Спосіб зміцнення токопровідних деталей
Номер патенту: 6403
Опубліковано: 29.12.1994
Автори: Тісновський Леонід Рахмилович, Бондаренко Леонід Іванович, Проволоцький Олександр Євдокимович, Дудник Михайло Іванович, Пєтухов Ігор Павловіч, Лапшин Сергій Павлович, Лиходєй Олександр Кирилович


Формула / Реферат
(57) Способ упрочнения токопроводящих деталей, согласно которому осуществляют многократное элеткроэрозионное нанесение металлических покрытий на обрабатываемую поверхность, а в промежутках между циклами нанесения слоев производят абразивную обработку, отличающийся тем, что на обрабатываемую поверхность наносят слой никеля толщиной 15-40 мкм, затем осуществляют продувку абразивом с внедрением абразивных частиц на величину 0,06-0,08 от максимальной толщины нанесенного слоя, затем наносят слой молибдена толщиной 0,4-0,8 от толщины слоя никелевого покрытия.
Текст
Способ упрочнения токопроводящих деталей, согласно которому осуществляют многократное элеткроэрозионное нанесение металлических покрытий на обрабатываемую поверхность, а в промежутках между циклами нанесения слоев производят абразивную обработку, о т л и ; ю щ и й с я тем, что на обрабатываемую поверхность наносят слой никеля-толщиной 15-40 мкм, затем осуществляют продувку абразивом с внедрением абразивных частиц на величину 0,06-0,08 от максимальной толщины нанесенного слоя, затем наносят слой молибдена толщиной 0,4-0,8 от толщины слоя никелевого покрытия. С > Изобретение относится к области комбинированных методов обработки и предназначена для упрочнения медных шин линейных электродвигателей. В основу изобретения поставлена задача улучшить способ упрочнения токопроводящих деталей путем нанесения на обрабатываемую поверхность многослойного покрытия электроэрозионным методом, а в промежутках между нанесением слоев осуществляют продувку абразивом с внедрением частиц в нанесенный слой на глубину 0,06-0,08 от максимальной толщины этого слоя. При этом первый слой - никель, толщиной 15-40 мкм, следующий слой - молибден, толщиной 0,4-0,8 от толщины слоя никелевого покрытия, что обеспечивает повышение долговечности токопроводящих деталей. Сущность способа заключается в следующем. Для высокоскростных пар трения предпочтительным является использование поверхностей с вольфрамовым или с молибденовым покрытием, а указанные мате- О риалы с медью не образуют твердых растворов, т.е. сцепляемость электроэрозионных покрытий меди с указанными материалами '^ невелика. Поэтому медь сперва покрывают Z никелем, образующим с ней твердый раствор, а затем молибденом, который образует твердые растворы с никелем, что увеличивает сцепляемость износостойкого покрытия с основным материалом. со О Это обеспечивает долговечность и работоспособность неподвижной части линейного электродвигателя. 6403 Оптимальная толщина никелевого покрытия в пределах 15-40 мкм установлена экспериментально. Важным фактором является верхний предел никелевого покрытия (40 мкм). При наложении больших толщин 5 верхние слои покрытия соединяются уже не с медью, а с твердыми растворами медь-никель! Постепенно слой, увеличиваясь и взаимодействуя с атомами и молекулами межэлектродной среды, образует хрупкие 10 окислы никеля, покрытые сеткой трещин, что уменьшает электропроводность слоя и ухудшает сцепляемость обрабатываемой поверхности с последующим покрытием молибденом. 15 При нанесении слоя молибдена более 0,8 слоя никеля, молибден внедряется в медную поверхность, проникая через никелевое покрытие. Это приводит к уменьшению сцепляемости нанесенного покрытия с основным материалом, т.е. к уменьшению работоспособности и долговечности неподвижной части линейного электродвигателя. При нанесении слоя молибдена толщиной менее 0,4 толщины слоя никеля, никелевая основа используется не полностью, т.е. не вся толщина никеля насыщается молибденом. С другой стороны, так как никель имеет высокое электрическое сопротивление, то общее электросопротивление поверДальнейшее увеличение слоя никеля хностного слоя становится неоправданно (более 40 мкм) увеличивает злеткросопровысоким, ухудшая КПД линейного электротивление токоведущеи поверхности медных шин, так как никель обладает большим (по двигателя и уменьшая предельно возможсравнению с медью) сопротивлением. Это 20 ную максимальную скорость перемещения ограничивает максимально достижимую его подвижной части. скорость перемещения подвижной части лиСпособ был реализован при упрочнении нейного электродвигателя и уменьшает комедных шин по внутренней рабочей поверхэффициент полезного действия. ности неподвижной части электродвигателя Нижний предел толщины никелевого по- 25 диаметром 23+8;^, Ra • 1,25 мкм. Для элек= крытия также установлен экспериментальтроэрозионного упрочнения использовано. При нанесении слоя менее 15 мкм лась установка "Электрон"-50". наблюдается плохая сцепляемость поверхНеподвижная часть закреплялась на ностного слоя с молибденом, наносимым пошпинделе токарного станка модели 16К20. сле никеля, из-за большого количества меди 30 Скорость вращения неподвижной части на в твердом растворе медь-никель. всех проходах составляла 16 об/мин при Минимальный уровень проникновения продольном перемещении вибратора со абразивных частиц в слой никеля обеспечискоростью 0,15 мм на оборот. вает полное удаление окисных пленок, возУпрочнение никелем проводилось за н и к а ю щ и х п р и э л е к т р о э р о з и о н н о м 35 два прохода с промежуточной продувкой абупрочнении медных шин никелем. Выбор разивом со следующими режимами: первый глубины проникновения менее 0,06, наприпроход - сила рабочего тока - 7А, напряжеР мер при толщине покрытия 40 мкм, не обесние холостого хода - 80В, емкость накопипечивает р а з р у ш е н и я и удаления тельных конденсаторов 540 мк, второй дефектного слоя, имеющего большое элект- 40 проход - сила рабочего тока- - 5А, напряжерическое сопротивление. ние холостого хода 80В, емкость накопиМаксимальный уровень проникновения тельных конденсаторов - 540 мкф. абразивных частиц обеспечивает удаление После первого прохода диаметр отвердефектных слоев без разрушения высококастия уменьшился на 22 мкм. Продувка обрачественного покрытия. Превышение уровня 45 батываемой поверхности, обеспечивающая проникновения абразивных частиц в слой удаление окисных пленок и переупрочнентвердого раствора медь-никель приводит к ных вершин микрорельефа, проводилась интенсивному разрушению качественного электрокорундом нормальным зернистопокрытия. стью 60 мкм. Давление сжатого воздуха для Оптимальная величина молибденового 50 разгона частиц внутри неподвижной части слоя в пределах 0,4-0,8 от толщины никелелинейного электродвигателя составляло 0,3 вого покрытия установлена эксперименМПа. тально. Максимальный верхний предел Время продувки - 15 с. При таком режиобеспечивает внедрение молибдена в никеме абразивные частицы внедрялись в обралевый слой (молибден не достигает медной 55 батываемую поверхность на величину, основы), что дает возможность получить каравную 0,07 толщины нанесенного покрычественное покрытие (молибден образует тия, т.е. 0,8 мкм. При этом были удалены твердый раствор с никелем и не образует его окисные пленки и переупрочненные выстус медью). пы микрорельефа. 6403 6 После повторной электроэрозионной крытие, являясь одним из наиболее стойких обработки никелем отверстие уменьшилось в высокоскоростных парах трения, увеличина 18 мкм. Продувка осуществлялась электвает работоспособность и долговечность нерокорундом нормальным зернистостью 60 подвижной части линейного мкм. Давление сжатого воздуха задавалось 5 электродвигателя. равным 0А МПа. Время продувки - 12 с. Нанесение никелевого покрытия в преЗаданный режим обеспечил проникновение делах 15-40 мкм обеспечивает как хорошую абразивных частиц в обрабатываемую посцепляемость его с молибденовым слоем верхность на глубину, равную 0,06 толщины (при толщине покрытия не менее 15 мкм), так суммарного покрытия, т.е. на глубину, рав- 10 и высокую электропроводность и сплошную 1,2 мкм. Диаметр отверстия после втоность (при толщине покрытия не более 40 ричной струйной обработки составил мкм). Продувка обработанной поверхности 2 Ш3 абразивными частицами, осуществляемая Упрочнение молибденом осуществляпосле каждого электроэрозионного прохолось за один проход со следующими режи- 15 да, обеспечивает удаление дефектного, имемами: сила рабочего тока - 4А, напряжение ющего большое электрическое холостого хода - 80В, емкость накопительсопротивление, поверхностного слоя (при ных конденсаторов - 540 мкФ. проникновении абразивных частиц на велиПосле нанесения молибденового покры20 чину не менее 0,06 толщины нанесенного тия диаметр отверстия уменьшался на 15 покрытия). Проникновение абразивных часмкм (что составляет 0,4 от толщины никелетиц на глубину не более 0,08 толщины наневого покрытия) и составил 23 ^чЩ§. сенного слоя обеспечивает сохранение Чистовая доводка свободным абразивысококачественного никелевого покрытия. вом осуществлялась чугунным притиром 25 Нанесение молибденового слоя толщиспециальным с применением масляной ной 0,4-0,8 толщины никелевого покрытия эмульсии карбида кремния зеленого (40%) обеспечивает внедрение молибдена в никезернистостью 40 мкм. После доводки диалевый слой, Молибден не внедряется в медь, метр отверстия стал равен 0,013 мм с шерото есть не уменьшается сцепляемость поховатостью обработанной поверхности Ra = 30 крытия. Кроме того, переходное, никелевое -0,32 мкм. покрытие используется в полном объеме. Финишная обработка свободным абраПрактически вся толщина никеля насыщаетзивом в данном случае происходила без ся молибденом. Отсутствует переходный нишарнирования из-за высокой твердости упкелевый слой, уменьшающий, из-за рочненной поверхности. 35 высокого электрического сопротивления, Эффективность способа заключается в КПД линейного электродвигателя. следующем. Последовательное электроэрозионное Долговечность рабочей поверхности неупрочнение обрабатываемой медной поверподвижной части линейного электродвигахности никелем и молибденом обеспечивает 40 теля после обработки по приведенному в высокое качество покрытия (сцепляемость примере способу увеличилась в 3 раза и покрытия с основным материалом), так как обеспечила эксплуатацию его при скоростях никель образует твердые растворы с медью, движения подвижной части до 6 тыс.м./с. а молибден с никелем. Молибденовое по Упорядник О.Проволоцький Замовлення 626 Техред М.Моргентал Коректор М.Петрова Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Виробничо-видавничий комбінат "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for hardening conductive parts
Автори англійськоюProvolotskyi Oleksandr Yevdokymovych, Lapshyn Serhii Pavlovych, Lykhodii Oleksandr Kyrylovych, Pietukhov Ihor Pavlovych, Bondarenko Leonid Ivanovych, Tisnovskyi Leonid Rakhmylovych, Dudnyk Mykhailo Ivanovych
Назва патенту російськоюСпособ упрочнения токопроводящих деталей
Автори російськоюПроволоцкий Алесандр Евдокимович, Лапшин Сергей Павлович, Лиходей Александр Кириллович, Петухов Игорь Павлович, Бондаренко Леонид Иванович, Тисновский Леонид Рахмилович, Дуднык Михаил Иванович
МПК / Мітки
Мітки: токопровідних, деталей, спосіб, зміцнення
Код посилання
<a href="https://ua.patents.su/4-6403-sposib-zmicnennya-tokoprovidnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнення токопровідних деталей</a>
Спосіб поверхневого зміцнення сталевих деталей
Номер патенту: 3349
Опубліковано: 27.12.1994
Автори: Бондаренко Олександр Вікторович, Жуков Андрій Олександрович, Бондарюк Микола Миколайович, Малимон Валентина Ігорівна
МПК: C23C 8/08
Мітки: спосіб, поверхневого, деталей, зміцнення, сталевих
Формула / Реферат:
Способ поверхностного упрочнения стальных деталей, преимущественно профильных, включающий их нагрев до температуры эвтектического плавления токами высокой частоты в контакте с углеродсодержащим материалом и выдержку, отличающийся тем, что в качестве углеродсодержащего материала используют углеродный волокнистый материал, который прижимают к поверхности детали керамическим прижимом, повторяющим конфигурацию детали, а выдержку ведут в течение...
Засіб обробки деталей

Номер патенту: 1949
Опубліковано: 20.12.1994
Автори: Гришин Володимир Сергійович, Бондаренко Леонід Іванович, Лиходєй Олександр Кирилович, Литвиненко Вячеслав Тимофійович, Лапшин Сергій Павлович, Проволоцький Олександр Євдокимович, Морозенко Вадим Никифорович
Мітки: обробки, засіб, деталей
Формула / Реферат:
Способ обработки деталей, включающий электроэрозионное легирование поверхностей и визуальный контроль сплошности покрытия, отличающийся тем, что, с целью повышения износостойкости деталей, перед визуальным контролем производят гидроабразивную обработку детали с внедрением абразивных частиц на величину 0,05—0,1 от максимальной толщины слоя, полученного при легировании, а затем выявляют участки без легируемого слоя и по ним повторно проводят...
Спосіб гідроабразивної обробки деталей
Номер патенту: 1582
Опубліковано: 25.10.1994
Автори: Дрозд Віталій Антонович, Іванов Володимир Іванович, Пилипенко Віктор Васильович
МПК: B24C 1/00
Мітки: обробки, деталей, спосіб, гідроабразивної
Формула / Реферат:
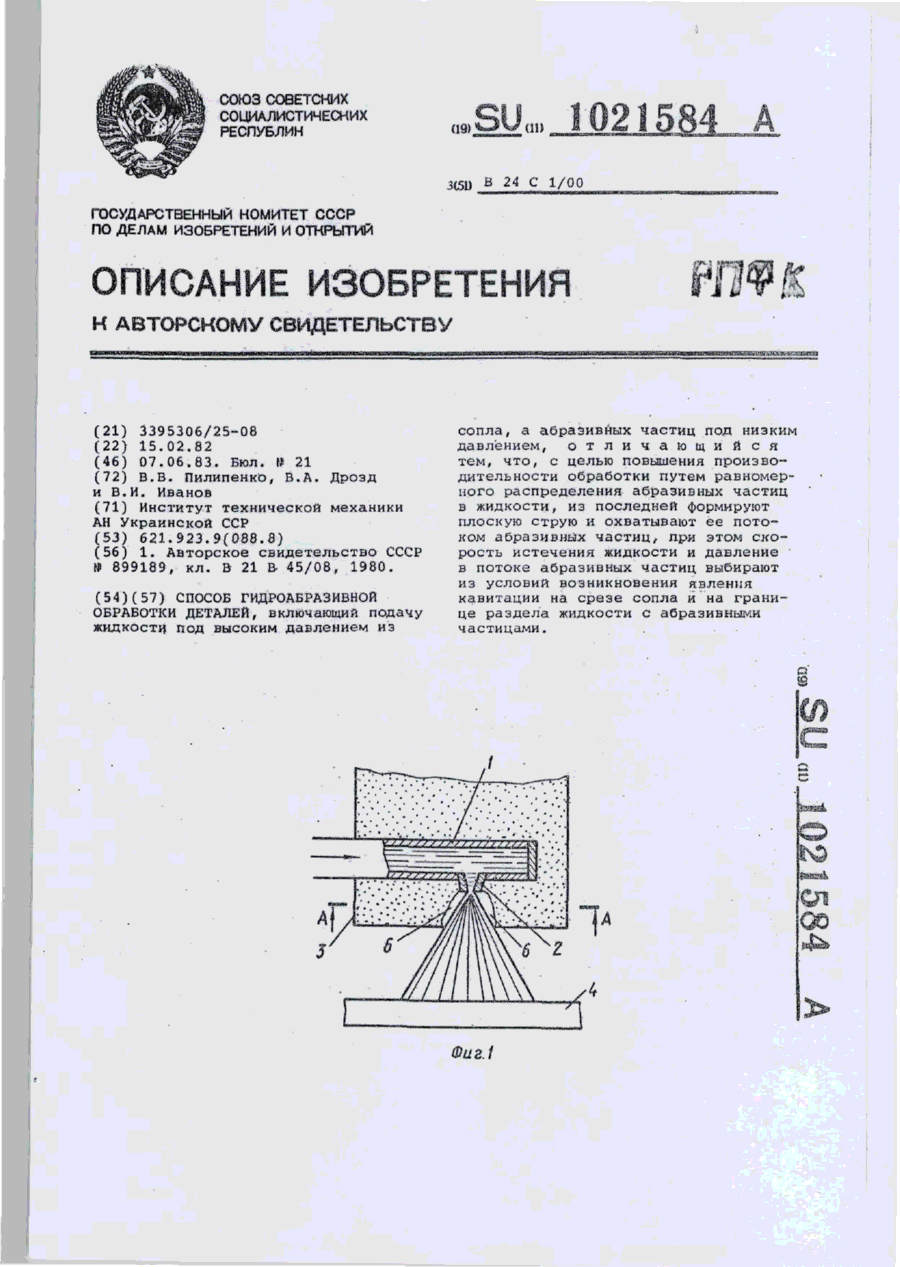
Способ гидроабразивной обработки деталей, включающий подачу жидкости под высоким давлением из сопла, а абразивных частиц под низким давлением, отличающийся тем, что, с целью повышения производительности обработки путем равномерного распределения абразивных частиц в жидкости, из последней формируют плоскую струю и охватывают ее потоком абразивных частиц, при этом скорость истечения жидкости и давление в потоке абразивных частиц выбирают из...
Засіб абразивоструминної обробки деталей
Номер патенту: 1584
Опубліковано: 25.10.1994
Автори: Дрозд Віталій Антонович, Пилипенко Віктор Васильович, Іванов Володимир Іванович
МПК: B24C 1/00
Мітки: обробки, деталей, засіб, абразивоструминної
Формула / Реферат:
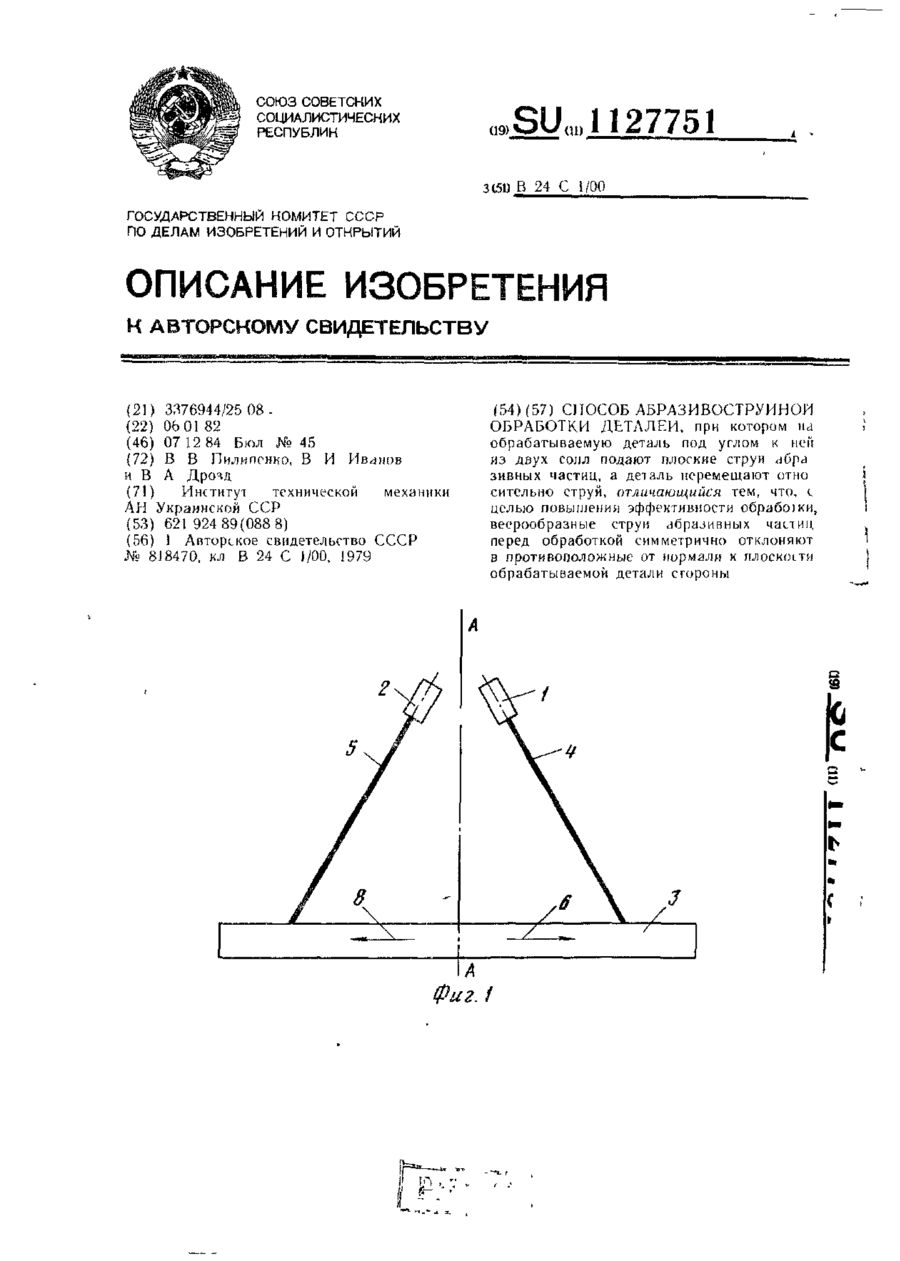
Способ абразивоструйной обработки деталей, при котором на обрабатываемую деталь под углом к ней из двух сопл подают плоские струи абразивных частиц, а деталь перемещают относительно струй, отличающийся тем, что, с целью повышения эффективности обработки, веерообразные струи абразивных частиц перед обработкой симметрично отклоняют в противоположные от нормали к плоскости обрабатываемой детали стороны.
Спосіб зміцнення поверхні виробів
Номер патенту: 5837
Опубліковано: 29.12.1994
Автори: Калічак Теодор Миколайович, Лінинська Олена Дмитрівна, Кирилів Володимир Іванович, Фенчин Святослав Володимирович, Сошко Олександр Іванович, Шаповал Йосип Михайлович
Мітки: зміцнення, спосіб, виробів, поверхні
Формула / Реферат:
Способ упрочнения поверхности изделий, включающий нагрев поверхности детали трением обрабатывающим инструментом до диффузионно-активных температур и подаче полимерной технологической среды в зону контакта изделия и инструмента, отличающийся тем, что, с целью увеличения толщины и твердости упрочненного слоя и снижения шероховатости поверхности, в качестве инструмента используют быстровращающийся диск из титана или его сплавов, полимерную...
Попередній патент: Розсіюючий орган машини для внесення мінеральних добрив
Наступний патент: Спосіб аерації рідини при флотації
Випадковий патент: Спосіб оцінки ступеня тяжкості наслідків перенесеного гострого порушення мозкового кровообігу за ішемічним типом