на приладі для його подальшого розмотування, що розташований між першою голкопробивною машиною (наприклад, ИМ - 1800) та другою голкопробивною машиною (наприклад, ИМ - 1800). Одержаний після попереднього голкопробивання сформований шар напівфабрикатного полієфірого штапельного волокна визначеної щільності поєднують з шаром з поліпропіленового екструзійного матеріалу "Спанбонд": шар напівфабрикатного полієфірого штапельного волокна накладають зверху на шар з поліпропіленового екструзійного матеріалу "Спанбонд" та поєднують в одне полотно у другій голкопробивній машині ИМ-1800 голкопробивним способом, що має відповідний прокол, частоту проколу, що залежить від поверхневої щільності. У другу голкопробивну машину ИМ-1800 обидва складових шари мають заходити рівно, не мати заминів. Під час голкопробивання два шари: волокна другого - утеплюючого шару закріплюються з шаром каркасу - поліпропіленового екструзійного матеріалу "Спанбонд" та між собою, утворюючи єдине неткане голкопробивне полотно. Під час голкопробивання двох шарів у полотні каркасного шару поліпропіленового екструзійного матеріалу "Спанбонд" утворюються отвори, що створюють додаткову вентиляцію та сприяють "диханню" матеріалу. В процесі поєднання двох шарів голкопробиванням волокна утеплюючого шару протягуються голками крізь шар з синтетичного екструзійного матеріалу "Спанбонд" згори вниз та знизу вгору, при цьому відбувається заглиблення шару з синтетичного екструзійного матеріалу "Спанбонд" у шар утеплювального волокна на глибину - відстань h не більшу ніж 10 % від товщини запропонованого готового нетканого матеріалу, практично - від товщини утеплювального шару. Обидва шари надійно закріплюються між собою та утворюють єдине неткане полотно, поверхні обох шарів, що прикладені одна до одної, є міцно поєднаними. Сформований - готовий матеріал подають на прилад для різки, нарізують окремі частини матеріалу, які формують в рулони. Запропонований матеріал в інших сполученнях двох його складових шарів одержують, як описано вище в Прикладі, відповідно до складових компонентів, їх кількісних характеристик та співвідношень, які вказані в формулі корисної моделі та відповідно - в Таблиці 1 (Характеристики складових шарів запропонованого матеріалу), Таблиці 2 (Характеристики першого шару запропонованого матеріалу, в тому числі для окремих випадків його виготовлення та застосування), Таблиці 3 (Характеристики другого (утеплювального) шару запропонованого матеріалу, в тому числі для окремих випадків його виготовлення та застосування). Корисна модель (у збільшеному масштабі) ілюстрований кресленнями фіг. 1 та фіг. 2. Фіг. 1 - зображення відрізка запропонованого матеріалу, де: 1 - шар з синтетичного екструзійного матеріалу "Спанбонд", який є каркасною та вітробар'єрною основою; 2 - утеплювальний шар з попередньо обробленого первинним голкопробиванням напівфабрикатного поліефірного (поліестерного) прочосу штапельного поліефірного волокна 2 UA 91364 U 5 10 15 або з попередньо обробленого первинним голкопробиванням напівфабрикатного поліпропіленового прочосу штапельного поліпропіленового волокна, або з попередньо обробленого первинним голкопробиванням напівфабрикатного прочосу штапельного волокна з вовни. Фіг. 2 - схематичне зображення розташування складових шарів у запропонованому матеріалі, де: 1 - шар з синтетичного екструзійного матеріалу "Спанбонд", який є каркасною та вітробар'єрною основою; 2 - утеплювальний шар з попередньо обробленого первинним голкопробиванням напівфабрикатного поліефірного (поліестерного) прочосу штапельного поліефірного волокна або з попередньо обробленого первинним голкопробиванням напівфабрикатного поліпропиленового прочосу штапельного поліпропіленового волокна, або з попередньо обробленого первинним голкопробиванням напівфабрикатного прочосу штапельного волокна з вовни. S1 - товщина шару з синтетичного екструзійного матеріалу "Спанбонд"; S2 - товщина, утеплювального шару; h - відстань (глибина), на яку в утеплювальний шар заглиблений шар з синтетичного екструзійного матеріалу "Спанбонд". Таблиця 1 Характеристики складових шарів запропонованого матеріалу Характеристики шарів, з яких складається запропонований матеріал Складові шари Лінійна запропонованого матеріалу Поверхнева Товщина шару, щільність Довжина штапелю нетканого двошарового щільність, мм штапельного волокна, мм 2 г/м волокна, текс 1 2 3 4 5 Перший шар - шар із Вважається синтетичного екструзійного S1: невизначеною, в матеріалу "Спанбонд" 0,01-0,1 10-25 зв'язку з каркасна та вітробар'єрна утворенням дуже основа довгих волокон Другий шар у вигляді утеплювального шару попередньо обробленого первинним голкопробиванням: S2: - напівфабрикатного поліефірного (поліестерного) прочосу штапельного поліефірного волокна 0,5-4,0 50-300 0,10-1,5 40-120 - напівфабрикатного поліпропіленового прочосу штапельного поліпропіленового волокна 0,5-4,0 50-300 0,10-1,5 40-120 - напівфабрикатного натурального прочосу штапельного волокна з вовни 0,5-4,0 50-300 0,5-2,0 4-20 20 3 UA 91364 U Таблиця 2 Характеристики першого шару запропонованого матеріалу, в тому числі для окремих випадків його виготовлення та застосування Перший шар - шар із Характеристики шарів, з яких складається запропонований матеріал синтетичного Лінійна щільність екструзійного матеріалу Товщина Поверхнева Довжина штапелю штапельного 2 "Спанбонд" - каркасна та шару, мм щільність, г/м волокна, мм волокна, текс вітробар'єрна основа 1 2 3 4 5 Матеріал "Спанбонд" каркасна та Вважається S1: вітробар'єрна основа з невизначеною, в зв'язку 0,01-0,1 10-25 екструзійного з утворенням дуже поліпропіленового довгих волокон волокна Матеріал "Спанбонд" Вважається каркасна та S1: невизначеною, в зв'язку вітробар'єрна основа з 0,01-0,1 10-25 з утворенням дуже екструзійного довгих волокон поліефірного волокна Таблиця 3 Характеристики другого (утеплювального) шару запропонованого матеріалу, в тому числі для окремих випадків його виготовлення та застосування Другий (утеплювальний) шар запропонованого матеріалу нетканого голкопробивного двошарового 1 Другий шар утеплювальний шар з попередньо обробленого первинним голкопробиванням напівфабрикатного поліефірного (поліестерного) прочосу з штапельного поліефірного волокна Другий шар утеплювальний шар з попередньо обробленого первинним голко пробиванням напівфабрикатного поліпропіленового прочосу з штапелю поліпропіленового волокна Характеристики шарів, з яких складається запропонований матеріал Лінійна Товщина Поверхнева щільність Довжина штапелю 2 шару, мм щільність, г/м штапельного волокна, мм волокна, текс 2 3 4 5 S2: 0,5-4,0 50-300 0,10-1,5 40-120 S2: 0,5-4,0 50-300 0,10-1,5 40-120 4 UA 91364 U Продовження таблиці 3 Другий шар утеплювальний шар з попередньо обробленого первинним голко пробиванням напівфабрикатного натурального прочосу з вовни 5 10 15 20 25 30 35 40 45 S2: 0,5-4,0 50-300 0,5-2,0 40-120 Сукупність усіх ознак корисної моделі, в тому числі його нові ознаки, а саме те, що шар з синтетичного екструзійного матеріалу "Спанбонд" є каркасною та вітробар'єрною основою, яка поєднана шляхом голкопробивання з шаром іншого волокна лінійною щільністю від 0,10 до 2,0 текс у вигляді утеплювального шару, який попередньо оброблений первинним 2 голкопробиванням і має поверхневу щільність від 50 до 300 г/м , а співвідношення товщини шару синтетичного екструзійного матеріалу "Спанбонд" S1 та товщини утеплювального шару S2 складає від 1:5 до 1:400 відповідно, крім того шар з синтетичного екструзійного матеріалу "Спанбонд" заглиблений в утеплювальний шар на відстань h, яка складає не більш ніж 10 % від товщини готового нетканого голкопробивного матеріалу дозволяють одержати позитивний технічний результат при його застосуванні: одержаний відповідно до корисної моделі матеріал разом з ефективними каркасними властивостями стабільності - утримання матеріалу від розтягнення, від поривів - еластичність, володіє підвищеними утеплюючими теплозберігаючими властивостями: при його товщині від 0,50 мм до 4,0 мм такий матеріал на ринку нетканих товарів відноситься до нового поняття "тонкий утеплювач", тобто тонкий матеріал з високими властивостями утримання тепла. Виробництво такого матеріалу дозволяє також оптимізувати складські витрати за рахунок малого об'єму матеріалу, підвисити економічну ефективність обробки матеріалу споживачами без втрати властивостей утеплювача: витрати на складування, транспортування, розкрій, можливість обробки паром утеплювача. Наявність у запропонованому матеріалі шару синтетичного напівфабрикату "спанбонд" як каркасної основи призводить також до відсутності необхідності використовувати клею, впливу високої температури для формування стабільного полотна, що не втрачає своїх властивостей; як вітробар'єру - поширює функціональні можливості готового двошарового - дубльованого нетканого матеріалу. Нове комбінаційне поєднання двох шарів з компонентів, кількісні характеристики складових матеріалу відповідно до корисної моделі забезпечують запобігання міграції волокна утеплювального шару - вона відсутня. Застосування запропонованого матеріалу для виготовлення одягу дозволяє поширити можливості моделювання верхнього одягу, а також ковдр, надавати їм оригінального, привабливого сучасного вигляду, використання для виробництва модельного одягу з високими теплозберігаючими властивостями без ефекту "пуховику", виробляти комфортний динамічний та легкий одяг зменшеного об'єму з поліпшеними тактильними властивостями. Посилити досягнення технічного результату з асортиментним поширенням вихідної сировини дозволяє те, що запропонований матеріал має каркасну та вітробар'єрну основу - шар синтетичного поліпропіленового або поліефірного матеріалу "Спанбонд", одержаного за екструзійною технологією, а співвідношення поверхневої щільності синтетичного екструзійного матеріалу "Спанбонд" та поверхневої щільності утеплювального шару складає від 1:2 до 1:30 відповідно, виконання утеплювального шару з попередньо обробленого первинним голкопробиванням напівфабрикатного поліефірного (поліестерного) або пропіленового прочосу відповідного штапельного волокна, або з попередньо обробленого первинним голкопробиванням напівфабрикатного прочосу штапельного волокна з вовни. Запропонований матеріал пройшов широкі експериментальні випробування, які підтвердили досягнення технічного результату при його використанні. Технічний результат при використані запропонованого матеріалу досягається саме в межах кількісних характеристик відповідно до формули корисної моделі. Виробництво такого матеріалу дозволяє також поширити асортимент сучасних нетканих матеріалів для виготовлення одягу та інших виробів легкої промисловості - наприклад, ковдри, функціонально - інтер'єрні вироби, вироби для туризму. 50 5 UA 91364 U 5 10 15 20 25 30 35 40 Джерело інформації: 1. Патент України на винахід № 89805, м. кл. D04H 5/00, публ. 10.03.2010, бюл. № 5. 2. Патент Російської Федерації на корисну модель № 69397, м. кл. A61D 1/00, публ. 27.12.2007. 3. Патент Російської Федерації на корисну модель № 105297, м. кл. D04H 1/46, публ. 10.06.2011. 4. Деклараційний патент України на винахід № 48578 А, м. кл. D04H 1/46, публ. 15.08.2002, бюл. № 8 - прототип. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Матеріал нетканий голкопробивний двошаровий, що містить шар, виготовлений з синтетичного екструзійного матеріалу "Спанбонд", що виготовлений шляхом екструзії, та шар, що виготовлений з іншого волокна, який відрізняється тим, що шар з синтетичного екструзійного матеріалу "Спанбонд" є каркасною та вітробар'єрною основою, яка поєднана шляхом голкопробивання з шаром іншого волокна лінійною щільністю від 0,10 до 2,0 текс у вигляді утеплювального шару, який попередньо оброблений первинним голкопробиванням і має 2 поверхневу щільність від 50 до 300 г/м , а співвідношення товщини шару синтетичного екструзійного матеріалу "Спанбонд" S1 та товщини утеплювального шару S2 складає від 1:5 до 1:400 відповідно, при цьому шар синтетичного екструзійного матеріалу "Спанбонд" заглиблений в утеплювальний шар на відстань h, яка складає не більш ніж 10 % від товщини готового нетканого голкопробивного матеріалу. 2. Матеріал за п. 1, який відрізняється тим, що каркасна та вітробар'єрна основа являє собою шар синтетичного поліпропіленового матеріалу "Спанбонд", одержаного за екструзійною технологією. 3. Матеріал за п. 1, який відрізняється тим, що каркасна та вітробар'єрна основа являє собою шар синтетичного поліефірного матеріалу "Спанбонд", одержаного за екструзійною технологією. 4. Матеріал за п. 1, який відрізняється тим, що співвідношення поверхневої щільності синтетичного екструзійного матеріалу "Спанбонд" та поверхневої щільності утеплювального шару складає від 1:2 до 1:30 відповідно. 5. Матеріал за п. 1, який відрізняється тим, що утеплювальний шар виконаний із попередньо обробленого первинним голкопробиванням напівфабрикатного поліефірного прочосу штапельного поліефірного волокна. 6. Матеріал за п. 1, який відрізняється тим, що утеплювальний шар виконаний із попередньо обробленого первинним голкопробиванням напівфабрикатного поліпропіленового прочосу штапельного поліпропіленового волокна. 7. Матеріал за п. 1, який відрізняється тим, що утеплювальний шар виконаний із попередньо обробленого первинним голкопробиванням напівфабрикатного прочосу штапельного волокна з вовни. 6 UA 91364 U Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Автори англійськоюIlchenko Andrii Evgenovych
Автори російськоюИльченко Андрей Евгениевич
МПК / Мітки
МПК: D04H 1/46
Мітки: двошаровий, нетканий, голкопробивний, матеріал
Код посилання
<a href="https://ua.patents.su/9-91364-material-netkanijj-golkoprobivnijj-dvosharovijj.html" target="_blank" rel="follow" title="База патентів України">Матеріал нетканий голкопробивний двошаровий</a>
Нетканий голкопробивний матеріал
Номер патенту: 27396
Опубліковано: 25.10.2007
Автори: Файнер Дмитро Ісакович, Белявцев Олександр Миколайович
МПК: D06H 5/00
Мітки: голкопробивний, матеріал, нетканий
Формула / Реферат:
1. Нетканий голкопробивний матеріал, що містить перший шар нетканого полотна, другий шар нетканого полотна, сітку зі скляних ниток, розташовану між двома згаданими полотнами, і сполучне, який відрізняється тим, що перше й друге полотна матеріалу виконані у вигляді прочосів, волокна яких орієнтовані уздовж і поперек матеріалу й скріплені волокнами, що утворюють прочоси, в пакет разом із сіткою в результаті голкопробивання.2. Нетканий...
Нетканий голкопробивний матеріал
Номер патенту: 89805
Опубліковано: 10.03.2010
Автори: Белявцев Олександр Миколайович, Файнер Дмитро Ісакович
МПК: D04H 1/46, D04H 5/00, B32B 7/08
Мітки: голкопробивний, матеріал, нетканий
Формула / Реферат:
1. Нетканий голкопробивний матеріал, що містить перший шар нетканого полотна, другий шар нетканого полотна, сітку зі скляних ниток, розташовану між двома згаданими полотнами, і сполучне, який відрізняється тим, що перше й друге полотна матеріалу виконані у вигляді прочосів, волокна яких орієнтовані уздовж і поперек матеріалу й скріплені волокнами, що утворюють прочоси, в пакет разом із сіткою в результаті голкопробивання.2. Нетканий...
Нетканий голкопробивний матеріал
Номер патенту: 30873
Опубліковано: 11.03.2008
Автори: Белявцев Олександр Миколайович, Файнер Дмитро Ісакович
Мітки: матеріал, голкопробивний, нетканий
Формула / Реферат:
1. Нетканий голкопробивний матеріал, який містить неткане полотно із синтетичних волокон, зміцнювальні нитки й сполучне, при цьому зміцнювальні нитки виконані зі скловолокна й рівномірно розташовані уздовж нетканого полотна, який відрізняється тим, що неткане полотно виконане із двох внутрішніх поздовжніх прочосів і двох зовнішніх поперечних прочосів, скріплених голкопробиванням, при цьому між шаром поздовжніх внутрішніх й одним зовнішнім...
Нетканий голкопробивний матеріал
Номер патенту: 27393
Опубліковано: 25.10.2007
Автори: Файнер Дмитро Ісакович, Белявцев Олександр Миколайович
Мітки: матеріал, нетканий, голкопробивний
Формула / Реферат:
1. Нетканий голкопробивний матеріал, що містить неткане полотно із синтетичних волокон, зміцнювальні нитки й сполучне, при цьому зміцнювальні нитки виконані зі скловолокна й рівномірно розташовані уздовж нетканого полотна, який відрізняється тим, що неткане полотно виконане з не менш ніж п’яти-семи прочосів, покладених уздовж і поперек нетканого полотна, зміцнювальні нитки зі скловолокна покладені на підкладковій поверхні матеріалу й...
Нетканий голкопробивний матеріал
Номер патенту: 82173
Опубліковано: 25.03.2008
Автори: Белявцев Олександр Миколайович, Файнер Дмитро Ісакович
МПК: D04H 1/00, D04H 1/46, D04H 3/02
Мітки: голкопробивний, нетканий, матеріал
Формула / Реферат:
1. Нетканий голкопробивний матеріал, що містить неткане полотно із синтетичних волокон, зміцнювальні нитки й сполучне, при цьому зміцнювальні нитки виконані зі скловолокна й рівномірно розташовані уздовж нетканого полотна, який відрізняється тим, що неткане полотно виконане з не менш ніж п’яти-семи прочосів, покладених уздовж і поперек нетканого полотна, зміцнювальні нитки зі скловолокна покладені на підкладковій поверхні матеріалу й...
Попередній патент: Апарат з індукційним нагріванням для виготовлення цукрової вати “крилата вата”
Наступний патент: Стельова підвісна система
Випадковий патент: Комплекс для магнітної сепарації сипких залізовмісних матеріалів