Двовалкова ливарна машина для виготовлення тонкої литої сталевої стрічки (варіанти) та спосіб її застосування
Номер патенту: 97107
Опубліковано: 10.01.2012
Автори: Накаяма Кацумі, Фукасе Хізахіко, Мацушіта Тошіро


Формула / Реферат
1. Двовалкова ливарна машина для виготовлення тонкої литої сталевої стрічки, що містить:
(a) пару охолоджуваних водою ливарних валків, що розташовані бічними поверхнями один до одного з утворенням між собою зазору, використані з можливістю обертання у протилежних напрямках навколо їх осей та підведені один до одного стискаючими силами,
(b) шарнірні вузли, які приєднані до щонайменше одного торця ливарних валків та придатні для подавання охолоджувальної води в канали та її відведення з каналів у цих ливарних валках, причому шарнірні вузли кожного ливарного валка розташовані таким чином, що подавання охолоджувальної води до шарнірних вузлів та її відведення звідти створюватиме сили, прикладені до ливарних валків практично вздовж осей обертання цих ливарних валків,
(c) патрубки подавання охолоджувальної води, що приєднані до шарнірних вузлів, і
(d) притискувальні пристрої, що придатні для підтримання патрубків таким чином, щоб вага цих патрубків не впливала на ливарні валки.
2. Двовалкова ливарна машина за п. 1, яка відрізняється тим, що шарнірні вузли приєднані до обох торців кожного ливарного валка.
3. Двовалкова ливарна машина за п. 1, яка відрізняється тим, що шарнірні вузли приєднані до одного торця ливарних валків, а до іншого торця ливарних валків приєднані противаги для врівноваження шарнірних вузлів.
4. Двовалкова ливарна машина за п. 1, яка відрізняється тим, що додатково містить напрямні, які придатні для спрямування патрубків у радіальному напрямку відносно ливарних валків.
5. Двовалкова ливарна машина за п. 1, яка відрізняється тим, що притискувальні пристрої придатні для прикладання сили до патрубків в напрямку вертикально вверх.
6. Двовалкова ливарна машина за п. 1, яка відрізняється тим, що додатково містить шпинделі для передавання обертального руху від механізму приводу до ливарних валків та притискувальні пристрої, що придатні для прикладання сили для підтримання цих шпинделів таким чином, щоб їх вага практично не впливала на ливарні валки.
7. Двовалкова ливарна машина для виготовлення тонкої литої сталевої стрічки, що містить:
(a) пару охолоджуваних водою ливарних валків, що розташовані бічними поверхнями один до одного з утворенням між собою зазору та підведені один до одного, та
(b) шпинделі, якими забезпечено передавання обертального руху від механізму приводу до ливарних валків, і притискувальні пристрої, що придатні для прикладання сили для підтримання шпинделів таким чином, щоб їх вага практично не впливала на ливарні валки, підшипники, що придатні для підтримування шпинделів, причому притискувальні пристрої додатково придатні для підтримування підшипників та напрямних, а також придатні для спрямування підшипників у практично горизонтальному напрямку.
8. Спосіб виготовлення тонкої литої сталевої стрічки шляхом безперервного лиття, який включає наступні операції:
монтаж двовалкової ливарної машини, що містить пару ливарних валків, які розташовані бічними поверхнями один до одного з утворенням між собою зазору,
монтаж системи приводу для зазначеної двовалкової ливарної машини, яка придатна для керування зазначеними ливарними валками в їх обертанні у протилежних напрямках,
монтаж системи подавання розплавленої сталі для утворення ливарної ванни, яка підтримуватиметься на ливарних валках над зазначеним зазором та обмежена з торців боковими перемичками,
подавання розплавленої сталі між зазначеною парою ливарних валків для утворення ливарної ванни, з підтримуванням на ливарних поверхня зазначених ливарних валків над зазором та обмежуванням її боковими перемичками,
обертання зазначених ливарних валків у протилежних напрямках для утворення затверділих сталевих ливарних кірок на зазначених ливарних поверхнях зазначених ливарних валків та литої стрічки з зазначених сталевих ливарних кірок при їх проходженні крізь зазначений зазор між зазначеними ливарними валками,
прикладання стискаючих сил через системи підтримання ливарних валків до кожного ливарного валка, причому основна частина стискаючих сил потрібна для урівноваження феростатичного тиску,
прикладання стискаючих сил, що включає подавання охолоджувальної води до шарнірних вузлів, приєднаних до щонайменше одного торця ливарних валків та придатних для подальшого впуску охолоджувальної води до каналів у ливарних валках і її виведення звідти таким чином, щоб її подавання в зазначені шарнірні вузли та виведення з них створювало сили, прикладені до ливарних валків практично у напрямку осей обертання цих ливарних валків,
прикладання стискаючих сил, що включає прикладання до каналів охолоджувальної води таких сил, які направлені практично вверх, для зменшення навантаження систем підтримання ливарних валків зазначеними каналами охолоджувальної води.
9. Спосіб виготовлення тонкої литої сталевої стрічки за п. 8, який відрізняється тим, що
обертають ливарні валки передачею обертального руху від механізму приводу до відповідного ливарного валка за допомогою шпинделя, та
прикладають додаткові стискаючі сили, що включає прикладання до шпинделя сили, направленої практично вверх, таким чином, щоб вага шпинделя практично не сприймалася відповідним ливарним валком.
Текст
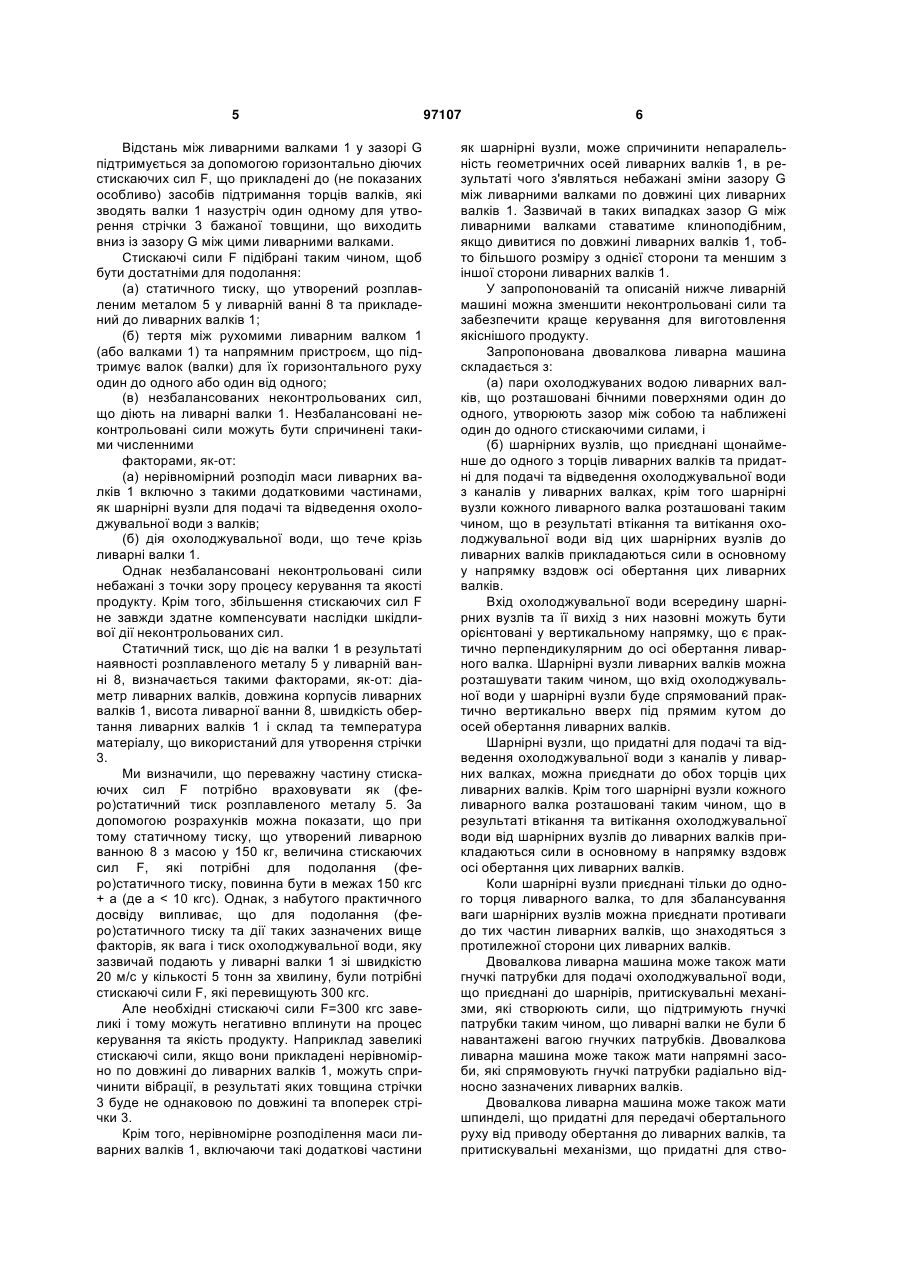
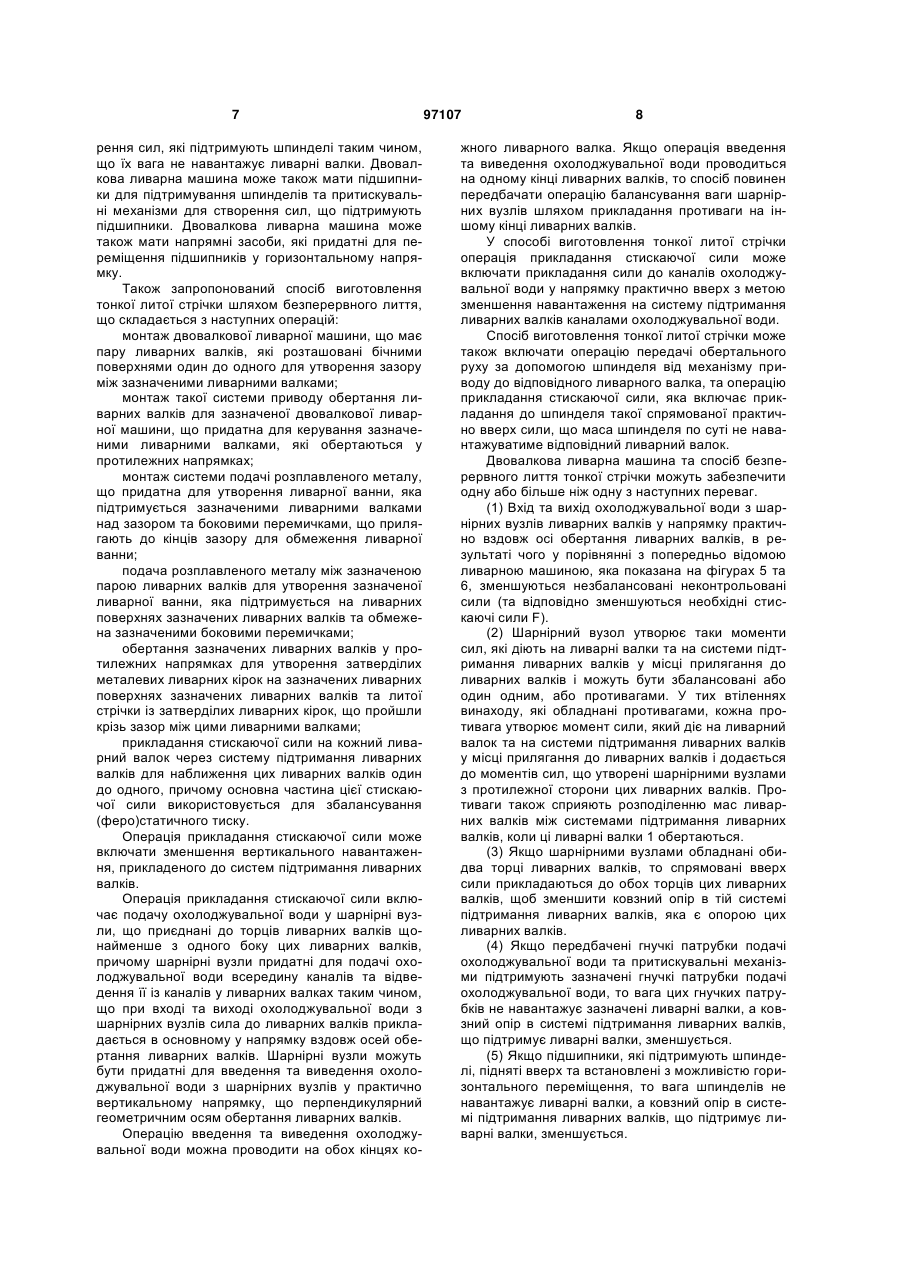
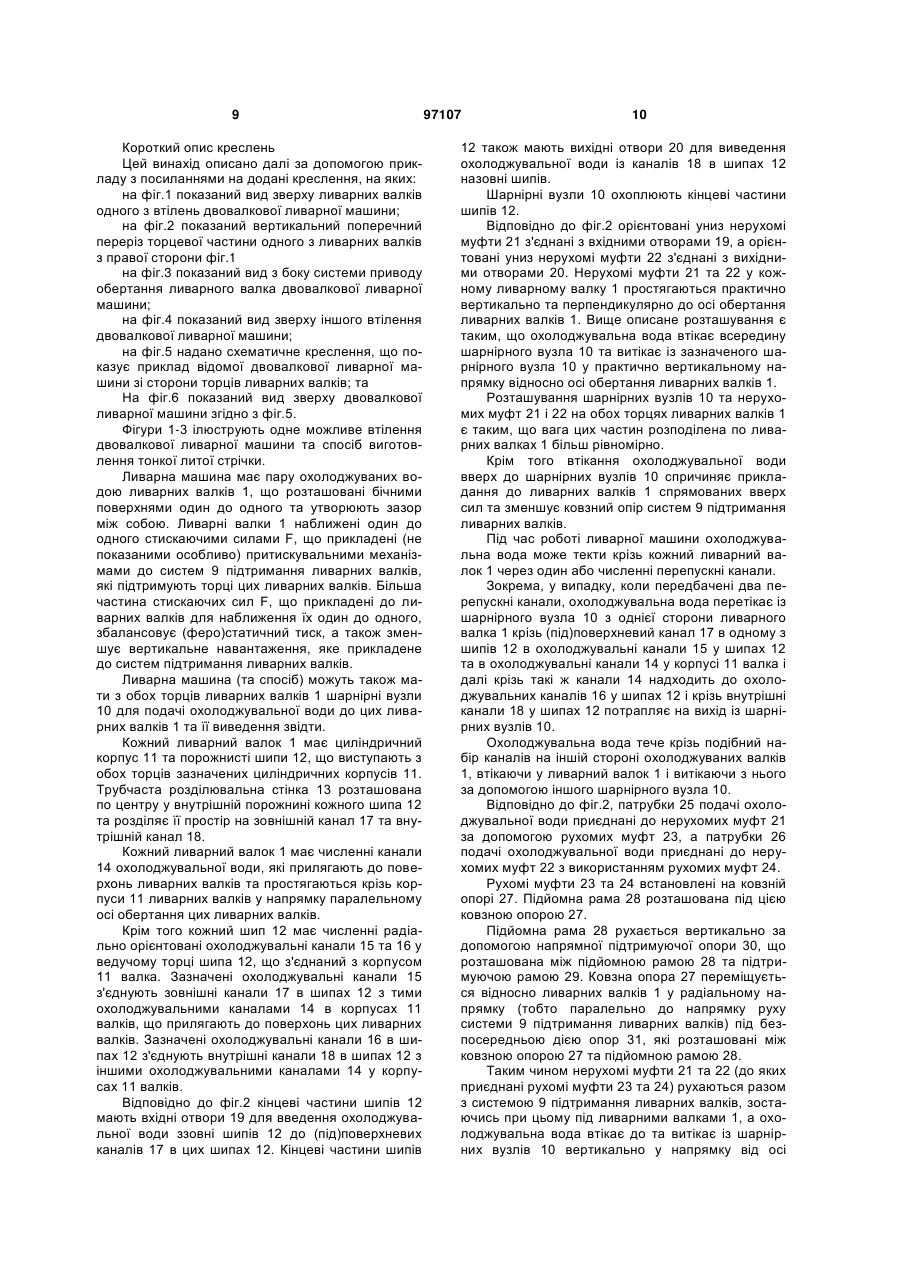
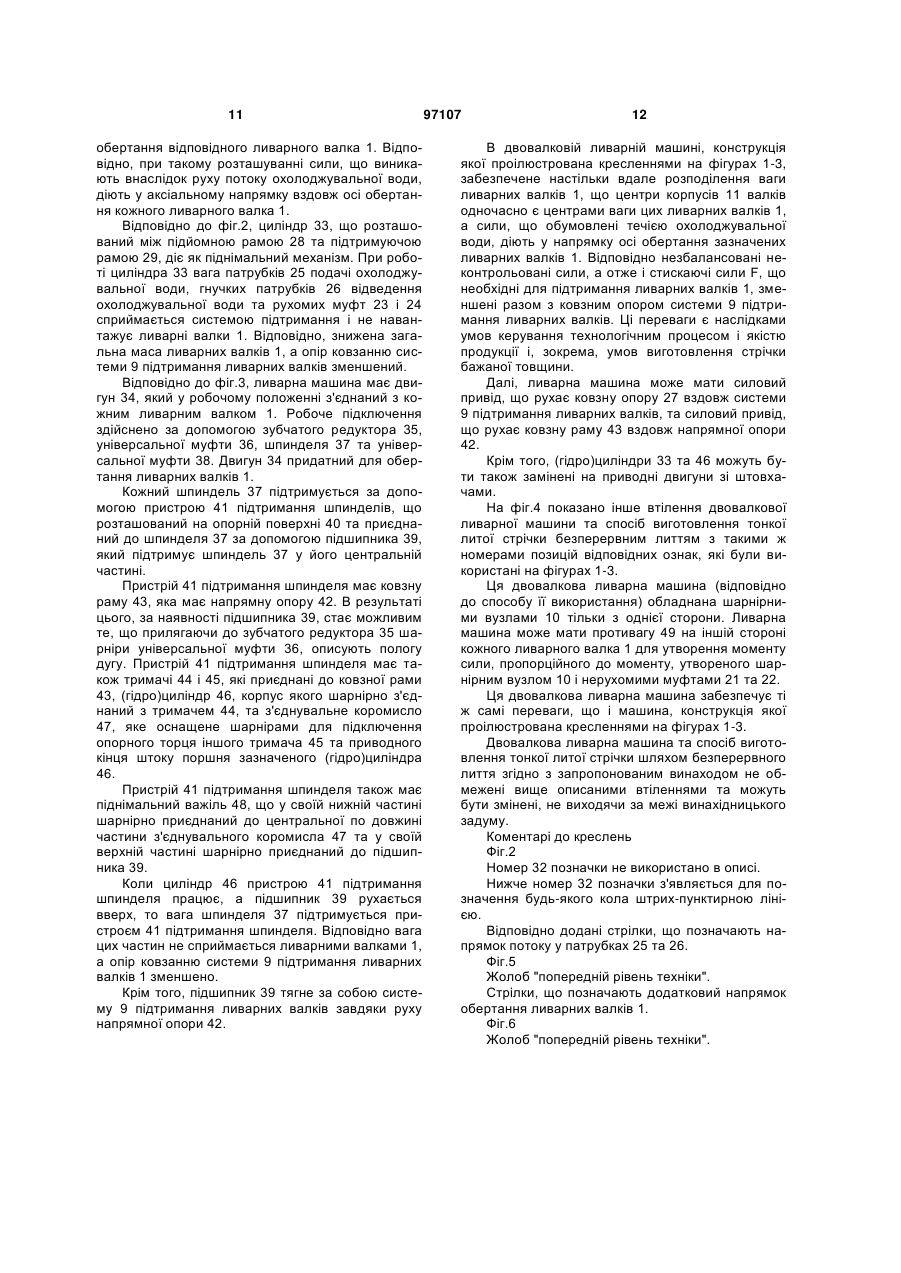
1. Двовалкова ливарна машина для виготовлення тонкої литої сталевої стрічки, що містить: (a) пару охолоджуваних водою ливарних валків, що розташовані бічними поверхнями один до одного з утворенням між собою зазору, використані з можливістю обертання у протилежних напрямках навколо їх осей та підведені один до одного стискаючими силами, (b) шарнірні вузли, які приєднані до щонайменше одного торця ливарних валків та придатні для подавання охолоджувальної води в канали та її відведення з каналів у цих ливарних валках, причому шарнірні вузли кожного ливарного валка розташовані таким чином, що подавання охолоджувальної води до шарнірних вузлів та її відведення звідти створюватиме сили, прикладені до ливарних валків практично вздовж осей обертання цих ливарних валків, (c) патрубки подавання охолоджувальної води, що приєднані до шарнірних вузлів, і (d) притискувальні пристрої, що придатні для підтримання патрубків таким чином, щоб вага цих патрубків не впливала на ливарні валки. 2. Двовалкова ливарна машина за п. 1, яка відрізняється тим, що шарнірні вузли приєднані до обох торців кожного ливарного валка. 3. Двовалкова ливарна машина за п. 1, яка відрізняється тим, що шарнірні вузли приєднані до од 2 (19) 1 3 97107 4 монтаж системи подавання розплавленої сталі для утворення ливарної ванни, яка підтримуватиметься на ливарних валках над зазначеним зазором та обмежена з торців боковими перемичками, подавання розплавленої сталі між зазначеною парою ливарних валків для утворення ливарної ванни, з підтримуванням на ливарних поверхня зазначених ливарних валків над зазором та обмежуванням її боковими перемичками, обертання зазначених ливарних валків у протилежних напрямках для утворення затверділих сталевих ливарних кірок на зазначених ливарних поверхнях зазначених ливарних валків та литої стрічки з зазначених сталевих ливарних кірок при їх проходженні крізь зазначений зазор між зазначеними ливарними валками, прикладання стискаючих сил через системи підтримання ливарних валків до кожного ливарного валка, причому основна частина стискаючих сил потрібна для урівноваження феростатичного тиску, прикладання стискаючих сил, що включає подавання охолоджувальної води до шарнірних вузлів, приєднаних до щонайменше одного торця ливарних валків та придатних для подальшого впуску охолоджувальної води до каналів у ливарних валках і її виведення звідти таким чином, щоб її подавання в зазначені шарнірні вузли та виведення з них створювало сили, прикладені до ливарних валків практично у напрямку осей обертання цих ливарних валків, прикладання стискаючих сил, що включає прикладання до каналів охолоджувальної води таких сил, які направлені практично вверх, для зменшення навантаження систем підтримання ливарних валків зазначеними каналами охолоджувальної води. 9. Спосіб виготовлення тонкої литої сталевої стрічки за п. 8, який відрізняється тим, що обертають ливарні валки передачею обертального руху від механізму приводу до відповідного ливарного валка за допомогою шпинделя, та прикладають додаткові стискаючі сили, що включає прикладання до шпинделя сили, направленої практично вверх, таким чином, щоб вага шпинделя практично не сприймалася відповідним ливарним валком. Цей винахід відноситься до двовалкових ливарних машин. Лиття сталевої стрічки за допомогою двовалкової ливарної машини вже відоме. В цій технології розплавлений метал подають між парою горизонтально розташованих ливарних валків, які обертаються у протилежних напрямках та охолоджуються таким чином, що металеві кірки твердіють на поверхнях цих рухомих валків та з'єднуються разом у зазорі між ними для виготовлення твердого стрічкоподібного продукту, що виходить вниз із зазору між зазначеними ливарними валками. Використаний тут термін "зазор" відноситься до всієї зони, в якій валки розташовані найближче один до одного. Розплавлений метал може надходити з ковша у менший сосуд або ряд сосудів, з яких він надходить крізь патрубок для подачі металу, що розташований над зазором для утворення ливарної ванни з розплавленого металу, яка підтримується на поверхнях ливарних валків над цим зазором та простягається вздовж всієї довжини ливарних валків. Ця ливарна ванна зазвичай обмежена двома боковими пластинками або перемичками, які підтримуються по ковзній посадці з торців ливарних валків для запобігання витіканню металу з ливарної ванни. На фігурах 5 та 6 показаний приклад відомої двовалкової ливарної машини. Машина має пару ливарних валків 1, що охолоджуються за допомогою води та розташовані бічними поверхнями один до одного для утворення зазору G між ними, та пару бокових пластинок 2 на торцях ливарних валків 1. Напрямок та кутова швидкість ливарних валків 1, що обертаються у протилежних напрямках, встановлені таким чином, щоб зовнішні периферичні поверхні ливарних валків рухались зверху вниз у напрямку зазору G між цими ливарними валками. Одна з бокових пластинок 2 знаходиться у контакті з торцями двох ливарних валків 1 з однієї сторони цих ливарних валків 1, а інша пластинка з двох бокових пластинок 2 знаходиться у контакті з торцями двох ливарних валків 1 з іншої сторони цих ливарних валків 1. Патрубок 4 для подачі розплавленого металу, що виготовлений з вогнетривких матеріалів, розташований над зазором G, який знаходиться між ливарними валками у просторі, що обмежений ливарними валками 1 та боковими пластинками 2. Патрубок 4 для подачі розплавленого металу має бокові стінки та торцеві стінки, що обмежують відкритий зверху канал 6 для отримання розплавленого металу 5, та численні вихідні отвори 7 для витікання розплавленого металу з каналу 6. Отвори 7 утворені у нижній частині бокових стінок зазначеного патрубка 4 для спрямовування розплавленого металу з каналу 6 до зовнішніх периферичних поверхонь ливарних валків 1. При такому розташуванні розплавлений метал 5, що втікає до каналу 6, тече назовні крізь отвори 7 та утворює ливарну ванну 8 з розплавленого металу, яка підтримується на зовнішніх периферичних поверхнях ливарних валків 1 над зазором G між цими ливарними валками. Коли ливарна ванна 8 утворена та ливарні валки 1 обертаються, а охолоджувальна вода тече крізь них та відбирає тепло від цих ливарних валків 1, розплавлений метал 5 твердіє на зовнішніх периферичних поверхнях зазначених ливарних валків 1 та утворює затверділі ливарні кірки. Стрічка 3, яка рухається вниз, утворена з цих затверділих ливарних кірок, поєднаних разом у зазорі G між зазначеними ливарними валками. 5 Відстань між ливарними валками 1 у зазорі G підтримується за допомогою горизонтально діючих стискаючих сил F, що прикладені до (не показаних особливо) засобів підтримання торців валків, які зводять валки 1 назустріч один одному для утворення стрічки 3 бажаної товщини, що виходить вниз із зазору G між цими ливарними валками. Стискаючі сили F підібрані таким чином, щоб бути достатніми для подолання: (а) статичного тиску, що утворений розплавленим металом 5 у ливарній ванні 8 та прикладений до ливарних валків 1; (б) тертя між рухомими ливарним валком 1 (або валками 1) та напрямним пристроєм, що підтримує валок (валки) для їх горизонтального руху один до одного або один від одного; (в) незбалансованих неконтрольованих сил, що діють на ливарні валки 1. Незбалансовані неконтрольовані сили можуть бути спричинені такими численними факторами, як-от: (а) нерівномірний розподіл маси ливарних валків 1 включно з такими додатковими частинами, як шарнірні вузли для подачі та відведення охолоджувальної води з валків; (б) дія охолоджувальної води, що тече крізь ливарні валки 1. Однак незбалансовані неконтрольовані сили небажані з точки зору процесу керування та якості продукту. Крім того, збільшення стискаючих сил F не завжди здатне компенсувати наслідки шкідливої дії неконтрольованих сил. Статичний тиск, що діє на валки 1 в результаті наявності розплавленого металу 5 у ливарній ванні 8, визначається такими факторами, як-от: діаметр ливарних валків, довжина корпусів ливарних валків 1, висота ливарної ванни 8, швидкість обертання ливарних валків 1 і склад та температура матеріалу, що використаний для утворення стрічки 3. Ми визначили, що переважну частину стискаючих сил F потрібно враховувати як (феро)статичний тиск розплавленого металу 5. За допомогою розрахунків можна показати, що при тому статичному тиску, що утворений ливарною ванною 8 з масою у 150 кг, величина стискаючих сил F, які потрібні для подолання (феро)статичного тиску, повинна бути в межах 150 кгс + а (де а < 10 кгс). Однак, з набутого практичного досвіду випливає, що для подолання (феро)статичного тиску та дії таких зазначених вище факторів, як вага і тиск охолоджувальної води, яку зазвичай подають у ливарні валки 1 зі швидкістю 20 м/с у кількості 5 тонн за хвилину, були потрібні стискаючі сили F, які перевищують 300 кгс. Але необхідні стискаючі сили F=300 кгс завеликі і тому можуть негативно вплинути на процес керування та якість продукту. Наприклад завеликі стискаючі сили, якщо вони прикладені нерівномірно по довжині до ливарних валків 1, можуть спричинити вібрації, в результаті яких товщина стрічки 3 буде не однаковою по довжині та впоперек стрічки 3. Крім того, нерівномірне розподілення маси ливарних валків 1, включаючи такі додаткові частини 97107 6 як шарнірні вузли, може спричинити непаралельність геометричних осей ливарних валків 1, в результаті чого з'являться небажані зміни зазору G між ливарними валками по довжині цих ливарних валків 1. Зазвичай в таких випадках зазор G між ливарними валками ставатиме клиноподібним, якщо дивитися по довжині ливарних валків 1, тобто більшого розміру з однієї сторони та меншим з іншої сторони ливарних валків 1. У запропонованій та описаній нижче ливарній машині можна зменшити неконтрольовані сили та забезпечити краще керування для виготовлення якіснішого продукту. Запропонована двовалкова ливарна машина складається з: (а) пари охолоджуваних водою ливарних валків, що розташовані бічними поверхнями один до одного, утворюють зазор між собою та наближені один до одного стискаючими силами, і (б) шарнірних вузлів, що приєднані щонайменше до одного з торців ливарних валків та придатні для подачі та відведення охолоджувальної води з каналів у ливарних валках, крім того шарнірні вузли кожного ливарного валка розташовані таким чином, що в результаті втікання та витікання охолоджувальної води від цих шарнірних вузлів до ливарних валків прикладаються сили в основному у напрямку вздовж осі обертання цих ливарних валків. Вхід охолоджувальної води всередину шарнірних вузлів та її вихід з них назовні можуть бути орієнтовані у вертикальному напрямку, що є практично перпендикулярним до осі обертання ливарного валка. Шарнірні вузли ливарних валків можна розташувати таким чином, що вхід охолоджувальної води у шарнірні вузли буде спрямований практично вертикально вверх під прямим кутом до осей обертання ливарних валків. Шарнірні вузли, що придатні для подачі та відведення охолоджувальної води з каналів у ливарних валках, можна приєднати до обох торців цих ливарних валків. Крім того шарнірні вузли кожного ливарного валка розташовані таким чином, що в результаті втікання та витікання охолоджувальної води від шарнірних вузлів до ливарних валків прикладаються сили в основному в напрямку вздовж осі обертання цих ливарних валків. Коли шарнірні вузли приєднані тільки до одного торця ливарного валка, то для збалансування ваги шарнірних вузлів можна приєднати противаги до тих частин ливарних валків, що знаходяться з протилежної сторони цих ливарних валків. Двовалкова ливарна машина може також мати гнучкі патрубки для подачі охолоджувальної води, що приєднані до шарнірів, притискувальні механізми, які створюють сили, що підтримують гнучкі патрубки таким чином, що ливарні валки не були б навантажені вагою гнучких патрубків. Двовалкова ливарна машина може також мати напрямні засоби, які спрямовують гнучкі патрубки радіально відносно зазначених ливарних валків. Двовалкова ливарна машина може також мати шпинделі, що придатні для передачі обертального руху від приводу обертання до ливарних валків, та притискувальні механізми, що придатні для ство 7 рення сил, які підтримують шпинделі таким чином, що їх вага не навантажує ливарні валки. Двовалкова ливарна машина може також мати підшипники для підтримування шпинделів та притискувальні механізми для створення сил, що підтримують підшипники. Двовалкова ливарна машина може також мати напрямні засоби, які придатні для переміщення підшипників у горизонтальному напрямку. Також запропонований спосіб виготовлення тонкої литої стрічки шляхом безперервного лиття, що складається з наступних операцій: монтаж двовалкової ливарної машини, що має пару ливарних валків, які розташовані бічними поверхнями один до одного для утворення зазору між зазначеними ливарними валками; монтаж такої системи приводу обертання ливарних валків для зазначеної двовалкової ливарної машини, що придатна для керування зазначеними ливарними валками, які обертаються у протилежних напрямках; монтаж системи подачі розплавленого металу, що придатна для утворення ливарної ванни, яка підтримується зазначеними ливарними валками над зазором та боковими перемичками, що прилягають до кінців зазору для обмеження ливарної ванни; подача розплавленого металу між зазначеною парою ливарних валків для утворення зазначеної ливарної ванни, яка підтримується на ливарних поверхнях зазначених ливарних валків та обмежена зазначеними боковими перемичками; обертання зазначених ливарних валків у протилежних напрямках для утворення затверділих металевих ливарних кірок на зазначених ливарних поверхнях зазначених ливарних валків та литої стрічки із затверділих ливарних кірок, що пройшли крізь зазор між цими ливарними валками; прикладання стискаючої сили на кожний ливарний валок через систему підтримання ливарних валків для наближення цих ливарних валків один до одного, причому основна частина цієї стискаючої сили використовується для збалансування (феро)статичного тиску. Операція прикладання стискаючої сили може включати зменшення вертикального навантаження, прикладеного до систем підтримання ливарних валків. Операція прикладання стискаючої сили включає подачу охолоджувальної води у шарнірні вузли, що приєднані до торців ливарних валків щонайменше з одного боку цих ливарних валків, причому шарнірні вузли придатні для подачі охолоджувальної води всередину каналів та відведення її із каналів у ливарних валках таким чином, що при вході та виході охолоджувальної води з шарнірних вузлів сила до ливарних валків прикладається в основному у напрямку вздовж осей обертання ливарних валків. Шарнірні вузли можуть бути придатні для введення та виведення охолоджувальної води з шарнірних вузлів у практично вертикальному напрямку, що перпендикулярний геометричним осям обертання ливарних валків. Операцію введення та виведення охолоджувальної води можна проводити на обох кінцях ко 97107 8 жного ливарного валка. Якщо операція введення та виведення охолоджувальної води проводиться на одному кінці ливарних валків, то спосіб повинен передбачати операцію балансування ваги шарнірних вузлів шляхом прикладання противаги на іншому кінці ливарних валків. У способі виготовлення тонкої литої стрічки операція прикладання стискаючої сили може включати прикладання сили до каналів охолоджувальної води у напрямку практично вверх з метою зменшення навантаження на систему підтримання ливарних валків каналами охолоджувальної води. Спосіб виготовлення тонкої литої стрічки може також включати операцію передачі обертального руху за допомогою шпинделя від механізму приводу до відповідного ливарного валка, та операцію прикладання стискаючої сили, яка включає прикладання до шпинделя такої спрямованої практично вверх сили, що маса шпинделя по суті не навантажуватиме відповідний ливарний валок. Двовалкова ливарна машина та спосіб безперервного лиття тонкої стрічки можуть забезпечити одну або більше ніж одну з наступних переваг. (1) Вхід та вихід охолоджувальної води з шарнірних вузлів ливарних валків у напрямку практично вздовж осі обертання ливарних валків, в результаті чого у порівнянні з попередньо відомою ливарною машиною, яка показана на фігурах 5 та 6, зменшуються незбалансовані неконтрольовані сили (та відповідно зменшуються необхідні стискаючі сили F). (2) Шарнірний вузол утворює таки моменти сил, які діють на ливарні валки та на системи підтримання ливарних валків у місці прилягання до ливарних валків і можуть бути збалансовані або один одним, або противагами. У тих втіленнях винаходу, які обладнані противагами, кожна противага утворює момент сили, який діє на ливарний валок та на системи підтримання ливарних валків у місці прилягання до ливарних валків і додається до моментів сил, що утворені шарнірними вузлами з протилежної сторони цих ливарних валків. Противаги також сприяють розподіленню мас ливарних валків між системами підтримання ливарних валків, коли ці ливарні валки 1 обертаються. (3) Якщо шарнірними вузлами обладнані обидва торці ливарних валків, то спрямовані вверх сили прикладаються до обох торців цих ливарних валків, щоб зменшити ковзний опір в тій системі підтримання ливарних валків, яка є опорою цих ливарних валків. (4) Якщо передбачені гнучкі патрубки подачі охолоджувальної води та притискувальні механізми підтримують зазначені гнучкі патрубки подачі охолоджувальної води, то вага цих гнучких патрубків не навантажує зазначені ливарні валки, а ковзний опір в системі підтримання ливарних валків, що підтримує ливарні валки, зменшується. (5) Якщо підшипники, які підтримують шпинделі, підняті вверх та встановлені з можливістю горизонтального переміщення, то вага шпинделів не навантажує ливарні валки, а ковзний опір в системі підтримання ливарних валків, що підтримує ливарні валки, зменшується. 9 Короткий опис креслень Цей винахід описано далі за допомогою прикладу з посиланнями на додані креслення, на яких: на фіг.1 показаний вид зверху ливарних валків одного з втілень двовалкової ливарної машини; на фіг.2 показаний вертикальний поперечний переріз торцевої частини одного з ливарних валків з правої сторони фіг.1 на фіг.3 показаний вид з боку системи приводу обертання ливарного валка двовалкової ливарної машини; на фіг.4 показаний вид зверху іншого втілення двовалкової ливарної машини; на фіг.5 надано схематичне креслення, що показує приклад відомої двовалкової ливарної машини зі сторони торців ливарних валків; та На фіг.6 показаний вид зверху двовалкової ливарної машини згідно з фіг.5. Фігури 1-3 ілюструють одне можливе втілення двовалкової ливарної машини та спосіб виготовлення тонкої литої стрічки. Ливарна машина має пару охолоджуваних водою ливарних валків 1, що розташовані бічними поверхнями один до одного та утворюють зазор між собою. Ливарні валки 1 наближені один до одного стискаючими силами F, що прикладені (не показаними особливо) притискувальними механізмами до систем 9 підтримання ливарних валків, які підтримують торці цих ливарних валків. Більша частина стискаючих сил F, що прикладені до ливарних валків для наближення їх один до одного, збалансовує (феро)статичний тиск, а також зменшує вертикальне навантаження, яке прикладене до систем підтримання ливарних валків. Ливарна машина (та спосіб) можуть також мати з обох торців ливарних валків 1 шарнірні вузли 10 для подачі охолоджувальної води до цих ливарних валків 1 та її виведення звідти. Кожний ливарний валок 1 має циліндричний корпус 11 та порожнисті шипи 12, що виступають з обох торців зазначених циліндричних корпусів 11. Трубчаста розділювальна стінка 13 розташована по центру у внутрішній порожнині кожного шипа 12 та розділяє її простір на зовнішній канал 17 та внутрішній канал 18. Кожний ливарний валок 1 має численні канали 14 охолоджувальної води, які прилягають до поверхонь ливарних валків та простягаються крізь корпуси 11 ливарних валків у напрямку паралельному осі обертання цих ливарних валків. Крім того кожний шип 12 має численні радіально орієнтовані охолоджувальні канали 15 та 16 у ведучому торці шипа 12, що з'єднаний з корпусом 11 валка. Зазначені охолоджувальні канали 15 з'єднують зовнішні канали 17 в шипах 12 з тими охолоджувальними каналами 14 в корпусах 11 валків, що прилягають до поверхонь цих ливарних валків. Зазначені охолоджувальні канали 16 в шипах 12 з'єднують внутрішні канали 18 в шипах 12 з іншими охолоджувальними каналами 14 у корпусах 11 валків. Відповідно до фіг.2 кінцеві частини шипів 12 мають вхідні отвори 19 для введення охолоджувальної води ззовні шипів 12 до (під)поверхневих каналів 17 в цих шипах 12. Кінцеві частини шипів 97107 10 12 також мають вихідні отвори 20 для виведення охолоджувальної води із каналів 18 в шипах 12 назовні шипів. Шарнірні вузли 10 охоплюють кінцеві частини шипів 12. Відповідно до фіг.2 орієнтовані униз нерухомі муфти 21 з'єднані з вхідними отворами 19, а орієнтовані униз нерухомі муфти 22 з'єднані з вихідними отворами 20. Нерухомі муфти 21 та 22 у кожному ливарному валку 1 простягаються практично вертикально та перпендикулярно до осі обертання ливарних валків 1. Вище описане розташування є таким, що охолоджувальна вода втікає всередину шарнірного вузла 10 та витікає із зазначеного шарнірного вузла 10 у практично вертикальному напрямку відносно осі обертання ливарних валків 1. Розташування шарнірних вузлів 10 та нерухомих муфт 21 і 22 на обох торцях ливарних валків 1 є таким, що вага цих частин розподілена по ливарних валках 1 більш рівномірно. Крім того втікання охолоджувальної води вверх до шарнірних вузлів 10 спричиняє прикладання до ливарних валків 1 спрямованих вверх сил та зменшує ковзний опір систем 9 підтримання ливарних валків. Під час роботі ливарної машини охолоджувальна вода може текти крізь кожний ливарний валок 1 через один або численні перепускні канали. Зокрема, у випадку, коли передбачені два перепускні канали, охолоджувальна вода перетікає із шарнірного вузла 10 з однієї сторони ливарного валка 1 крізь (під)поверхневий канал 17 в одному з шипів 12 в охолоджувальні канали 15 у шипах 12 та в охолоджувальні канали 14 у корпусі 11 валка і далі крізь такі ж канали 14 надходить до охолоджувальних каналів 16 у шипах 12 і крізь внутрішні канали 18 у шипах 12 потрапляє на вихід із шарнірних вузлів 10. Охолоджувальна вода тече крізь подібний набір каналів на іншій стороні охолоджуваних валків 1, втікаючи у ливарний валок 1 і витікаючи з нього за допомогою іншого шарнірного вузла 10. Відповідно до фіг.2, патрубки 25 подачі охолоджувальної води приєднані до нерухомих муфт 21 за допомогою рухомих муфт 23, а патрубки 26 подачі охолоджувальної води приєднані до нерухомих муфт 22 з використанням рухомих муфт 24. Рухомі муфти 23 та 24 встановлені на ковзній опорі 27. Підйомна рама 28 розташована під цією ковзною опорою 27. Підйомна рама 28 рухається вертикально за допомогою напрямної підтримуючої опори 30, що розташована між підйомною рамою 28 та підтримуючою рамою 29. Ковзна опора 27 переміщується відносно ливарних валків 1 у радіальному напрямку (тобто паралельно до напрямку руху системи 9 підтримання ливарних валків) під безпосередньою дією опор 31, які розташовані між ковзною опорою 27 та підйомною рамою 28. Таким чином нерухомі муфти 21 та 22 (до яких приєднані рухомі муфти 23 та 24) рухаються разом з системою 9 підтримання ливарних валків, зостаючись при цьому під ливарними валками 1, а охолоджувальна вода втікає до та витікає із шарнірних вузлів 10 вертикально у напрямку від осі 11 обертання відповідного ливарного валка 1. Відповідно, при такому розташуванні сили, що виникають внаслідок руху потоку охолоджувальної води, діють у аксіальному напрямку вздовж осі обертання кожного ливарного валка 1. Відповідно до фіг.2, циліндр 33, що розташований між підйомною рамою 28 та підтримуючою рамою 29, діє як піднімальний механізм. При роботі циліндра 33 вага патрубків 25 подачі охолоджувальної води, гнучких патрубків 26 відведення охолоджувальної води та рухомих муфт 23 і 24 сприймається системою підтримання і не навантажує ливарні валки 1. Відповідно, знижена загальна маса ливарних валків 1, а опір ковзанню системи 9 підтримання ливарних валків зменшений. Відповідно до фіг.3, ливарна машина має двигун 34, який у робочому положенні з'єднаний з кожним ливарним валком 1. Робоче підключення здійснено за допомогою зубчатого редуктора 35, універсальної муфти 36, шпинделя 37 та універсальної муфти 38. Двигун 34 придатний для обертання ливарних валків 1. Кожний шпиндель 37 підтримується за допомогою пристрою 41 підтримання шпинделів, що розташований на опорній поверхні 40 та приєднаний до шпинделя 37 за допомогою підшипника 39, який підтримує шпиндель 37 у його центральній частині. Пристрій 41 підтримання шпинделя має ковзну раму 43, яка має напрямну опору 42. В результаті цього, за наявності підшипника 39, стає можливим те, що прилягаючи до зубчатого редуктора 35 шарніри універсальної муфти 36, описують пологу дугу. Пристрій 41 підтримання шпинделя має також тримачі 44 і 45, які приєднані до ковзної рами 43, (гідро)циліндр 46, корпус якого шарнірно з'єднаний з тримачем 44, та з'єднувальне коромисло 47, яке оснащене шарнірами для підключення опорного торця іншого тримача 45 та приводного кінця штоку поршня зазначеного (гідро)циліндра 46. Пристрій 41 підтримання шпинделя також має піднімальний важіль 48, що у своїй нижній частині шарнірно приєднаний до центральної по довжині частини з'єднувального коромисла 47 та у своїй верхній частині шарнірно приєднаний до підшипника 39. Коли циліндр 46 пристрою 41 підтримання шпинделя працює, а підшипник 39 рухається вверх, то вага шпинделя 37 підтримується пристроєм 41 підтримання шпинделя. Відповідно вага цих частин не сприймається ливарними валками 1, а опір ковзанню системи 9 підтримання ливарних валків 1 зменшено. Крім того, підшипник 39 тягне за собою систему 9 підтримання ливарних валків завдяки руху напрямної опори 42. 97107 12 В двовалковій ливарній машині, конструкція якої проілюстрована кресленнями на фігурах 1-3, забезпечене настільки вдале розподілення ваги ливарних валків 1, що центри корпусів 11 валків одночасно є центрами ваги цих ливарних валків 1, а сили, що обумовлені течією охолоджувальної води, діють у напрямку осі обертання зазначених ливарних валків 1. Відповідно незбалансовані неконтрольовані сили, а отже і стискаючі сили F, що необхідні для підтримання ливарних валків 1, зменшені разом з ковзним опором системи 9 підтримання ливарних валків. Ці переваги є наслідками умов керування технологічним процесом і якістю продукції і, зокрема, умов виготовлення стрічки бажаної товщини. Далі, ливарна машина може мати силовий привід, що рухає ковзну опору 27 вздовж системи 9 підтримання ливарних валків, та силовий привід, що рухає ковзну раму 43 вздовж напрямної опори 42. Крім того, (гідро)циліндри 33 та 46 можуть бути також замінені на приводні двигуни зі штовхачами. На фіг.4 показано інше втілення двовалкової ливарної машини та спосіб виготовлення тонкої литої стрічки безперервним литтям з такими ж номерами позицій відповідних ознак, які були використані на фігурах 1-3. Ця двовалкова ливарна машина (відповідно до способу її використання) обладнана шарнірними вузлами 10 тільки з однієї сторони. Ливарна машина може мати противагу 49 на іншій стороні кожного ливарного валка 1 для утворення моменту сили, пропорційного до моменту, утвореного шарнірним вузлом 10 і нерухомими муфтами 21 та 22. Ця двовалкова ливарна машина забезпечує ті ж самі переваги, що і машина, конструкція якої проілюстрована кресленнями на фігурах 1-3. Двовалкова ливарна машина та спосіб виготовлення тонкої литої стрічки шляхом безперервного лиття згідно з запропонованим винаходом не обмежені вище описаними втіленнями та можуть бути змінені, не виходячи за межі винахідницького задуму. Коментарі до креслень Фіг.2 Номер 32 позначки не використано в описі. Нижче номер 32 позначки з'являється для позначення будь-якого кола штрих-пунктирною лінією. Відповідно додані стрілки, що позначають напрямок потоку у патрубках 25 та 26. Фіг.5 Жолоб "попередній рівень техніки". Стрілки, що позначають додатковий напрямок обертання ливарних валків 1. Фіг.6 Жолоб "попередній рівень техніки". 13 97107 14 15 97107 16 17 Комп’ютерна верстка Г. Паяльніков 97107 Підписне 18 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюTwin roll casting machine and method of casting thin strip (embodiments)
Автори англійськоюNakayama Katsumi, Matsushita Toshiro, Fukase Hisahiko
Назва патенту російськоюДвухвалковая литейная машина для изготовления тонкой литой стальной ленты (варианты) и способ ее использования
Автори російськоюНакаяма Кацуми, Мацушита Тоширо, Фукасе Хизахико
МПК / Мітки
МПК: B22D 11/22, B22D 11/06
Мітки: спосіб, литої, тонкої, застосування, сталевої, стрічки, виготовлення, машина, варіанти, двовалкова, ливарна
Код посилання
<a href="https://ua.patents.su/9-97107-dvovalkova-livarna-mashina-dlya-vigotovlennya-tonko-lito-stalevo-strichki-varianti-ta-sposib-zastosuvannya.html" target="_blank" rel="follow" title="База патентів України">Двовалкова ливарна машина для виготовлення тонкої литої сталевої стрічки (варіанти) та спосіб її застосування</a>
Спосіб виготовлення тонкої литої сталевої стрічки та сталева композиція
Номер патенту: 96307
Опубліковано: 25.10.2011
Автори: Сосінскі Девід Джеі, Махапатра Рама Баллав
МПК: C22C 38/18, C22C 38/38, C22C 38/06, B22D 11/06, B22D 11/04
Мітки: композиція, тонкої, сталева, стрічки, сталевої, литої, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення тонкої литої сталевої стрічки, який включає наступні операції:(а) монтаж пари ливарних валків, розташованих один навпроти одного для утворення зазору між ними,(б) приготування розплавленої сталевої композиції, яка містить, мас. %: вуглець у межах від 0,01 до 0,3, марганець у межах від 0,1 до 2,0, кремній у межах від 0,05 до 0,5, кальцій у межах від 8 до 40 млн-1, алюміній у межах від 2 до 500 млн-1, хром...
Спосіб виготовлення тонкої литої стрічки з використанням двовалкової ливарної машини і машина для його здійснення

Номер патенту: 88544
Опубліковано: 26.10.2009
Автори: Едвардс Джім, Блейд Уолтер
МПК: B22D 11/06, B22D 11/16
Мітки: стрічки, двовалкової, здійснення, використанням, ливарної, спосіб, машини, тонкої, машина, виготовлення, литої
Формула / Реферат:
1. Спосіб виготовлення тонкої литої стрічки безперервним литтям, що включає:монтаж двовалкової ливарної машини, що має пару ливарних валків, з утворенням зазору між зазначеними валками;монтаж такого приводу вказаної двовалкової ливарної машини, що придатний для роздільного обертання вказаних ливарних валків і підтримання регульованого кута між зазначеними ливарними валками;монтаж такої системи подавання металу, що...
Спосіб і пристрій для намотування тонкої металевої стрічки, зокрема гаряче- або холоднокатаної тонкої стальної стрічки (варіанти)
Номер патенту: 78224
Опубліковано: 15.03.2007
Автори: Тушхофф Маттіас, Гінсберг Клаус, Боймер Клаус
МПК: B21C 47/00, B21C 47/28, B21C 47/24
Мітки: металевої, спосіб, намотування, тонкої, зокрема, пристрій, стрічки, варіанти, стальної, холоднокатаної, гаряче
Формула / Реферат:
1. Спосіб намотування тонкої металевої стрічки (1), зокрема гаряче- або холоднокатаної тонкої стальної стрічки, на регульований в діаметрі намотувальний барабан (3а), причому спочатку внутрішні витки (12) рулону намотують на намотувальний барабан із встановленою величиною діаметра, а після остаточного намотування рулону (11) намотувальний барабан (3а) витягують або рулон (11) знімають, який відрізняється тим, що в одному або декількох...
Відцентрова ливарна машина (варіанти)

Номер патенту: 84661
Опубліковано: 10.11.2008
Автори: Жуков Леонід Федорович, Гордін Вадим Миколайович
МПК: B22D 13/04
Мітки: варіанти, машина, ливарна, відцентрова
Формула / Реферат:
1. Відцентрова ливарна машина, що містить станину, виконаний з можливістю обертання багатопозиційний ротор з кокілями, здатними обертатися в ньому, приводи обертання ротора і кокілів, а також механізми заливки кокілів рідким металом, вибивки відливок з кокілів і установки зняття, охолоджування, фарбування і сушки кокілів, яка відрізняється тим, що осі симетрії кокілів суміщені з радіусами ротора, а основні механізми установки і заливки...
Машина ливарна для виготовлення пінополіуретану або поролону мвт-02 двовихрова

Номер патенту: 34074
Опубліковано: 25.07.2008
Автор: Тимофієнко Михайло Васильович
МПК: B29C 44/00
Мітки: мвт-02, виготовлення, машина, ливарна, поролону, двовихрова, пінополіуретану
Формула / Реферат:
1. Машина ливарна для виготовлення пінополіуретану або поролону, що містить органи керування, несучу раму, на якій встановлена рухлива каретка, виконана з можливістю вертикального переміщення відносно несучої рами, вертикально встановлені на каретці ємності для вихідних компонентів, що мають вхідні та вихідні отвори, які обладнані засобами для подачі в них вихідних компонентів і засобами дозованої подачі вихідних компонентів у вертикально...