Спосіб виготовлення роликів машин безперервного лиття заготовок
Номер патенту: 122510
Опубліковано: 10.01.2018
Автори: Карауланов Олег Вікторович, Матвієнко Володимир Миколайович, Коробка Олег Володимирович, Лещинський Леонід Кимович, Воз'янов Євгеній Іванович

Формула / Реферат
Спосіб виготовлення роликів машин безперервного лиття заготовок, що включає наплавлення шару з окремих валиків з зазором між ними, які розташовані під кутом до твірної і орієнтовані у різні напрямки з середини до країв бочки, який відрізняється тим, що ширину валиків збільшують від середини до країв бочки, а зазор між ними монотонно зменшують, при цьому відношення ширини валика до зазору змінюють відповідно до виразу: Ζ=-0,5·В+37, де Ζ - зазор між суміжними валиками, мм; В - ширина валика, мм.
Текст
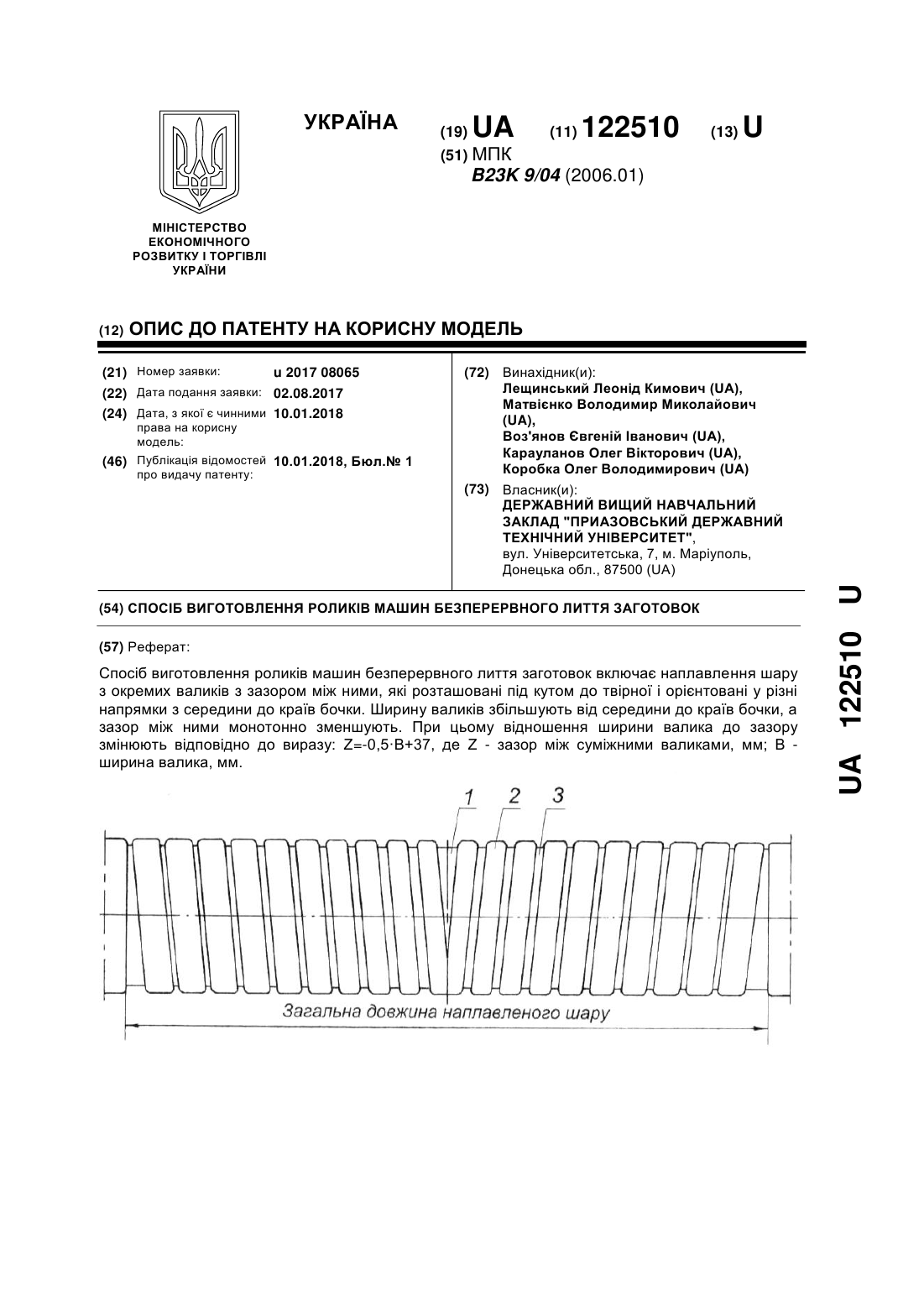
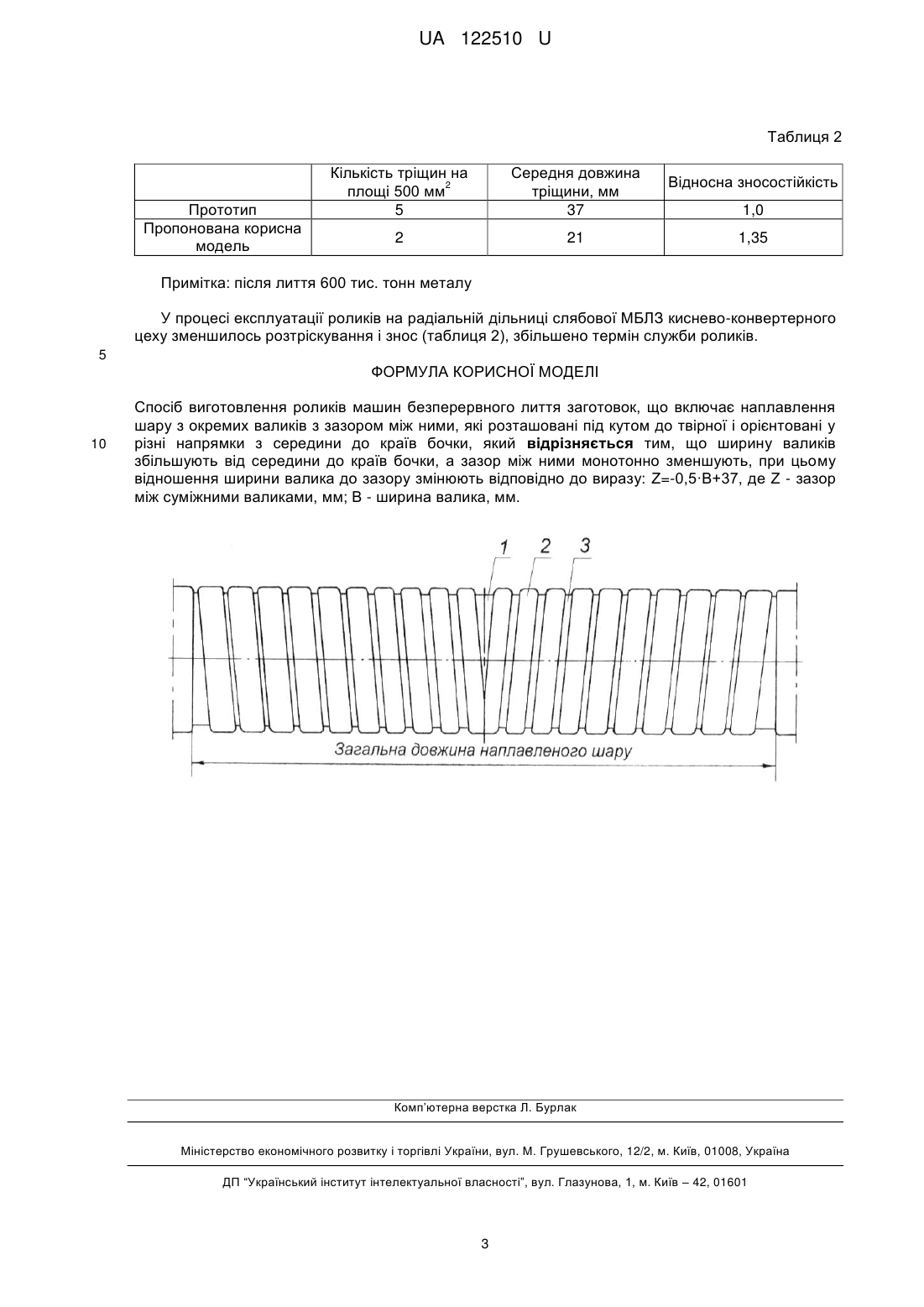
Реферат: Спосіб виготовлення роликів машин безперервного лиття заготовок включає наплавлення шару з окремих валиків з зазором між ними, які розташовані під кутом до твірної і орієнтовані у різні напрямки з середини до країв бочки. Ширину валиків збільшують від середини до країв бочки, а зазор між ними монотонно зменшують. При цьому відношення ширини валика до зазору змінюють відповідно до виразу: Ζ=-0,5·В+37, де Ζ - зазор між суміжними валиками, мм; В ширина валика, мм. UA 122510 U (12) UA 122510 U UA 122510 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургійного виробництва, а саме до способу виготовлення роликів машин безперервного лиття заготовок (МБЛЗ), і може використовуватись при виготовленні та відновленні шляхом наплавлення роликів МБЛЗ. Відомий спосіб виготовлення роликів МБЛЗ шляхом наплавлення окремих валиків, які розташовані під кутом до твірної, при якому ширину наплавлених валиків вибирають в залежності від діаметра бочки ролика, а зазор між валиками - в залежності від ширини валика, при цьому кожному значенню кута нахилу валика відповідає певне відношення ширини валика і діаметра ролика, яке не залежить від його діаметра (Патент № 101603 Україна, МПК В23К 9/04, B22D, 19/00). Недоліком відомого способу є постійність розмірів валиків і зазору між ними по всій довжині ролика, що не відповідає розподілу температури нагріву ролика слябом, що кристалізується, яке призводить до перегріву і зниження працездатності поверхневого шару ролика. Відомий спосіб виготовлення роликів МБЛЗ, при якому на поверхні біметалічної бочки з зовнішнім легованим шаром, який отриманий шляхом наплавлення, виконують канавки з рівномірним кроком або кроком, що змінюється, які розташовують під кутом до твірної і направляють у різні напрямки від середини бочки до її країв (А. с. СРСР № 1329899, B22D 11/12). Недоліком відомого способу є збільшення кроку канавок з середини до країв, що також не відповідає розподілу температури нагріву бочки ролика заготовкою, що кристалізується і призводить до перегріву поверхні ролика, зростання температурних напружень, збільшення поздовжнього вигину і зниження терміну служби. Відомий спосіб виготовлення роликів МБЛЗ, при якому на поверхню бочки наносять зносостійкий і жароміцний дріт у вигляді двох спіралей, кожна на половину довжини бочки, при цьому витки спіралей нахиляють в протилежні напрямки і укладають з кроком в 1,0-1,1 діаметра дроту, а товщину спіралі вибирають рівною 0,01-0,05 діаметра бочки ролика (А. с. СРСР, № 971564, B22D 11/12). Недоліком відомого способу є незмінність кроку спіралі по всій довжині бочки, що суперечить нерівномірності нагріву слябом по довжині ролика, крім того велика трудомісткість процесу укладання спіралі на поверхню ролика, недостатня надійність у забезпеченні з'єднання спіралі з бочкою, що може призвести до змінювання його геометрії і зниження терміну служби. Найбільш близьким за своєю технічною суттю і результатами, що досягаються, є спосіб виготовлення роликів МБЛЗ шляхом наплавлення окремими валиками з зазором між ними, які розташовані під кутом до твірної і орієнтовані в різних напрямках з середини до країв бочки (див. ТЕХНОЛОГИЧЕСКУЮ ИНСТРУКЦИЮ ТИ 413-17-34:2014 "РЕМОНТ РОЛИКОВ МНЛЗ-1,2 ПАО "ММК им. ИЛЬИЧА", яка розроблена і використовується для відновлення і зміцнення наплавленням роликів МБЛЗ на Маріупольському металургійному комбінаті імені Ілліча - див. додаток). Недоліком прототипу є зберігання кроку наплавлення, ширини валика і зазору між ними по всій довжині ролика, незалежно від нерівномірності нагріву бочки ролика слябом, що кристалізується, не дозволяє виключити термічні навантаження, які пов'язані з нерівномірним нагрівом, зменшити перегрів поверхні ролика, не допустити різкого зниження механічних властивостей і поздовжній вигин. Вказані недоліки прототипу проявлятимуться у значно більшому ступені у разі уповільнення швидкості лиття, а отже руху сляба, тим більш, коли він зупинився, коли різке зростання перегріву ролика може призвести до втрати міцності, жорсткості, а отже до його поломки. В основу корисної моделі поставлена задача удосконалити спосіб виготовлення роликів МБЛЗ, в якому зміна умов здійснення дозволить за рахунок зменшення розтріскування і підвищення опірності зносу збільшити термін служби роликів. Поставлена задача вирішується тим, що в способі виготовлення роликів МБЛЗ, що включає наплавлення шару з окремих валиків з зазором між ними, які розташовані під кутом до твірної, орієнтованих у різних напрямках від середини до країв бочки, відповідно до корисної моделі, ширину валиків збільшують з середини до країв бочки, а зазор між ними монотонно знижують, при цьому відношення ширини валика до зазору змінюють відповідно до виразу: Ζ=-0,5·В+37, де Ζ - зазор між суміжними валиками, мм; В - ширина валика, мм. Під час роботи МБЛЗ ролик, який контактує з заготовкою, що кристалізується, підігрівається нерівномірно по довжині, що викликано через різницю температур по ширині заготовки. Більш висока температура характерна для середини заготовки, найменша - по краях. Через нерівномірний нагрів заготовкою у ролику зростають температурні напруження, які у сумі з напруженнями від механічних навантажень призводять до збільшення швидкості розвитку тріщин термомеханічної втоми, що сприяє зростанню швидкості корозійно-механічного зносу. 1 UA 122510 U 5 10 15 20 25 Однак розвиток тріщин глибоко в ролик може призвести до гострого ослаблення перетину в діаметральній площині і поломки. Нерівномірний нагрів також викликає додатковий вигин ролика. Особливо несприятливий вплив нерівномірного нагріву ролика при перегріві у зв'язку зі зниженням швидкості руху заготовки. Якщо перегрів перевищує температурну межу зберігання міцності матеріалу ролика, його вигин може досягати 4-5 мм, що приводить до поломки підшипника, а потім ролика. Разом з тим інтенсивність нагріву і вигин різко знижуються у разі виготовлення роликів шляхом формування наплавленого шару з окремих валиків з зазором між ними. Однак цього недостатньо для усунення нерівномірності нагріву, таким чином з огляду на залежність залишкових напружень від ширини наплавленого валика і значення зазору, бажано змінювати їх значення за довжиною ролика. Для усунення нерівномірного нагріву в середній частині бочки ролика, де нагрів і залишкові напруження максимальні доцільно зменшити площу контакту ролика з заготовкою, для чого ширину валика треба зменшити, а зазор між валиками збільшити. В той же час по краям бочки ролика, де нагрів є мінімальним і залишкові напруження нижчі, доцільно ширину валика збільшити, а зазор між суміжними валиками - зменшити. Апроксимуючи перепад температури від середини до країв ролика лінійною функцією, доцільно встановити такий самий закон зміни відношення ширини валика до зазору. Наприклад для ролика радіальної дільниці зони вторинного охолодження МБЛЗ (діаметр бочки 300 мм, довжина 2050 мм, вага 1,135 тонн) наплавлення окремими валиками з зазором, які розташовані під кутом до твірної і орієнтовані в різні напрямки від середини до країв бочки, виконують на ділянці довжиною 1260 мм при постійних значеннях ширини валика В=45 мм і зазору Ζ=14 мм (прототип). З метою зниження залишкових термічних напружень та зменшення вигину ролика від нерівномірного нагріву заготовкою, з середини бочки до країв збільшують ширину валика від 38 до 56 мм, а зазор монотонно зменшують від 18 до 9 мм (таблиця 1). При цьому відношення ширини валика до зазору змінюють по лінійному закону відповідно до виразу: Ζ=-0,5·В+37, де Ζ - зазор між суміжними валиками, мм; В - ширина валика, мм. Таблиця 1 Ширина валика, мм Зазор, мм 30 35 40 45 50 38 18 Змінювання ширини валиків і зазору від середини до країв ролика по довжині 630 мм 40 42 44 46 48 50 52 54 17 16 15 14 13 12 11 10 56 9 Суть корисної моделі пояснюється кресленням, де представлений загальний вигляд ролика МБЛЗ. Ролик містить бочку 1 з наплавленим шаром довжиною 1260 мм, який сформований симетрично з середини до країв бочки з окремих валиків 2 з зазором 3 між ними у залежності від розмірів, які зазначено в таблиці 1. Приклад конкретного виконання способу наплавлення ролика МБЛЗ. Наплавлення ролика радіальної дільниці МБЛЗ діаметром 270 мм (матеріал ролика сталь 25 × 1М1Ф, довжина бочки 2050 мм, вага 0,933 т) виконують після підігріву до 250 °C. Наплавлений шар по довжині 1260 мм формують симетрично з середини до країв бочки з окремих валиків з зазором між ними, які розташовані під кутом ≤80° до твірної і орієнтовані в різні напрямки з середини до країв бочки. Для наплавлення валиків, ширину яких змінюють по довжині бочки в межах 38-56 мм, а зазор між ними в межах 18-9 мм, використовують спосіб наплавлення відкритої дугою з поперечними коливаннями порошковим дротом Св-15 × 13Н3М2Г1СФБ діаметром 3,2 мм. Режим наплавлення: постійний струм зворотної полярності 500-520 А, напруга 28-32 В, швидкість поперечних коливань електрода 30 1/хв, амплітуда коливань 30-60 мм, швидкість наплавлення 12,0 м/год. З метою усунення нерівномірності нагріву ролика заготовкою за рахунок зменшення площі контакту в середній частині, ширина наплавлених валиків мінімальна (38 мм), а зазор між ними максимальний (18 мм). При наплавленні окремими валиками в напрямку від середини до країв ролика по довжині 630 мм розташовуються 10 валиків, ширину яких збільшують, а значення зазору монотонно зменшують у залежності від розмірів, які зазначено в таблиці 1. При цьому відношення ширини валика до зазору змінюють по лінійному закону, відповідно до виразу: Ζ=0,5·В+37, де Ζ - зазор між суміжними валиками, мм; В - ширина валика, мм. 2 UA 122510 U Таблиця 2 Прототип Пропонована корисна модель Кількість тріщин на 2 площі 500 мм 5 Середня довжина тріщини, мм 37 2 21 Відносна зносостійкість 1,0 1,35 Примітка: після лиття 600 тис. тонн металу У процесі експлуатації роликів на радіальній дільниці слябової МБЛЗ киснево-конвертерного цеху зменшилось розтріскування і знос (таблиця 2), збільшено термін служби роликів. 5 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 Спосіб виготовлення роликів машин безперервного лиття заготовок, що включає наплавлення шару з окремих валиків з зазором між ними, які розташовані під кутом до твірної і орієнтовані у різні напрямки з середини до країв бочки, який відрізняється тим, що ширину валиків збільшують від середини до країв бочки, а зазор між ними монотонно зменшують, при цьому відношення ширини валика до зазору змінюють відповідно до виразу: Ζ=-0,5·В+37, де Ζ - зазор між суміжними валиками, мм; В - ширина валика, мм. Комп’ютерна верстка Л. Бурлак Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюLeschynskyi Leonid Kymovych, Matviienko Volodymyr Mykolaiovych, Karaulanov Oleh Viktorovych, Korobka Oleh Volodymyrovych
Автори російськоюЛещинский Леонид Кимович, Матвиенко Владимир Николаевич, Карауланов Олег Викторович, Коробка Олег Владимирович
МПК / Мітки
МПК: B23K 9/04
Мітки: машин, лиття, роликів, безперервного, виготовлення, спосіб, заготовок
Код посилання
<a href="https://ua.patents.su/5-122510-sposib-vigotovlennya-rolikiv-mashin-bezperervnogo-littya-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення роликів машин безперервного лиття заготовок</a>
Спосіб фізичного моделювання експлуатаційних температурних умов роликів машин безперервного лиття заготовок
Номер патенту: 65053
Опубліковано: 25.11.2011
Автори: Марущак Павло Орестович, Біщак Роман Теодорович, Баран Денис Ярославович
МПК: G01N 25/72
Мітки: роликів, заготовок, безперервного, спосіб, фізичного, машин, умов, лиття, експлуатаційних, температурних, моделювання
Формула / Реферат:
Спосіб фізичного моделювання експлуатаційних температурних умов роликів машин безперервного лиття заготовок, при якому виготовляють фізичну модель ролика, обертають її, нагрівають верхню частину та охолоджують нижню і записують температурне поле, який відрізняється тим, що поверхню фізичної моделі ролика нагрівають газовим пальником, а охолоджують у ємності з водою.
Спосіб наплавлення роликів машин безперервного лиття заготовок
Номер патенту: 116526
Опубліковано: 25.05.2017
Автори: Мазур Владислав Олександрович, Лещинський Леонід Кимович, Матвієнко Володимир Миколайович
МПК: B23K 9/04
Мітки: машин, лиття, роликів, безперервного, спосіб, заготовок, наплавлення
Формула / Реферат:
Спосіб наплавлення роликів машин безперервного лиття заготовок, що включає наплавлення проміжного і зовнішнього шарів зі змінною величиною погонної енергії для кожного шару, який відрізняється тим, що наплавлення проміжного шару здійснюють матеріалом, температура плавлення якого нижче або дорівнює температурі плавлення матеріалу для наплавлення зовнішнього шару, а погонну енергію при наплавленні шарів визначають відповідно до...
Спосіб виготовлення ролика машини безперервного лиття заготовок
Номер патенту: 119373
Опубліковано: 25.09.2017
Автори: Лещинський Леонід Кимович, Мазур Владислав Олександрович, Матвієнко Володимир Миколайович
МПК: B21B 27/00
Мітки: заготовок, ролика, лиття, машини, спосіб, виготовлення, безперервного
Формула / Реферат:
Спосіб виготовлення ролика машини безперервного лиття заготовок, що включає зміну змісту легуючих елементів по довжині бочки ролика від мінімального значення по її краях до максимального на перехідній ділянці, збереження даного максимального значення постійним в середній частині бочки і симетричну зміну до мінімального значення, який відрізняється тим, що постійне максимальне значення вмісту легуючих елементів зберігають на ділянці, рівній...
Спосіб відцентрового відливання заготовок роликів машин безперервного відливання заготовок
Номер патенту: 29555
Опубліковано: 15.11.2000
Автори: Алексієнко Георгій Якович, Федосов Володимир Гарольдович, Остапенко Георгій Леонідович, Хацкелян Ігор Павлович
МПК: B22D 13/02
Мітки: відцентрового, роликів, відливання, спосіб, безперервного, заготовок, машин
Текст:
...% кількості розплаву мета лу, що заливається, за секунду, до утворення проміжного ша ру в заготовці суміші порошкоподібних добавок і порошку заліза товщиною 2-4 мм з продовженням введення порошку заліза до завершення процесу заливання розплаву металу до виливниці. Утворення проміжного шару (підшару) між зовнішнім шаром у заго товці з порошкоподібними модифікуючими добавками і шаром з порошком заліза забезпечує стабілізацію об'ємних і...
Спосіб виготовлення кристалізаторів для машин безперервного лиття заготовок
Номер патенту: 67817
Опубліковано: 12.03.2012
Автори: Шевцов Віктор Львович, Патон Борис Євгенович, Григоренко Георгій Михайлович, Пузрін Леонід Густавович, Пузрін Олександр Леонідович, Полєщук Михайло Анатолійович
МПК: B22D 11/00
Мітки: безперервного, лиття, заготовок, спосіб, виготовлення, машин, кристалізаторів
Формула / Реферат:
1. Спосіб виготовлення кристалізаторів для машин безперервного лиття заготовок, згідно з яким на поверхню пласких мідних охолоджуваних панелей, котрі входять до складу кристалізаторів, наносять захисне покриття, який відрізняється тим, що для покриття застосовують завчасно виготовлені листи зі зносостійкого металевого матеріалу товщиною 0,5-3,0 мм з необхідними експлуатаційними властивостями і ці листи з'єднують з основою мідних панелей...
Попередній патент: Спосіб підвищення надійності робочого обладнання малогабаритного навантажувача пмтс 1200 за допомогою додаткового гідравлічного обладнання на базі вихідної 3d моделі
Наступний патент: Спосіб комплексної медикаментозної контрацепції самок домашніх тварин
Випадковий патент: Установка для гідротермічної обробки та сушіння крупи