Автоматична потокова лінія для наплавлення тонкостінних фасонних дисків
Номер патенту: 55350
Опубліковано: 17.03.2003
Автори: Будзан Богдан Павлович, Мисула Мирон Антонович, Пулька Чеслав Вікторович, Шаблій Олег Миколайович, Дячук Степан Федорович
Формула / Реферат
1. Автоматическая поточная линия для наплавки тонкостенных фасонных дисков, содержащая смонтированный на основании механизм перемещения дисков, выполненный в виде поворотного стола с поворотными планшайбами для базирования дисков, механизм загрузки и выгрузки дисков, механизм засыпки шихты и высокочастотный генератор с клеммами, отличающаяся тем, что, с целью повышения производительности путем снижения времени на разогрев, поворотный стол оснащен двухвитковыми кольцевыми индукторами по числу поворотных планшайб и устройством для подключения клемм высокочастотного генератора к индукторам, установленным на основании между поворотным столом и генератором, при этом витки каждого кольцевого индуктора расположены по обе стороны базовой плоскости поворотной планшайбы соосно оси поворота.
2. Линия по п. 1, отличающаяся тем, что устройство для подключения клемм высокочастотного генератора к индукторам выполнено в виде подъемной плиты с упором в виде усеченной пирамиды и силовыми цилиндрами, расположенными по обе стороны упора и оснащенными шарнирно установленными на концах штоков диэлектрическими прокладками с медными пластинами.
Текст
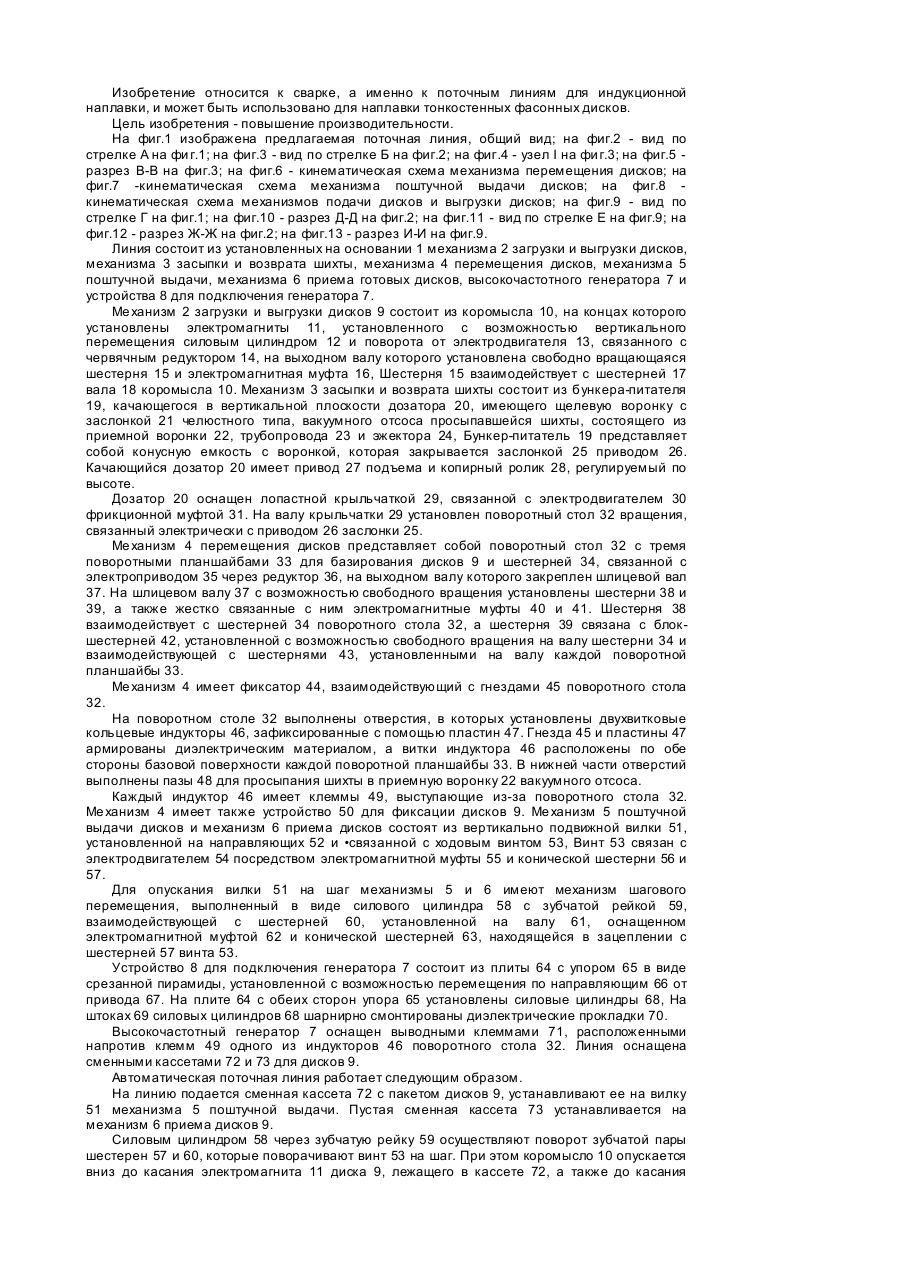
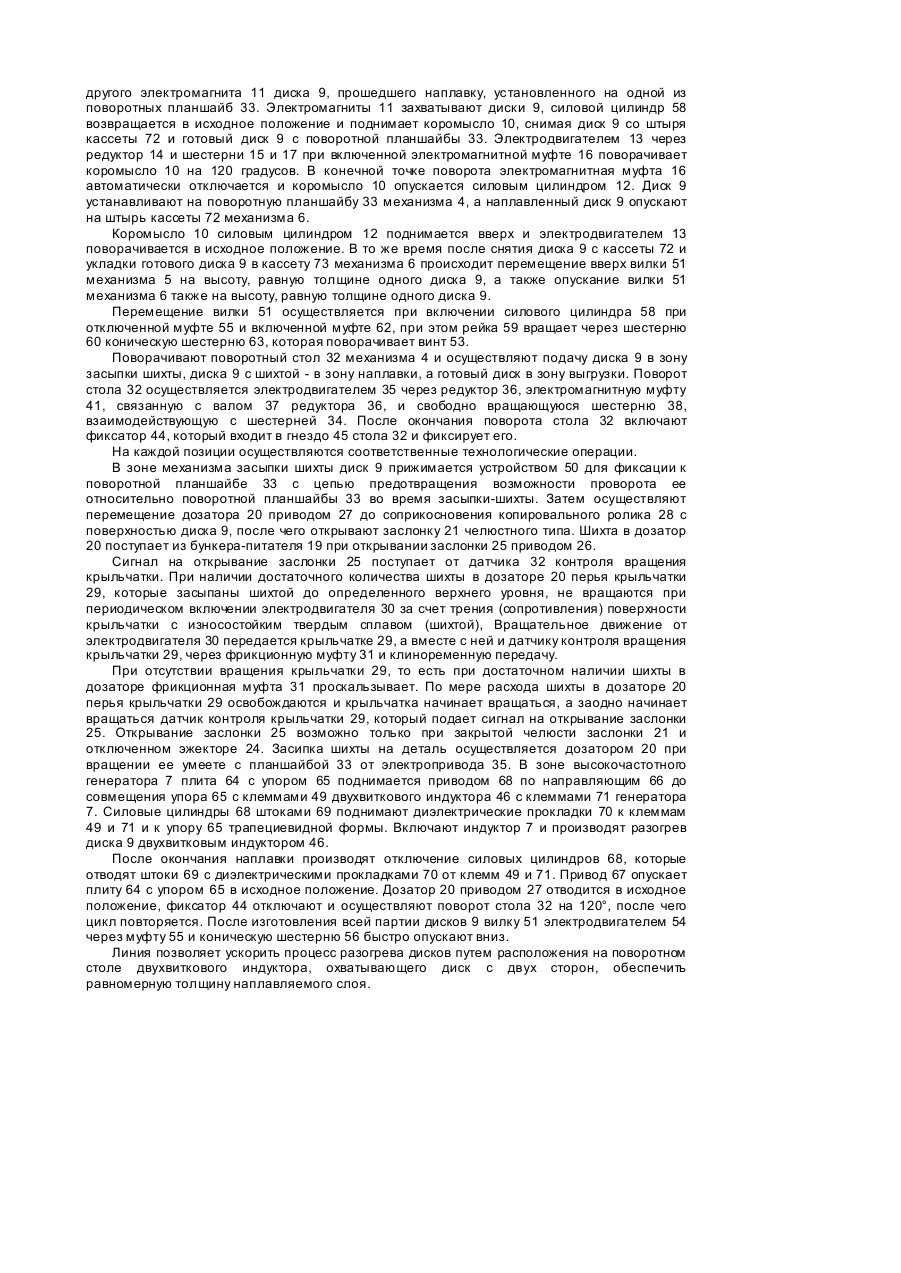
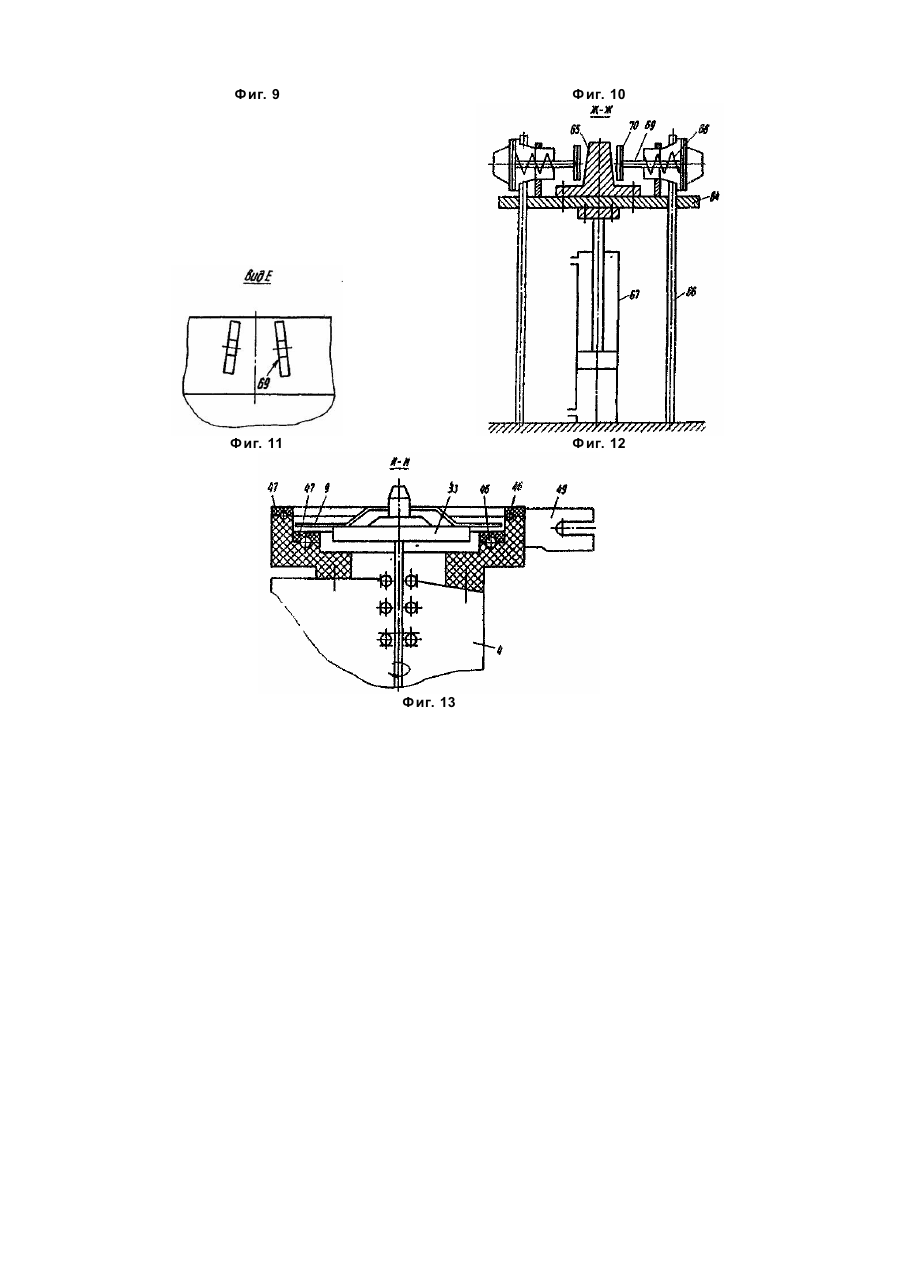
Изобретение относится к сварке, а именно к поточным линиям для индукционной наплавки, и может быть использовано для наплавки тонкостенных фасонных дисков. Цель изобретения - повышение производительности. На фиг.1 изображена предлагаемая поточная линия, общий вид; на фиг.2 - вид по стрелке А на фи г.1; на фиг.3 - вид по стрелке Б на фиг.2; на фиг.4 - узел I на фи г.3; на фиг.5 разрез В-В на фиг.3; на фиг.6 - кинематическая схема механизма перемещения дисков; на фиг.7 -кинематическая схема механизма поштучной выдачи дисков; на фиг.8 кинематическая схема механизмов подачи дисков и выгрузки дисков; на фиг.9 - вид по стрелке Г на фиг.1; на фиг.10 - разрез Д-Д на фиг.2; на фиг.11 - вид по стрелке Е на фиг.9; на фиг.12 - разрез Ж-Ж на фиг.2; на фиг.13 - разрез И-И на фиг.9. Линия состоит из установленных на основании 1 механизма 2 загрузки и выгрузки дисков, механизма 3 засыпки и возврата шихты, механизма 4 перемещения дисков, механизма 5 поштучной выдачи, механизма 6 приема готовых дисков, высокочастотного генератора 7 и устройства 8 для подключения генератора 7. Ме ханизм 2 загрузки и выгрузки дисков 9 состоит из коромысла 10, на концах которого установлены электромагниты 11, установленного с возможностью вертикального перемещения силовым цилиндром 12 и поворота от электродвигателя 13, связанного с червячным редуктором 14, на выходном валу которого установлена свободно вращающаяся шестерня 15 и электромагнитная муфта 16, Шестерня 15 взаимодействует с шестерней 17 вала 18 коромысла 10. Механизм 3 засыпки и возврата шихты состоит из бункера-питателя 19, качающегося в вертикальной плоскости дозатора 20, имеющего щелевую воронку с заслонкой 21 челюстного типа, вакуумного отсоса просыпавшейся шихты, состоящего из приемной воронки 22, трубопровода 23 и эжектора 24, Бункер-питатель 19 представляет собой конусную емкость с воронкой, которая закрывается заслонкой 25 приводом 26. Качающийся дозатор 20 имеет привод 27 подъема и копирный ролик 28, регулируемый по высоте. Дозатор 20 оснащен лопастной крыльчаткой 29, связанной с электродвигателем 30 фрикционной муфтой 31. На валу крыльчатки 29 установлен поворотный стол 32 вращения, связанный электрически с приводом 26 заслонки 25. Ме ханизм 4 перемещения дисков представляет собой поворотный стол 32 с тремя поворотными планшайбами 33 для базирования дисков 9 и шестерней 34, связанной с электроприводом 35 через редуктор 36, на выходном валу которого закреплен шлицевой вал 37. На шлицевом валу 37 с возможностью свободного вращения установлены шестерни 38 и 39, а также жестко связанные с ним электромагнитные муфты 40 и 41. Шестерня 38 взаимодействует с шестерней 34 поворотного стола 32, а шестерня 39 связана с блокшестерней 42, установленной с возможностью свободного вращения на валу шестерни 34 и взаимодействующей с шестернями 43, установленными на валу каждой поворотной планшайбы 33. Ме ханизм 4 имеет фиксатор 44, взаимодействующий с гнездами 45 поворотного стола 32. На поворотном столе 32 выполнены отверстия, в которых установлены двухвитковые кольцевые индукторы 46, зафиксированные с помощью пластин 47. Гнезда 45 и пластины 47 армированы диэлектрическим материалом, а витки индуктора 46 расположены по обе стороны базовой поверхности каждой поворотной планшайбы 33. В нижней части отверстий выполнены пазы 48 для просыпания шихты в приемную воронку 22 вакуумного отсоса. Каждый индуктор 46 имеет клеммы 49, выступающие из-за поворотного стола 32. Ме ханизм 4 имеет также устройство 50 для фиксации дисков 9. Ме ханизм 5 поштучной выдачи дисков и механизм 6 приема дисков состоят из вертикально подвижной вилки 51, установленной на направляющих 52 и •связанной с ходовым винтом 53, Винт 53 связан с электродвигателем 54 посредством электромагнитной муфты 55 и конической шестерни 56 и 57. Для опускания вилки 51 на шаг механизмы 5 и 6 имеют механизм шагового перемещения, выполненный в виде силового цилиндра 58 с зубчатой рейкой 59, взаимодействующей с шестерней 60, установленной на валу 61, оснащенном электромагнитной муфтой 62 и конической шестерней 63, находящейся в зацеплении с шестерней 57 винта 53. Устройство 8 для подключения генератора 7 состоит из плиты 64 с упором 65 в виде срезанной пирамиды, установленной с возможностью перемещения по направляющим 66 от привода 67. На плите 64 с обеих сторон упора 65 установлены силовые цилиндры 68, На штоках 69 силовых цилиндров 68 шарнирно смонтированы диэлектрические прокладки 70. Высокочастотный генератор 7 оснащен выводными клеммами 71, расположенными напротив клемм 49 одного из индукторов 46 поворотного стола 32. Линия оснащена сменными кассетами 72 и73 для дисков 9. Автоматическая поточная линия работает следующим образом. На линию подается сменная кассета 72 с пакетом дисков 9, устанавливают ее на вилку 51 механизма 5 поштучной выдачи. Пустая сменная кассета 73 устанавливается на механизм 6 приема дисков 9. Силовым цилиндром 58 через зубчатую рейку 59 осуществляют поворот зубчатой пары шестерен 57 и 60, которые поворачивают винт 53 на шаг. При этом коромысло 10 опускается вниз до касания электромагнита 11 диска 9, лежащего в кассете 72, а также до касания другого электромагнита 11 диска 9, прошедшего наплавку, установленного на одной из поворотных планшайб 33. Электромагниты 11 захватывают диски 9, силовой цилиндр 58 возвращается в исходное положение и поднимает коромысло 10, снимая диск 9 со штыря кассеты 72 и готовый диск 9 с поворотной планшайбы 33. Электродвигателем 13 через редуктор 14 и шестерни 15 и 17 при включенной электромагнитной муфте 16 поворачивает коромысло 10 на 120 градусов. В конечной точке поворота электромагнитная муфта 16 автоматически отключается и коромысло 10 опускается силовым цилиндром 12. Диск 9 устанавливают на поворотную планшайбу 33 механизма 4, а наплавленный диск 9 опускают на штырь кассеты 72 механизма 6. Коромысло 10 силовым цилиндром 12 поднимается вверх и электродвигателем 13 поворачивается в исходное положение. В то же время после снятия диска 9 с кассеты 72 и укладки готового диска 9 в кассету 73 механизма 6 происходит перемещение вверх вилки 51 механизма 5 на высоту, равную толщине одного диска 9, а также опускание вилки 51 механизма 6 также на высоту, равную толщине одного диска 9. Перемещение вилки 51 осуществляется при включении силового цилиндра 58 при отключенной муфте 55 и включенной муфте 62, при этом рейка 59 вращает через шестерню 60 коническую шестерню 63, которая поворачивает винт 53. Поворачивают поворотный стол 32 механизма 4 и осуществляют подачу диска 9 в зону засыпки шихты, диска 9 с шихтой - в зону наплавки, а готовый диск в зону выгрузки. Поворот стола 32 осуществляется электродвигателем 35 через редуктор 36, электромагнитную муфту 41, связанную с валом 37 редуктора 36, и свободно вращающуюся шестерню 38, взаимодействующую с шестерней 34. После окончания поворота стола 32 включают фиксатор 44, который входит в гнездо 45 стола 32 и фиксирует его. На каждой позиции осуществляются соответственные технологические операции. В зоне механизма засыпки шихты диск 9 прижимается устройством 50 для фиксации к поворотной планшайбе 33 с цепью предотвращения возможности проворота ее относительно поворотной планшайбы 33 во время засыпки-шихты. Затем осуществляют перемещение дозатора 20 приводом 27 до соприкосновения копировального ролика 28 с поверхностью диска 9, после чего открывают заслонку 21 челюстного типа. Шихта в дозатор 20 поступает из бункера-питателя 19 при открывании заслонки 25 приводом 26. Сигнал на открывание заслонки 25 поступает от датчика 32 контроля вращения крыльчатки. При наличии достаточного количества шихты в дозаторе 20 перья крыльчатки 29, которые засыпаны шихтой до определенного верхнего уровня, не вращаются при периодическом включении электродвигателя 30 за счет трения (сопротивления) поверхности крыльчатки с износостойким твердым сплавом (шихтой), Вращательное движение от электродвигателя 30 передается крыльчатке 29, а вместе с ней и датчику контроля вращения крыльчатки 29, через фрикционную муфту 31 и клиноременную передачу. При отсутствии вращения крыльчатки 29, то есть при достаточном наличии шихты в дозаторе фрикционная муфта 31 проскальзывает. По мере расхода шихты в дозаторе 20 перья крыльчатки 29 освобождаются и крыльчатка начинает вращаться, а заодно начинает вращаться датчик контроля крыльчатки 29, который подает сигнал на открывание заслонки 25. Открывание заслонки 25 возможно только при закрытой челюсти заслонки 21 и отключенном эжекторе 24. Засипка шихты на деталь осуществляется дозатором 20 при вращении ее умеете с планшайбой 33 от электропривода 35. В зоне высокочастотного генератора 7 плита 64 с упором 65 поднимается приводом 68 по направляющим 66 до совмещения упора 65 с клеммами 49 двухвиткового индуктора 46 с клеммами 71 генератора 7. Силовые цилиндры 68 штоками 69 поднимают диэлектрические прокладки 70 к клеммам 49 и 71 и к упору 65 трапециевидной формы. Включают индуктор 7 и производят разогрев диска 9 двухвитковым индуктором 46. После окончания наплавки производят отключение силовых цилиндров 68, которые отводят штоки 69 с диэлектрическими прокладками 70 от клемм 49 и 71. Привод 67 опускает плиту 64 с упором 65 в исходное положение. Дозатор 20 приводом 27 отводится в исходное положение, фиксатор 44 отключают и осуществляют поворот стола 32 на 120°, после чего цикл повторяется. После изготовления всей партии дисков 9 вилку 51 электродвигателем 54 через муфту 55 и коническую шестерню 56 быстро опускают вниз. Линия позволяет ускорить процесс разогрева дисков путем расположения на поворотном столе двухвиткового индуктора, охватывающего диск с двух сторон, обеспечить равномерную толщину наплавляемого слоя. Фиг. 1 Фиг. 2 Фиг. 3 Фиг. 4 Фиг. 5 Фиг. 6 Фиг. 7 Фиг. 8 Фиг. 9 Фиг. 10 Фиг. 11 Фиг. 12 Фиг. 13
ДивитисяДодаткова інформація
Назва патенту англійськоюAutomatic continious production line for the thin wall shaped discs facing
Автори англійськоюShablii Oleh Mykolaiovych, Pulka Cheslav Viktorovych
Назва патенту російськоюАвтоматическая поточная линия для наплавки тонкостенных фасонных дисков
Автори російськоюШаблий Олег Николаевич, Пулька Чеслав Викторович
МПК / Мітки
МПК: B23K 37/04
Мітки: дисків, потокова, автоматична, тонкостінних, фасонних, лінія, наплавлення
Код посилання
<a href="https://ua.patents.su/5-55350-avtomatichna-potokova-liniya-dlya-naplavlennya-tonkostinnikh-fasonnikh-diskiv.html" target="_blank" rel="follow" title="База патентів України">Автоматична потокова лінія для наплавлення тонкостінних фасонних дисків</a>
Спосіб наплавлення тонкостінних фасонних дисків
Номер патенту: 55349
Опубліковано: 17.03.2003
Автори: Скочило Василь Михайлович, Будзан Богдан Павлович, Шаблій Олег Миколайович, Пулька Чеслав Вікторович
МПК: B23K 13/00
Мітки: фасонних, спосіб, тонкостінних, дисків, наплавлення
Формула / Реферат:
Способ наплавки тонкостенных фасонных дисков, при котором размещают наплавляемую деталь с нанесенной на нее шихтой над нижним витком индуктора, наружный диаметр которого меньше наружного диаметра наплавляемой детали, а выше верхней плоскости наплавляемой детали располагают верхний виток индуктора, внутренний диаметр которого превышает наружный диаметр наплавляемой детали, при этом витки индуктора подключают к источнику тока высокой частоты...
Автоматична лінія для виготовлення стержнів
Номер патенту: 1681
Опубліковано: 25.10.1994
Автори: Воронін Юрій Федорович, Ільїн Вячеслав Олексійович, Кривохіжин Микола Федорович, Юткало Раїса Афанасіївна, Кошелев Віктор Іванович, Гончаров Олександр Терентійович, Реуцький Станіслав Петрович, Наугольний Анатолій Трохимович
МПК: B22D 47/00
Мітки: виготовлення, стержнів, автоматична, лінія
Формула / Реферат:
Автоматическая линия для изготовления стержней, содержащая рабочую ветвь, состоящую из расположенных в технологической последовательности стержнеобразующего устройства, печи отверждения стержней, механизма разъема стержневого ящика и выталкивания стержней, механизма сборки стержневого ящика и выдачи стержней, подъемно-передающего устройства, отличающаяся тем, что, с целью расширения технологических возможностей и повышения...
Потокова лінія для подання компонентів електросталеплавильного виробництва
Номер патенту: 19665
Опубліковано: 25.12.1997
Автори: Марфенко Валерій Михайлович, Крівченко Юрій Сергійович, Скорубський Леонід Моісейович, Белітченко Анатолій Константинович, Аріст Леонід Михайлович, Ліпін Вячеслав Олександрович, Щербін Арнольд Іванович
МПК: C21C 7/00
Мітки: компонентів, подання, виробництва, лінія, потокова, електросталеплавильного
Формула / Реферат:
1. Поточная линия для подачи компонентов электросталеплавильного производства, содержащая установленный по ходу технологического процесса конвейер с разгрузочной тележкой, бункеры с питателями, весовые дозаторы, промежуточный бункер, течки и распределительный механизм, отличающаяся тем, что она снабжена рукавами и закрепленными под ними весодозирующими и подающими устройствами, причем рукава выполнены совмещенными с загрузочными бункерами, а...
Потокова лінія для подання компонентів сталеплавильного виробництва
Номер патенту: 5366
Опубліковано: 28.12.1994
Автори: Запорожець Анатолій Петрович, Садовник Юрій Володимирович, Аріст Леонід Михайлович, Скорубський Леонід Моїсейович, Смирнов Володимир Михайлович, Щербін Арнольд Іванович
МПК: C21C 7/00
Мітки: сталеплавильного, подання, потокова, лінія, виробництва, компонентів
Формула / Реферат:
Поточная линия для подачи компонентов сталеплавильного производства, содержащая установленные по ходу технологического процесса разгрузочный механизм, бункеры с питателями, весовые дозаторы, конвейер, течки и поворотный желоб, отличающаяся тем, что она снабжена подъемником, выполненным в виде подвижной емкости, установленной на наклонных направляющих с возможностью ее загрузки в нижнем положении и разгрузки в верхнем, а поворотный желоб...
Пристрій для наплавлення плоских тонкостінних деталей
Номер патенту: 55346
Опубліковано: 17.03.2003
Автори: Пулька Чеслав Вікторович, Шаблій Олег Миколайович, Будзан Богдан Павлович
МПК: B23K 13/00
Мітки: тонкостінних, деталей, наплавлення, плоских, пристрій
Формула / Реферат:
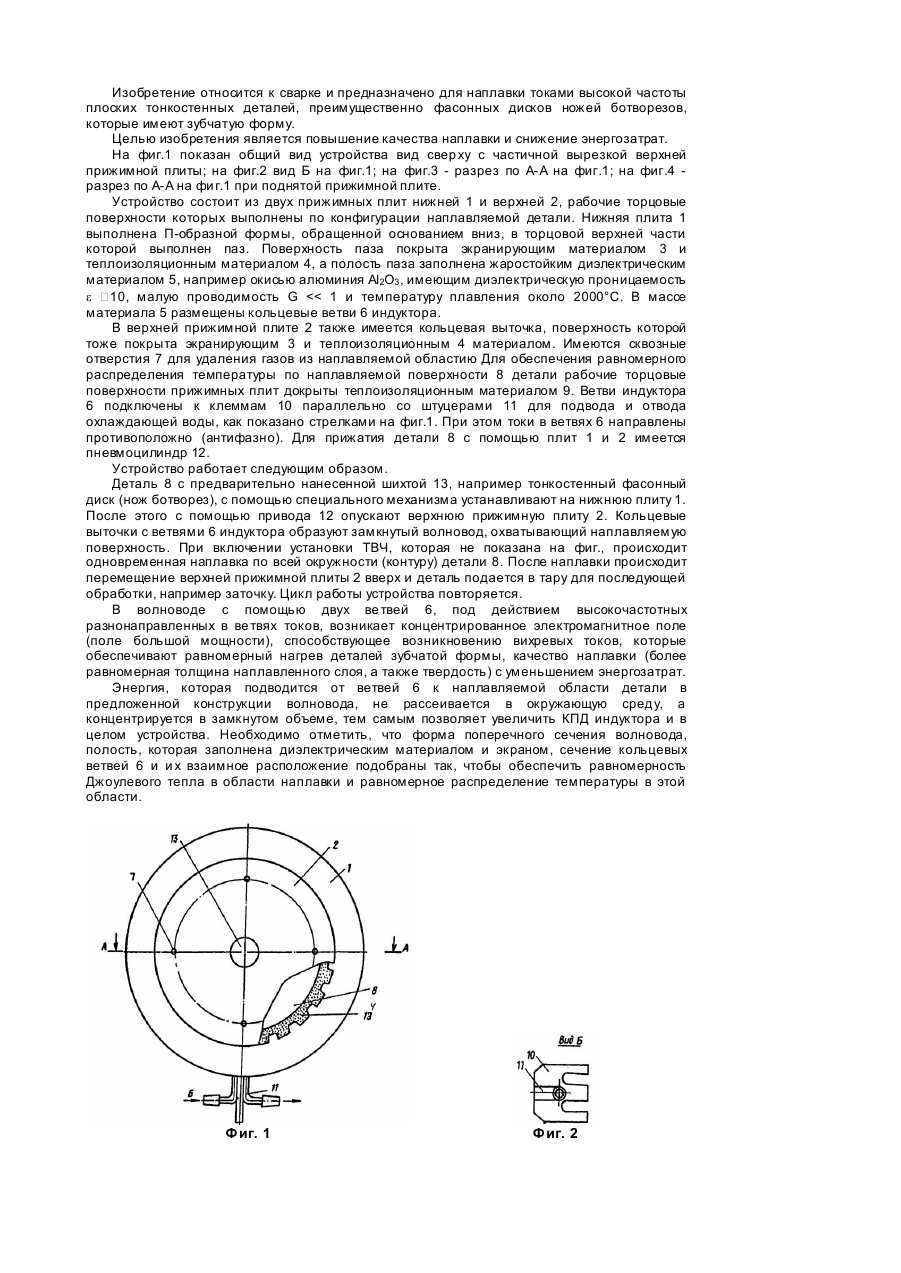
1. Устройство для наплавки плоских тонкостенных деталей, содержащее верхнюю прижимную плиту с выточкой для размещения в ней шихты и нижнюю прижимную плиту с вмонтированными в нее ветвями индуктора, отличающееся тем, что, с целью повышения качества наплавки и снижения энергозатрат, нижняя прижимная плита также выполнена с выточкой, образующей с выточкой верхней плиты замкнутую полость для размещения в ней наплавляемой части детали, поверхности...
Попередній патент: Спосіб наплавлення тонкостінних фасонних дисків
Наступний патент: Спосіб виготовлення шаруватого вогнетривкого виробу
Випадковий патент: Пептидні інгібітори вірусу гепатиту с, спосіб їх одержання та фармацевтична композиція