Смужкуватий сигаретний папір, виготовлений способом глибокого друку
Номер патенту: 96924
Опубліковано: 26.12.2011
Автори: Моеджер Джо, Тіллі Джон Р., Фен Тоні А., Уеймак Брюс І., Шервуд Тімоті С., Пітеуолла Йєзді Б., Лі Пінь, Расулі Фіроз, Мадісон Трейсі Л., Майзер Дон Е.


Формула / Реферат
1. Сигарета (20), яка включає в себе тютюновий пруток (28), що має поздовжню вісь, та паперову обгортку (22) навколо тютюнового прутка, яка має проникність щонайменше 20 одиниць Кореста і має множину смужок (30), розподілених по довжині тютюнового прутка (28), причому кожна смужка має щонайменше один шар (32, 34, 36) і принаймні перший шар, який контактує з паперовою обгорткою (22), надрукований з використанням плівкотвірної композиції на водній основі, яка містить 20-50 % (мас.) плівкотвірної речовини, причому плівкотвірна композиція желатинізується при охолодженні до кімнатної температури, так що принаймні частина вільної води, що міститься у плівкотвірній композиції, зв'язується у згаданому першому шарі (32), причому плівкотвірна композиція має в'язкість, що знижується при нагріванні так що при температурі від 40 до 90 °С в'язкість плівкотвірної композиції уможливлює її використання як композиції для глибокого друку, і причому проникність сигаретного паперу на ділянках зі смужками (30) становить від 0 до 15 одиниць Кореста.
2. Сигарета (20) за п. 1, яка відрізняється тим, що плівкотвірна речовина вибрана з групи, до якої входять крохмаль, альгінат, карагенан, гуарова камедь, пектин, карбонат кальцію та цитрати.
3. Сигарета (20) за п. 1, яка відрізняється тим, що смужки є паралельними та відокремленими одна від одної проміжками номінальної ширини, яка перевищує ширину смужок, але менша номінальної довжини тютюнового прутка.
4. Сигарета (20) за п. 3, яка відрізняється тим, що шари кожної смужки містять водорозчинну плівкотвірну речовину.
5. Сигарета (20) за п. 4, яка відрізняється тим, що плівкотвірна речовина вибрана з групи, до якої входять крохмаль, альгінат, карагенан, гуарова камедь, пектин, карбонат кальцію та цитрати.
6. Сигарета (20) за п. 3, 4 або 5, яка відрізняється тим, що шари (32, 34, 36) кожної смужки (30) мають загальну масу покриття від 0,5 до 15 г/м2.
7. Сигарета (20) за п. 6, яка відрізняється тим, що загальна маса покриття становить 5 г/м2.
8. Сигарета (20) за будь-яким із пп. 3-7, яка відрізняється тим, що перший шар (32) контактує з папером (22), а другий шар (34) розташований поверх першого шару.
9. Сигарета (20) за п. 8, яка відрізняється тим, що поверх другого шару (34) розташований третій шар (36).
10. Спосіб виготовлення смужкуватого сигаретного паперу (22), який включає такі етапи:
подавання сигаретного паперу у перший друкувальний пристрій;
приготування плівкотвірної композиції, яка містить в'язкий водний розчин 20-50 % (мас.) плівкотвірної речовини та має в'язкість, що знижується при нагріванні, так що при температурі від 40 до 90 °С в'язкість плівкотвірної композиції уможливлює її використання як композиції для глибокого друку;
нагрівання плівкотвірної композиції;
нанесення нагрітої плівкотвірної композиції на візерунчастий друкувальний циліндр (50а) для глибокого друку;
введення подаваного сигаретного паперу (22) в контакт із візерунчастим друкувальним циліндром (50а);
друкування першого шару (32) плівкотвірної композиції;
желатинізація плівкотвірної композиції внаслідок її контактування з поверхнею сигаретного паперу, так що принаймні частина вільної води, що міститься у плівкотвірній композиції, зв'язується у першому шарі (32) без порушення плівкотвірною композицією площинності сигаретного паперу; та
друкування плівкотвірною композицією щонайменше одного другого шару (34) поверх згаданого першого шару (32).
Текст
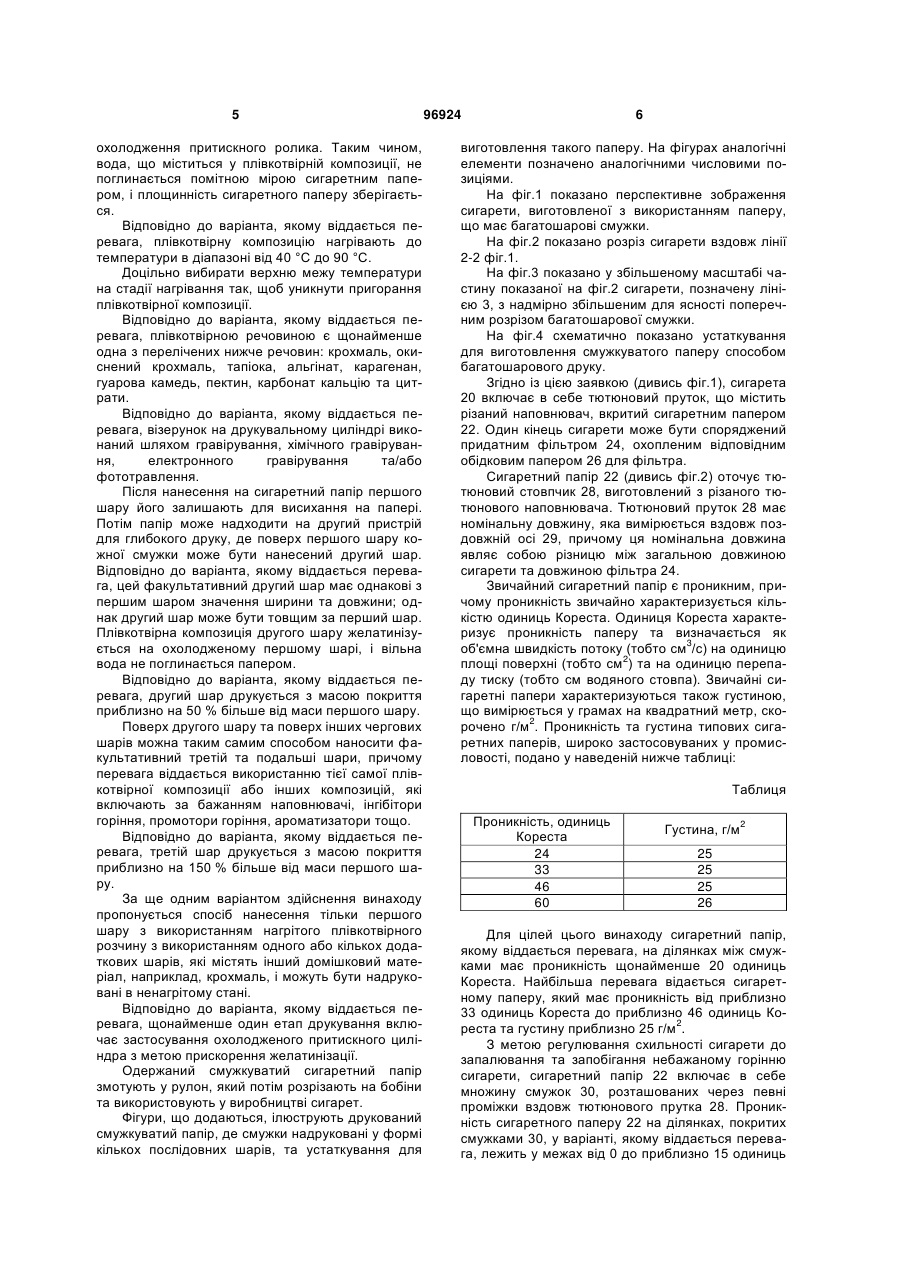
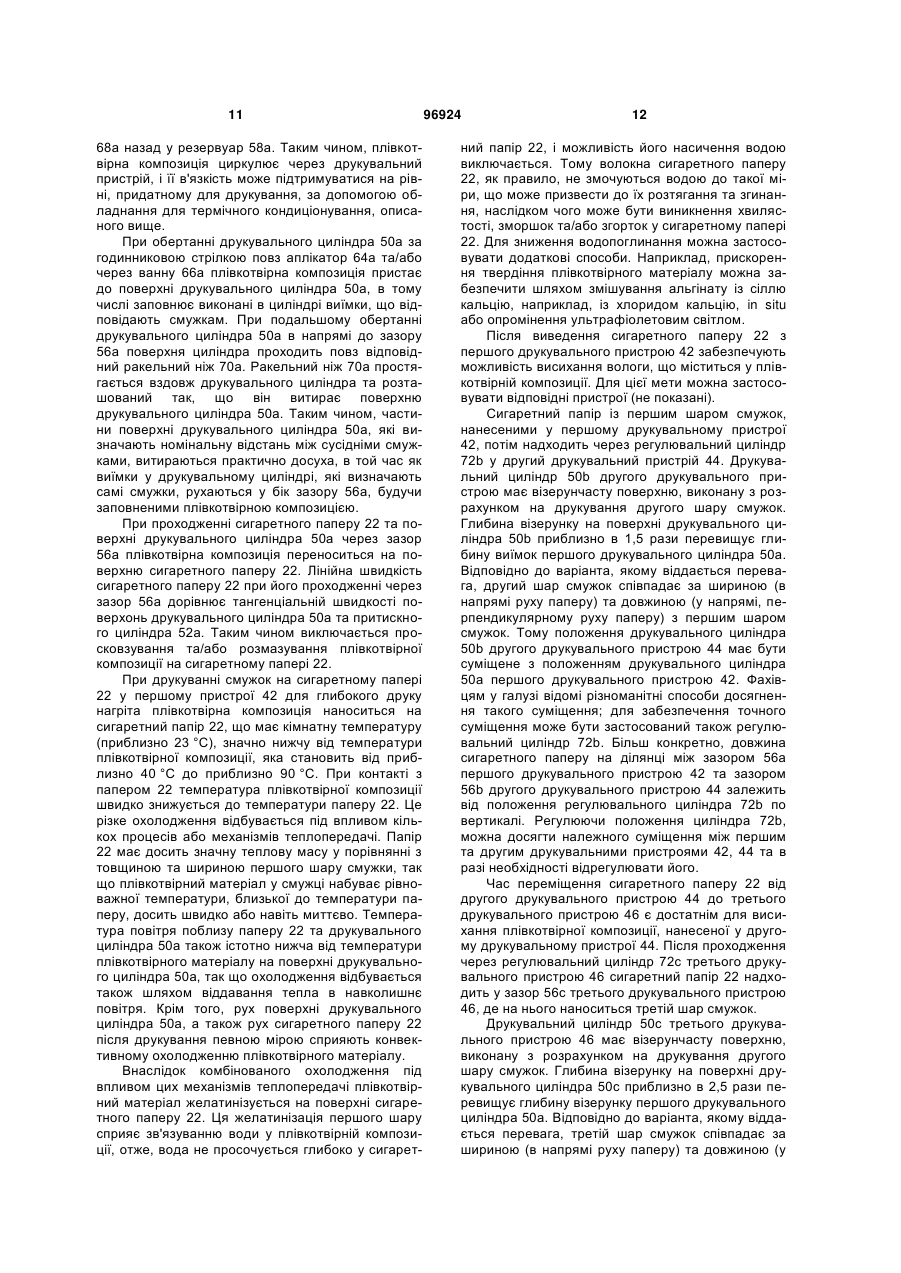
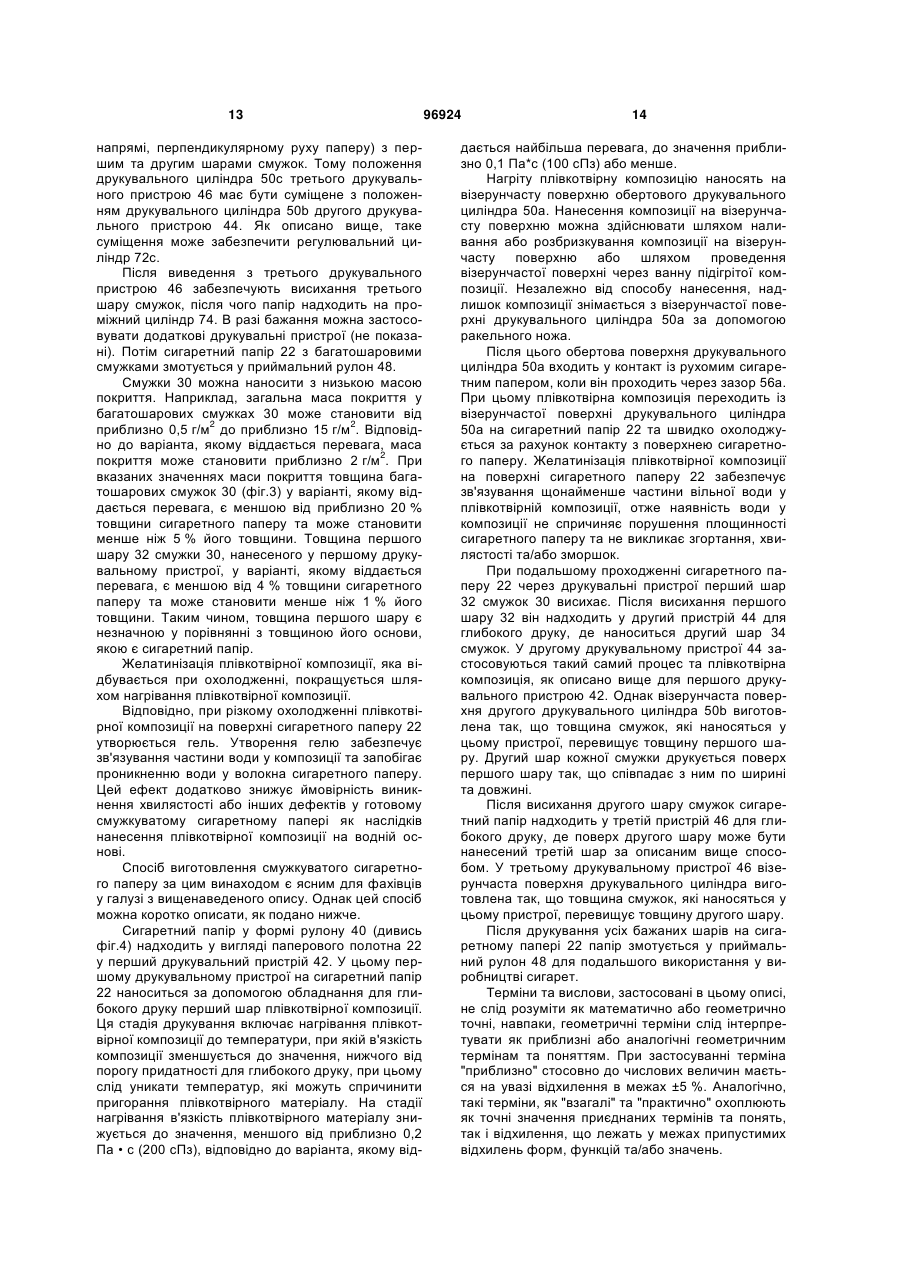
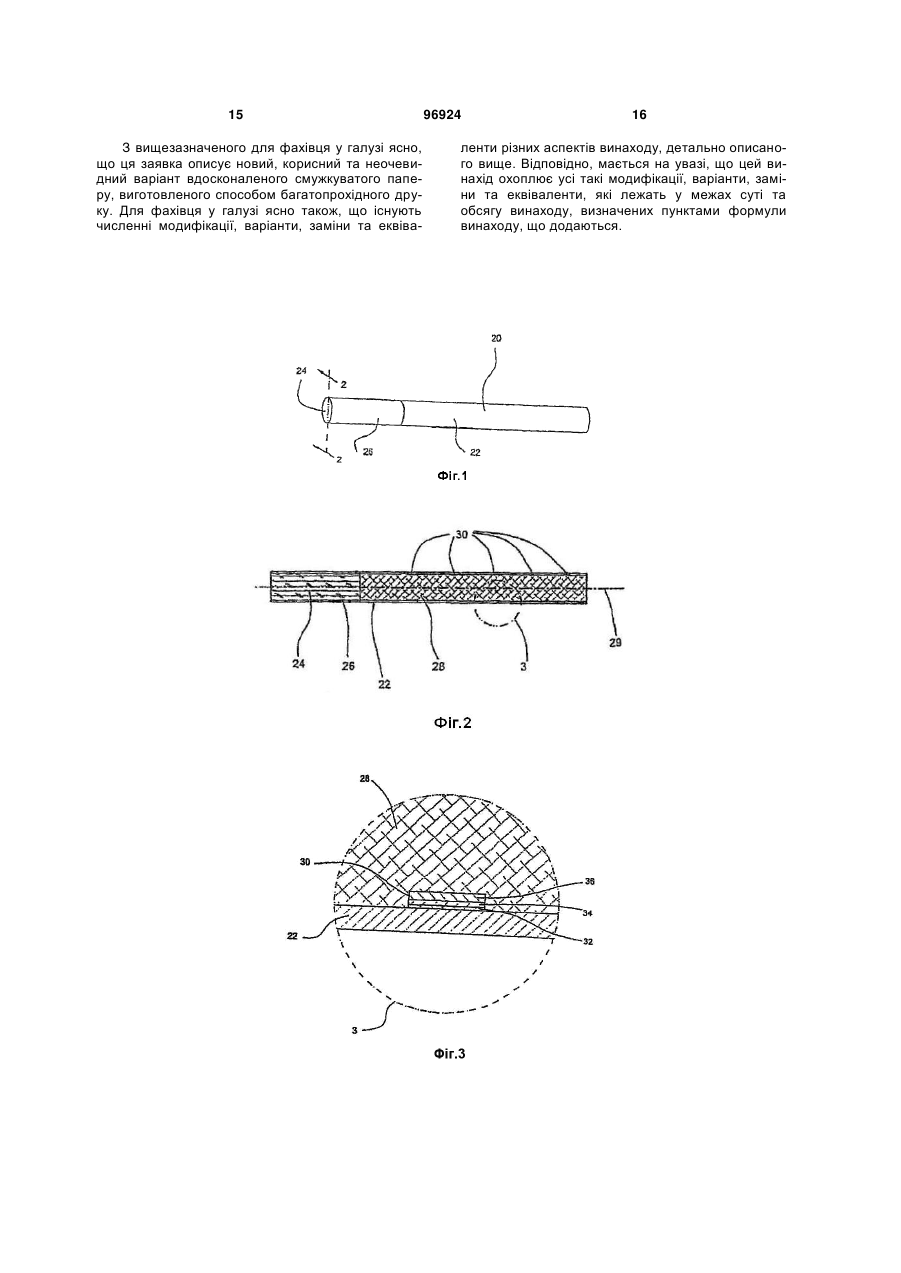
1. Сигарета (20), яка включає в себе тютюновий пруток (28), що має поздовжню вісь, та паперову обгортку (22) навколо тютюнового прутка, яка має проникність щонайменше 20 одиниць Кореста і має множину смужок (30), розподілених по довжині тютюнового прутка (28), причому кожна смужка має щонайменше один шар (32, 34, 36) і принаймні перший шар, який контактує з паперовою обгорткою (22), надрукований з використанням плівкотвірної композиції на водній основі, яка містить 20-50 % (мас.) плівкотвірної речовини, причому плівкотвірна композиція желатинізується при охолодженні до кімнатної температури, так що принаймні частина вільної води, що міститься у плівкотвірній композиції, зв'язується у згаданому першому шарі (32), причому плівкотвірна композиція має в'язкість, що знижується при нагріванні, так що при температурі від 40 до 90 °С в'язкість плівкотвірної композиції уможливлює її використання як композиції для глибокого друку, і причому проникність сигаретного паперу на ділянках зі смужками (30) становить від 0 до 15 одиниць Кореста. 2 (19) 1 3 96924 4 друкування першого шару (32) плівкотвірної композиції; желатинізація плівкотвірної композиції внаслідок її контактування з поверхнею сигаретного паперу, так що принаймні частина вільної води, що міститься у плівкотвірній композиції, зв'язується у першому шарі (32) без порушення плівкотвірною композицією площинності сигаретного паперу; та друкування плівкотвірною композицією щонайменше одного другого шару (34) поверх згаданого першого шару (32). Цей винахід стосується взагалі смужкуватого паперу для застосування у виробництві сигарет. Більш конкретно, він стосується друкованого смужкуватого паперу, виготовленого способом глибокого друку із застосуванням композиції високов'язкого матеріалу на водній основі. Сигарета за одним із варіантів здійснення винаходу включає в себе сигаретний папір із множиною смужок, кожна з яких забезпечує значне зниження проникності сигаретного паперу поблизу від себе з метою регулювання схильності паперу до запалювання та запобігання небажаному горінню, коли сигарета залишається на опорі. Кожна смужка може бути утворена одним або кількома шарами, кожний з яких може бути нанесений способом глибокого друку. Крім того, перший шар (або шари) кожної смужки у варіанті, якому віддається перевага, утворений (утворені) із застосуванням плівкотвірної композиції на водній основі, яка має в'язкість, не оптимальну для глибокого друку. Подальший шар (або шари) кожної смуги у варіанті, якому віддається перевага, утворений (утворені) із застосуванням тієї самої плівкотвірної композиції на водній основі або інших композицій на водній основі, які містять наповнювачі, інгібітори горіння, промотори горіння, ароматизатори тощо. На протязі процесу глибокого друку в'язка плівкотвірна композиція піддається нагріванню до температури, при якій її в'язкість лежить у межах діапазону, придатного для глибокого друку. Після нанесення нагрітої плівкотвірної композиції на сигаретний папір ця композиція піддається охолодженню або швидкому охолодженню і може бути піддана желатинізації. Таким чином, частина вільної води, що міститься у плівкотвірній композиції, зв'язується і втрачає здатність до просочування або міграції у волокна сигаретного паперу, які утворюють основу для смужки. Це зв'язування вільної води запобігає утворенню хвилястості, зморшок або/та згорток сигаретного паперу. Загальна маса покриття у смужці у варіанті, якому віддається перевага, лежить у межах від 0,5 грам на 2 2 квадратний метр (г/м ) до 15 г/м , а відповідно до варіанта, якому віддається найбільша перевага, 2 2 від приблизно 2 г/м до 5 г/м . Проникність сигаретного паперу за нормальних умов перевищує 20 одиниць Кореста (Coresta). Однак проникність смужок та сигаретного паперу під смужками у варіанті, якому віддається перевага, лежить у межах від 0 до 15 одиниць Кореста. Зниження проникності у варіанті, якому віддається перевага, обмежує потік повітря, необхідний для підтримання горіння обвугленого матеріалу сигарети поблизу смужки. Цей винахід пропонує також друкувальну композицію для сигаретного паперу, яка включає воду та від приблизно 20 % до приблизно 50 % (мас.) плівкотвірної речовини, причому згадана друкувальна композиція має в'язкість нижче від приблизно 0,1 Пас (100 сПз) при температурі в діапазоні від 40 °C до 90 °C та в'язкість вище від приблизно 0,2 Пас (200 сПз) при температурі приблизно 23 °C. Відповідно до варіанта, якому віддається перевага, плівкотвірна композиція, що використовується для друку, включає як плівкотвірну речовину щонайменше одну з перелічених нижче речовин: крохмаль, окиснений крохмаль, тапіоку, альгінат, карагенан, гуарову камедь, пектин, карбонат кальцію та цитрати. При порівняно високих концентраціях плівкотвірної речовини у композиції остання може зазнавати желатинізації при швидкому зниженні температури. Таким чином, у надрукованій смужці може мати місце зв'язування вільної води. Цей винахід пропонує також спосіб виготовлення смужкуватого сигаретного паперу шляхом желатинізації плівкотвірної композиції на водній основі на поверхні паперу. Відповідно до варіанта, якому віддається перевага, плівкотвірна композиція наноситься шляхом друкування при підвищеній температурі та охолоджується у контакті з поверхнею паперу. Відповідно до варіанта, якому віддається перевага, охолодження включає швидке охолодження плівкотвірної композиції на поверхні паперу. Відповідно до способу виготовлення сигаретного паперу зі смужками, якому віддається перевага, сигаретний папір надходить на перший друкувальний пристрій. На першому друкувальному пристрої плівкотвірну композицію нагрівають, причому її в'язкість знижується до заздалегідь визначеного значення, придатного для глибокого друку. Нагріту плівкотвірну композицію наносять на візерунчасту поверхню обертового друкувального циліндра. Обертовий друкувальний циліндр можна підігрівати для запобігання передчасному охолодженню композиції. Обертовий друкувальний циліндр взаємодіє з паралельним притискним роликом, утворюючи смугу контакту, через яку проходить сигаретний папір. При обертанні друкувального циліндра його візерунчаста поверхня вступає у контакт із сигаретним папером та забезпечує нанесення на сигаретний папір першого шару смужок. Вважається, що плівкотвірна композиція охолоджується та желатинізується у контакті із сигаретним папером; однак у варіанті, якому віддається перевага, стадія охолодження включає 5 охолодження притискного ролика. Таким чином, вода, що міститься у плівкотвірній композиції, не поглинається помітною мірою сигаретним папером, і площинність сигаретного паперу зберігається. Відповідно до варіанта, якому віддається перевага, плівкотвірну композицію нагрівають до температури в діапазоні від 40 °C до 90 °C. Доцільно вибирати верхню межу температури на стадії нагрівання так, щоб уникнути пригорання плівкотвірної композиції. Відповідно до варіанта, якому віддається перевага, плівкотвірною речовиною є щонайменше одна з перелічених нижче речовин: крохмаль, окиснений крохмаль, тапіока, альгінат, карагенан, гуарова камедь, пектин, карбонат кальцію та цитрати. Відповідно до варіанта, якому віддається перевага, візерунок на друкувальному циліндрі виконаний шляхом гравірування, хімічного гравірування, електронного гравірування та/або фототравлення. Після нанесення на сигаретний папір першого шару його залишають для висихання на папері. Потім папір може надходити на другий пристрій для глибокого друку, де поверх першого шару кожної смужки може бути нанесений другий шар. Відповідно до варіанта, якому віддається перевага, цей факультативний другий шар має однакові з першим шаром значення ширини та довжини; однак другий шар може бути товщим за перший шар. Плівкотвірна композиція другого шару желатинізується на охолодженому першому шарі, і вільна вода не поглинається папером. Відповідно до варіанта, якому віддається перевага, другий шар друкується з масою покриття приблизно на 50 % більше від маси першого шару. Поверх другого шару та поверх інших чергових шарів можна таким самим способом наносити факультативний третій та подальші шари, причому перевага віддається використанню тієї самої плівкотвірної композиції або інших композицій, які включають за бажанням наповнювачі, інгібітори горіння, промотори горіння, ароматизатори тощо. Відповідно до варіанта, якому віддається перевага, третій шар друкується з масою покриття приблизно на 150 % більше від маси першого шару. За ще одним варіантом здійснення винаходу пропонується спосіб нанесення тільки першого шару з використанням нагрітого плівкотвірного розчину з використанням одного або кількох додаткових шарів, які містять інший домішковий матеріал, наприклад, крохмаль, і можуть бути надруковані в ненагрітому стані. Відповідно до варіанта, якому віддається перевага, щонайменше один етап друкування включає застосування охолодженого притискного циліндра з метою прискорення желатинізації. Одержаний смужкуватий сигаретний папір змотують у рулон, який потім розрізають на бобіни та використовують у виробництві сигарет. Фігури, що додаються, ілюструють друкований смужкуватий папір, де смужки надруковані у формі кількох послідовних шарів, та устаткування для 96924 6 виготовлення такого паперу. На фігурах аналогічні елементи позначено аналогічними числовими позиціями. На фіг.1 показано перспективне зображення сигарети, виготовленої з використанням паперу, що має багатошарові смужки. На фіг.2 показано розріз сигарети вздовж лінії 2-2 фіг.1. На фіг.3 показано у збільшеному масштабі частину показаної на фіг.2 сигарети, позначену лінією 3, з надмірно збільшеним для ясності поперечним розрізом багатошарової смужки. На фіг.4 схематично показано устаткування для виготовлення смужкуватого паперу способом багатошарового друку. Згідно із цією заявкою (дивись фіг.1), сигарета 20 включає в себе тютюновий пруток, що містить різаний наповнювач, вкритий сигаретним папером 22. Один кінець сигарети може бути споряджений придатним фільтром 24, охопленим відповідним обідковим папером 26 для фільтра. Сигаретний папір 22 (дивись фіг.2) оточує тютюновий стовпчик 28, виготовлений з різаного тютюнового наповнювача. Тютюновий пруток 28 має номінальну довжину, яка вимірюється вздовж поздовжній осі 29, причому ця номінальна довжина являє собою різницю між загальною довжиною сигарети та довжиною фільтра 24. Звичайний сигаретний папір є проникним, причому проникність звичайно характеризується кількістю одиниць Кореста. Одиниця Кореста характеризує проникність паперу та визначається як 3 об'ємна швидкість потоку (тобто см /с) на одиницю 2 площі поверхні (тобто см ) та на одиницю перепаду тиску (тобто см водяного стовпа). Звичайні сигаретні папери характеризуються також густиною, що вимірюється у грамах на квадратний метр, ско2 рочено г/м . Проникність та густина типових сигаретних паперів, широко застосовуваних у промисловості, подано у наведеній нижче таблиці: Таблиця Проникність, одиниць Кореста 24 33 46 60 Густина, г/м 2 25 25 25 26 Для цілей цього винаходу сигаретний папір, якому віддається перевага, на ділянках між смужками має проникність щонайменше 20 одиниць Кореста. Найбільша перевага відається сигаретному паперу, який має проникність від приблизно 33 одиниць Кореста до приблизно 46 одиниць Ко2 реста та густину приблизно 25 г/м . З метою регулювання схильності сигарети до запалювання та запобігання небажаному горінню сигарети, сигаретний папір 22 включає в себе множину смужок 30, розташованих через певні проміжки вздовж тютюнового прутка 28. Проникність сигаретного паперу 22 на ділянках, покритих смужками 30, у варіанті, якому віддається перевага, лежить у межах від 0 до приблизно 15 одиниць 7 Кореста. У типових випадках вздовж тютюнового прутка 28 розташовані щонайменше дві смужки 30. Сусідні смужки 30 відокремлені одна від одної вздовж довжини тютюнового прутка 28 проміжками номінальної довжини, яка у варіанті, якому віддається перевага, перевищує ширину смужок 30. Однак ця номінальна довжина менше номінальної довжини тютюнового прутка 28. Кожна смужка 30 простягається по колу навкруги тютюнового прутка 28 та у варіанті, якому віддається перевага, знаходиться на внутрішньому боці сигаретного паперу 22. Відповідно, присутність смужок 30 практично непомітна із зовнішнього боку сигарети. Кожна смужка 30 (дивись фіг.3) може включати в себе кілька шарів. Можуть бути виконані два або три шари 32, 34, 36. Перший шар 32 знаходиться безпосередньо на внутрішній (в альтернативному варіанті на зовнішній) поверхні сигаретного паперу 22 та має відповідну товщину першого шару. Факультативний другий шар 34 знаходиться поверх першого шару 32 та у варіанті, якому віддається перевага, має однакові з першим шаром довжину та ширину. Другий шар 34 має відповідну товщину другого шару. Факультативний третій шар 36 знаходиться поверх другого шару 34 та у варіанті, якому віддається перевага, має однакові з другим шаром довжину та ширину. Третій шар 36 має товщину третього шару. Товщина різних шарів 32, 34, 36 вимірюється вздовж перпендикуляра до поверхні сигаретного паперу 22. Перший шар 32 наносять на сигаретний папір 22 для запобігання проникнення води через поверхню паперу та зведення таким чином до мінімуму деформації сигаретного паперу 22 внаслідок спричиненого водою виникнення хвилястості, зморшок та згорток. Така деформація може виникати, коли волокна паперу поглинають воду, розтягаючись та згинаючись при цьому, і не повертаються у своє початкове положення у паперовому полотні. Товщина першого шару вибирається так, щоб водний розчинник не проникав глибоко у папір 22. Товщина шарів 32, 34, 36 безпосередньо залежить від маси покриття. Відповідно, відносна товщина кожного шару відповідає відносній масі покриття і навпаки. Відповідно до одного варіанта здійснення винаходу, якому віддається перевага, кожна смужка 30 друкується на сигаретному папері 22 шляхом виконання послідовних стадій глибокого друку з використанням плівкотвірної композиції на водній основі або, за бажанням, інших композицій на водній основі. Відповідно до варіанта, якому віддається перевага, плівкотвірна композиція на водній основі містить воду та плівкотвірну речовину у високій концентрації. Наприклад, вміст плівкотвірної речовини у варіанті, якому віддається перевага, становить від приблизно 20 % (мас.) до приблизно 50 % (мас.) плівкотвірної композиції. При кімнатній температурі (приблизно 23 °C) плівкотвірна композиція з високим вмістом твердої фази має в'язкість, яка перевищує приблизно 0,2 Паскаль-секунди (Пас), або 200 сантипуаз (сПз), і непридатна для глибокого друку; однак при температурі в діапазоні від 40 °C до 90 °C в'язкість плівкотвірної композиції знижується достатньо для 96924 8 уможливлення її використання як композиції для глибокого друку. Для глибокого друку верхня межа придатної в'язкості становить приблизно 0,2 Пас (200 сПз). У варіанті, якому віддається найбільша перевага, плівкотвірна композиція має в'язкість нижче від приблизно 0,1 Пас (100 сПз) при температурі в діапазоні від 40 °C до 90 °C, так що ця композиція може бути різко охолоджена у контакті з папером після глибокого друку при згаданій температурі. В'язкість композиції при кімнатній температурі також має важливе значення. При кімнатній температурі в'язкість має бути високою, щоб забезпечувалася желатинізація при кімнатній температурі. Плівкотвірна речовина, застосовувана у складі плівкотвірної композиції, може бути вибрана з групи, яку складають альгінат, карагенан, гуарова камедь, пектин, карбонат кальцію та цитрати. Відповідно до варіанта, якому віддається перевага, плівкотвірна речовина вибрана з групи, яку складає окиснений крохмаль, наприклад, тапіока. Відповідно до варіанта, якому віддається перевага, смужки 30 наносять на сигаретний папір 22, застосовуючи процес послідовного глибокого друку (дивись фіг.4). Способи глибокого друку уможливлюють точне узгодження послідовних операцій друкування. Відповідно, спосіб глибокого друку можна застосовувати для ефективного друкування не тільки першого шару 32 смужок 30, але й другого шару 34, який практично співпадає з першим шаром за розмірами, та третього шару 36, який практично співпадає за розмірами з другим шаром. При наявності першого шару 32, який ущільнює поверхню сигаретного паперу 22, факультативний другий шар можна наносити при збільшеній масі покриття, тобто при збільшеній товщині покриття. За бажанням, другий шар 34 може бути товщим за перший шар 32 із щонайменше в 1,5 рази або мати масу покриття щонайменше на 50 % більше. Крім того, факультативний третій шар 36 може бути товщим за другий шар 34, а також товщим за перший шар 32 щонайменше у 2,5 рази, тобто мати масу покриття щонайменше на 150 % більше. Процес глибокого друку можна використовувати безпосередньо після виготовлення паперу, тобто у кінцевому вузлі папероробної машини. За альтернативним варіантом, процес глибокого друку можна виконувати із застосуванням рулонів сигаретного паперу, на який мають бути нанесені смужки. Наприклад, рулон 40 сигаретного паперу з вибраними характеристиками проникності та густини, встановлюється так, що сигаретний папір 22 може розмотуватися з рулону у вигляді нескінченного паперового полотна. Полотно сигаретного паперу 22 надходить у перший пристрій 42 для глибокого друку, де на папері 22 друкується базовий шар 32 кожної смужки 30, або проходить через такий пристрій. Процес друку можна виконувати на поверхні паперу з боку повсті або з боку сітки, або на обох поверхнях. Потім сигаретний папір проходить через другий пристрій 44 для глибокого друку, де поверх відповідного базового шару 32 кожної смужки 30 друку 9 ється другий шар 34. Потім сигаретний папір проходить через третій пристрій 46 для глибокого друку, де поверх відповідного другого шару 34 кожної смужки 30 друкується третій шар 36. Додаткові шари наносяться способом, аналогічним описаному. Наприкінці процесу сигаретний папір 22 з надрукованими смужками змотується у приймальний рулон 48. Потім приймальний рулон 48 розрізають на бобіни. Бобіни використовуються для обгортання тютюнових прутків у процесі виготовлення сигарет звичайним способом. Обладнання кожного з трьох пристроїв 42, 44 та 46 для глибокого друку є практично однаковим. Відповідно, детальний опис одного з пристроїв для глибокого друку є достатнім, при цьому мається на увазі, що інші пристрої для глибокого друку мають спільні ознаки, якщо не вказано інше. Таким чином, елементи першого пристрою 42 для глибокого друку позначено нижче числовими позиціями з індексом "а". Відповідні елементи другого пристрою 44 для глибокого друку позначено такими самими числовим позиціями, але з індексом "b". Аналогічно, відповідні елементи третього пристрою 46 для глибокого друку позначено такими самими числовим позиціями, але з індексом "с". Обладнання першого пристрою 42 для глибокого друку включає друкувальний циліндр або ролик 50а, встановлений, як правило, з можливістю обертання (на фіг.4 за годинниковою стрілкою) навколо горизонтальної осі. На циліндричній поверхні циліндра 50а виконано відповідним способом візерунок, що відповідає негативу першого шару 32 смужок 30. Для нанесення візерунку на поверхню друкувального циліндра можна застосувати звичайні способи гравірування, хімічного гравірування, електронного гравірування та фототравлення. Довжина обводу циліндра 50а вибрана так, що на ній вкладається ціле число відрізків, що відповідають сумі номінальної відстані між смужками та ширини смужки. Таким чином, при кожному оберті циліндра 50а на сигаретному папері друкується ціле число перших шарів смужок. Притискний циліндр 52а змонтований з можливістю обертання у напрямі, протилежному напряму обертання циліндра 50а, на осі, паралельній осі циліндра 50а. У деяких варіантах притискний циліндр 52а має пружну неметалеву поверхню. Притискний циліндр 52а розташований між циліндром 50а та підпорним циліндром 54а, який також змонтований з можливістю обертання навколо осі, паралельній осі циліндра 50а, у напрямі, протилежному напряму обертання притискного циліндра 52а. Однією із функцій підпорного циліндра 54а є забезпечення підвищення жорсткості центральних ділянок притискного циліндра 52а з метою підтримання рівномірного тиску друкування між циліндром 50а та притискним циліндром 52а. Друкувальний циліндр 50а та притискний циліндр взаємодіють з утворенням зазору 56а, через який проходить паперове полотно 22 під час друкування. Ширина цього зазору 56а встановлена з розрахунком на затискання паперового полотна 22 при його русі між друкувальним циліндром 50а та притискним циліндром 52а. Тиск на папір у зазорі має вирішальне значення для забезпечення ефек 96924 10 тивного перенесення композиції із циліндра на папір. Резервуар 58а містить плівкотвірну композицію, описану вище, для формування смужок на сигаретному папері. Резервуар 58а з'єднаний з відповідним насосом 60а, придатним для транспортування в'язкої плівкотвірної композиції. Плівкотвірна композиція може потім надходити у відповідний теплообмінник 62а, де плівкотвірна композиція нагрівається до температури в межах від приблизно 40 °C до приблизно 90 °C, при якій в'язкість плівкотвірної композиції встановлюється на рівні, придатному для глибокого друку. Як вказано вище, для глибокого друку в'язкість має бути нижчою від приблизно 0,2 Пас (200 сПз). Відповідно до варіанта, якому віддається перевага, температура плівкотвірної композиції вибрана так, що її в'язкість є нижчою від приблизно 0,1 Пас (100 сПз). В даному варіанті описано окремий теплообмінник 62а, однак може бути доцільно забезпечити термічне кондиціонування плівкотвірної композиції у самому резервуарі 58а. Наприклад, резервуар 58а може бути обладнаний нагрівачами та пристроєм для перемішування для підтримання підвищеної температури плівкотвірної композиції. Перевага виконання термічного кондиціонування у резервуарі 58а полягає в тому, що вибір насоса та технологічні вимоги спрощуються, оскільки відпадає потреба у транспортуванні за допомогою насоса 60а плівкотвірної композиції з підвищеною в'язкістю, пов'язаною з нижчою температурою, якщо плівкотвірна композиція попередньо нагрівається і, отже, її в'язкість знижується. Незалежно від того, виконується термічне кондиціонування у резервуарі 58а або в окремому теплообміннику 62а, важливо, щоб стадія термічного кондиціонування виконувалася при температурі, вибраній з урахуванням уникнення пригорання плівкотвірної композиції. Пригорання може спричинити зміну кольору плівкотвірної композиції та вплинути на плівкотвірні характеристики композиції. Таким чином, у процесі термічного кондиціонування плівкотвірної композиції слід уникати її пригорання. Незалежно від місця виконання стадії термічного кондиціонування, нагріту плівкотвірну композицію подають у відповідний аплікатор 64а, який розподіляє плівкотвірну композицію вздовж друкувального циліндра 50а. Операцію розподілення можна виконувати шляхом наливання або розбризкування плівкотвірної композиції на друкувальний циліндр 50а, або ж шляхом подавання рідкої плівкотвірної композиції у ванну 66а, де плівкотвірна композиція збирається між згаданим циліндром та колектором 67а та знаходиться у контакті з нижньою частиною друкувального циліндра 50а. Циліндр може підігріватися з метою запобігання передчасному охолодженню композиції. У типових варіантах колектор 67а простягається по вертикалі навколо друкувального циліндра 50а до висоти, достатньої для утворення ванни 66а, але істотно нижчої від діаметра друкувального циліндра 50а. Коли рівень композиції у ванні 66а досягає верхнього обрізу колектора 67а, плівкотвірна композиція може стікати через розташовану у нижній частині пристрою стічну комунікацію 11 68а назад у резервуар 58а. Таким чином, плівкотвірна композиція циркулює через друкувальний пристрій, і її в'язкість може підтримуватися на рівні, придатному для друкування, за допомогою обладнання для термічного кондиціонування, описаного вище. При обертанні друкувального циліндра 50а за годинниковою стрілкою повз аплікатор 64а та/або через ванну 66а плівкотвірна композиція пристає до поверхні друкувального циліндра 50а, в тому числі заповнює виконані в циліндрі виїмки, що відповідають смужкам. При подальшому обертанні друкувального циліндра 50а в напрямі до зазору 56а поверхня циліндра проходить повз відповідний ракельний ніж 70а. Ракельний ніж 70а простягається вздовж друкувального циліндра та розташований так, що він витирає поверхню друкувального циліндра 50а. Таким чином, частини поверхні друкувального циліндра 50а, які визначають номінальну відстань між сусідніми смужками, витираються практично досуха, в той час як виїмки у друкувальному циліндрі, які визначають самі смужки, рухаються у бік зазору 56а, будучи заповненими плівкотвірною композицією. При проходженні сигаретного паперу 22 та поверхні друкувального циліндра 50а через зазор 56а плівкотвірна композиція переноситься на поверхню сигаретного паперу 22. Лінійна швидкість сигаретного паперу 22 при його проходженні через зазор 56а дорівнює тангенціальній швидкості поверхонь друкувального циліндра 50а та притискного циліндра 52а. Таким чином виключається просковзування та/або розмазування плівкотвірної композиції на сигаретному папері 22. При друкуванні смужок на сигаретному папері 22 у першому пристрої 42 для глибокого друку нагріта плівкотвірна композиція наноситься на сигаретний папір 22, що має кімнатну температуру (приблизно 23 °C), значно нижчу від температури плівкотвірної композиції, яка становить від приблизно 40 °C до приблизно 90 °C. При контакті з папером 22 температура плівкотвірної композиції швидко знижується до температури паперу 22. Це різке охолодження відбувається під впливом кількох процесів або механізмів теплопередачі. Папір 22 має досить значну теплову масу у порівнянні з товщиною та шириною першого шару смужки, так що плівкотвірний матеріал у смужці набуває рівноважної температури, близької до температури паперу, досить швидко або навіть миттєво. Температура повітря поблизу паперу 22 та друкувального циліндра 50а також істотно нижча від температури плівкотвірного матеріалу на поверхні друкувального циліндра 50а, так що охолодження відбувається також шляхом віддавання тепла в навколишнє повітря. Крім того, рух поверхні друкувального циліндра 50а, а також рух сигаретного паперу 22 після друкування певною мірою сприяють конвективному охолодженню плівкотвірного матеріалу. Внаслідок комбінованого охолодження під впливом цих механізмів теплопередачі плівкотвірний матеріал желатинізується на поверхні сигаретного паперу 22. Ця желатинізація першого шару сприяє зв'язуванню води у плівкотвірній композиції, отже, вода не просочується глибоко у сигарет 96924 12 ний папір 22, і можливість його насичення водою виключається. Тому волокна сигаретного паперу 22, як правило, не змочуються водою до такої міри, що може призвести до їх розтягання та згинання, наслідком чого може бути виникнення хвилястості, зморшок та/або згорток у сигаретному папері 22. Для зниження водопоглинання можна застосовувати додаткові способи. Наприклад, прискорення твердіння плівкотвірного матеріалу можна забезпечити шляхом змішування альгінату із сіллю кальцію, наприклад, із хлоридом кальцію, in situ або опромінення ультрафіолетовим світлом. Після виведення сигаретного паперу 22 з першого друкувального пристрою 42 забезпечують можливість висихання вологи, що міститься у плівкотвірній композиції. Для цієї мети можна застосовувати відповідні пристрої (не показані). Сигаретний папір із першим шаром смужок, нанесеними у першому друкувальному пристрої 42, потім надходить через регулювальний циліндр 72b у другий друкувальний пристрій 44. Друкувальний циліндр 50b другого друкувального пристрою має візерунчасту поверхню, виконану з розрахунком на друкування другого шару смужок. Глибина візерунку на поверхні друкувального циліндра 50b приблизно в 1,5 рази перевищує глибину виїмок першого друкувального циліндра 50а. Відповідно до варіанта, якому віддається перевага, другий шар смужок співпадає за шириною (в напрямі руху паперу) та довжиною (у напрямі, перпендикулярному руху паперу) з першим шаром смужок. Тому положення друкувального циліндра 50b другого друкувального пристрою 44 має бути суміщене з положенням друкувального циліндра 50а першого друкувального пристрою 42. Фахівцям у галузі відомі різноманітні способи досягнення такого суміщення; для забезпечення точного суміщення може бути застосований також регулювальний циліндр 72b. Більш конкретно, довжина сигаретного паперу на ділянці між зазором 56а першого друкувального пристрою 42 та зазором 56b другого друкувального пристрою 44 залежить від положення регулювального циліндра 72b по вертикалі. Регулюючи положення циліндра 72b, можна досягти належного суміщення між першим та другим друкувальними пристроями 42, 44 та в разі необхідності відрегулювати його. Час переміщення сигаретного паперу 22 від другого друкувального пристрою 44 до третього друкувального пристрою 46 є достатнім для висихання плівкотвірної композиції, нанесеної у другому друкувальному пристрої 44. Після проходження через регулювальний циліндр 72с третього друкувального пристрою 46 сигаретний папір 22 надходить у зазор 56с третього друкувального пристрою 46, де на нього наноситься третій шар смужок. Друкувальний циліндр 50с третього друкувального пристрою 46 має візерунчасту поверхню, виконану з розрахунком на друкування другого шару смужок. Глибина візерунку на поверхні друкувального циліндра 50с приблизно в 2,5 рази перевищує глибину візерунку першого друкувального циліндра 50а. Відповідно до варіанта, якому віддається перевага, третій шар смужок співпадає за шириною (в напрямі руху паперу) та довжиною (у 13 напрямі, перпендикулярному руху паперу) з першим та другим шарами смужок. Тому положення друкувального циліндра 50с третього друкувального пристрою 46 має бути суміщене з положенням друкувального циліндра 50b другого друкувального пристрою 44. Як описано вище, таке суміщення може забезпечити регулювальний циліндр 72с. Після виведення з третього друкувального пристрою 46 забезпечують висихання третього шару смужок, після чого папір надходить на проміжний циліндр 74. В разі бажання можна застосовувати додаткові друкувальні пристрої (не показані). Потім сигаретний папір 22 з багатошаровими смужками змотується у приймальний рулон 48. Смужки 30 можна наносити з низькою масою покриття. Наприклад, загальна маса покриття у багатошарових смужках 30 може становити від 2 2 приблизно 0,5 г/м до приблизно 15 г/м . Відповідно до варіанта, якому віддається перевага, маса 2 покриття може становити приблизно 2 г/м . При вказаних значеннях маси покриття товщина багатошарових смужок 30 (фіг.3) у варіанті, якому віддається перевага, є меншою від приблизно 20 % товщини сигаретного паперу та може становити менше ніж 5 % його товщини. Товщина першого шару 32 смужки 30, нанесеного у першому друкувальному пристрої, у варіанті, якому віддається перевага, є меншою від 4 % товщини сигаретного паперу та може становити менше ніж 1 % його товщини. Таким чином, товщина першого шару є незначною у порівнянні з товщиною його основи, якою є сигаретний папір. Желатинізація плівкотвірної композиції, яка відбувається при охолодженні, покращується шляхом нагрівання плівкотвірної композиції. Відповідно, при різкому охолодженні плівкотвірної композиції на поверхні сигаретного паперу 22 утворюється гель. Утворення гелю забезпечує зв'язування частини води у композиції та запобігає проникненню води у волокна сигаретного паперу. Цей ефект додатково знижує ймовірність виникнення хвилястості або інших дефектів у готовому смужкуватому сигаретному папері як наслідків нанесення плівкотвірної композиції на водній основі. Спосіб виготовлення смужкуватого сигаретного паперу за цим винаходом є ясним для фахівців у галузі з вищенаведеного опису. Однак цей спосіб можна коротко описати, як подано нижче. Сигаретний папір у формі рулону 40 (дивись фіг.4) надходить у вигляді паперового полотна 22 у перший друкувальний пристрій 42. У цьому першому друкувальному пристрої на сигаретний папір 22 наноситься за допомогою обладнання для глибокого друку перший шар плівкотвірної композиції. Ця стадія друкування включає нагрівання плівкотвірної композиції до температури, при якій в'язкість композиції зменшується до значення, нижчого від порогу придатності для глибокого друку, при цьому слід уникати температур, які можуть спричинити пригорання плівкотвірного матеріалу. На стадії нагрівання в'язкість плівкотвірного матеріалу знижується до значення, меншого від приблизно 0,2 Па • с (200 сПз), відповідно до варіанта, якому від 96924 14 дається найбільша перевага, до значення приблизно 0,1 Па*с (100 сПз) або менше. Нагріту плівкотвірну композицію наносять на візерунчасту поверхню обертового друкувального циліндра 50а. Нанесення композиції на візерунчасту поверхню можна здійснювати шляхом наливання або розбризкування композиції на візерунчасту поверхню або шляхом проведення візерунчастої поверхні через ванну підігрітої композиції. Незалежно від способу нанесення, надлишок композиції знімається з візерунчастої поверхні друкувального циліндра 50а за допомогою ракельного ножа. Після цього обертова поверхня друкувального циліндра 50а входить у контакт із рухомим сигаретним папером, коли він проходить через зазор 56а. При цьому плівкотвірна композиція переходить із візерунчастої поверхні друкувального циліндра 50а на сигаретний папір 22 та швидко охолоджується за рахунок контакту з поверхнею сигаретного паперу. Желатинізація плівкотвірної композиції на поверхні сигаретного паперу 22 забезпечує зв'язування щонайменше частини вільної води у плівкотвірній композиції, отже наявність води у композиції не спричиняє порушення площинності сигаретного паперу та не викликає згортання, хвилястості та/або зморшок. При подальшому проходженні сигаретного паперу 22 через друкувальні пристрої перший шар 32 смужок 30 висихає. Після висихання першого шару 32 він надходить у другий пристрій 44 для глибокого друку, де наноситься другий шар 34 смужок. У другому друкувальному пристрої 44 застосовуються такий самий процес та плівкотвірна композиція, як описано вище для першого друкувального пристрою 42. Однак візерунчаста поверхня другого друкувального циліндра 50b виготовлена так, що товщина смужок, які наносяться у цьому пристрої, перевищує товщину першого шару. Другий шар кожної смужки друкується поверх першого шару так, що співпадає з ним по ширині та довжині. Після висихання другого шару смужок сигаретний папір надходить у третій пристрій 46 для глибокого друку, де поверх другого шару може бути нанесений третій шар за описаним вище способом. У третьому друкувальному пристрої 46 візерунчаста поверхня друкувального циліндра виготовлена так, що товщина смужок, які наносяться у цьому пристрої, перевищує товщину другого шару. Після друкування усіх бажаних шарів на сигаретному папері 22 папір змотується у приймальний рулон 48 для подальшого використання у виробництві сигарет. Терміни та вислови, застосовані в цьому описі, не слід розуміти як математично або геометрично точні, навпаки, геометричні терміни слід інтерпретувати як приблизні або аналогічні геометричним термінам та поняттям. При застосуванні терміна "приблизно" стосовно до числових величин мається на увазі відхилення в межах ±5 %. Аналогічно, такі терміни, як "взагалі" та "практично" охоплюють як точні значення приєднаних термінів та понять, так і відхилення, що лежать у межах припустимих відхилень форм, функцій та/або значень. 15 З вищезазначеного для фахівця у галузі ясно, що ця заявка описує новий, корисний та неочевидний варіант вдосконаленого смужкуватого паперу, виготовленого способом багатопрохідного друку. Для фахівця у галузі ясно також, що існують численні модифікації, варіанти, заміни та еквіва 96924 16 ленти різних аспектів винаходу, детально описаного вище. Відповідно, мається на увазі, що цей винахід охоплює усі такі модифікації, варіанти, заміни та еквіваленти, які лежать у межах суті та обсягу винаходу, визначених пунктами формули винаходу, що додаються. 17 Комп’ютерна верстка Л. Ціхановська 96924 Підписне 18 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюBanded cigarette paper made by a gravure printing method
Автори англійськоюSherwood, Timothy S., Rasouli Firooz, Li Ping, Meiser Don E., Moegior Joe, Waymac Bruce I., Phan Tony A., Madison Tracy L., Tilly john R., Pithawalla Yezdi B.
Назва патенту російськоюПолосчатая сигаретная бумага, изготовленная способом глубокой печати
Автори російськоюШервуд Тимоти С., Расули Фироз, Ли Пинь, Майзер Дон Э., Моеджер Джо, Уэймак Брюс И., Фен Тони А., Мадисон Трэйси Л., Тилли Джон Р., Питеуолла Йезди Б.
МПК / Мітки
МПК: A24C 5/00, A24D 1/10, A24D 1/02
Мітки: друку, виготовлений, сигаретний, смужкуватий, глибокого, способом, папір
Код посилання
<a href="https://ua.patents.su/9-96924-smuzhkuvatijj-sigaretnijj-papir-vigotovlenijj-sposobom-glibokogo-druku.html" target="_blank" rel="follow" title="База патентів України">Смужкуватий сигаретний папір, виготовлений способом глибокого друку</a>
Смужкуватий обгортковий папір з підвищеним вмістом крейди
Номер патенту: 96815
Опубліковано: 12.12.2011
Автори: Лі Пінь, Расулі Фіроз
МПК: D21H 11/00, A24D 1/02
Мітки: підвищеним, вмістом, смужкуватий, крейди, обгортковий, папір
Формула / Реферат:
1. Курильний виріб, який має бажані характеристики здатності до займання та самозагасання і включає в себе певну кількість тютюну та обгортковий папір, що оточує згадану кількість тютюну та визначає тютюновий пруток, який має пару кінців, причому згаданий обгортковий папір має поперечний напрямок та має щонайменше одну смужкувату зону, розташовану між згаданими кінцями тютюнового прутка, причому згадана смужкувата зона має щонайменше два...
Сигаретний папір з низькою займистістю
Номер патенту: 91125
Опубліковано: 25.06.2010
Автори: Уяма Кен, Хасегава Юкіко, Матсуфудзі Такаакі, Комінамі Такасі
МПК: D21H 27/00, A24D 1/00, D21H 19/00
Мітки: сигаретний, папір, займистістю, низькою
Формула / Реферат:
1. Сигаретний папір з низькою займистістю, який містить основу з поверхневою щільністю вище 22 г/м2 і множину ділянок, що обмежують горіння, рознесених на одній поверхні основи сигаретного паперу, причому ділянки, що обмежують горіння, утворені за допомогою нанесення альгінату натрію, який має ступінь полімеризації від близько 500 до близько 900.2. Сигаретний папір за п. 1, який відрізняється тим, що поверхнева щільність основи...
Курильний виріб та смужкуватий обгортковий папір курильного виробу з домішкою проти утворення зморщок
Номер патенту: 96336
Опубліковано: 25.10.2011
Автори: Ян Сцзу-Сун, Лі Пінь, Барен Рендел Юджін
МПК: A24D 1/02, D21H 27/02, D21H 21/14
Мітки: зморщок, виріб, виробу, обгортковий, смужкуватий, папір, утворення, домішкою, курильного, курильний
Формула / Реферат:
1. Курильний виріб, який має бажані характеристики здатності до займання та самозагасання і включає в себе:певну кількість тютюну; таобгортковий папір, що оточує згадану певну кількість тютюну та визначає тютюновий пруток, який має два кінці, причому обгортковий папір має основне полотно та щонайменше одну смужкувату зону зі зменшеною швидкістю статичного згоряння, розташовану між кінцями тютюнового прутка;у якому...
Полімерна композиція для виготовлення форм глибокого друку лазерним гравіюванням
Номер патенту: 57765
Опубліковано: 10.03.2011
Автор: Маїк Людмила Ярославівна
МПК: B32B 27/38, B23K 26/00
Мітки: лазерним, полімерна, друку, гравіюванням, форм, виготовлення, глибокого, композиція
Формула / Реферат:
Полімерна композиція для виготовлення форм глибокого друку лазерним гравіюванням, що містить компаунд, який складається з біс(4-вінілфенілового)ефіру, метакрилового ефіру 4-(1-оксіетил)-дифеніл-оксиду, диметакрилового ефіру біс-[4-(1-оксіетил)фенілового]ефіру, ненасиченого олігомеру, яка відрізняється тим, що вона додатково містить сажу при співвідношенні компонентів, мас. %: компаунд 88-90 ...
Сигаретний папір з низькою здатністю до займання
Номер патенту: 93466
Опубліковано: 10.02.2011
Автор: Комінамі Такасі
МПК: D21H 27/00
Мітки: здатністю, папір, сигаретний, низькою, займання
Формула / Реферат:
1. Сигаретний папір з низькою здатністю до займання, що містить основний сигаретний папір і множину зон, що мають здатність до приглушення горіння, розташованих на відстані одна від одної, на одній поверхні основного сигаретного паперу, який відрізняється тим, що зони, що мають здатність до придушення горіння, утворені за допомогою нанесення покриття з полівінілового спирту, що має ступінь полімеризації, що становить 900 одиниць або...
Попередній патент: Вакцина на основі lawsonia та способи її застосування
Наступний патент: Спосіб експериментального підтвердження характеристик режимів руху штатної головної частини балістичної ракети
Випадковий патент: Галокамера