Спосіб управління технологічною системою рудозбагачувального виробництва

Формула / Реферат
Спосіб управління технологічною системою рудозбагачувального виробництва, що включає завантаження подрібненої руди до бункерної ємності за допомогою конвеєра подрібненої руди, подачу подрібненої руди із бункерної ємності до технологічних секцій рудозбагачувального комплексу (РЗК), вироблення концентрату технологічними секціями РЗК, подачу концентрату за допомогою конвеєра подачі концентрату до складу готової продукції і відвантаження концентрату зі складу готової продукції у кількості, відповідній поточному попиту споживачів, який відрізняється тим, що вимірюють поточну кількість подрібненої руди в бункерній ємності, вимірюють поточну кількість концентрату на складі готової продукції, а подрібнену руду до бункерної ємності завантажують в кількості, відповідно до розрахункової оптимальної продуктивності подачі подрібненої руди, яку визначають по формулі:
![]()
де ![]() - необхідний обсяг запасів подрібненої руди в бункерній ємності;
- необхідний обсяг запасів подрібненої руди в бункерній ємності;
![]() - поточна кількість подрібненої руди в бункерній ємності;
- поточна кількість подрібненої руди в бункерній ємності;
kвих. - коефіцієнт виходу готового продукту (концентрату);
![]() - термін упередження прогнозу попиту;
- термін упередження прогнозу попиту;
![]() - розрахункове оптимальне значення продуктивності рудозбагачувального комплексу по концентрату,
- розрахункове оптимальне значення продуктивності рудозбагачувального комплексу по концентрату,
![]()
де ![]() - прогнозне значення попиту на концентрат;
- прогнозне значення попиту на концентрат;
![]() - заданий необхідний обсяг запасу концентрату на складі готової продукції;
- заданий необхідний обсяг запасу концентрату на складі готової продукції;
![]() - поточна кількість концентрату на складі готової продукції;
- поточна кількість концентрату на складі готової продукції;
![]() - термін упередження прогнозу попиту,
- термін упередження прогнозу попиту,
![]()
де ![]() ,
, ![]() - прогнозні значення попиту для поточного (k-го) і попереднього (k-1-го) кроків процесу управління;
- прогнозні значення попиту для поточного (k-го) і попереднього (k-1-го) кроків процесу управління;
Qk-1 - фактичне значення попиту попереднього (k-1-го) кроку управління;
w - коефіцієнт згладжування прогнозу попиту,
причому подрібнену руду до бункерної ємності завантажують за допомогою регульованого за швидкістю конвеєра подачі подрібненої руди, швидкість руху якого регулюють згідно із формулою:
![]()
де uруди- швидкість руху конвеєра подачі подрібненої руди,
Впог.руди - норматив навантаження на одному погонному метрі конвеєра подачі подрібненої руди, а із бункерної ємності подрібнену руду подають до робочих технологічних секцій РЗК, фактичну кількість яких (nсекц.фактичн.) визначають як більше ціле умовно-необхідної кількості робочих секцій, яку визначають по формулі:
![]()
де nсекц. умовн. - умовно-необхідна кількість робочих секцій;
Рсекц. од. - продуктивність однієї секції збагачення,
а товарний концентрат подають до складу готової продукції в кількості, відповідній фактичній продуктивності РЗК, яку визначають по формулі:
![]()
причому концентрат відвантажують до складу готової продукції за допомогою регульованого за швидкістю конвеєра подачі концентрату, швидкість руху якого регулюють згідно із формулою:
![]()
де uкoнц. - швидкість руху конвеєра подачі концентрату;
Впог.конц. - норматив навантаження на одному погонному метрі конвеєра подачі концентрату.
Текст
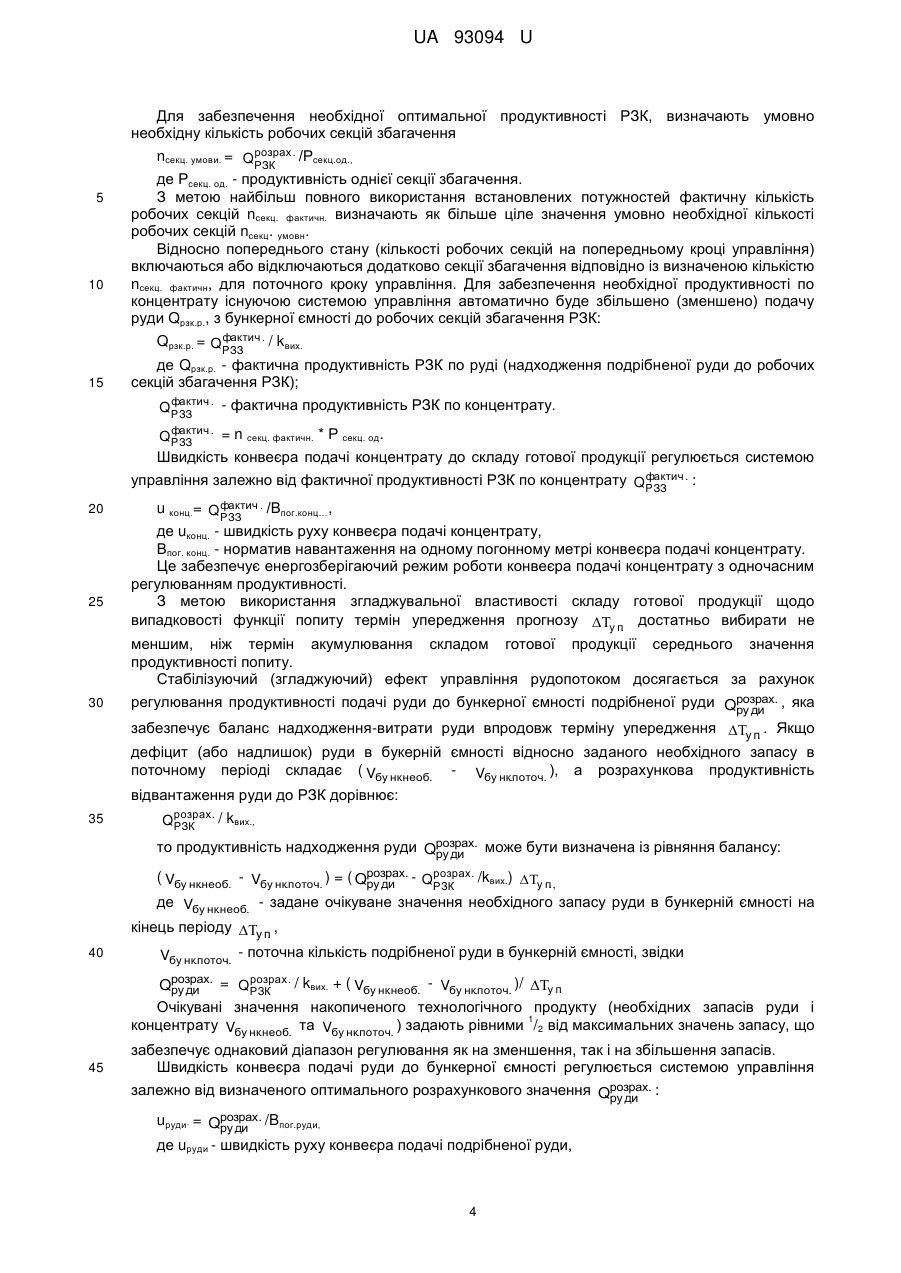
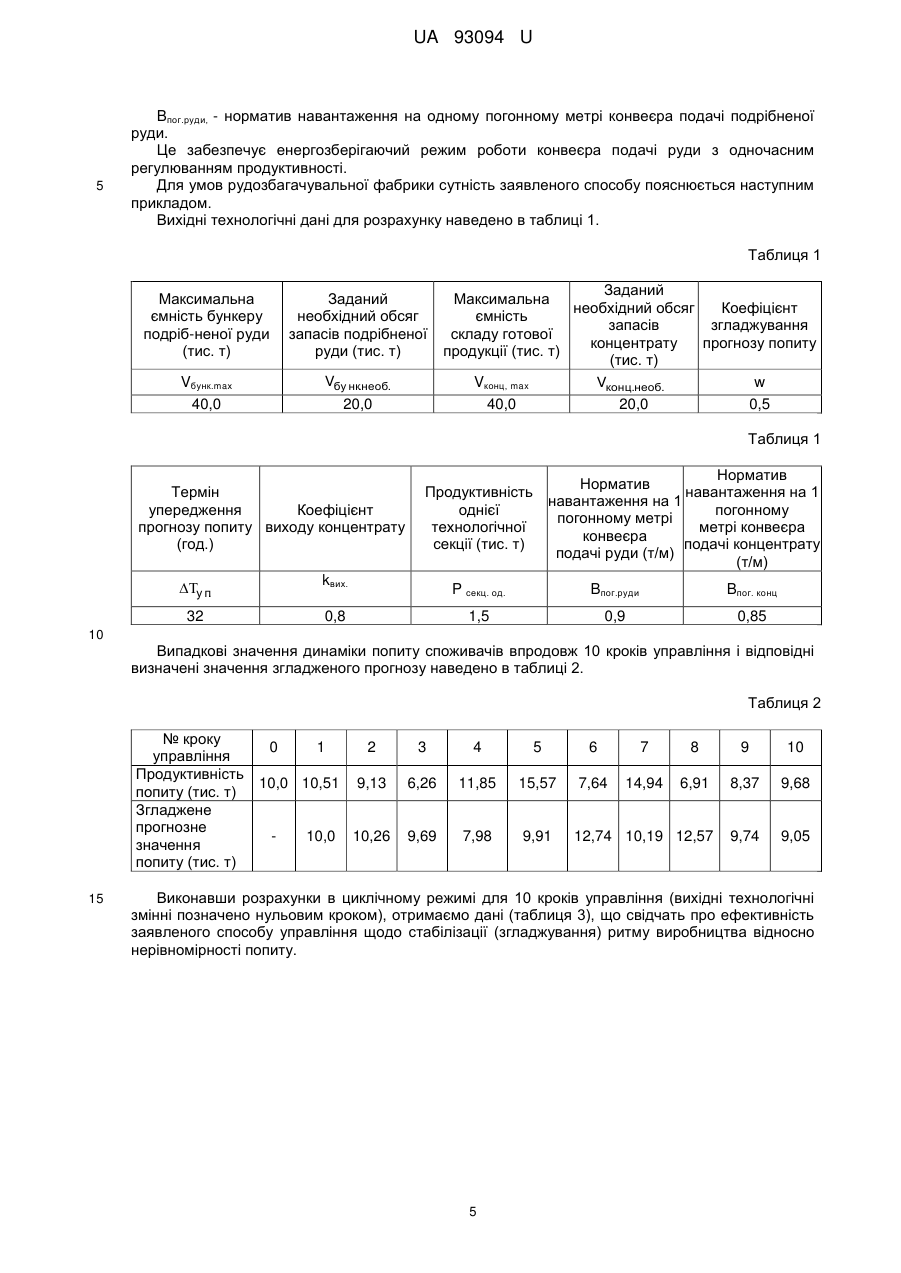
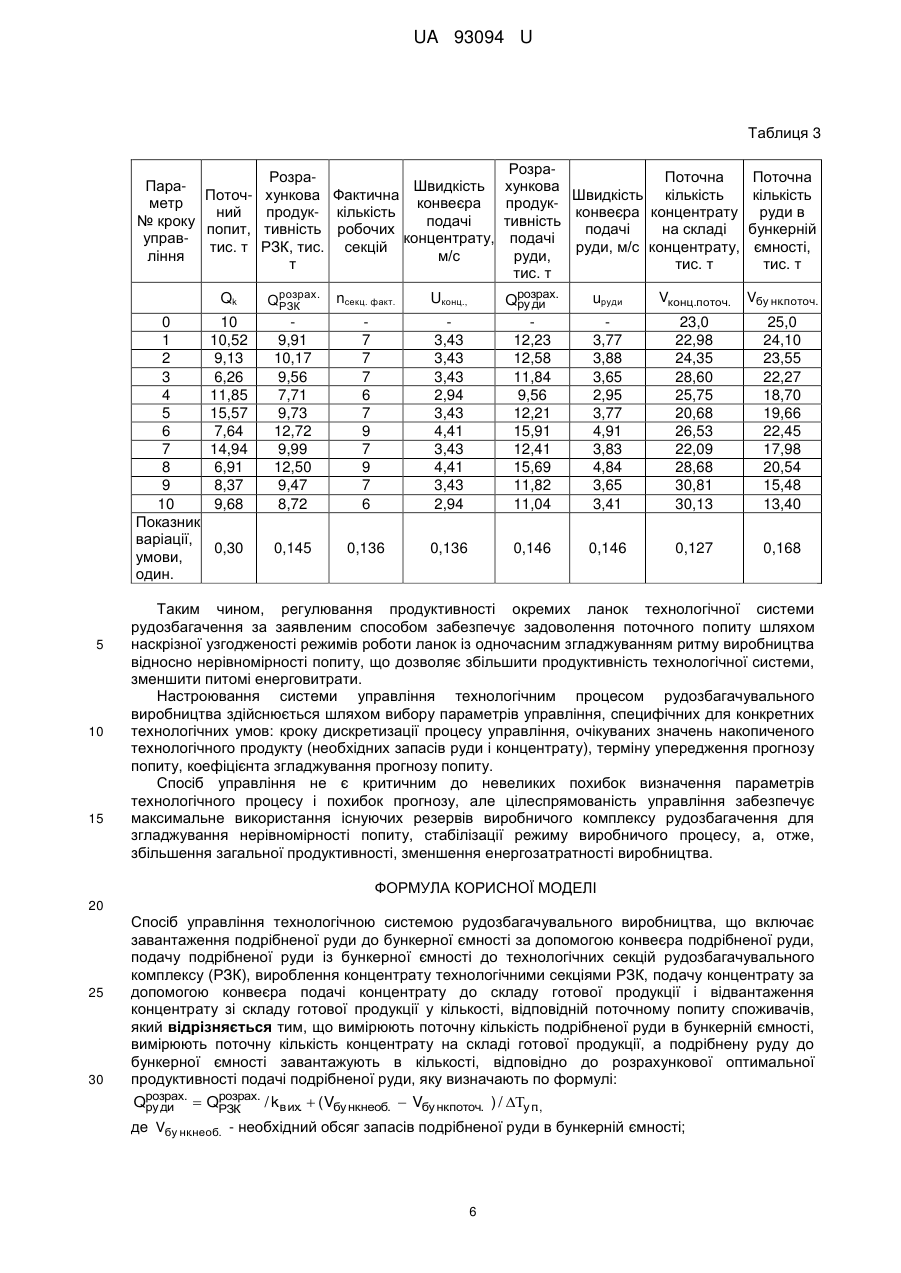
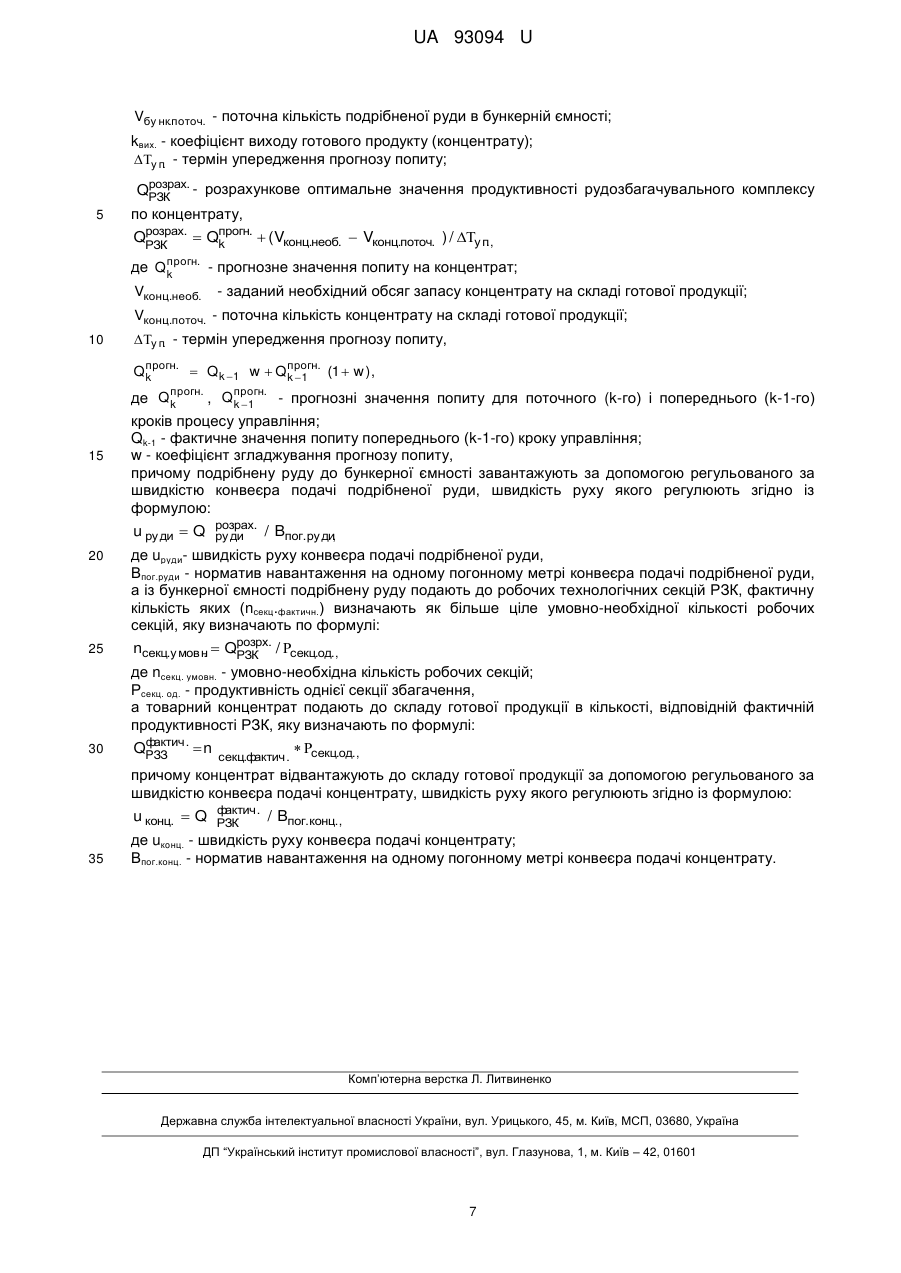
Реферат: Спосіб управління технологічною системою рудозбагачувального виробництва включає завантаження подрібненої руди до бункерної ємності за допомогою конвеєра подрібненої руди, подачу подрібненої руди із бункерної ємності до технологічних секцій рудозбагачувального комплексу (РЗК), вироблення концентрату технологічними секціями РЗК, подачу концентрату за допомогою конвеєра подачі концентрату до складу готової продукції і відвантаження концентрату зі складу готової продукції у кількості, відповідній поточному попиту споживачів. Додатково вимірюють поточну кількість подрібненої руди в бункерній ємності, вимірюють поточну кількість концентрату на складі готової продукції, а подрібнену руду до бункерної ємності завантажують в кількості відповідно до розрахункової оптимальної продуктивності подачі подрібненої руди, подрібнену руду до бункерної ємності завантажують за допомогою регульованого за швидкістю конвеєра подачі подрібненої руди, концентрат відвантажують до складу готової продукції за допомогою регульованого за швидкістю конвеєра подачі концентрату. UA 93094 U (54) СПОСІБ УПРАВЛІННЯ ТЕХНОЛОГІЧНОЮ СИСТЕМОЮ РУДОЗБАГАЧУВАЛЬНОГО ВИРОБНИЦТВА UA 93094 U UA 93094 U 5 10 15 20 25 30 35 40 45 50 55 60 Заявлена корисна модель може використовуватись в системах управління технологічними процесами рудозбагачувального виробництва, а також підприємств інших галузей, в тому числі в видобувній і переробній промисловості. Широко відомі системи автоматизації збагачувальних процесів [Козин В.З. Опробование, контроль и автоматизация обогатительных процессов / В.З. Козин, О.Н. Тихонов. - М.: Недра, 1990. - 343 с.]. Ці системи орієнтовані на забезпечення режимів технологічного процесу, необхідних для досягнення певних (в першу чергу, якісних) показників готової продукції (вміст заліза в концентраті, стабілізація показника якості в потоці готового продукту і ін.). Ці системи передбачають автоматизацію окремих апаратів в ланцюжку технологічного процесу, автоматичне розпізнавання і прогнозування аварійних режимів виробництва, блокування окремих ланок і дільниць при виникненні загрози аварійних режимів. Відомі системи управління орієнтовані також на підтримання безпечних умов виробництва відносно обслуговуючого персоналу і обладнання, регулювання параметрів технологічного процесу на кожній дільниці в межах нормативно заданих значень для обраної технології. Недоліком відомих систем автоматизації є те, що режим виробництва на кожній окремій ланці технологічної системи не узгоджується з режимом наступної ланки, що в умовах обмежених акумулюючих ємностей на стиках ланок дестабілізує виробничий процес. Найбільш близьким за змістом до заявленої корисної моделі є спосіб управління технологічною системою рудозбагачувального виробництва [Е.В. Прокофьев. Автоматизация обогатительных фабрик: Учебное пособие. - Екатеринбург: Изд-во УГГУ, 2006. - 121 с.], що включає завантаження подрібненої руди до бункерної ємності подрібненої руди за допомогою конвеєра подрібненої руди, подачу подрібненої руди із бункерної ємності до технологічних секцій рудозбагачувального комплексу (РЗК), вироблення концентрату технологічними секціями РЗК, подачу концентрату за допомогою конвеєра подачі концентрату до складу готової продукції і відвантаження концентрату зі складу готової продукції у кількості, відповідній поточному попиту споживачів, причому конвеєр подрібненої руди з постійною швидкістю руху включають при зменшенні обсягу руди в бункерній ємності подрібненої руди до певного заздалегідь визначеного мінімального рівня і відключають при збільшенні обсягу руди до визначеного максимального рівня, а конвеєр подачі концентрату включають із постійною швидкістю руху при роботі хоча б однієї секції рудозбагачувального комплексу і відключають, коли жодна секція не працює. Недоліком відомого способу є те, що в умовах диспетчерського керування автоматизованим технологічним процесом, управління продуктивністю рудозбагачувального виробництва здійснюється певною мірою суб'єктивно, залежно від досвіду та інтуїції диспетчера рудозбагачувальної фабрики. За таких умов, зважаючи на змінний характер попиту, в фактичному графіку виробництва виникають цикли недовантаження і перевантаження технологічного обладнання відносно середнього рівня продуктивності. Це призводить до зменшення гнучкості технологічної системи, зниження ритмічності виробництва і, як наслідок, до зниження загальної продуктивності, необхідності додаткових витрат. В основу корисної моделі поставлена задача удосконалення способу управління технологічною системою рудозбагачувального виробництва за рахунок того, що технологічний продукт (подрібнену руду, концентрат) до акумулюючих ємностей на кожну наступну технологічну ланку завантажують в кількості, узгодженій за поточними параметрами виробничих ланок і прогнозного попиту із одночасною стабілізацією (згладжуванням) ритму виробництва відносно нерівномірності попиту, а управління продуктивністю транспортно-технологічних ланок здійснюють енергозберігаючим регулюванням швидкості руху конвеєрів. Скоординоване переміщення матеріального потоку в умовах багатостадійного рудозбагачувального виробництва сприяє збільшенню обсягів виробництва без залучення додаткових виробничих потужностей. Оптимізація руху вантажопотоку забезпечується тим, що керування продуктивностями виробничих ланок зорієнтоване на досягнення кінцевої мети задоволення поточного попиту на концентрат, який в більшості випадків має змінний характер. Стабілізуючий (згладжуючий) ефект управління досягається за рахунок того, що продуктивності виробничих ланок наскрізно узгоджені із прогнозним значенням згладженого попиту з максимальним використанням акумулюючих властивостей бункерних і складських запасів. Технічний результат від використання корисної моделі полягає у зростанні загальної продуктивності рудозбагачувального виробництва на 2,5-4 % за рахунок зменшення випадків незадоволеного попиту. Наскрізна узгодженість роботи ланок рудозбагачувального виробництва з орієнтацією на кінцевий результат - задоволення попиту - сприяє стабілізації роботи інших (допоміжних) ланок, що призводить до підвищення якості продукції на 1,0-1,3 %. Оскільки зростання продуктивності за заявленим способом не вимагає використання 1 UA 93094 U 5 10 додаткових потужностей, енерговитрати виробництва в розрахунку на одиницю продукції зменшуються на 2-2,5 %. Поставлена задача вирішується тим, що подрібнену руду до бункерної ємності подрібненої руди завантажують за допомогою конвеєра подрібненої руди, із бункерної ємності подрібнену руду подають до технологічних секцій рудозбагачувального комплексу (РЗК), в технологічних секціях РЗК виробляють концентрат, подають концентрат до складу готової продукції за допомогою конвеєра подачі концентрату і зі складу готової продукції відвантажують концентрат у кількості, відповідній поточному попиту споживачів. Згідно з корисною моделлю, вимірюють поточну кількість подрібненої руди в бункерній ємності, вимірюють поточну кількість концентрату на складі готової продукції, а подрібнену руду до бункерної ємності завантажують в кількості, відповідно до розрахункової оптимальної продуктивності подачі подрібненої руди, яку визначають по формулі: розрах Qрозрах. QРЗК . / kвих. (Vбу нк.необ. Vбу нк.поточ. ) / у п ру ди ., де Vбу нк.необ. - необхідний обсяг запасів подрібненої руди в бункерній ємності; 15 Vбу нк.поточ. - поточна кількість подрібненої руди в бункерній ємності; kвих. - коефіцієнт виходу готового продукту (концентрату); у п. - термін упередження прогнозу попиту; розрах QРЗК . - розрахункове комплексу по концентрату, 20 оптимальне значення продуктивності рудозбагачувального розрах QРЗК . Qпрогн. ( Vконц.необ. Vконц.поточ. ) / у п ., k де Qпрогн. - прогнозне значення попиту на концентрат; k Vконц.необ. - заданий необхідний обсяг запасу концентрату на складі готової продукції; Vконц.поточ. - поточна кількість концентрату на складі готової продукції; у п. - термін упередження прогнозу попиту, 25 30 35 40 Qпрогн. Qk 1 w Qпрогн. (1 w ), k k 1 Qпрогн. - прогнозні значення попиту для поточного (k-го) і попереднього (k-1-го) кроків k процесу управління; Qk-1- фактичне значення попиту попереднього (k-1-го) кроку управління; w - коефіцієнт згладжування прогнозу попиту, причому подрібнену руду до бункерної ємності завантажують за допомогою регульованого за швидкістю конвеєра подачі подрібненої руди, швидкість руху якого регулюють згідно із формулою: u ру ди Q розрах. / Bпог.ру ди, ру ди де uруди - швидкість руху конвеєра подачі подрібненої руди, Впог.руди - норматив навантаження на одному погонному метрі конвеєра подачі подрібненої руди, а із бункерної ємності подрібнену руду подають до робочих технологічних секцій РЗК, фактичну кількість яких (nсекц.фактичн.) визначають як більше ціле умовно-необхідної кількості робочих секцій, яку визначають по формулі: розрх nсекц.у мовн QРЗК . / секц.од., . де nсекц. умови. - умовно-необхідна кількість робочих секцій, Рсекц. од. - продуктивність однієї секції збагачення, а товарний концентрат подають до складу готової продукції в кількості, відповідній фактичній продуктивності РЗК, яку визначають по формулі: фактич QPЗЗ . n 45 секц.фактич . секц.од., причому концентрат відвантажують до складу готової продукції за допомогою регульованого за швидкістю конвеєра подачі концентрату, швидкість руху якого регулюють згідно із формулою: ф актич u конц. Q РЗК . / Bпог.конц., де uкoнц. - швидкість руху конвеєра подачі концентрату, Впог.конц. - норматив навантаження на одному погонному метрі конвеєра подачі концентрату. 2 UA 93094 U 5 10 15 20 25 30 Заявлена корисна модель може бути реалізованою на прикладі системи управління технологічним процесом рудозбагачувального виробництва. Укрупнена технологічна схема рудозбагачувального виробництва може бути представлена трьома технологічними ланками: 1) бункерна ємність подрібненої руди з конвеєром подачі подрібненої руди, який завантажує руду до бункерної ємності; 2) рудозбагачувальний комплекс (РЗК), який містить декілька однотипних технологічних секцій збагачення; 3) склад концентрату (готової продукції) з конвеєром подачі концентрату, який відвантажує концентрат з РЗК до складу готової продукції; Подрібнена руда до бункерної ємності надходить за допомогою конвеєра подачі подрібненої руди, який має регульований за швидкістю електропривод. Швидкість конвеєра подачі подрібненої руди регулюється пропорційно визначеній продуктивності. Таким чином, кількісне навантаження на одному погонному метрі конвеєра є постійним, а продуктивність конвеєра подачі однозначно визначається швидкістю руху стрічки конвеєра, а відтак, заданим системою управління сигналом регулювання обертів електропривода конвеєра. Бункерна ємність подрібненої руди створює певний буфер (запас) технологічного продукту для забезпечення процесу рудозбагачення. Подрібнена руда із бункерної ємності надходить до рудозбагачувального комплексу РЗК, який містить декілька (до 20) однотипних секцій збагачення, розміщених в паралель за технологічною схемою РЗК. Продуктивність РЗК регулюється шляхом включення-відключення окремих технологічних секцій. Вихідним продуктом РЗК є збагачена залізна руда (концентрат), вихід якої відносно кількості витраченої руди визначається коефіцієнтом виходу kвих., який залежить від вмісту заліза в подрібненій руді. Концентрат, вироблений РЗК, транспортується до складу готової продукції за допомогою конвеєра подачі концентрату, продуктивність якого регулюється залежно від виходу концентрату РЗК шляхом управління швидкістю обертів електропривода конвеєра. Концентрат зі складу готової продукції відвантажується споживачеві. Дані з відвантаження готової продукції через рівні проміжки часу, визначені періодом дискретизації процесу управління, запам'ятовуються системою управління, яка на основі аналізу динамічного ряду попередніх значень виконує згладжений прогноз попиту для поточного кроку управління. Прогнозне значення попиту визначається за стандартною процедурою експоненційного згладжування: Qпрогн. Qk 1 w Qпрогн. (1 w ), k k 1 35 де Qk 1 , Qпрогн. - прогнозні значення поточного (k-го) і попереднього (k-1-го) кроків процесу k 1 управління; Qk-1- фактичне значення попереднього (k-1-го) кроку управління; w - коефіцієнт згладжування прогнозу попиту. Для визначення розрахункового оптимального значення продуктивності РЗК по концентрату розрах QРЗК . доречно скористатися рівнянням балансу надходження-витрати концентрату на складі 40 готової продукції впродовж певного періоду упередження у п. . Якщо Vконц.необ. - задане очікуване значення необхідного запасу концентрату на кінець періоду у п. , a Vконц.поточ. - поточна кількість концентрату на складі готової продукції; то для стабілізації в майбутньому періоді, тобто згладжування, потрібно, щоб акумулююча властивість складського запасу ( Vконц.необ. - Vконц.поточ. ) впродовж періоду у п. забезпечувала стабілізацію 45 50 розрахункового, значення продуктивності надходження концентрату до складу готової продукції відносно продуктивності відвантаження споживачеві: розрах Vконц.необ. - Vконц.поточ. = ( QРЗК . -Qвих.) у п ., де Qвих - продуктивність відвантаження концентрату споживачеві. Таким чином, на певний (ковзний відносно управління) період упередження у п. , величина розрахункової оптимальної продуктивності РЗК розрах QРЗК . = Qпрогн. +( Vконц.необ. - Vконц.поточ. )/ у п ., k буде забезпечувати стабілізуючий (згладжуючий) ефект відносно варіації попиту, оскільки за умов забезпечення попиту Qвих. Qпрогн. . k 3 UA 93094 U Для забезпечення необхідної оптимальної продуктивності РЗК, визначають умовно необхідну кількість робочих секцій збагачення 5 10 15 nсекц. умови. = Qрозрах . /Рсекц.од., РЗК де Рсекц. од. - продуктивність однієї секції збагачення. З метою найбільш повного використання встановлених потужностей фактичну кількість робочих секцій nсекц. фактичн. визначають як більше ціле значення умовно необхідної кількості робочих секцій nсекц. умовн. Відносно попереднього стану (кількості робочих секцій на попередньому кроці управління) включаються або відключаються додатково секції збагачення відповідно із визначеною кількістю nсекц. фактичн, для поточного кроку управління. Для забезпечення необхідної продуктивності по концентрату існуючою системою управління автоматично буде збільшено (зменшено) подачу руди Qрзк.р., з бункерної ємності до робочих секцій збагачення РЗК: Qрзк.р. = Qфактич . / kвих. PЗЗ де Qрзк.р. - фактична продуктивність РЗК по руді (надходження подрібненої руди до робочих секцій збагачення РЗК); фактич QPЗЗ . - фактична продуктивність РЗК по концентрату. фактич QPЗЗ . = n секц. фактичн. * Р секц. од. Швидкість конвеєра подачі концентрату до складу готової продукції регулюється системою управління залежно від фактичної продуктивності РЗК по концентрату Qфактич . : PЗЗ 20 25 u конц.= Qфактич . /Впог.конц…, PЗЗ де uконц. - швидкість руху конвеєра подачі концентрату, Впог. конц. - норматив навантаження на одному погонному метрі конвеєра подачі концентрату. Це забезпечує енергозберігаючий режим роботи конвеєра подачі концентрату з одночасним регулюванням продуктивності. З метою використання згладжувальної властивості складу готової продукції щодо випадковості функції попиту термін упередження прогнозу у п. достатньо вибирати не меншим, ніж термін акумулювання складом готової продукції середнього значення продуктивності попиту. Стабілізуючий (згладжуючий) ефект управління рудопотоком досягається за рахунок 30 регулювання продуктивності подачі руди до бункерної ємності подрібненої руди Qрозрах. , яка ру ди забезпечує баланс надходження-витрати руди впродовж терміну упередження у п. . Якщо дефіцит (або надлишок) руди в букерній ємності відносно заданого необхідного запасу в поточному періоді складає ( Vбу нк.необ. - Vбу нк.поточ. ), а розрахункова продуктивність відвантаження руди до РЗК дорівнює: 35 розрах QРЗК . / kвих., то продуктивність надходження руди Qрозрах. може бути визначена із рівняння балансу: ру ди ( Vбу нк.необ. - Vбу нк.поточ. ) = ( Qрозрах. - Qрозрах. /kвих.) у п ., ру ди РЗК де Vбу нк.необ. - задане очікуване значення необхідного запасу руди в бункерній ємності на кінець періоду у п. , 40 Vбу нк.поточ. - поточна кількість подрібненої руди в бункерній ємності, звідки розрах Qрозрах. = QРЗК . / kвих. + ( Vбу нк.необ. - Vбу нк.поточ. )/ у п. ру ди Очікувані значення накопиченого технологічного продукту (необхідних запасів руди і 1 концентрату Vбу нк.необ. та Vбу нк.поточ. ) задають рівними /2 від максимальних значень запасу, що 45 забезпечує однаковий діапазон регулювання як на зменшення, так і на збільшення запасів. Швидкість конвеєра подачі руди до бункерної ємності регулюється системою управління залежно від визначеного оптимального розрахункового значення Qрозрах. : ру ди uруди· = Qрозрах. /Bпог.руди, ру ди де uруди - швидкість руху конвеєра подачі подрібненої руди, 4 UA 93094 U 5 Bпог.руди, - норматив навантаження на одному погонному метрі конвеєра подачі подрібненої руди. Це забезпечує енергозберігаючий режим роботи конвеєра подачі руди з одночасним регулюванням продуктивності. Для умов рудозбагачувальної фабрики сутність заявленого способу пояснюється наступним прикладом. Вихідні технологічні дані для розрахунку наведено в таблиці 1. Таблиця 1 Максимальна ємність бункеру подріб-неної руди (тис. т) Заданий необхідний обсяг запасів подрібненої руди (тис. т) Vбунк.maх 40,0 Vбу нк.необ. 20,0 Заданий Максимальна необхідний обсяг Коефіцієнт ємність запасів згладжування складу готової концентрату прогнозу попиту продукції (тис. т) (тис. т) Vконц, max w Vконц.необ. 40,0 20,0 0,5 Таблиця 1 Термін упередження Коефіцієнт прогнозу попиту виходу концентрату (год.) у п. kвих. 32 Норматив Норматив навантаження на 1 навантаження на 1 погонному погонному метрі метрі конвеєра конвеєра подачі концентрату подачі руди (т/м) (т/м) Продуктивність однієї технологічної секції (тис. т) 0,8 P секц. од. Bпог.руди Bпог. конц 1,5 0,9 0,85 10 Випадкові значення динаміки попиту споживачів впродовж 10 кроків управління і відповідні визначені значення згладженого прогнозу наведено в таблиці 2. Таблиця 2 № кроку управління Продуктивність попиту (тис. т) Згладжене прогнозне значення попиту (тис. т) 15 0 1 10,0 10,51 10,0 2 3 4 5 6 7 8 9 10 9,13 6,26 11,85 15,57 7,64 14,94 6,91 8,37 9,68 10,26 9,69 7,98 9,91 12,74 10,19 12,57 9,74 9,05 Виконавши розрахунки в циклічному режимі для 10 кроків управління (вихідні технологічні змінні позначено нульовим кроком), отримаємо дані (таблиця 3), що свідчать про ефективність заявленого способу управління щодо стабілізації (згладжування) ритму виробництва відносно нерівномірності попиту. 5 UA 93094 U Таблиця 3 РозраРозраПоточна Поточна ПараШвидкість хункова Поточ- хункова Фактична Швидкість кількість кількість метр конвеєра продукний продук- кількість конвеєра концентрату руди в № кроку подачі тивність попит, тивність робочих подачі на складі бункерній управконцентрату, подачі тис. т РЗК, тис. секцій руди, м/с концентрату, ємності, ління м/с руди, т тис. т тис. т тис. т uруди Vконц.поточ. Vбу нк.поточ. 3,43 3,43 3,43 2,94 3,43 4,41 3,43 4,41 3,43 2,94 Qрозрах. ру ди 12,23 12,58 11,84 9,56 12,21 15,91 12,41 15,69 11,82 11,04 3,77 3,88 3,65 2,95 3,77 4,91 3,83 4,84 3,65 3,41 23,0 22,98 24,35 28,60 25,75 20,68 26,53 22,09 28,68 30,81 30,13 25,0 24,10 23,55 22,27 18,70 19,66 22,45 17,98 20,54 15,48 13,40 0,136 0,146 0,146 0,127 0,168 Qk 0 1 2 3 4 5 6 7 8 9 10 Показник варіації, умови, один. 5 10 15 розрах QРЗК . nсекц. факт. Uконц., 10 10,52 9,13 6,26 11,85 15,57 7,64 14,94 6,91 8,37 9,68 9,91 10,17 9,56 7,71 9,73 12,72 9,99 12,50 9,47 8,72 7 7 7 6 7 9 7 9 7 6 0,30 0,145 0,136 Таким чином, регулювання продуктивності окремих ланок технологічної системи рудозбагачення за заявленим способом забезпечує задоволення поточного попиту шляхом наскрізної узгодженості режимів роботи ланок із одночасним згладжуванням ритму виробництва відносно нерівномірності попиту, що дозволяє збільшити продуктивність технологічної системи, зменшити питомі енерговитрати. Настроювання системи управління технологічним процесом рудозбагачувального виробництва здійснюється шляхом вибору параметрів управління, специфічних для конкретних технологічних умов: кроку дискретизації процесу управління, очікуваних значень накопиченого технологічного продукту (необхідних запасів руди і концентрату), терміну упередження прогнозу попиту, коефіцієнта згладжування прогнозу попиту. Спосіб управління не є критичним до невеликих похибок визначення параметрів технологічного процесу і похибок прогнозу, але цілеспрямованість управління забезпечує максимальне використання існуючих резервів виробничого комплексу рудозбагачення для згладжування нерівномірності попиту, стабілізації режиму виробничого процесу, а, отже, збільшення загальної продуктивності, зменшення енергозатратності виробництва. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 30 Спосіб управління технологічною системою рудозбагачувального виробництва, що включає завантаження подрібненої руди до бункерної ємності за допомогою конвеєра подрібненої руди, подачу подрібненої руди із бункерної ємності до технологічних секцій рудозбагачувального комплексу (РЗК), вироблення концентрату технологічними секціями РЗК, подачу концентрату за допомогою конвеєра подачі концентрату до складу готової продукції і відвантаження концентрату зі складу готової продукції у кількості, відповідній поточному попиту споживачів, який відрізняється тим, що вимірюють поточну кількість подрібненої руди в бункерній ємності, вимірюють поточну кількість концентрату на складі готової продукції, а подрібнену руду до бункерної ємності завантажують в кількості, відповідно до розрахункової оптимальної продуктивності подачі подрібненої руди, яку визначають по формулі: розрах Qрозрах. QРЗК . / kвих. ( Vбу нк.необ. Vбу нк.поточ. ) / у п ру ди ., де Vбу нк.необ. - необхідний обсяг запасів подрібненої руди в бункерній ємності; 6 UA 93094 U Vбу нк.поточ. - поточна кількість подрібненої руди в бункерній ємності; kвих. - коефіцієнт виходу готового продукту (концентрату); у п - термін упередження прогнозу попиту; . розрах QРЗК . - розрахункове оптимальне значення продуктивності рудозбагачувального комплексу 5 по концентрату, розрах QРЗК . Qпрогн. (Vконц.необ. Vконц.поточ. ) / у п ., k де Qпрогн. - прогнозне значення попиту на концентрат; k - заданий необхідний обсяг запасу концентрату на складі готової продукції; Vконц.необ. Vконц.поточ. - поточна кількість концентрату на складі готової продукції; 10 у п - термін упередження прогнозу попиту, . Qпрогн. Qk 1 w Qпрогн. (1 w ), k k 1 де Qпрогн. , Qпрогн. - прогнозні значення попиту для поточного (k-го) і попереднього (k-1-го) k k 1 15 кроків процесу управління; Qk-1 - фактичне значення попиту попереднього (k-1-го) кроку управління; w - коефіцієнт згладжування прогнозу попиту, причому подрібнену руду до бункерної ємності завантажують за допомогою регульованого за швидкістю конвеєра подачі подрібненої руди, швидкість руху якого регулюють згідно із формулою: u ру ди Q 20 25 розрах. ру ди / Bпог.ру ди, де uруди- швидкість руху конвеєра подачі подрібненої руди, Впог.руди - норматив навантаження на одному погонному метрі конвеєра подачі подрібненої руди, а із бункерної ємності подрібнену руду подають до робочих технологічних секцій РЗК, фактичну кількість яких (nсекц.фактичн.) визначають як більше ціле умовно-необхідної кількості робочих секцій, яку визначають по формулі: розрх nсекц.у мовн QРЗК . / секц.од., . де nсекц. умовн. - умовно-необхідна кількість робочих секцій; Рсекц. од. - продуктивність однієї секції збагачення, а товарний концентрат подають до складу готової продукції в кількості, відповідній фактичній продуктивності РЗК, яку визначають по формулі: 30 фактич QPЗЗ . n секц.фактич . секц.од., причому концентрат відвантажують до складу готової продукції за допомогою регульованого за швидкістю конвеєра подачі концентрату, швидкість руху якого регулюють згідно із формулою: u конц. Q 35 ф актич . РЗК / Bпог.конц., де uкoнц. - швидкість руху конвеєра подачі концентрату; Впог.конц. - норматив навантаження на одному погонному метрі конвеєра подачі концентрату. Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C22B 1/00
Мітки: управління, технологічною, спосіб, системою, рудозбагачувального, виробництва
Код посилання
<a href="https://ua.patents.su/9-93094-sposib-upravlinnya-tekhnologichnoyu-sistemoyu-rudozbagachuvalnogo-virobnictva.html" target="_blank" rel="follow" title="База патентів України">Спосіб управління технологічною системою рудозбагачувального виробництва</a>
Спосіб оперативного управління регіональною системою подачі та розподілу води
Номер патенту: 43083
Опубліковано: 15.11.2001
Автор: Петросов Валерій Альбертович
Мітки: води, розподілу, системою, управління, спосіб, регіональною, оперативного, подачі
Формула / Реферат:
Спосіб оперативного управління регіональною системою подачі та розподілу води, що складається із насосної станції та обладнаної датчиками водопровідної мережі, який полягає у управлінні нею змонтованими на мережі датчиками контролю її параметрів, який відрізняється тим, що витрати напорів у мережі системи розглядають як витрати напорів у одному умовному водоводі із еквівалентним ій гідравлічним опором, і управління системою виконують за...
Спосіб управління системою подачі рідкого палива на спалювання
Номер патенту: 48223
Опубліковано: 15.08.2002
Автори: Войтенко Борис Іванович, Попов Олександр Леонідович, Озерський Юрій Григорович, Рубчевський Валерій Миколайович, Чернишов Юрій Олексійович
Мітки: рідкого, подачі, спосіб, системою, управління, палива, спалювання
Формула / Реферат:
Спосіб управління системою подачі рідкого палива на спалювання, яка включає принаймні дві ємкості для палива, шляхом визначення вмісту вологи в паливі робочої ємкості з порівнянням поточного вмісту вологи з еталонним і зміни схеми подачі палива на спалювання в залежності від величини відхилення поточного значення вмісту вологи від еталонного, який відрізняється тим, що попередньо визначають максимально допустиме для даної системи подачі...
Спосіб управління потоково-транспортним комплексом технологічного процесу агломераційного виробництва
Номер патенту: 14436
Опубліковано: 15.05.2006
Автори: Брехунов Олександр Васильович, Нечитайло Віктор Михайлович, Шульга Сергій Володимирович, Савенчук Сергій Васильович, Клименко Валерій Васильович, Козенко Георгій Володимирович, Мисько Степан Миколайович, Могилєвцев Ігор Петрович, Кекух Анатолій Володимирович, Шеремет Володимир Олександрович
МПК: C22B 1/14, F27B 21/00
Мітки: спосіб, виробництва, комплексом, агломераційного, процесу, технологічного, управління, потоково-транспортним
Формула / Реферат:
Спосіб управління потоково-транспортним комплексом технологічного процесу агломераційного виробництва, що включає подачу шихти з дозаторів на збірний конвеєр, змішування компонентів шихти, конвеєрну подачу шихти в бункери агломашин, завантаження агломашин, сумарну продуктивність яких контролюють і залежно від якої змінюють кількість шихти на головному конвеєрі, який відрізняється тим, що додатково контролюють кількість шихти, яка знаходиться...
Спосіб управління метеорологічною системою “циклон-антициклон” на території україни
Номер патенту: 81778
Опубліковано: 10.07.2013
Автор: Онищук Василь Варфоломійович
МПК: G01W 1/00
Мітки: україни, циклон-антициклон, системою, управління, території, метеорологічною, спосіб
Формула / Реферат:
Спосіб управління метеорологічною системою "циклон - антициклон" на території України, який полягає в створенні трьох електромагнітних отворів всередині циклону або антициклону в залежності від бажаних змін характеристик погоди.
Спосіб автоматичного управління процесом виробництва томатної пасти
Номер патенту: 83879
Опубліковано: 10.10.2013
Автори: Рудковський Павло Володимирович, Степанов Михайло Тимофійович
МПК: A23L 1/00
Мітки: автоматичного, виробництва, пасти, процесом, томатної, спосіб, управління
Формула / Реферат:
Спосіб автоматичного управління процесом виробництва томатної пасти, що включає вимірювання розрідження та рівня продукту в вакуумній випарній установці, який відрізняється тим, що додатково регулюють розрідження подачею холодної води у барометричний конденсатор, регулюють рівень томатної пасти подачею продукту для підвищення динамічної точності, компенсують вплив контуру регулювання рівня на розрідження введенням корегуючого зв'язку, який...
Попередній патент: Полегшена плита покриття
Наступний патент: Спосіб забору великої підшкірної вени для артеріальної реконструкції
Випадковий патент: Вулик з внутрішнім теплообміном