Спосіб виробництва сорбувального фільтра та сорбувальний фільтр
Формула / Реферат
1. Спосіб виробництва сорбувального фільтра, який включає етапи, на яких: накладають перший пористий пластиковий лист на перший відкритий кінець порожнистого пластикового корпусу,
приварюють перший лист до першого відкритого кінця порожнистого корпусу для утворення першого кінця фільтра за рахунок ділянки першого листа, оточеної першим сплавним з'єднанням між першим листом і першим відкритим кінцем порожнистого корпусу,
відрізають ділянку першого листа, що залишилася, виступаючу за межі першого сплавного з'єднання для відокремлення фільтра від ділянки корпусу, що залишилася і
знімають фаску з першого сплавного з'єднання для скошування першого торцевого кінця фільтра.
2. Спосіб за п. 1, в якому порожнистий корпус має концентричну форму відносно осі, а етап зняття фаски включає в себе утворення в першому кінці фільтра похилої до осі скошеної поверхні.
3. Спосіб за п. 2, в якому етап зняття фаски включає в себе обертання інструмента навколо осі.
4. Спосіб за п. 3, в якому інструмент має леза, рознесені під кутом навколо осі.
5. Спосіб за п. 2, в якому етап зняття фаски включає в себе нахил скошеної поверхні до осі під кутом скосу менше 30 градусів.
6. Спосіб за п. 2, в якому етап зняття фаски включає в себе нахил скошеної поверхні під кутом скосу близько 15 градусів.
7. Спосіб за п. 1, що включає в себе етапи перевертання фільтра і наповнення фільтра, накладення другого пористого пластикового листа на другий відкритий кінець порожнистого пластикового корпусу і приварювання другого листа до другого відкритого кінця порожнистого корпусу, формуючи другий кінець фільтра.
8. Спосіб за п. 7, що включає в себе етап відрізання оточуючої ділянки другого листа, яка виступає за межі другого сплавного з'єднання, для відокремлення фільтра від другого листа.
9. Спосіб за п. 8, що включає в себе етап зняття фаски другого сплавного з'єднання для скошування другого кінця фільтра.
10. Спосіб за п. 7, в якому етапи приварювання першого і другого листів включають в себе застосування до них нагрівання і тиску навпроти першого і другого відкритих кінців порожнистого корпусу.
11. Спосіб за п. 7, в якому порожнистий пластиковий корпус є першим з множини порожнистих пластикових корпусів і включає в себе етапи встановлення множини порожнистих корпусів на спільній палеті, вирівнювання на ній других відкритих кінців порожнистих корпусів за загальним орієнтиром і приварювання першого листа до перших відкритих кінців порожнистих корпусів для утворення перших сплавних з'єднань на перших кінцях фільтрів.
12. Спосіб за п. 11, в якому етап відрізання включає в себе спільне відрізання ділянок першого листа, що залишилися, виступаючих за межі перших сплавних з'єднань, для відокремлення фільтрів від ділянок першого листа, що залишилися.
13. Спосіб за п. 12, в якому етап зняття фаски включає в себе спільне зняття фаски перших сплавних з'єднань для скошування перших кінців фільтрів.
14. Спосіб за п. 13, що включає в себе етапи перевертання палети, вирівнювання перших кінців фільтрів за загальним орієнтиром, наповнення фільтрів, приварювання другого листа до других відкритих кінців порожнистих корпусів для утворення других сплавних з'єднань на других кінцях фільтрів, спільне відрізання ділянок другого листа, що залишилися, виступаючих за межі других сплавних з'єднань, для відокремлення фільтрів від ділянок другого листа, що залишилися, і спільне зняття фаски других сплавних з'єднань для скошування других торцевих кінців фільтрів.
15. Спосіб за п. 1, в якому етапи відрізання і зняття фаски виконують в одиничній операції.
16. Спосіб за п. 15, в якому обертальний різальний інструмент забезпечений як для відрізання ділянки першого листа, що залишилася, так і для зняття фаски першого сплавного з'єднання для скошування першого кінця фільтра.
17. Спосіб за п. 1, в якому етапи відрізання і зняття фаски виконують окремими операціями.
18. Спосіб за п. 17, в якому етапи відрізання і зняття фаски здійснюють з використанням різних інструментів.
19. Сорбувальний фільтр, який містить:
порожнистий пластиковий корпус, що має кінець,
пористий пластиковий лист, приварений до відкритого кінця порожнистого корпусу,
сплавне з'єднання між пористим листом і відкритим кінцем порожнистого корпусу, і
скошену поверхню, утворену в сплавному з'єднанні.
20. Фільтр за п. 19, в якому порожнистий корпус має концентричну форму відносно осі, а скошена поверхня нахилена до осі.
21. Фільтр за п. 20, в якому скошена поверхня нахилена до осі під кутом скосу менше 30 градусів.
22. Фільтр за п. 20, в якому скошена поверхня нахилена до осі під кутом скосу близько 15 градусів.
23. Фільтр за п. 19, в якому пористий пластиковий лист приварений до відкритого кінця порожнистого корпусу шляхом застосування до листів нагрівання і тиску навпроти відкритих кінців порожнистого корпусу.
24. Фільтр за п. 19, в якому відкритий кінець є першим з першого і другого відкритих кінців, пористий пластиковий лист є першим з першого і другого пористих пластикових листів, сплавне з'єднання є першим з першого і другого сплавних з'єднань, утворених між першими і другими відкритими кінцями перших і других пористих пластикових листів, і скошена поверхня, яка є першою з першої і другої скошених поверхонь, утворених в першому і другому сплавних з'єднаннях.
Текст
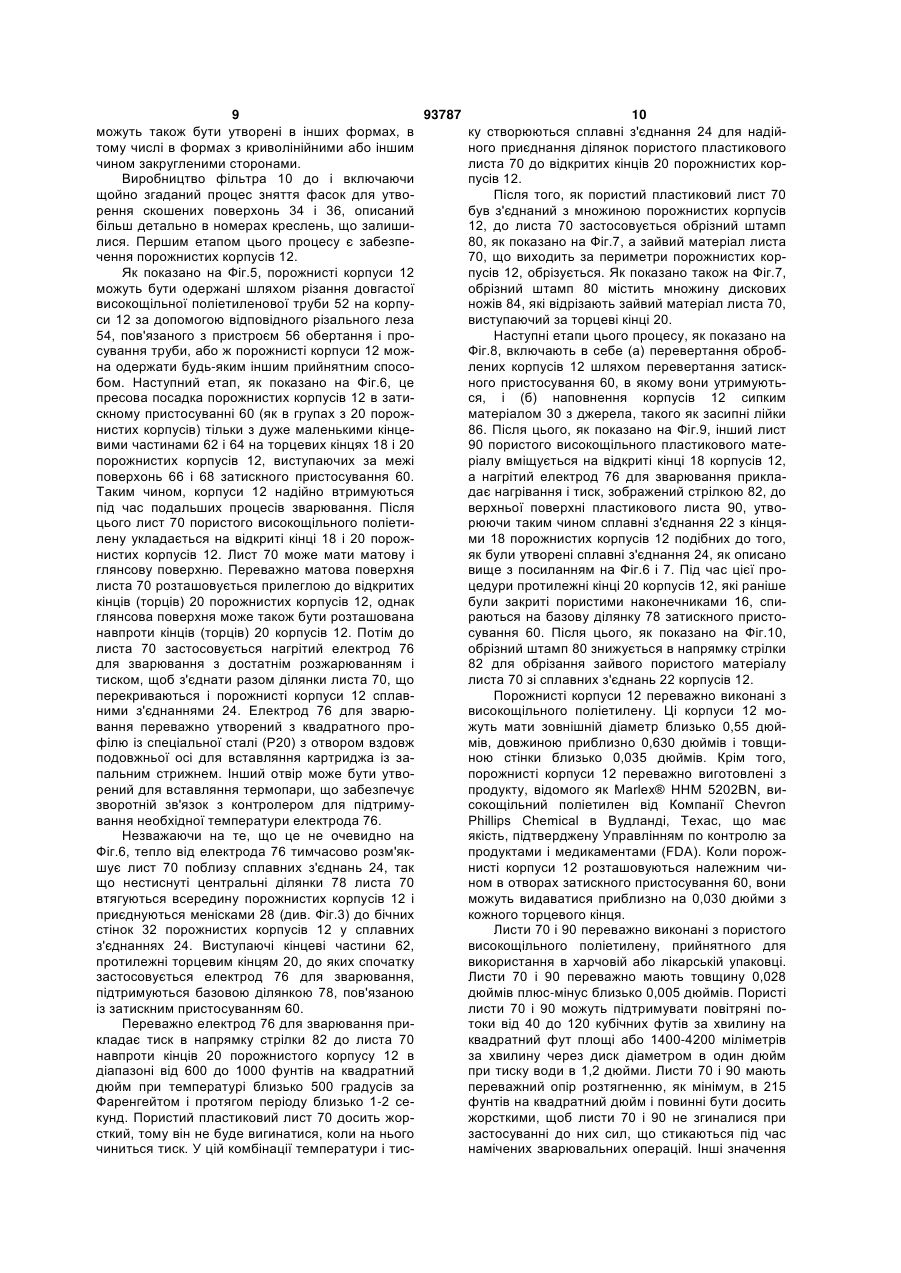
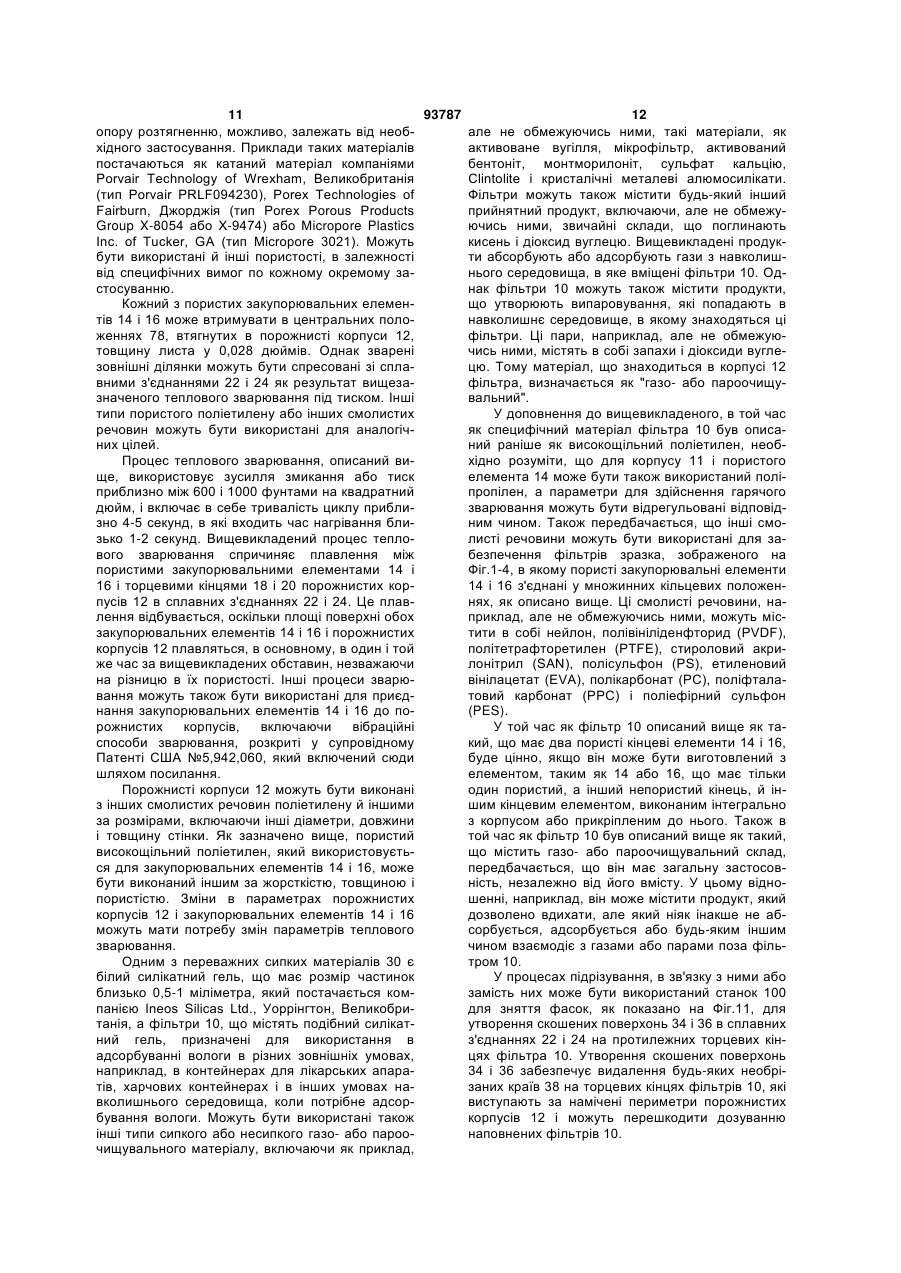
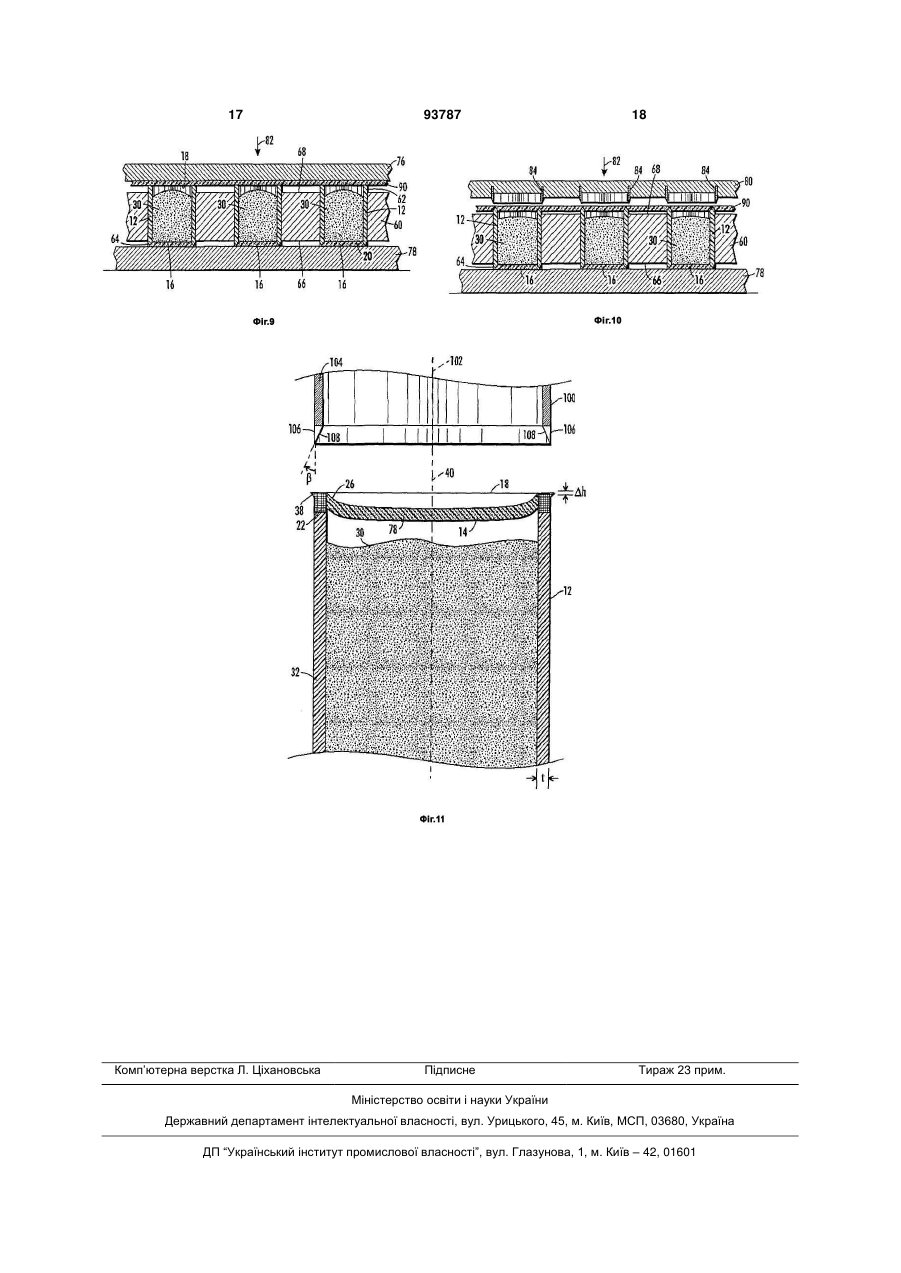
1. Спосіб виробництва сорбувального фільтра, який включає етапи, на яких: накладають перший пористий пластиковий лист на перший відкритий кінець порожнистого пластикового корпусу, приварюють перший лист до першого відкритого кінця порожнистого корпусу для утворення першого кінця фільтра за рахунок ділянки першого листа, оточеної першим сплавним з'єднанням між першим листом і першим відкритим кінцем порожнистого корпусу, відрізають ділянку першого листа, що залишилася, виступаючу за межі першого сплавного з'єднання для відокремлення фільтра від ділянки корпусу, що залишилася і знімають фаску з першого сплавного з'єднання для скошування першого торцевого кінця фільтра. 2. Спосіб за п. 1, в якому порожнистий корпус має концентричну форму відносно осі, а етап зняття фаски включає в себе утворення в першому кінці фільтра похилої до осі скошеної поверхні. 3. Спосіб за п. 2, в якому етап зняття фаски включає в себе обертання інструмента навколо осі. 4. Спосіб за п. 3, в якому інструмент має леза, рознесені під кутом навколо осі. 5. Спосіб за п. 2, в якому етап зняття фаски включає в себе нахил скошеної поверхні до осі під кутом скосу менше 30 градусів. 2 (19) 1 3 93787 4 вних з'єднань, для відокремлення фільтрів від ді20. Фільтр за п. 19, в якому порожнистий корпус лянок другого листа, що залишилися, і спільне має концентричну форму відносно осі, а скошена зняття фаски других сплавних з'єднань для скошуповерхня нахилена до осі. вання других торцевих кінців фільтрів. 21. Фільтр за п. 20, в якому скошена поверхня на15. Спосіб за п. 1, в якому етапи відрізання і зняття хилена до осі під кутом скосу менше 30 градусів. фаски виконують в одиничній операції. 22. Фільтр за п. 20, в якому скошена поверхня на16. Спосіб за п. 15, в якому обертальний різальний хилена до осі під кутом скосу близько 15 градусів. інструмент забезпечений як для відрізання ділянки 23. Фільтр за п. 19, в якому пористий пластиковий першого листа, що залишилася, так і для зняття лист приварений до відкритого кінця порожнистого фаски першого сплавного з'єднання для скошукорпусу шляхом застосування до листів нагрівання вання першого кінця фільтра. і тиску навпроти відкритих кінців порожнистого 17. Спосіб за п. 1, в якому етапи відрізання і зняття корпусу. фаски виконують окремими операціями. 24. Фільтр за п. 19, в якому відкритий кінець є пе18. Спосіб за п. 17, в якому етапи відрізання і знятршим з першого і другого відкритих кінців, пористя фаски здійснюють з використанням різних інтий пластиковий лист є першим з першого і другострументів. го пористих пластикових листів, сплавне з'єднання 19. Сорбувальний фільтр, який містить: є першим з першого і другого сплавних з'єднань, порожнистий пластиковий корпус, що має кінець, утворених між першими і другими відкритими кінпористий пластиковий лист, приварений до відкрицями перших і других пористих пластикових листого кінця порожнистого корпусу, тів, і скошена поверхня, яка є першою з першої і сплавне з'єднання між пористим листом і відкридругої скошених поверхонь, утворених в першому і тим кінцем порожнистого корпусу, і другому сплавних з'єднаннях. скошену поверхню, утворену в сплавному з'єднанні. Галузь техніки, до якої належить винахід Даний винахід стосується газо- або паропроникних фільтрів для вмісту газо- і пароочищувальних матеріалів, включаючи адсорбенти або абсорбенти, такі як десикант або поглинач кисню, а також виробництва подібних газо- або паропроникних фільтрів. Рівень техніки, до якої належить винахід Сорбувальні фільтри, які також називаються поглинальними картриджами, виконують різні абсорбувальні або адсорбувальні функції для регулювання вмісту газу або пари в обмежених просторах, таких як упаковка продукції. Наприклад, сорбувальні фільтри, розкриті в Патентах США №4,093,105, 4,772,300 і 5,503,662, вкладалися у фармацевтичну упаковку, таку як флакони для таблеток, щоб зменшити забруднення або пошкодження лікарських засобів внаслідок впливу вологи або кисню. Звичайно ці фільтри мають порожнистий вологоутримувальний пластиковий циліндричний корпус і окремі пористі заглушки. Фільтри наповнені гранульованим сорбентом різних типів для адсорбування вологи або абсорбування газів з фармацевтичних контейнерів або інших форм упаковки. Наприклад, відмітною ознакою фільтра, розкритого в Патенті США №4,772,300, є з'єднані перегородками поліетиленові заглушки, закріплені на торцевих кінцях поліетиленового корпусу за допомогою ультразвукового зварювання. Інші подібні сорбувальні фільтри містять в собі фільтри, розкриті в Патентах США №4,093,105 і 5,503,662, які також виконані з можливістю укладення у фармацевтичні контейнери з метою запобігання погіршенню якості їх фармацевтичного вмісту через вологість. У доповнення до захисту лікарських засобів деякі інші матеріали, такі як таблетки, діагностичні індикаторні смужки, деякі гранульовані субстанції, які упаковані в контейнери, аналогічним чином мають користь з присутності матеріалоочисної речовини, що поглинає вологу, або що абсорбує кисень або запахи з тим, щоб зберегти цілісність цих матеріалів. Ці сорбувальні фільтри звичайно вкладаються в пляшки з лікарськими препаратами або інші контейнери, вміст яких вимагає певного контролю навколишнього середовища, за допомогою дозаторів, з'єднаних з високошвидкісними операціями по наповненню. Незважаючи на те, що звичайні сорбувальні каністри виготовляються відповідно до встановлених розмірних допусків для використання їх з дозаторами, краї, що утворюються між пористими заглушками і порожнистими вологоутримувальними пластиковими циліндричними корпусами, можуть іноді створювати перешкоди для процесів дозування. Під час відомих операцій з виробництва фільтра, які розкриті в Патенті США №5,942,060, пористі заглушки наплавляються енергією вібраційного зварювання або термозварюванням на порожнисті циліндричні корпуси, а потім обрізаються для видалення зайвого матеріалу, що виходить за межі місць плавлення. Однак нормальний розкид розмірів і зміни параметрів процесу в межах заданих допусків можуть залишати нерівні краї або виступи, які заважають процесам дозування. Наприклад, нерівні краї або виступи можуть спричиняти підвішування або затискування сорбувальних фільтрів на транспортувальних пристроях дозаторів. Суть винаходу Цей винахід в одному або декількох з його переважних варіантів виконання обробляє краї сорбувальних фільтрів для подолання проблем з 5 93787 6 дозуванням сорбувальних фільтрів попереднього нахилу другого торцевого кінця фільтра. Разом ці рівня техніки. Звичайні сорбувальні фільтри мадва скошені торцеві кінці видаляють нерівні краї, ють пористі заглушки, припаяні до порожнистих перешкоджаючі автоматизованому дозуванню вологопоглинальних циліндричних пластикових наповнених фільтрів в одній з їх двох протилежкорпусів. Незважаючи на те, що припаяні заглушних осьових орієнтаціях. ки звичайно обрізані відповідно до форми периПереважно цей порожнистий вологоутримуметра порожнистих циліндричних корпусів, зоввальний пластиковий корпус - перший у множині нішні краї одержаних фільтрів зазнають порожнистих вологоутримувальних пластикових подальшої обробки за цим винаходом до видакорпусів. Ця множина може бути змонтована на лення будь-якого матеріалу, який може виступати спільній палеті, всередині якої другі відкриті кінці за намічені периметри порожнистих циліндричних порожнистих корпусів можуть бути вирівняні за корпусів. Переважно зовнішні краї фільтрів скозагальним орієнтиром, а перший лист може бути шені або іншим чином нахилені або закруглені наплавлений на перший відкритий кінець порождля видалення або заглиблення зайвого матерінистих корпусів для утворення перших сплавних алу. з'єднань на перших торцевих кінцях фільтрів. Один варіант цього винаходу як спосіб вироДілянки першого листа, що залишилися, вистубництва сорбувального фільтра включає в себе паючі за межі перших сплавних з'єднань, разом стадії накладення першого пористого пластиковідрізаються для відокремлення фільтрів від дівого листа на перший відкритий кінець порожнислянок першого листа, що залишилися. Крім того, того вологоутримувального пластикового корпусу перші сплавні з'єднання разом скошуються для і його наплавлення до цього першого відкритого нахилу перших торцевих кінців каністр. кінця порожнистого корпусу. Ділянка першого Як тільки сформовані перші торцеві кінці філиста, оточена першим сплавним з'єднанням між льтрів, палету можна перевертати, перші торцеві першим листом і першим відкритим кінцем порокінці фільтрів можуть бути вирівняні за загальним жнистого корпусу, утворює перший торцевий кіорієнтиром, а самі фільтри можуть бути наповненець фільтра. Ділянка першого листа, що залині. Другий лист може бути наплавлений на другі шилась, яка виступає за перше сплавне відкриті кінці порожнистих корпусів для утворення з'єднання, відрізається для відокремлення фільтдругих сплавних з'єднань на других торцевих ра від першого листа. Потім перше сплавне з'єдкінцях фільтрів. Ділянки другого листа, що залинання скошується для утворення нахилу передшилися, виступаючі за межі других сплавних нього торцевого кінця фільтра. Скошений край з'єднань, можуть бути разом відрізані для відодолає допустимі відхилення в процесах підрізукремлення фільтрів від ділянок другого листа, що вання, які можуть залишати нерівні краї, перешзалишилися. Потім другі сплавні з'єднання мокоджаючі автоматизованому дозуванню наповнежуть бути разом скошені для нахилу других торних фільтрів. цевих кінців фільтрів. Переважно порожнистий корпус має конценІнший варіант цього винаходу у вигляді сортричну форму, а етап зняття фасок включає в бувального фільтра включає в себе порожнистий себе утворення на першому торцевому кінці фівологоутримувальний пластиковий корпус, що льтра нахиленої до осі скошеної поверхні. Крім має відкритий кінець і припаяний до нього пористого, етап зняття фасок переважно включає в тий пластиковий лист. Сплавні з'єднання утвосебе обертання інструмента навколо осі. Цей рюються між пористим листом і відкритим кінцем інструмент переважно містить леза, рознесені під порожнистого корпусу. Скошена поверхня, що кутом навколо осі. Скошена поверхня, яка може утворюється у сплавному з'єднанні, видаляє небути утворена цим обертальним інструментом, рівності в ньому, які можуть перешкоджати автоорієнтована концентрично до осі і переважно матизованому дозуванню сорбувального фільтнахилена до неї на кут скосу менше 30 градусів. ра. Ще більш переважно, щоб скошена поверхня Переважно порожнистий корпус має конценбула нахилена на кут скосу всього 15 градусів. тричну форму, а скошена поверхня нахилена до Неглибокі кути скосу служать гарантією того, що осі. Скошена поверхня переважно нахилена до процес зняття фасок не піддасть ризику товщину осі під кутом скосу менше 30 градусів. Більш пестінки порожнистого корпусу, незважаючи на кореважно, щоб вона була нахилена під кутом сколивання висоти у фільтрах. Наприклад, кут скосу су приблизно 15 градусів. у 15 градусів може вміщати майже чотириразову Пористий пластиковий лист може бути призміну висоти порожнистого корпусу, як і більш паяний до відкритого кінця порожнистого корпусу традиційний кут скосу у 45 градусів. шляхом застосування до листів, розташованих Як тільки на фільтрі сформований перший кінавпроти цього відкритого кінця, нагрівання і тиснець, він перекидається, наповнюється реагенку. Відкритий кінець переважно є першим з пертом (тобто адсорбентом або абсорбентом), а шого і другого відкритих кінців, пористий пластидругий пористий пластиковий лист розташовуковий лист переважно є першим з першого і ється на другому відкритому кінці порожнистого другого пористих пластикових листів, а сплавне вологоутримувального пластикового корпусу. з'єднання переважно є першим з першого і другоДругий лист наплавляється на другий відкритий го сплавних з'єднань, утворених між першим і кінець порожнистого корпусу, а його ділянка, видругим відкритими кінцями і першим і другим поступаюча за друге сплавне з'єднання, відрізаєтьристими пластиковими листами. Крім того, скося для відокремлення фільтра від другого листа. шена поверхня переважно є першою з першої і Потім друге сплавне з'єднання скошується для другої скошених поверхонь, сформованих у пер 7 93787 8 шому і другому сплавних з'єднаннях для видапо суті циліндричні і пористі закупорювальні елелення нерівностей, які можуть перешкоджати менти 14 і 16 (тобто заглушки), також виконані з автоматизованому дозуванню сорбувального високощільного поліетилену. Пористі закупорюфільтра. вальні елементи 14 і 16 з'єднані з іншими відкриТаким чином, цей винахід серед своїх задач тими кінцями 18 і 20 порожнистого корпусу 12. Як включає вдосконалений сорбувальний фільтр, найкраще показано на Фіг.3, пористі закупорюващо має щонайменше один пористий торцевий льні елементи 14 і 16 з'єднані з відкритими кінцякінець, припаяний до порожнистого корпусу в ми 18 і 20 порожнистого корпусу в місцях з'єдмісці з'єднання, і скошену поверхню, яка утворенань 22 і 24 плавильним процесом, таким як на в сплавному з'єднанні для запобігання інтервібраційне або контактне зварювання пластмас. ференційних проблем з автоматизованим дозуюФільтр 10 наповнюється сипким матеріалом 30, чим обладнанням. Цей фільтр може містити який здатний адсорбувати або абсорбувати надгазоочисний або пароочисний матеріал, який абмірну вологу, кисень, запахи або інший перемісорбує вологу або поглинає інші гази, такі як кищуваний газом матеріал, для видалення якого з сень. Іншою задачею цього винаходу є забезпенайближчого до нього оточення був розроблений чення вдосконаленого способу виготовлення сорбент. такого фільтра, що має пористий торцевий кінець При плавленні нагріванням пористі закупозі скошеною поверхнею. рювальні елементи 14 і 16 заглиблюються у відкРізні аспекти даного винаходу будуть повнісриті кінці 18 і 20 порожнистого корпусу 12. У тю зрозумілі при прочитанні наступних частин сплавних з'єднаннях 22 і 24 навпроти оточуючої специфікації, в поєднанні із супровідними кресстінки 32 порожнистого корпусу 12 утворюються леннями. невеликі меніски 26 і 28, що свідчать про тимчаКороткий опис креслень совий пластичний стан пористих закупорювальФіг.1 - збільшений вигляд збоку вдосконалених елементів 14 і 16 в місцях плавлення. Тексного фільтра згідно з даним винаходом. това інформація 33, надрукована на відкритій Фіг.2 - аналогічним чином збільшений вигляд поверхні пористих закупорювальних елементів 14 зверху фільтра, що показує його пористий кінець. і 16 на протилежних торцевих кінцях газо- або Фіг.3 - збільшений переріз фільтра зі скошепароочищувального фільтра 10, забезпечує поними краями. передження, яке потім допомагає відрізнити Фіг.4 - збільшений фрагментарний бічний пефільтр 10 від продукту, з яким він може бути переріз наповненого фільтра перед процесом знятремішаний в контейнері під час використання. тя фасок для утворення скошених країв. Згідно з цим винаходом скошені поверхні 34 і Фіг.5 - схематичний фрагментарний вигляд 36 переважно утворені у сплавних з'єднаннях 22 і зверху, що показує трубку, порізану на відрізки 24 для забезпечення видалення будь-якого зайдля забезпечення корпусів фільтрів. вого матеріалу в з'єднаннях 22 або 24. НаприФіг.6 - схематичний фрагментарний вигляд клад, як показано на Фіг.4, перед процесом знятзбоку в перерізі, який зображує наступний етап тя фасок, який утворює скошені поверхні 34 і 36, виробництва фільтрів приєднання пористих торнеобрізана кромка 38 в місці сплавлення вистуцевих кінців до перших торцевих кінців фільтрів пає за межі наміченого периметра порожнистого шляхом зварювання плавленням після того, як корпусу 12. Необрізана кромка 38 може перешковони були вміщені в затискне пристосування. дити запланованому розподілу фільтра в упаковФіг.7 - вигляд, подібний до зображеного на ку продукту, таку як банка для таблеток. Фіг.6, однак показуючий наступний етап процесу, Скошені поверхні 34 і 36, чиє утворення виа саме, зрізування зайвого пористого матеріалу з даляє необрізану кромку 38, нахилені під кутом торцевих кінців фільтрів. відносно центральної осі 40 порожнистого корпуФіг.8 - схематичне креслення в перерізі, що су 12. У математичних термінах периметр порожпоказує наступний етап, а саме, заповнення відкнистого корпусу 12 утворюється лінією, що оберритих кінців фільтрів газоочисним або пароочистається навколо центральної осі 40. Скошений ним матеріалом. кут переважно не відхиляється більше 30 граФіг.9 - вигляд, подібний до зображеного на дусів, оптимально 15 градусів, від осі 40, так що Фіг.6, що показує наступний етап, а саме, прикріпри формуванні скошених поверхонь 34 і 36 біплення пористих елементів до протилежних торльше матеріалу видаляється в подовжньому нацевих кінців корпусів фільтрів після того, як вони прямку по центральній осі 40, відповідному велибули наповнені газоочисним або пароочисним чині висоти порожнистого корпусу 12, ніж в матеріалом. радіальному напрямку до центральної осі 40, Фіг.10 - вигляд, подібний до зображеного на відповідному величині ширини порожнистого корФіг.7, що показує зайвий пористий матеріал, що пусу 12. Оскільки порожнистий корпус 12 дійсно зрізується з торцевих кінців фільтрів. порожній для функціонування як контейнер, отоФіг.11 - збільшений фрагментарний бічний чуюча його стінка 32 має обмежену величину переріз наповненого фільтра і фасочного інструтовщини, яка захищена від порушень відносно мента, вирівняного вздовж спільної осі. гострим кутом скосу кромки . Докладний опис винаходу Скошені поверхні 34 і 36 переважно мають Вдосконалений газо- або пароочищувальний прямі сторони як конічні перерізи для застосуфільтр 10 згідно з даним винаходом, як зображевання кута скосу кромки з метою відносного но на Фіг.1 і 2, містить в собі порожнистий корпус зниження впливу на товщину стінки порожнистого 12, виконаний з високощільного поліетилену і має корпусу 12, що залишилася. Скошені поверхні 9 93787 10 можуть також бути утворені в інших формах, в ку створюються сплавні з'єднання 24 для надійтому числі в формах з криволінійними або іншим ного приєднання ділянок пористого пластикового чином закругленими сторонами. листа 70 до відкритих кінців 20 порожнистих корВиробництво фільтра 10 до і включаючи пусів 12. щойно згаданий процес зняття фасок для утвоПісля того, як пористий пластиковий лист 70 рення скошених поверхонь 34 і 36, описаний був з'єднаний з множиною порожнистих корпусів більш детально в номерах креслень, що залиши12, до листа 70 застосовується обрізний штамп лися. Першим етапом цього процесу є забезпе80, як показано на Фіг.7, а зайвий матеріал листа чення порожнистих корпусів 12. 70, що виходить за периметри порожнистих корЯк показано на Фіг.5, порожнисті корпуси 12 пусів 12, обрізується. Як показано також на Фіг.7, можуть бути одержані шляхом різання довгастої обрізний штамп 80 містить множину дискових високощільної поліетиленової труби 52 на корпуножів 84, які відрізають зайвий матеріал листа 70, си 12 за допомогою відповідного різального леза виступаючий за торцеві кінці 20. 54, пов'язаного з пристроєм 56 обертання і проНаступні етапи цього процесу, як показано на сування труби, або ж порожнисті корпуси 12 можФіг.8, включають в себе (а) перевертання обробна одержати будь-яким іншим прийнятним спосолених корпусів 12 шляхом перевертання затискбом. Наступний етап, як показано на Фіг.6, це ного пристосування 60, в якому вони утримуютьпресова посадка порожнистих корпусів 12 в затися, і (б) наповнення корпусів 12 сипким скному пристосуванні 60 (як в групах з 20 порожматеріалом 30 з джерела, такого як засипні лійки нистих корпусів) тільки з дуже маленькими кінце86. Після цього, як показано на Фіг.9, інший лист вими частинами 62 і 64 на торцевих кінцях 18 і 20 90 пористого високощільного пластикового матепорожнистих корпусів 12, виступаючих за межі ріалу вміщується на відкриті кінці 18 корпусів 12, поверхонь 66 і 68 затискного пристосування 60. а нагрітий електрод 76 для зварювання приклаТаким чином, корпуси 12 надійно втримуються дає нагрівання і тиск, зображений стрілкою 82, до під час подальших процесів зварювання. Після верхньої поверхні пластикового листа 90, утвоцього лист 70 пористого високощільного поліетирюючи таким чином сплавні з'єднання 22 з кінцялену укладається на відкриті кінці 18 і 20 порожми 18 порожнистих корпусів 12 подібних до того, нистих корпусів 12. Лист 70 може мати матову і як були утворені сплавні з'єднання 24, як описано глянсову поверхню. Переважно матова поверхня вище з посиланням на Фіг.6 і 7. Під час цієї пролиста 70 розташовується прилеглою до відкритих цедури протилежні кінці 20 корпусів 12, які раніше кінців (торців) 20 порожнистих корпусів 12, однак були закриті пористими наконечниками 16, спиглянсова поверхня може також бути розташована раються на базову ділянку 78 затискного пристонавпроти кінців (торців) 20 корпусів 12. Потім до сування 60. Після цього, як показано на Фіг.10, листа 70 застосовується нагрітий електрод 76 обрізний штамп 80 знижується в напрямку стрілки для зварювання з достатнім розжарюванням і 82 для обрізання зайвого пористого матеріалу тиском, щоб з'єднати разом ділянки листа 70, що листа 70 зі сплавних з'єднань 22 корпусів 12. перекриваються і порожнисті корпуси 12 сплавПорожнисті корпуси 12 переважно виконані з ними з'єднаннями 24. Електрод 76 для зварювисокощільного поліетилену. Ці корпуси 12 мовання переважно утворений з квадратного прожуть мати зовнішній діаметр близько 0,55 дюйфілю із спеціальної сталі (Р20) з отвором вздовж мів, довжиною приблизно 0,630 дюймів і товщиподовжньої осі для вставляння картриджа із заною стінки близько 0,035 дюймів. Крім того, пальним стрижнем. Інший отвір може бути утвопорожнисті корпуси 12 переважно виготовлені з рений для вставляння термопари, що забезпечує продукту, відомого як Marlех® НHМ 5202BN, визворотній зв'язок з контролером для підтримусокощільний поліетилен від Компанії Chevron вання необхідної температури електрода 76. Phillips Chemical в Вудланді, Техас, що має Незважаючи на те, що це не очевидно на якість, підтверджену Управлінням по контролю за Фіг.6, тепло від електрода 76 тимчасово розм'якпродуктами і медикаментами (FDA). Коли порожшує лист 70 поблизу сплавних з'єднань 24, так нисті корпуси 12 розташовуються належним чищо нестиснуті центральні ділянки 78 листа 70 ном в отворах затискного пристосування 60, вони втягуються всередину порожнистих корпусів 12 і можуть видаватися приблизно на 0,030 дюйми з приєднуються менісками 28 (див. Фіг.3) до бічних кожного торцевого кінця. стінок 32 порожнистих корпусів 12 у сплавних Листи 70 і 90 переважно виконані з пористого з'єднаннях 24. Виступаючі кінцеві частини 62, високощільного поліетилену, прийнятного для протилежні торцевимкінцям 20, до яких спочатку використання в харчовій або лікарській упаковці. застосовується електрод 76 для зварювання, Листи 70 і 90 переважно мають товщину 0,028 підтримуються базовою ділянкою 78, пов'язаною дюймів плюс-мінус близько 0,005 дюймів. Пористі із затискним пристосуванням 60. листи 70 і 90 можуть підтримувати повітряні поПереважно електрод 76 для зварювання притоки від 40 до 120 кубічних футів за хвилину на кладає тиск в напрямку стрілки 82 до листа 70 квадратний фут площі або 1400-4200 міліметрів навпроти кінців 20 порожнистого корпусу 12 в за хвилину через диск діаметром в один дюйм діапазоні від 600 до 1000 фунтів на квадратний при тиску води в 1,2 дюйми. Листи 70 і 90 мають дюйм при температурі близько 500 градусів за переважний опір розтягненню, як мінімум, в 215 Фаренгейтом і протягом періоду близько 1-2 сефунтів на квадратний дюйм і повинні бути досить кунд. Пористий пластиковий лист 70 досить жоржорсткими, щоб листи 70 і 90 не згиналися при сткий, тому він не буде вигинатися, коли на нього застосуванні до них сил, що стикаються під час чиниться тиск. У цій комбінації температури і тиснамічених зварювальних операцій. Інші значення 11 93787 12 опору розтягненню, можливо, залежать від необале не обмежуючись ними, такі матеріали, як хідного застосування. Приклади таких матеріалів активоване вугілля, мікрофільтр, активований постачаються як катаний матеріал компаніями бентоніт, монтморилоніт, сульфат кальцію, Porvair Technology of Wrexham, Великобританія Clintolite і кристалічні металеві алюмосилікати. (тип Porvair PRLF094230), Porex Technologies of Фільтри можуть також містити будь-який інший Fairburn, Джорджія (тип Porex Porous Products прийнятний продукт, включаючи, але не обмежуGroup X-8054 або X-9474) або Micropore Plastics ючись ними, звичайні склади, що поглинають Inc. of Tucker, GA (тип Micropore 3021). Можуть кисень і діоксид вуглецю. Вищевикладені продукбути використані й інші пористості, в залежності ти абсорбують або адсорбують гази з навколишвід специфічних вимог по кожному окремому занього середовища, в яке вміщені фільтри 10. Одстосуванню. нак фільтри 10 можуть також містити продукти, Кожний з пористих закупорювальних елеменщо утворюють випаровування, які попадають в тів 14 і 16 може втримувати в центральних полонавколишнє середовище, в якому знаходяться ці женнях 78, втягнутих в порожнисті корпуси 12, фільтри. Ці пари, наприклад, але не обмежуютовщину листа у 0,028 дюймів. Однак зварені чись ними, містять в собі запахи і діоксиди вуглезовнішні ділянки можуть бути спресовані зі сплацю. Тому матеріал, що знаходиться в корпусі 12 вними з'єднаннями 22 і 24 як результат вищезафільтра, визначається як "газо- або пароочищузначеного теплового зварювання під тиском. Інші вальний". типи пористого поліетилену або інших смолистих У доповнення до вищевикладеного, в той час речовин можуть бути використані для аналогічяк специфічний матеріал фільтра 10 був описаних цілей. ний раніше як високощільний поліетилен, необПроцес теплового зварювання, описаний вихідно розуміти, що для корпусу 11 і пористого ще, використовує зусилля змикання або тиск елемента 14 може бути також використаний поліприблизно між 600 і 1000 фунтами на квадратний пропілен, а параметри для здійснення гарячого дюйм, і включає в себе тривалість циклу приблизварювання можуть бути відрегульовані відповідзно 4-5 секунд, в які входить час нагрівання блиним чином. Також передбачається, що інші смозько 1-2 секунд. Вищевикладений процес теплолисті речовини можуть бути використані для завого зварювання спричиняє плавлення між безпечення фільтрів зразка, зображеного на пористими закупорювальними елементами 14 і Фіг.1-4, в якому пористі закупорювальні елементи 16 і торцевими кінцями 18 і 20 порожнистих кор14 і 16 з'єднані у множинних кільцевих положенпусів 12 в сплавних з'єднаннях 22 і 24. Це плавнях, як описано вище. Ці смолисті речовини, налення відбувається, оскільки площі поверхні обох приклад, але не обмежуючись ними, можуть місзакупорювальних елементів 14 і 16 і порожнистих тити в собі нейлон, полівініліденфторид (PVDF), корпусів 12 плавляться, в основному, в один і той політетрафторетилен (PTFE), стироловий акриже час за вищевикладених обставин, незважаючи лонітрил (SAN), полісульфон (PS), етиленовий на різницю в їх пористості. Інші процеси зварювінілацетат (EVA), полікарбонат (PC), поліфталавання можуть також бути використані для приєдтовий карбонат (РРС) і поліефірний сульфон нання закупорювальних елементів 14 і 16 до по(PES). рожнистих корпусів, включаючи вібраційні У той час як фільтр 10 описаний вище як таспособи зварювання, розкриті у супровідному кий, що має два пористі кінцеві елементи 14 і 16, Патенті США №5,942,060, який включений сюди буде цінно, якщо він може бути виготовлений з шляхом посилання. елементом, таким як 14 або 16, що має тільки Порожнисті корпуси 12 можуть бути виконані один пористий, а інший непористий кінець, й інз інших смолистих речовин поліетилену й іншими шим кінцевим елементом, виконаним інтегрально за розмірами, включаючи інші діаметри, довжини з корпусом або прикріпленим до нього. Також в і товщину стінки. Як зазначено вище, пористий той час як фільтр 10 був описаний вище як такий, високощільний поліетилен, який використовуєтьщо містить газо- або пароочищувальний склад, ся для закупорювальних елементів 14 і 16, може передбачається, що він має загальну застосовбути виконаний іншим за жорсткістю, товщиною і ність, незалежно від його вмісту. У цьому віднопористістю. Зміни в параметрах порожнистих шенні, наприклад, він може містити продукт, який корпусів 12 і закупорювальних елементів 14 і 16 дозволено вдихати, але який ніяк інакше не абможуть мати потребу змін параметрів теплового сорбується, адсорбується або будь-яким іншим зварювання. чином взаємодіє з газами або парами поза фільОдним з переважних сипких матеріалів 30 є тром 10. білий силікатний гель, що має розмір частинок У процесах підрізування, в зв'язку з ними або близько 0,5-1 міліметра, який постачається комзамість них може бути використаний станок 100 панією Ineos Silicas Ltd., Уоррінгтон, Великобридля зняття фасок, як показано на Фіг.11, для танія, а фільтри 10, що містять подібний силікатутворення скошених поверхонь 34 і 36 в сплавних ний гель, призначені для використання в з'єднаннях 22 і 24 на протилежних торцевих кінадсорбуванні вологи в різних зовнішніх умовах, цях фільтра 10. Утворення скошених поверхонь наприклад, в контейнерах для лікарських апара34 і 36 забезпечує видалення будь-яких необрітів, харчових контейнерах і в інших умовах назаних країв 38 на торцевих кінцях фільтрів 10, які вколишнього середовища, коли потрібне адсорвиступають за намічені периметри порожнистих бування вологи. Можуть бути використані також корпусів 12 і можуть перешкодити дозуванню інші типи сипкого або несипкого газо- або пароонаповнених фільтрів 10. чищувального матеріалу, включаючи як приклад, 13 93787 14 Станок 100 для зняття фасок переважно має фасок кінців множини фільтрів 10 в затискному здатність обертатися навколо осі 102, вирівняної пристосуванні 60. Множина станків 100 для знятз центральною віссю 40 порожнистих корпусів 12, тя фасок може також бути використана разом з їх і містить в собі циліндричний корпус 104 і різальні індивідуальним або груповим переведенням для леза 106, рознесені під кутом навколо осі оберпокрокового переміщування цих станків між фільтання 102. Крім того, станок 100 для зняття фатрами 10. Наприклад, шпиндель з п'ятьма головсок переважно взаємно переводиться відносно ками можна використовувати для зняття фасок з фільтрів 10 вздовж осі 102 обертання і централь5 торцевих кінців фільтра одночасно, а весь шпиної осі 40 для передачі станка 100 для зняття ндель з п'ятьма головками може бути покроково фасок в зачеплення зі сплавними з'єднаннями 22 переміщений для зняття фасок з іншого комплекі 24 фільтра 10. Різальні кромки 108 різальних ту з п'яти торцевих кінців фільтра, розташованого лез переважно нахилені до осі 102 обертання під в тому ж затискному пристосуванні 60. Станки 100 для зняття фасок можуть бути використані в кутом для утворення скошених поверхонь 34 і доповнення до або як заміна обрізного штампу 36 у відповідних кутах скосу . 80. Тобто, ці станки можуть бути використані (а) Переважно кути скосу складають менше 30 для розрізання пористих листів 70 і 90 для відоградусів. Ще більш переважно, щоб скошені покремлення від них фільтрів 10, і (б) для продовверхні 34 і 36 були нахилені на кути скосу лише ження різання (тобто відносного перекладу близько 15 градусів. Малі кути скосу гарантувздовж осі 102 обертання) і утворення скошених ють, що процес зняття фасок не піддасть ризику поверхонь 34 і 36 на сплавних з'єднаннях 22 і 24. товщину "t" стінки порожнистого корпусу 12, неЯк тільки фільтри 10 відокремлені, а фаски зважаючи на коливання висоти у фільтрах 10. зняті, на торцевих кінцях переважно друкується Наприклад, кут скосу у 15 градусів може вміщупопередження 33, що переглядається візуально, вати майже чотири рази коливання "h" висоти як після чого вони виштовхуються із затискного прибільш традиційні кути скосу у 45 градусів. По відстосування 60 як кінцеві фільтри 10. Нові фільтри ношенню до затискного пристосування 60 може 10 зі скошеними поверхнями 34 і 36 можуть бути бути дане посилання на обмежувач інструмента розподілені в упаковку продукції з більшою упевдля установлення глибини різання станка 100 неністю в тому, що зовнішні краї, що виходять в для зняття фасок. У кожному станку переважні процесі виробництва, не будуть перешкоджати два різальні леза 106. Також переважна частота цьому розподілу. обертання між 700 і 1500 обертів за хвилину Незважаючи на те, що переважні варіанти (RPM). Вертикальна подача станка 100 для знятздійснення даного винаходу вже розкриті, буде тя фасок вздовж осі 102 обертання переважно братися до уваги той факт, що їх список цим не регулюється за швидкістю для забезпечення обмежений, і вони можуть бути реалізовані іншим швидкого доступу, але більш повільної подачі під чином в обсязі наступних формул винаходу. час різання. Або один станок 100 для зняття фасок може переміщуватися між фільтрами 10, або множина таких станків може бути використана для зняття 15 93787 16 17 Комп’ютерна верстка Л. Ціхановська 93787 Підписне 18 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSorbent canister and method of imanufacturiing thereof
Автори англійськоюDefedericis, Allen
Назва патенту російськоюСпособ производства сорбирующего фильтра и сорбирующий фильтр
Автори російськоюДефедеричис Аллен
МПК / Мітки
МПК: B65B 7/00, B65B 51/00
Мітки: виробництва, фільтр, фільтра, спосіб, сорбувального, сорбувальний
Код посилання
<a href="https://ua.patents.su/9-93787-sposib-virobnictva-sorbuvalnogo-filtra-ta-sorbuvalnijj-filtr.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва сорбувального фільтра та сорбувальний фільтр</a>
Фільтр, тютюновий виріб, що його містить, заготовка фільтра і спосіб та пристрій для виготовлення фільтра та тютюнового виробу (варіанти)
Номер патенту: 77475
Опубліковано: 15.12.2006
Автори: Ешліманн Рейнальд М., Бойдо Данте М., Лауенштайн Міхаель
МПК: A24D 3/02
Мітки: тютюновій, варіанти, виготовлення, пристрій, спосіб, виробу, фільтр, тютюнового, виріб, заготовка, містить, фільтра
Формула / Реферат:
1. Фільтр (10) для тютюнового виробу, що має перший кінцевий фільтрувальний елемент (12), другий кінцевий фільтрувальний елемент (14), середній фільтрувальний елемент (16), який розташований між першим кінцевим фільтрувальним елементом (12) та другим кінцевим фільтрувальним елементом (14) і містить гранульований фільтрувальний матеріал, і сорочку (20), який відрізняється тим, що один із кінцевих фільтрувальних елементів розділений на дві або...
Пристрій для розрізання корпусу фільтра очистки масла
Номер патенту: 69023
Опубліковано: 16.08.2004
Автор: Марченко Сергій Леонідович
МПК: B26D 7/00
Мітки: фільтра, пристрій, розрізання, масла, очистки, корпусу
Формула / Реферат:
1. Пристрій для розрізання корпусу фільтра очистки масла, який містить різець, змонтований на штанзі з можливістю переміщення по вертикалі вверх/вниз, стійку, жорстко з'єднану зі столом, на якому розташовано посадочне гніздо для фіксації корпусу фільтра, притискну планку для забезпечення через ролики достатнього зусилля для притискання різця до стійки, а також стіл, з'єднаний зі станиною, яка під'єднана до силової установки по забезпеченню...
Спосіб упакування масляного фільтра
Номер патенту: 12015
Опубліковано: 16.01.2006
Автор: Колтунов Георгій Анатолійович
МПК: B65B 11/02
Мітки: спосіб, фільтра, упакування, масляного
Формула / Реферат:
1. Спосіб упакування масляного фільтра, що передбачає обгортання виробу пакувальним матеріалом, який відрізняється тим, що обгортання пакувальним матеріалом здійснюють навколо циліндричної поверхні корпуса фільтра таким чином, щоб упакування охоплювало від 70 до 100 % циліндричної поверхні корпуса фільтра, з попереднім нанесенням на неї рекламно-технічної інформації, з наступним вкладанням обгорненого фільтра в контейнер і закриттям його...
Спосіб фіксації кришки в корпусі масляного фільтра
Номер патенту: 29975
Опубліковано: 11.02.2008
Автори: Марченко Сергій Леонідович, Колтунов Георгій Анатолійович
МПК: B01D 35/30
Мітки: масляного, фільтра, кришки, корпусі, спосіб, фіксації
Формула / Реферат:
1. Спосіб фіксації кришки в корпусі масляного фільтра, що включає попереднє виконання пружного уступу в корпусі в його верхній частині від торцевої крайки, установку на нього кришки масляного фільтра з подальшою їх взаємною фіксацією методом запресовування та закатку, який відрізняється тим, що пружний уступ виконують у вигляді конусної поверхні, направленої до осі корпусу.2. Спосіб за п. 1, який відрізняється тим, що кришку масляного...
Спосіб виготовлення фільтра курильного виробу з ароматизатором (варіанти), курильний виріб (варіанти) та фільтр курильного виробу (варіанти)
Номер патенту: 88172
Опубліковано: 25.09.2009
Автори: Хікс Дуглас Р., Гонтермен Рікі А.
Мітки: виріб, виробу, спосіб, курильний, варіанти, курильного, ароматизатором, фільтра, виготовлення, фільтр
Формула / Реферат:
1. Спосіб виготовлення фільтра курильного виробу з ароматизатором, який полягає в тому, що з ароматизатором змішують сполучне, вибране із групи, яка включає карбоксиметилцелюлозу, пулулан, гідроксипропілметилцелюлозу, гідроксіетилцелюлозу, гідроксипропілцелюлозу, полівінілпіролідон, полівініловий спирт, альгінат натрію, поліетиленгліколь, ксантанову камедь, трагакантову камедь, гуарову камедь, аравійську камедь, гуміарабік, поліакрилову...
Попередній патент: Монета
Наступний патент: Установка для виробництва біогазу та органічних добрив при зброджуванні багатокомпонентного субстрату
Випадковий патент: Спосіб одержання 2,2-диметил-1,3-діоксолан-4-ону