Спосіб лиття по вакуумних формах
Номер патенту: 10905
Опубліковано: 25.12.1996
Автори: Горовий Володимир Анатолійович, Мовчанов Вячеслав Борисович, Круглік Олександр Сергійович
Завантажити PDF файл.
Формула / Реферат
Способ литья по вакуумным формам, включающий нанесение на модель противопригарной окраски, установку ее в опоку, засыпку опоки огнеупорным наполнителем без связующего материала, укладку на поверхность опоки синтетической пленки, уплотнение вибрацией содержимого опоки и подключение ее к вакууму с последующей заливкой формы, отличающийся тем, что перед заливкой формы выжигают модель.
Текст
Изобретение относится к литейному производству, в частности к формообразованию при производстве отливок, и может быть использовано при производстве высокоточного литья. Известен способ литья, основанный на выжигании моделей внутри форм путем заливки их металлом (а.с. СССР, №136014, М.кл. В 22 С 9/04. 1961). В процессе заливки форм под воздействием тепла заливаемого металла материал модели подвергается разложению (деструкции). Вследствие высокой газотворной способности материала модели в пространстве между зеркалом металла и поверхностью разложения модели возникает существенное давление газов и паров - продуктов разложения модели, что при недостаточной проницаемости формы может привести к выбросам металла. Указанный недостаток снижает качество отливки. Известен и находит широкое применение в промышленности способ удаления пенополистироловых моделей из керамических форм путем выжигания материала модели в прокалочных печах, т.е. совмещение процесса выжигания и прокалки керамических блоков (Скаженник В.А. и др. Получение точных отливок по пенополисти-роловым моделям. "Литейное производство". 1969, №8. с. 7-9). Однако при газификации модели внутри формы удельное давление образующи хся газов достигает величины 400 Па и выше, что сопоставимо с прочностью керамических форм. В результате низкой теплопроводности пенополистироловых моделей возникает значительный градиент температуры между наружной и внутренней поверхностью керамических блоков, что приводит к внутренним напряжениям в блоках и засорению внутренней поверхности блоков остатками улетучивающейся массы продуктов выжигания модели. Все это в целом является основной причиной низкого качества блоков и Соответственно отливки. Наиболее близким по технической сущности и достигаемому эффекту является способ литья при производстве отливок в еакуумируемые формы по моделям из сгораемого материала, при котором на модель наносят противопригарную окраску, устанавливают модель в опоку, засыпают опоку огнеупорным наполнителем без связующего материала, укладывают на поверхность опоки синтетическую пленку, уплотняют вибрацией содержимое опоки и подключают ее к вакууму с последующей заливкой формы (а.с. № 1740100, М.кл. В 22 С 9/00. 1992). Однако наличие окислительной атмосферы при литье сплавов с легкоокисляющимися химическими элементами приводит к возникновению в отливках спаев, окисных плен, пригара, питтинговой коррозии, что понижает качество отливки. При сгорании модели выделяются летучие материалы, содержащие углеродистые включения, которые, вступая в реакцию с заливаемым материалом, науглероживают его и не позволяют получить отливку с минимальными углеродистыми добавками. У таких отливок низкая чистота поверхности, коррозийная стойкость, низкая обрабатываемость и повышенная склонность к образованию трещин. В основу изобретения поставлена задача повысить качество отливки путем удаления модели перед заливкой формы для получения высокоточного литья деталей. Поставленная задача решается тем, что в способе литья по вакуумным формам, включающем нанесение на модель противопригарной окраски, установку ее в опоку, засыпку опоки огнеупорным наполнителем без связующего материала, укладку на поверхность опоки синтетической пленки, уплотнение вибрацией содержимого опоки и подключение ее к вакууму с последующей заливкой формы, существенным отличием является то, что перед заливкой формы выжигают модель. Благодаря выжиганию модели перед заливкой формы с одновременным созданием вакуумного отсоса достигается отсутствие выбросов в окружающую среду токсичных остатков сгораемой модели и достигается прочность формы. Благодаря заливке в уплотненную и освобожденную от модели форму достигается исключение науглероживания отливки и повышается ее чистота поверхности. Применение способа позволяет также расширить спектр литейных материалов (алюминий, бронза, сталь, чугун и т.д.), расширить область применения отливки, уменьшить геометрические размеры узлов заливаемой детали (в настоящее время получены детали с толщиной стенок до 2 мм), повысить плотность и геометрическую точность готовых изделий и существенно снизить потребность в дальнейшей механической обработке. Сопоставительный анализ с прототипом показал, что заявленный способ имеет отличительные признаки, что соответствует критерию "новизна". Способ реализуется в следующей последовательности операций. Пенополистироловая модель окрашивается противопригарной краской, слой краски сушат на воздухе. Окрашенную модель устанавливают внутрь опоки-контейнера на песчаную постель. Производят засыпку кварцевого песка до верхнего уровня опоки. Наполнитель в опоке уплотняют вибрацией собранной формы. На поверхность формы укладывают синтетическую пленку. К опоке-контейнеру подключают вакуум. Выжигают модель внутри формы путем подачи в нее горящего потока, например, ацетилена в смеси с кислородом в соотношении 2:3. В образовавшуюся вакуумную форму заливают литейный материал. Испытания способа были проведены на заводе "БУРАН". При испытании были отлиты детали из различных материалов, в том числе из стали, конфигурация которых не могла быть получена известными способами отливки. Была отмечена высокая чистота поверхности отливки. Толщина стенок сопрягаемых цилиндрических поверхностей при этом не превышала 2 мм. Испытания показали, что предлагаемый способ существенно повышает качество отливки, позволяет получать детали высокой точности и широкого ассортимента, потребность которых в промышленности общеизвестна. Таким образом, показана промышленная применимость предложенного способа литья- по вакуумным формам, который найдет широкое применение в различных отраслях промышленности (машиностроении, приборостроении, металлургии, медицине и т.д.).
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of vacuum casting
Автори англійськоюKruhlik Oleksandr Serhiiovych, Movchanov Viacheslav Borysovych, Horovyi Volodymyr Anatoliiovych
Назва патенту російськоюСпособ литья в вакуумных формах
Автори російськоюКруглик Александр Сергеевич, Мовчанов Вячеслав Борисович, Горовой Владимир Анатольевич
МПК / Мітки
МПК: B22C 9/04
Мітки: формах, вакуумних, спосіб, лиття
Код посилання
<a href="https://ua.patents.su/1-10905-sposib-littya-po-vakuumnikh-formakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб лиття по вакуумних формах</a>
Спосіб лиття
Номер патенту: 2946
Опубліковано: 26.12.1994
Автор: Суховій Борис Федорович
МПК: B22D 23/00
Формула / Реферат:
1. Способ литья, включающий изготовление модели отливки и литниковой системы из рабочего материала, формовку по этой модели и расплавление модели в форме, отличающийся тем, что в качестве рабочего материала модели используют металлотермическую шихту, а расплавление модели ведут путем сжиганий термита.2. Способ по п. 1, отличающийся тем, что модель изготавливают с плотностью не менее 0,4 от плотности отливки,
Спосіб управління швидкістю прес-поршня машини лиття під тиском
Номер патенту: 7419
Опубліковано: 29.09.1995
Автори: Лигоцький Ігор Леонідович, Богушевський Володимир Святославович, Церковницький Микола Сергійович, Сорокін Микола Олександрович
МПК: B22D 17/32
Мітки: машини, прес-поршня, спосіб, тиском, лиття, управління, швидкістю
Формула / Реферат:
Способ управления скоростью пресс-поршня машины литья под давлением, включающий измерение скорости пресс-поршня, сравнение ее текущего значения с заданными, управление положением следящего золотника, отличающийся тем, что, с целью увеличения производительности литейной машины, дополнительно измеряют массу, объем и линейные размеры отливки, определяют площадь пор, их размер и количество в ответственных местах, дефекты в которых в процессе...
Система управління машиною лиття під тиском
Номер патенту: 8751
Опубліковано: 30.09.1996
Автори: Церковницький Микола Сергійович, Присяжнюк Ігор Вікторович, Богушевський Володимир Святославович, Сорокін Микола Олександрович
МПК: B22D 17/32
Мітки: лиття, тиском, машиною, управління, система
Формула / Реферат:
Система управления машиной литья под давлением, содержащая соединенные с блоком управления манипулятор для съема отливок, манипулятор для обдува и смазки пресс-формы и блок контроля полноты извлечения отливки, связанный с датчиками наличия отливки, отличающаясятем, что, с целью упрощения системы и повышения ее надежности, система дополнительно снабжена датчиками начала заполнения металлом пресс-формы и начала обдува и смазки внутренней...
Пристрій для лиття вакуумним усмоктуванням тонкостінних виливків
Номер патенту: 12359
Опубліковано: 02.12.1996
Автори: Бєлік Валентин Іванович, Котлярський Франко Мар'янович, Борисов Георгій Павлович
МПК: B22D 18/06
Мітки: усмоктуванням, пристрій, вакуумним, лиття, тонкостінних, виливків
Формула / Реферат:
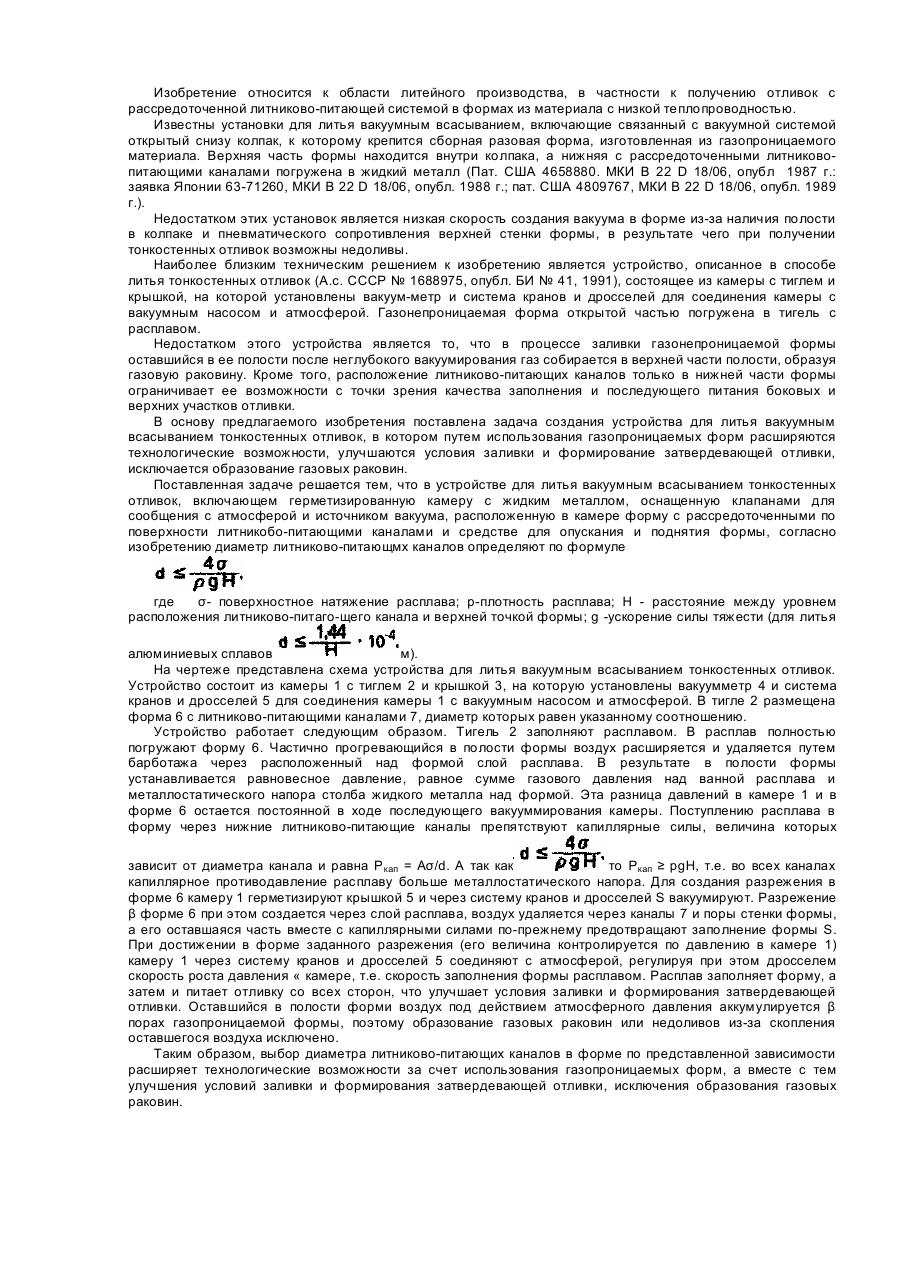
Устройство для литья вакуумным всасыванием тонкостенных отливок, включающее герметизированную камеру с жидким металлом, оснащенную клапанами для сообщений с атмосферой и источником вакуума, расположенную в камере форму с рассредоточенными по поверхности литниково-питающими каналами и средства для опускания и поднятия форм, отличающееся тем, что диаметр литниково-питающих каналов определяют по формулегде s - поверхностное...
Спосіб визначення моменту розкриття прес-форми машини лиття під тиском
Номер патенту: 7418
Опубліковано: 29.09.1995
Автори: Сорокін Микола Олександрович, Церковницький Микола Сергійович, Богушевський Володимир Святославович, Лигоцький Ігор Леонідович
МПК: B22D 17/32
Мітки: прес-форми, моменту, визначення, машини, розкриття, спосіб, тиском, лиття
Формула / Реферат:
Способ определения момента раскрытия пресс-формы машины литья под давлением, преимущественно при производстве деталей из сплавов, имеющих фазовые превращения при температурах ниже температуры солидуса, включающий введение расплавленного металла известной температуры в полость пресс-формы, кристаллизацию его, измерение температуры в точке пресс-формы и удаление затвердевшей отливки при снижении температуры на 5-10°С ниже температуры фазового...
Попередній патент: Спосіб виплавки низьковуглецевої сталі
Наступний патент: Протруювач насіння
Випадковий патент: Пристрій для ушивання малих ран у хворих з надмірною вагою тіла при лапароскопічних операціях