Спосіб виготовлення гіпсового в’яжучого з відпрацьованих гіпсових форм
Номер патенту: 19256
Опубліковано: 25.12.1997
Автори: Чернишева Рима Олександрівна, Забара Тетяна Миколайовна, Крючков Юрій Миколайович, Пієвський Йосип Мусійович
Завантажити PDF файл.
Формула / Реферат
Изобретение относится к области получения гипсовых вяжущих, преимущественно из отработанных гипсовых изделий, например форм для изготовления керамических изделий.
Наиболее близким техническим решением к изобретению является способ изготовления гипсового вяжущего из природного двугидрата сульфата кальция, включающий обработку его насыщенным водяным паром при температуре 130-160°С, сушку при температуре выше 90°С за счет аккумулированного автоклавом тепла и помол [1].
Способ позволяет пропаривать и высушивать гипс в одном агрегате, что положительно сказывается на экономичности процесса. Однако способ не эффективен при использовании в качестве двугидрата сульфата кальция пористых гипсовых изделий, вследствие снижения интенсивности теплопереноса в процессе пропарки содержащимся в изделиях воздухом.
В основу изобретения поставлена задача создания способа изготовления гипсового вяжущего из отработанных гипсовых форм, в котором за счет гидротермальной обработки вторичного двугидрата сульфата кальция, из которого состоят отработанные формы, получают a-полугидрат сульфата кальция, что обеспечивает получение гипсового вяжущего повышенной прочности, пригодного для использования в керамической промышленности.
Поставленная задача достигается тем, что в способе изготовления гипсового вяжущего из отработанных гипсовых форм, включающем обработку их насыщенным водяным паром при температуре 130-160°С, сушку при температуре выше 90°С за счет аккумулированного автоклавом тепла и помол, согласно изобретению, предварительно отработанные гипсовые формы насыщают водой с температурой 60-80°С.
Предварительное насыщение отработанных гипсовых форм водой с температурой 60-80°С позволяет исключить Сопротивление воздуха, содержащегося в формах процессу тепломассопереноса, что позволяет интенсифицировать процесс пропарки и, кроме того, обеспечивает перекристаллизацию двугидрата сульфата кальция в жидкости, что повышает размеры получающихся кристаллов a-полугидрата, а значит и качество получаемого вяжущего.
Понижение температуры насыщающей воды ниже 60°С не приводит к существенному повышению эффективности процесса по сравнению с известным способом вследствие повышенных затрат тепла на разогрев воды в отработанных изделиях при пропарке, и повышение температуры насыщающей воды более 80°С не приводит к существенному повышению качества получаемого гипсового вяжущего. Конкретный пример.
Отработанные гипсовые формы для блюдец и тарелок насыщали горячей водой из водопровода с температурой 60-80°С в течение двух часов, после чего загружали в медицинский автоклав с двойными стенками. Выводили автоклав на заданную температуру и вели пропарку изделий до перевода гипса в полугидрат. Далее стравливали пар из объема автоклава (пар между двойными стенками продолжает циркулировать) открывали краны в верхней и нижней частях автоклава и подавали сверху в автоклав воздух при температуре 150-160°С до окончания процесса сушки (определяли по выходу температуры центра форм выше 100°С). Затем высушенные формы дробили в щековой дробилке с последующим измельчением в шаровой мельнице до полного прохода через сито 02. Регенерированное вяжущее испытывали по ГОСТ 23789-79. Параллельно, при тех же режимах, проводили термовлажностную обработку ненесыщенных водой отработанных гипсовых форм,
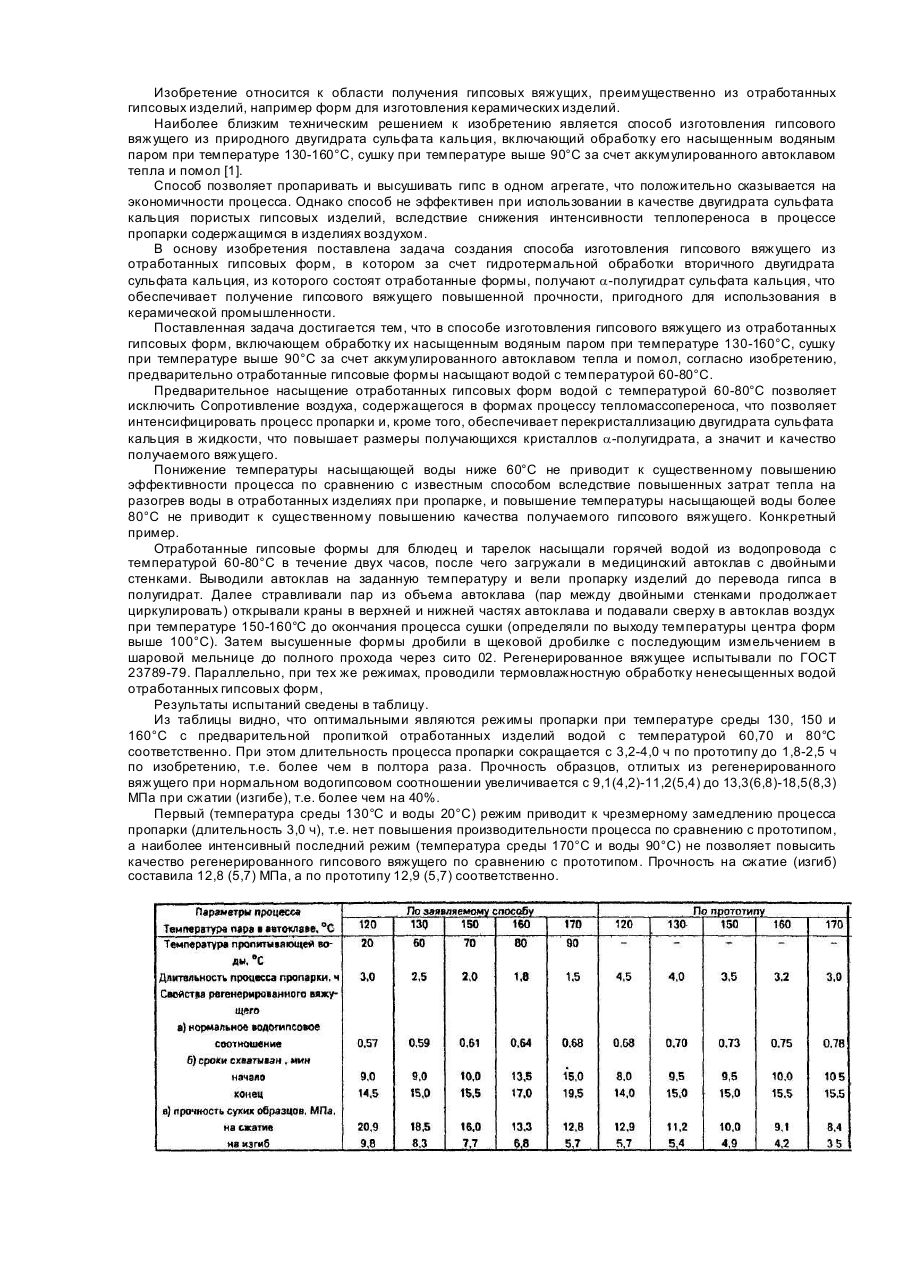
Результаты испытаний сведены в таблицу.
Из таблицы видно, что оптимальными являются режимы пропарки при температуре среды 130, 150 и 160°С с предварительной пропиткой отработанных изделий водой с температурой 60,70 и 80°С соответственно. При этом длительность процесса пропарки сокращается с 3,2-4,0 ч по прототипу до 1,8-2,5 ч по изобретению, т.е. более чем в полтора раза. Прочность образцов, отлитых из регенерированного вяжущего при нормальном водогипсовом соотношении увеличивается с 9,1(4,2)-11,2(5,4) до 13,3(6,8)-18,5(8,3) МПа при сжатии (изгибе), т.е. более чем на 40%.
Первый (температура среды 130°С и воды 20°С) режим приводит к чрезмерному замедлению процесса пропарки (длительность 3,0 ч), т.е. нет повышения производительности процесса по сравнению с прототипом, а наиболее интенсивный последний режим (температура среды 170°С и воды 90°С) не позволяет повысить качество регенерированного гипсового вяжущего по сравнению с прототипом. Прочность на сжатие (изгиб) составила 12,8 (5,7) МПа, а по прототипу 12,9 (5,7) соответственно.
Текст
Изобретение относится к области получения гипсовых вяжущих, преимущественно из отработанных гипсовых изделий, например форм для изготовления керамических изделий. Наиболее близким техническим решением к изобретению является способ изготовления гипсового вяжущего из природного двугидрата сульфа та кальция, включающий обработку его насыщенным водяным паром при температуре 130-160°С, сушку при температуре выше 90°С за счет аккумулированного автоклавом тепла и помол [1]. Способ позволяет пропаривать и высушивать гипс в одном агрегате, что положительно сказывается на экономичности процесса. Однако способ не эффективен при использовании в качестве двугидрата сульфата кальция пористых гипсовых изделий, вследствие снижения интенсивности теплопереноса в процессе пропарки содержащимся в изделиях воздухом. В основу изобретения поставлена задача создания способа изготовления гипсового вяжущего из отработанных гипсовых форм, в котором за счет гидротермальной обработки вторичного двугидрата сульфата кальция, из которого состоят отработанные формы, получают a-полугидрат сульфата кальция, что обеспечивает получение гипсового вяжущего повышенной прочности, пригодного для использования в керамической промышленности. Поставленная задача достигается тем, что в способе изготовления гипсового вяжущего из отработанных гипсовых форм, включающем обработку их насыщенным водяным паром при температуре 130-160°С, сушку при температуре выше 90°С за счет аккумулированного автоклавом тепла и помол, согласно изобретению, предварительно отработанные гипсовые формы насыщают водой с температурой 60-80°С. Предварительное насыщение отработанных гипсовых форм водой с температурой 60-80°С позволяет исключить Сопротивление воздуха, содержащегося в формах процессу тепломассопереноса, что позволяет интенсифицировать процесс пропарки и, кроме того, обеспечивает перекристаллизацию двугидрата сульфата кальция в жидкости, что повышает размеры получающихся кристаллов a-полугидрата, а значит и качество получаемого вяжущего. Понижение температуры насыщающей воды ниже 60°С не приводит к существенному повышению эффективности процесса по сравнению с известным способом вследствие повышенных затрат тепла на разогрев воды в отработанных изделиях при пропарке, и повышение температуры насыщающей воды более 80°С не приводит к существенному повышению качества получаемого гипсового вяжущего. Конкретный пример. Отработанные гипсовые формы для блюдец и тарелок насыщали горячей водой из водопровода с температурой 60-80°С в течение двух часов, после чего загружали в медицинский автоклав с двойными стенками. Выводили автоклав на заданную температуру и вели пропарку изделий до перевода гипса в полугидрат. Далее стравливали пар из объема автоклава (пар между двойными стенками продолжает циркулировать) открывали краны в верхней и нижней частях автоклава и подавали сверху в автоклав воздух при температуре 150-160°С до окончания процесса сушки (определяли по выходу температуры центра форм выше 100°С). Затем высушенные формы дробили в щековой дробилке с последующим измельчением в шаровой мельнице до полного прохода через сито 02. Регенерированное вяжущее испытывали по ГОСТ 23789-79. Параллельно, при тех же режимах, проводили термовлажностную обработку ненесыщенных водой отработанных гипсовых форм, Результаты испытаний сведены в таблицу. Из таблицы видно, что оптимальными являются режимы пропарки при температуре среды 130, 150 и 160°С с предварительной пропиткой отработанных изделий водой с температурой 60,70 и 80°С соответственно. При этом длительность процесса пропарки сокращается с 3,2-4,0 ч по прототипу до 1,8-2,5 ч по изобретению, т.е. более чем в полтора раза. Прочность образцов, отлитых из регенерированного вяжущего при нормальном водогипсовом соотношении увеличивается с 9,1(4,2)-11,2(5,4) до 13,3(6,8)-18,5(8,3) МПа при сжатии (изгибе), т.е. более чем на 40%. Первый (температура среды 130°С и воды 20°С) режим приводит к чрезмерному замедлению процесса пропарки (длительность 3,0 ч), т.е. нет повышения производительности процесса по сравнению с прототипом, а наиболее интенсивный последний режим (температура среды 170°С и воды 90°С) не позволяет повысить качество регенерированного гипсового вяжущего по сравнению с прототипом. Прочность на сжатие (изгиб) составила 12,8 (5,7) МПа, а по прототипу 12,9 (5,7) соответственно.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of gypsum binder from used gypsum moulds
Автори англійськоюKriuchkov Yurii Mykolaiovych, Pievskyi Yosyp Musiiovych, Chernysheva Rymma Oleksandrivna, Zabara Tetiana Mykolaivna
Назва патенту російськоюСпособ изготовления гипсового вяжущего из отработанных гипсовых форм
Автори російськоюКрючков Юрий Николаевич, Пиевский Иосиф Моисеевич, Чернишева Римма Александровна, Забара Татьяна Николаевна
МПК / Мітки
МПК: C04B 28/14, C04B 11/00
Мітки: спосіб, в'яжучого, гіпсових, відпрацьованих, форм, гіпсового, виготовлення
Код посилання
<a href="https://ua.patents.su/1-19256-sposib-vigotovlennya-gipsovogo-vyazhuchogo-z-vidpracovanikh-gipsovikh-form.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гіпсового в’яжучого з відпрацьованих гіпсових форм</a>
Спосіб виготовлення декоративних гіпсових плит
Номер патенту: 1963
Опубліковано: 20.12.1994
Автори: Гелев Георгій Наумович, Ларіонов Михайло Тихонович, Фрідман Роман Аркадійович, Бурлика Анатолій Пилипович, Чеброва Ніна Василівна
МПК: B32B 13/00, B28B 11/00
Мітки: спосіб, плит, декоративних, гіпсових, виготовлення
Формула / Реферат:
Способ изготовления декоративных гипсовых плит, включающий укладку на дно формы гипсовых смесей различного цвета отдельными порциями на разные участки, образование отделочного слоя, 'последующую укладку основного слоя, вибрирование и (утверждение изделия, отличающийся тем, что предварительно на дно формы распыляют воду под давлением 3 - 4 кгс/см до образования капель размером 1 - 2 мм, сухие гипсовые смеси укладывают распылением из емкости...
Спосіб одержання гіпсового в’яжучого
Номер патенту: 509
Опубліковано: 30.04.1993
Автори: Бурлика Анатолій Пилипович, Фрідман Роман Аркадійович, Костюк Богдана Василівна, Ларіонов Михайло Тихонович
МПК: C04B 11/00
Мітки: одержання, в'яжучого, спосіб, гіпсового
Формула / Реферат:
Формула изобретенияСпособ получения гипсового вяжущего путем помола гипсового сырья, тепловой обработки при атмосферном давлении в котле с введением водного раствора поваренной соли после загрузки гипсового сырья, отличающийся тем, что, с целью увеличения прочности и снижения энергозатрат, перед помолом гипсовое сырье обрабатывают путем распыления 0,02-0,04% технических лигносульфонатов от массы сырья, помол осуществляют до удельной...
Спосіб одержання гіпсового в’яжучого
Номер патенту: 808
Опубліковано: 15.12.1993
Автори: Бурлика Анатолій Пилипович, Паршин Володимир Іванович, Гнатюк Валентина Юхимівна, Фрідман Роман Аркадійович, Ларіонов Михайло Тихонович
МПК: C04B 22/12, C04B 11/02
Мітки: одержання, в'яжучого, спосіб, гіпсового
Формула / Реферат:
Способ получения гипсового вяжущего, включающий совмещенный помол и сушку в шахтной мельнице гипсового сырья, введение добавки хлорида натрия, тепловую обработку при атмосферном давлении, отличающийся тем, что помол и сушку осуществляют в течение 2-4 с при температуре теплоносителя на входе 400-600° и 90-100°С на выходе из шахтной мельницы, а хлорид натрия вводят в сухом виде в гипсовое сырье при помоле в количестве 0,07-0,09%.
Спосіб виготовлення звукопоглинаючих гіпсових плит
Номер патенту: 9336
Опубліковано: 30.09.1996
Автори: Ларіонов Михайло Тихонович, Шульман Григорій Маркович, Бурлика Анатолій Пилипович, Куличенко Людмила Андріївна, Фрідман Роман Аркадійович
МПК: B28B 3/00
Мітки: звукопоглинаючих, спосіб, гіпсових, плит, виготовлення
Формула / Реферат:
Способ изготовления звукопоглощающих гипсовых плит, включающий загрузку в смеситель воды, стекловолокна, ускорителя сроков схватывания, гипсового вяжущего, заливку гипсовой композиции в форму с поддоном, снабженным пустотообразователями, и съемной крышкой, уплотнение и распалубку, отличающийся тем, что, с целью увеличения производительности и прочности плит при снижении материалозатрат и повышении качества поверхности плит, после заливки...
Спосіб одержання гіпсового каменю та гіпсобетону
Номер патенту: 9561
Опубліковано: 30.09.1996
Автори: Бабушкін Володимир Іванович, Емір чубанович, Ель-Масрі Амаль, Казімагомедов Ібрагім
МПК: C04B 28/14
Мітки: гіпсобетону, одержання, каменю, гіпсового, спосіб
Формула / Реферат:
Способ получения гипсового камня и гипсобетона, включающий смешение полуводного гипса с водой затворения и добавками в виде двуводного гипса или других гипсосодержащих веществ, отличающийся тем, что смешение производят в два этапа: сначала смешивают добавки с водой затворения, а затем в полученный раствор вводят полуводный гипс.
Попередній патент: Речовина, що має радіопротекторну дію
Випадковий патент: З'єднання типу вал - маточина