Автоматична потокова лінія для наплавлення тонких дисків
Номер патенту: 94727
Опубліковано: 25.11.2014
Автори: Шарик Мирослав Володимирович, Сенчишин Віктор Степанович, Гаврилюк Володимир Ярославович, Пулька Чеслав Вікторович
Формула / Реферат
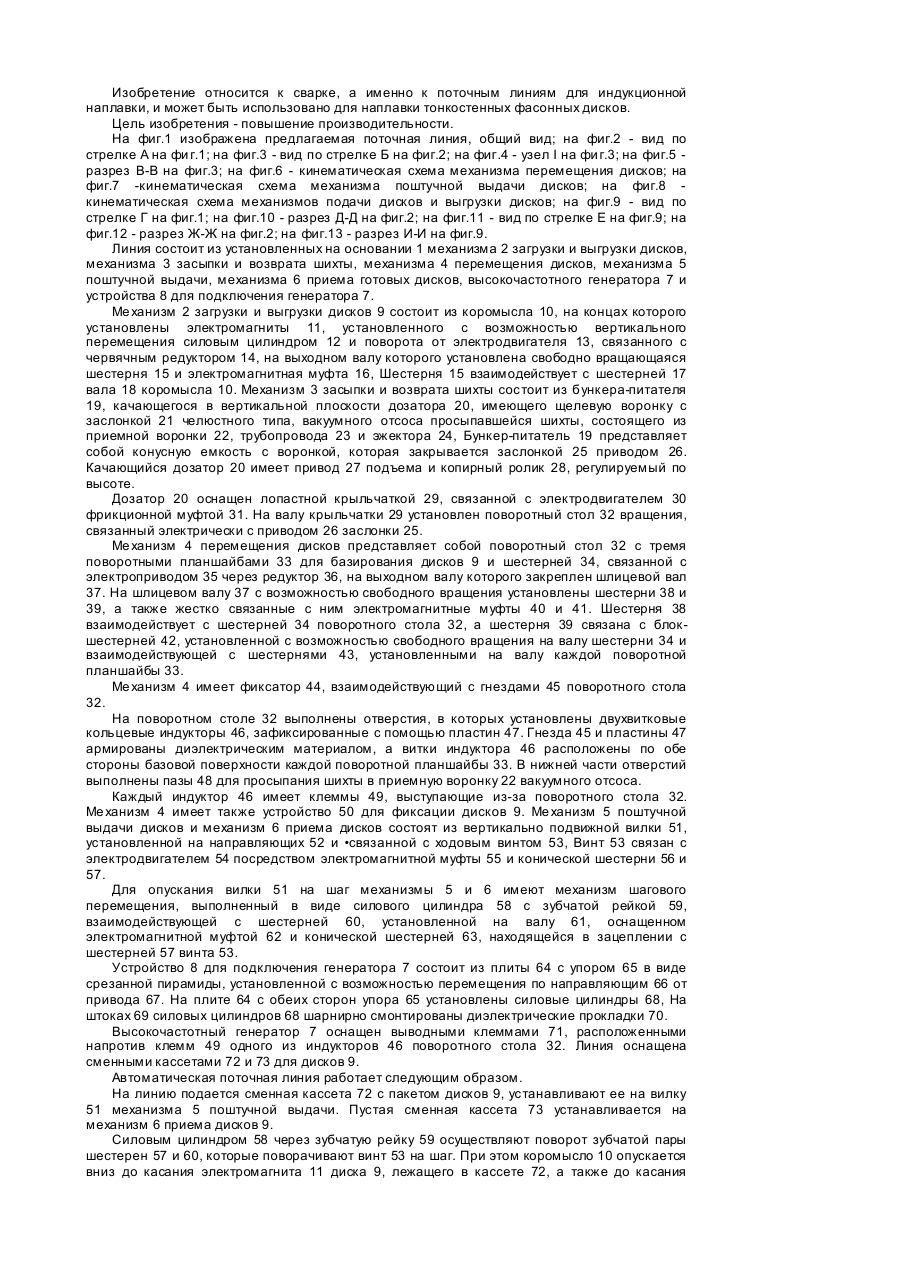
Автоматична потокова лінія для наплавлення тонких дисків, яка складається із встановлених на основі механізму завантаження-розвантаження дисків, який містить коромисло з електромагнітами, механізму засипання і повернення шихти, механізму переміщення дисків, виконаного у вигляді обертового стола, який умовно розділений на три позиції - завантаження-розвантаження дисків, засипання шихти, наплавлення, з поворотними планшайбами для базування дисків, механізмів поштучного видавання та приймання готових дисків, високочастотного генератора, пристрою для під'єднання клем високочастотного генератора, який встановлений на основі між обертовим столом та генератором і двовиткових кільцевих індукторів, що вмонтовані в столі за числом поворотних планшайб і позицій, витки кожного кільцевого індуктора розташовані по обидві сторони базової площини поворотної планшайби співвісно осі обертання, яка відрізняється тим, що вона оснащена механізмом горизонтальних коливань, змонтованим у обертовому столі, в якому на кожній із трьох позицій виконані прорізи, в які встановлено корпуси, з можливістю їх вільного переміщення у горизонтальному напрямку, що містять шпинделі із тризубими фіксаторами, корпуси оснащені електромагнітами з датчиками годинникового типу та пружинами і встановлені за допомогою гнучких ланок на опорах кочення задля їх переміщення по напрямних, які змонтовані в обертовому столі на місцях виконаних прорізів, а електромагніти механізму завантаження-розвантаження дисків виконані з трапецієподібним заглибленням із можливістю зручного встановлення та знімання деталей у тризубих фіксаторах.
Текст
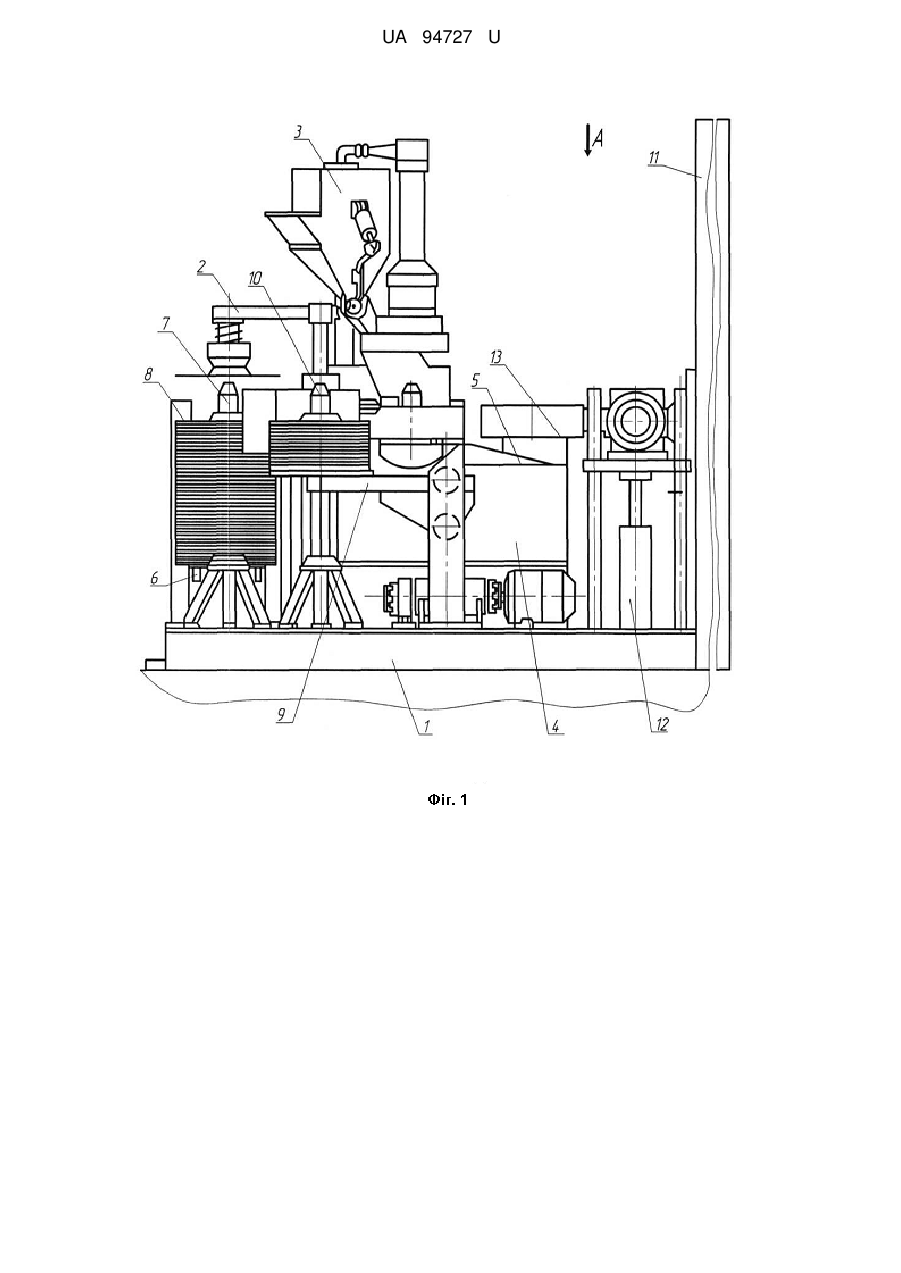
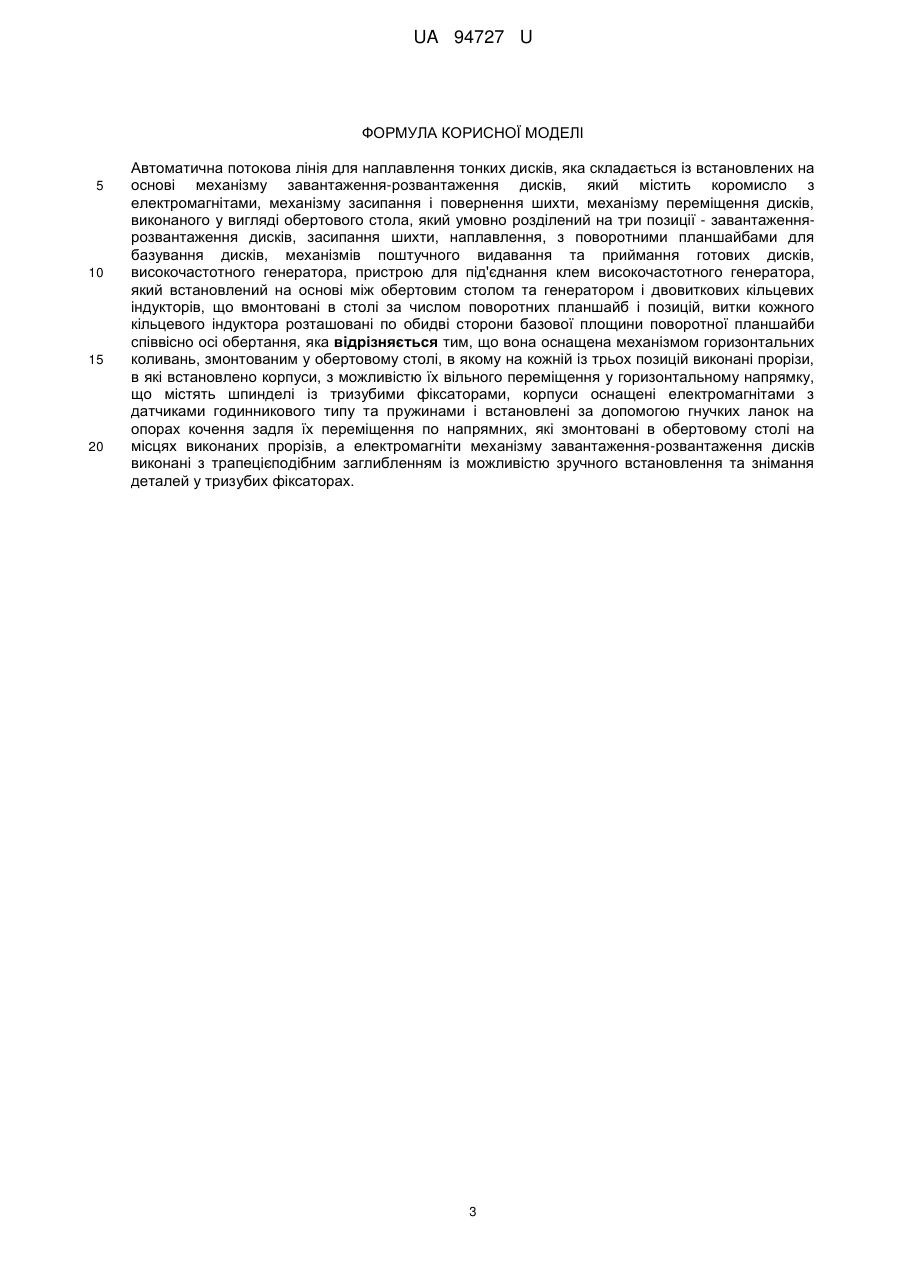
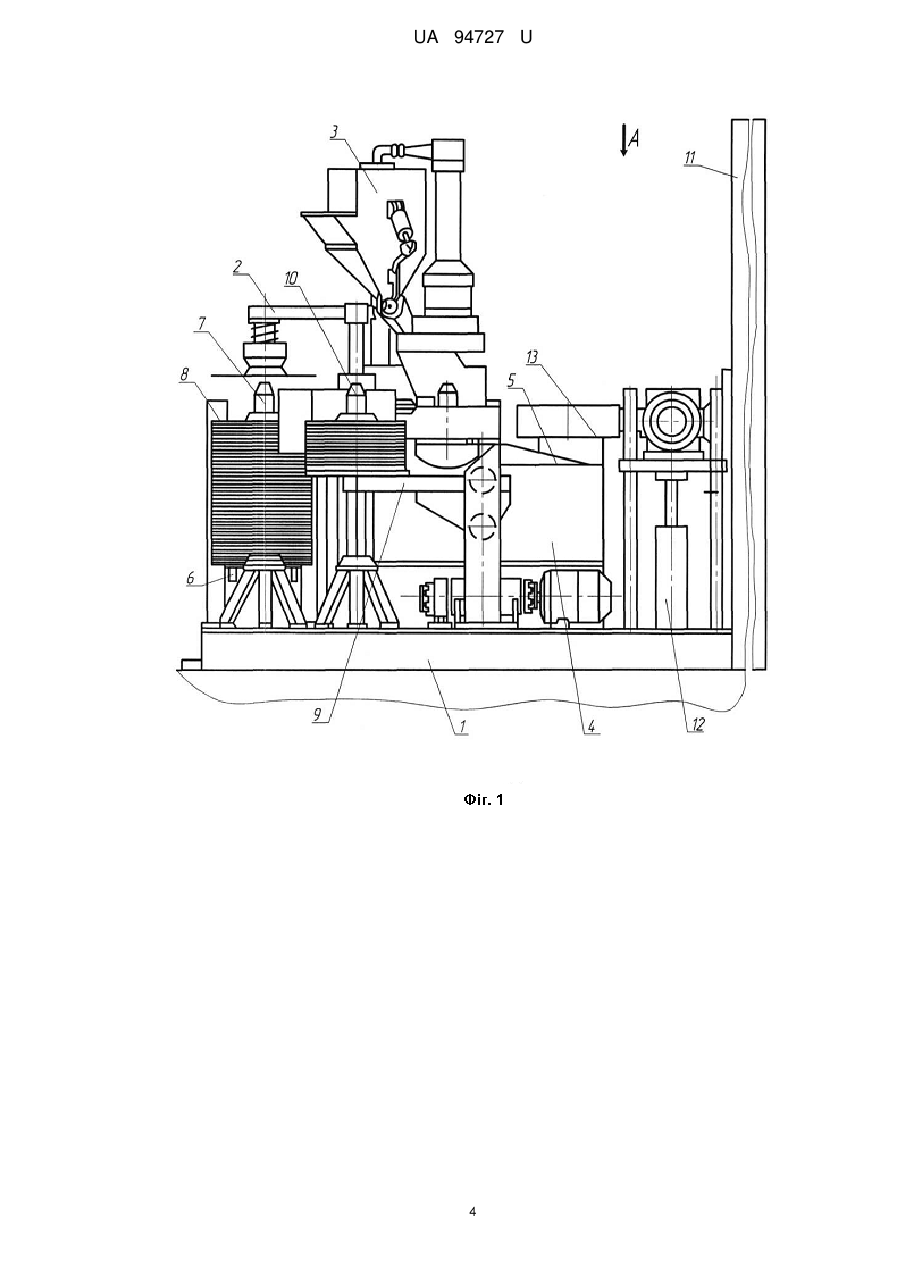
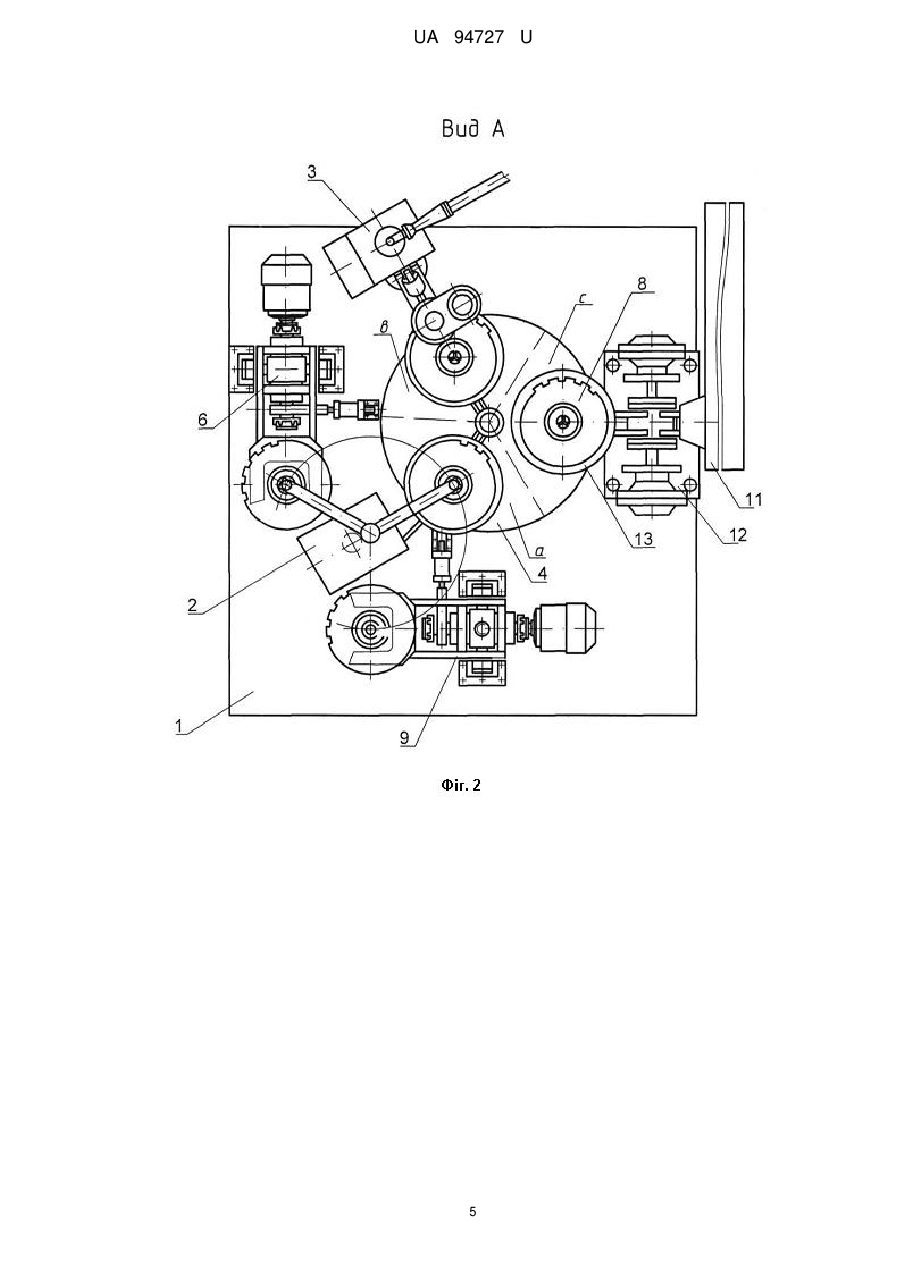
Реферат: Автоматична потокова лінія для наплавлення тонких дисків складається із встановлених на основі механізму завантаження-розвантаження дисків, який містить коромисло з електромагнітами, механізму засипання і повернення шихти, механізму переміщення дисків, виконаного у вигляді обертового стола, механізмів поштучного видавання та приймання готових дисків, високочастотного генератора, пристрою для під'єднання клем високочастотного генератора. Лінія оснащена механізмом горизонтальних коливань, змонтованим у обертовому столі, в якому на кожній із трьох позицій виконані прорізи, в які встановлено корпуси, з можливістю їх вільного переміщення у горизонтальному напрямку, що містять шпинделі із тризубими фіксаторами. Корпуси оснащені електромагнітами з датчиками годинникового типу та пружинами і встановлені за допомогою гнучких ланок на опорах кочення задля їх переміщення по напрямних, які змонтовані в обертовому столі на місцях виконаних прорізів. UA 94727 U (54) АВТОМАТИЧНА ПОТОКОВА ЛІНІЯ ДЛЯ НАПЛАВЛЕННЯ ТОНКИХ ДИСКІВ UA 94727 U UA 94727 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до споріднених із зварюванням технологій і призначений для наплавлення плоских тонкостінних дисків струмами високої частоти, які мають зубчату форму, з шириною наплавлення більшою за висоту зуба. Відома автоматична потокова лінія для наплавлення тонких дисків, яка складається із встановлених на основі механізму завантаження-розвантаження дисків, який містить коромисло з електромагнітами, механізму засипання і повернення шихти, механізму переміщення дисків, виконаного у вигляді обертового стола, який умовно розділений на три позиції - завантаженнярозвантаження дисків, засипання шихти, наплавлення, з поворотними планшайбами для базування дисків, механізмів поштучного видавання та приймання готових дисків, високочастотного генератора, пристрою для під'єднання клем високочастотного генератора, який встановлений на основі між обертовим столом та генератором і двовиткових кільцевих індукторів, що вмонтовані в столі за числом поворотних планшайб і позицій, витки кожного кільцевого індуктора розташовані по обидві сторони базової площини поворотної планшайби співвісно осі обертання (див. авторське свідоцтво СРСР №1656803, кл. В23К37/04, для службового користування, 1991 p.). Недоліком даної потокової лінії є обмежені технологічні можливості, в результаті чого є неможливим подальше підвищення зносостійкості наплавленого шару металу, що впливає на термін експлуатації даного виробу. В основу корисної моделі поставлена задача підвищення зносостійкості наплавленого шару металу за рахунок введення додаткової технологічної операції - горизонтальної вібрації, в результаті чого автоматична потокова лінія для наплавлення тонких дисків, яка складається із встановлених на основі механізму завантаження-розвантаження дисків, який містить коромисло з електромагнітами, механізму засипання і повернення шихти, механізму переміщення дисків, виконаного у вигляді обертового стола, який розділений на три позиції - завантаженнярозвантаження дисків, засипання шихти, наплавлення, з поворотними планшайбами для базування дисків, механізмів поштучного видавання та приймання готових дисків, високочастотного генератора, пристрою для під'єднання клем високочастотного генератора, який встановлений на основі між обертовим столом та генератором і двовиткових кільцевих індукторів, що вмонтовані в столі за числом поворотних планшайб і позицій, витки кожного кільцевого індуктора розташовані по обидві сторони базової площини поворотної планшайби співвісно осі обертання, при цьому вона оснащена механізмом горизонтальних коливань, змонтованим у обертовому столі, в якому на кожній із трьох позицій виконані прорізи, в які встановлено корпуси, з можливістю їх вільного переміщення у горизонтальному напрямку, що містять шпинделі із тризубими фіксаторами, корпуси оснащені електромагнітами з датчиками годинникового типу та пружинами і встановлені за допомогою гнучких ланок на опорах кочення задля їх переміщення по напрямних, які змонтовані в обертовому столі на місцях виконаних прорізів, а електромагніти механізму завантаження-розвантаження дисків виконані з трапецієподібним заглибленням із можливістю зручного встановлення та знімання деталей у тризубих фіксаторах. На Фіг. 1 зображена запропонована потокова лінія; на Фіг. 2 - вид А на Фіг. 1; на Фіг. 3 кінематична схема механізму завантаження-розвантаження дисків; на Фіг. 4 - кінематична схема механізму переміщення дисків та механізму горизонтальних коливань. Автоматична потокова лінія для наплавлення тонких дисків складається із встановлених на основі 1 механізму завантаження-розвантаження дисків 2, механізму засипання і повернення шихти 3, механізму переміщення дисків 4, механізму горизонтальних коливань 5, механізму поштучного видавання 6, на якому встановлена змінна касета 7 із тонкими дисками 8, механізму приймання готових дисків 9 на якому встановлена пуста змінна касета 10, високочастотного генератора 11, пристрою 12 для під'єднання клем високочастотного генератора 11 та двовиткових кільцевих індукторів 13. Механізм завантаження-розвантаження дисків 2 складається із коромисла 14, на кінцях якого розміщені електромагніти 15 із трапецієподібним заглибленням, що дозволяє виконувати зручне встановлення та знімання дисків 8, даний механізм встановлений з можливістю вертикального переміщення силовим циліндром 16 і повороту від електродвигуна 17, зв'язаного з черв'ячним редуктором 18, на вихідному валу якого встановлена шестірня 19, що вільно обертається і електромагнітна муфта 20. Шестірня 19 взаємодіє із шестірнею 21 вала 22 коромисла 14. Механізм переміщення дисків 4 виконаний у вигляді обертового стола 23, який умовно розділений на три позиції - а - завантаження-розвантаження дисків, в - засипання шихти, с наплавлення, з трьома поворотними планшайбами 24 для базування дисків 8 і вмонтованими в столі 23 двовитковими кільцевими індукторами 13 за числом поворотних планшайб 24 і позицій. 1 UA 94727 U 5 10 15 20 25 30 35 40 45 50 55 60 Даний механізм складається із шестірні 25, яка зв'язана з електроприводом 26 через редуктор 27 на вихідному валу якого закріплений шліцьовий вал 28, з можливістю вільного обертання встановлена шестерня 29, а також жорстко зв'язана з нею електромагнітна муфта 30. Шестірня 29 взаємодіє із шестірнею 25 обертового стола 23, шестірня 25 зв'язана із шестірнею 31 за допомогою фіксатора 32 та електромагнітної муфти 33, шестірня 31 взаємодіє з шестернями 34, встановленими на валу кожної поворотної планшайби 24. Фіксація обертаючого стола 23 виконується за допомогою фіксатора 32, що взаємодіє з гніздами 35, які виконані у столі 23. Механізм горизонтальних коливань 5 присутній на всіх трьох позиціях обертового стола 23 і виконаний у вигляді корпусу 36, який встановлений у прорізах стола 23 на опорах кочення 37 за допомогою гнучких ланок 38 із можливістю його горизонтального переміщення по напрямних 39, які змонтовані в обертовому столі 23 на місцях виконаних прорізів та вільного виконання горизонтальних коливань амплітудою 0,6 мм, при цьому зазор між обертовим столом 23 та встановленим у ньому корпусом 36 складає 8 мм. Корпус 36 складається із шпинделя 40 та тризубого фіксатора 41 і за допомогою пружин 42 взаємодіє з електромагнітом 43, час роботи якого визначається датчиками годинникового типу 44. Пристрій 12 для під'єднання клем високочастотного генератора 11 до індукторів 13 встановлений на основі 1 між обертовим столом 23 та високочастотним генератором 11, при цьому витки кожного кільцевого індуктора 13 розташовані по обидві сторони базової площини поворотної планшайби 24 співвісно осі обертання. Автоматична потокова лінія для наплавлення тонких дисків працює наступним чином. На лінію подається одна змінна касета з дисками 7 і друга пуста змінна касета 10, які встановлюються на механізм поштучного видавання 6 та механізм приймання дисків 9 відповідно. За допомогою силового циліндра 16 виконується переміщення коромисла 14 вверх-вниз разом з електромагнітами 15, які мають трапецієподібне заглиблення і призначені для захоплювання дисків 8, з метою доставляння їх на позицію завантаження-розвантаження а та знімання готових дисків 8. Повертають обертовий стіл 23 механізму 4 і виконують подачу диска 8 на позицію засипання шихти в, після цього диск 8 із шихтою подається на позицію наплавлення с, а після виконання наплавлення готовий диск 8 надходить на позицію завантаження-розвантаження а, де відбувається його знімання. Поворот стола 23 виконується електроприводом 26 через редуктор 27, електромагнітну муфту 30, яка зв'язана зі шліцьовим валом 28 редуктора 27 і вільно обертається шестірнею 29, що взаємодіє з шестірнею 25. Після закінчення повороту стола 23 включають фіксатор 32, який входить в гніздо 35 стола 23 і фіксує його. На кожній позиції виконуються відповідні технологічні операції. На позиції, де присутній механізм засипання і повернення шихти 3, диск 8 притискається і фіксується тризубим фіксатором 41 до поворотної планшайби 24 з метою запобігання можливості повороту його відносно поворотної планшайби 24 під час засипання шихти. З метою підвищення зносостійкості наплавленого шару металу використовують горизонтальну вібрацію, яка здійснюється електромагнітом 43, що монтується у обертовому столі 23, в якому виконані прорізи для встановлення корпусу 36 на опори кочення 37 через гнучкі ланки 38 у напрямні 39 стола 23, що дає змогу виконувати горизонтальні коливання диска 8 тільки на позиції наплавлення с, без загального коливання обертового стола 23. На позиції засипання шихти в шпиндель 40 з шестірнею 34 з'єднаний з електроприводом 26. Потім обертаючий стіл 23 повертається на 120° на позицію наплавлення с і шпиндель 40 із шестірнею 34 від'єднуються від шестірні 31, що з'єднана з електроприводом 26, тобто на позиції наплавлення с шпиндель 40 із шестірнею 34 є вільні. На позиції наплавлення с включається високочастотний генератор 11, який з'єднаний з індуктором 13 за допомогою пристрою 12, після чого надходить сигнал і подається струм на індуктор 13, відбувається нагрівання диска 8. Коли температура порошкоподібного сплаву досягає температури його плавлення, то включається електромагніт 43 і здійснюється коливання диска 8 в горизонтальному напрямку. Датчик 44, який включає електромагніт 43 годинникового типу, тобто на ньому встановлюється час, через який повинен включитися електромагніт 43 при встановленні диска 8 на позицію наплавлення с. Електромагніт 43 відключається після наплавлення диска 8 з витримкою в часі 10 с. Диск 8 надходить на позицію завантаження-розвантаження а, після чого готовий наплавлений диск 8 знімається, а новий, який ще не наплавлений, подається на обертовий стіл 23 і так цикл роботи автоматичної потокової лінії повторюється заново. Таким чином, запропонована автоматична потокова лінія для наплавлення тонких дисків дає можливість підвищити зносостійкість наплавленого шару металу на 25 %, за рахунок введення горизонтальних коливань диска в процесі наплавлення. 2 UA 94727 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 20 Автоматична потокова лінія для наплавлення тонких дисків, яка складається із встановлених на основі механізму завантаження-розвантаження дисків, який містить коромисло з електромагнітами, механізму засипання і повернення шихти, механізму переміщення дисків, виконаного у вигляді обертового стола, який умовно розділений на три позиції - завантаженнярозвантаження дисків, засипання шихти, наплавлення, з поворотними планшайбами для базування дисків, механізмів поштучного видавання та приймання готових дисків, високочастотного генератора, пристрою для під'єднання клем високочастотного генератора, який встановлений на основі між обертовим столом та генератором і двовиткових кільцевих індукторів, що вмонтовані в столі за числом поворотних планшайб і позицій, витки кожного кільцевого індуктора розташовані по обидві сторони базової площини поворотної планшайби співвісно осі обертання, яка відрізняється тим, що вона оснащена механізмом горизонтальних коливань, змонтованим у обертовому столі, в якому на кожній із трьох позицій виконані прорізи, в які встановлено корпуси, з можливістю їх вільного переміщення у горизонтальному напрямку, що містять шпинделі із тризубими фіксаторами, корпуси оснащені електромагнітами з датчиками годинникового типу та пружинами і встановлені за допомогою гнучких ланок на опорах кочення задля їх переміщення по напрямних, які змонтовані в обертовому столі на місцях виконаних прорізів, а електромагніти механізму завантаження-розвантаження дисків виконані з трапецієподібним заглибленням із можливістю зручного встановлення та знімання деталей у тризубих фіксаторах. 3 UA 94727 U 4 UA 94727 U 5 UA 94727 U 6 UA 94727 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Автори англійськоюPulka Cheslav Viktorovych, Havryliuk Volodymyr Yaroslavovych, Senchyshyn Viktor Stepanovych, Sharyk Myroslav Volodymyrovych
Автори російськоюПулька Чеслав Викторович, Гаврилюк Владимир Ярославович, Сенчишин Виктор Степанович, Шарик Мирослав Владимирович
МПК / Мітки
МПК: B23K 13/00
Мітки: автоматична, дисків, лінія, наплавлення, тонких, потокова
Код посилання
<a href="https://ua.patents.su/9-94727-avtomatichna-potokova-liniya-dlya-naplavlennya-tonkikh-diskiv.html" target="_blank" rel="follow" title="База патентів України">Автоматична потокова лінія для наплавлення тонких дисків</a>
Автоматична потокова лінія для наплавлення тонкостінних фасонних дисків
Номер патенту: 55350
Опубліковано: 17.03.2003
Автори: Пулька Чеслав Вікторович, Шаблій Олег Миколайович, Будзан Богдан Павлович, Мисула Мирон Антонович, Дячук Степан Федорович
МПК: B23K 37/04
Мітки: тонкостінних, лінія, дисків, наплавлення, потокова, фасонних, автоматична
Формула / Реферат:
1. Автоматическая поточная линия для наплавки тонкостенных фасонных дисков, содержащая смонтированный на основании механизм перемещения дисков, выполненный в виде поворотного стола с поворотными планшайбами для базирования дисков, механизм загрузки и выгрузки дисков, механизм засыпки шихты и высокочастотный генератор с клеммами, отличающаяся тем, что, с целью повышения производительности путем снижения времени на разогрев, поворотный стол...
Пристрій для наплавлення тонких фасонних дисків
Номер патенту: 59994
Опубліковано: 10.06.2011
Автори: Сенчишин Віктор Степанович, Пулька Чеслав Вікторович
МПК: B23K 13/00
Мітки: пристрій, тонких, дисків, наплавлення, фасонних
Формула / Реферат:
Пристрій для наплавлення тонкостінних деталей, який містить індуктор, виконаний з двох кільцевих витків, з'єднаних між собою в протифазі по струму і магнітному потоку і розташованих паралельно наплавлювальній поверхні диска, один виток якого встановлений під наплавлювальною поверхнею диска з діаметром його витка, меншим за діаметр диска, а другий виток встановлений над наплавлювальною поверхнею диска, діаметр витка якого більший за діаметр...
Спосіб наплавлення тонких дисків
Номер патенту: 73032
Опубліковано: 10.09.2012
Автори: Шаблій Олег Миколайович, Пулька Чеслав Вікторович, Сенчишин Віктор Степанович, Шарик Мирослав Володимирович, Гаврилюк Володимир Ярославович
МПК: B23K 13/00
Мітки: дисків, тонких, наплавлення, спосіб
Формула / Реферат:
Спосіб наплавлення тонких дисків, при якому на диск, оснащений тепловим і електромагнітним екранами, насипають порошкоподібний твердий сплав, нагрівають його до температури вище температури плавлення порошкоподібного твердого сплаву для отримання біметалу, який відрізняється тим, що диск разом з тепловим і електромагнітним екранами піддають горизонтальній вібрації в початковий момент плавлення порошкоподібного твердого сплаву до його повного...
Спосіб наплавлення тонких металевих дисків
Номер патенту: 92612
Опубліковано: 26.08.2014
Автори: Гаврилюк Володимир Ярославович, Сенчишин Віктор Степанович, Шарик Мирослав Володимирович, Пулька Чеслав Вікторович
МПК: B23K 13/00
Мітки: наплавлення, дисків, тонких, металевих, спосіб
Формула / Реферат:
Спосіб наплавлення тонких металевих дисків, при якому на диск, оснащений тепловим і електромагнітним екранами, наносять порошкоподібний твердий сплав, нагрівають його до температури вище температури плавлення порошкоподібного твердого сплаву для отримання біметалу, піддають диск разом з тепловим і електромагнітним екранами горизонтальній вібрації в початковий момент плавлення порошкоподібного твердого сплаву до його повного розплавлення та...
Спосіб наплавлення тонких фасонних дисків
Номер патенту: 90132
Опубліковано: 12.05.2014
Автори: Пулька Чеслав Вікторович, Гаврилюк Володимир Ярославович, Сенчишин Віктор Степанович, Шарик Мирослав Володимирович
МПК: B23K 13/00
Мітки: дисків, наплавлення, фасонних, спосіб, тонких
Формула / Реферат:
Спосіб наплавлення тонких фасонних дисків, при якому на диск, оснащений тепловим і електромагнітним екранами, наносять порошкоподібний твердий сплав, нагрівають його до температури вище температури плавлення порошкоподібного твердого сплаву для отримання біметалу, піддають диск разом з тепловим і електромагнітним екранами горизонтальній вібрації в початковий момент плавлення порошкоподібного твердого сплаву до його повного розплавлення,...
Попередній патент: Спосіб діагностики ексцентриситету ротора в асинхронних двигунах
Наступний патент: Магнітокерований сорбент для очищення біологічних рідин від комплексів цитостатиків
Випадковий патент: Батон "золотий"