Спосіб з’єднання твердосплавного ріжучого елемента з стальною державкою
Завантажити PDF файл.
Формула / Реферат
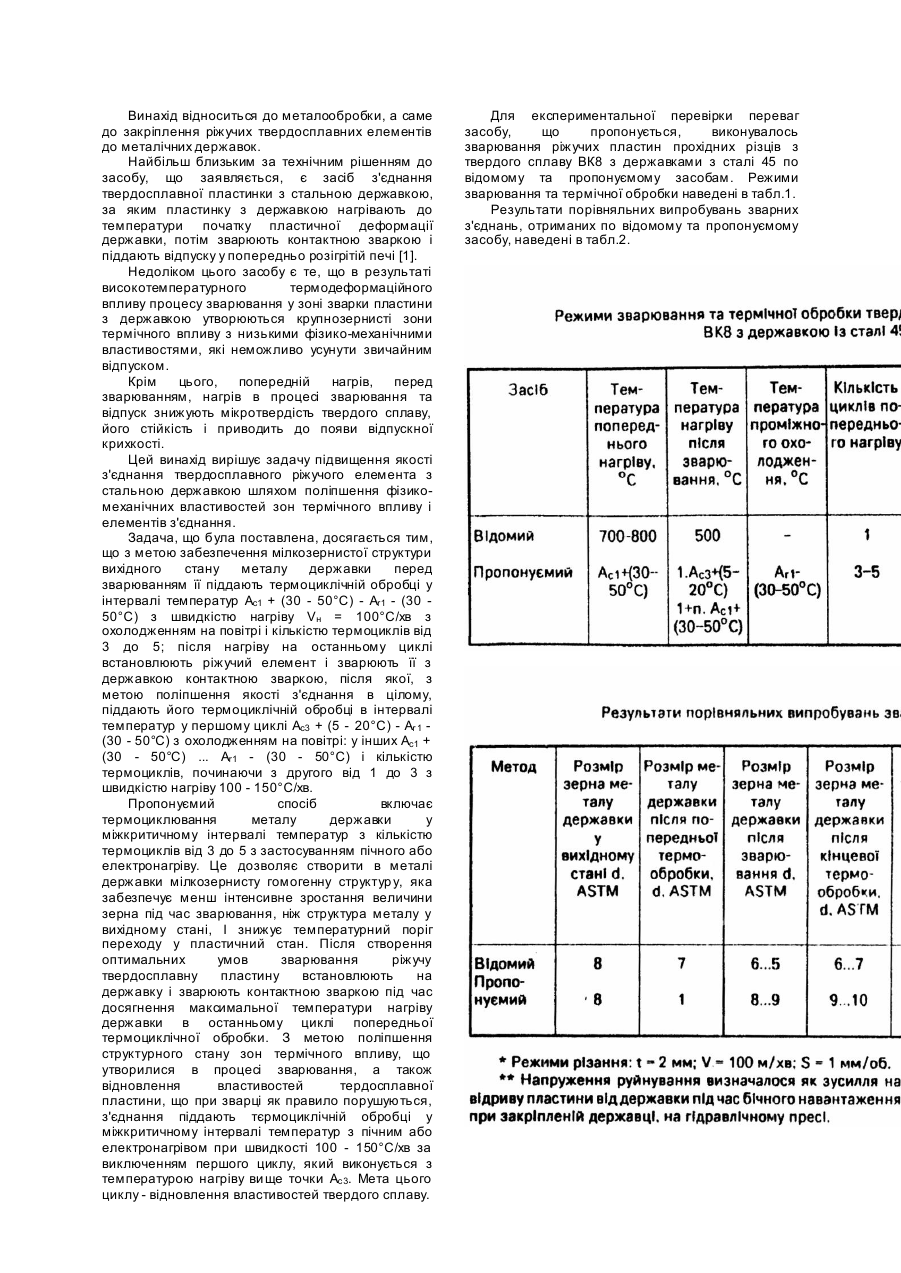
Спосіб з'єднання твердосплавного ріжучого елемента з стальною державкою, який включає контактне зварювання ріжучого твердосплавного елемента з стальною державкою з попередньою та наступною термічною обробкою, який відрізняється тим, що державку перед зварюванням піддають термоциклічній обробці в інтервалі температур AC1 + (30 - 50°C) - Ar1 - (30 - 50°C) з кількістю термоциклів від 3 до 5, встановлюють і зварюють твердосплавний ріжучий елемент з стальною державкою при температурі AC1 + (30 - 50°C) в останньому циклі нагріву, а після зварювання з'єднання піддають термоциклічній обробці в інтервалі температур у першому циклі AC3 + (5 - 20°C) - Ar1 - (30 - 50°C) з охолодженням на повітрі; у інших - AC1 + (30 - 50°C) - Ar1 - (30-50°C) з кількістю наступних термоциклів від 1 до 3.
Текст
Винахід відноситься до металообробки, а саме до закріплення ріжучих твердосплавних елементів до металічних державок. Найбільш близьким за технічним рішенням до засобу, що заявляється, є засіб з'єднання твердосплавної пластинки з стальною державкою, за яким пластинку з державкою нагрівають до температури початку пластичної деформації державки, потім зварюють контактною зваркою і піддають відпуску у попередньо розігрітій печі [1]. Недоліком цього засобу є те, що в результаті високотемпературного термодеформаційного впливу процесу зварювання у зоні зварки пластини з державкою утворюються крупнозернисті зони термічного впливу з низькими фізико-механічними властивостями, які неможливо усунути звичайним відпуском. Крім цього, попередній нагрів, перед зварюванням, нагрів в процесі зварювання та відпуск знижують мікротвердість твердого сплаву, його стійкість і приводить до появи відпускної крихкості. Цей винахід вирішує задачу підвищення якості з'єднання твердосплавного ріжучого елемента з стальною державкою шляхом поліпшення фізикомеханічних властивостей зон термічного впливу і елементів з'єднання. Задача, що була поставлена, досягається тим, що з метою забезпечення мілкозернистої структури вихідного стану металу державки перед зварюванням її піддають термоциклічній обробці у інтервалі температур Ac1 + (30 - 50°C) - Ar1 - (30 50°C) з швидкістю нагріву Vн = 100°C/хв з охолодженням на повітрі і кількістю термоциклів від 3 до 5; після нагріву на останньому циклі встановлюють ріжучий елемент і зварюють її з державкою контактною зваркою, після якої, з метою поліпшення якості з'єднання в цілому, піддають його термоциклічній обробці в інтервалі температур у першому циклі Ac3 + (5 - 20°C) - Ar 1 (30 - 50°C) з охолодженням на повітрі: у інших Ac1 + (30 - 50°C) ... Ar1 - (30 - 50°C) і кількістю термоциклів, починаючи з другого від 1 до 3 з швидкістю нагріву 100 - 150°C/хв. Пропонуємий спосіб включає термоциклювання металу державки у міжкритичному інтервалі температур з кількістю термоциклів від 3 до 5 з застосуванням пічного або електронагріву. Це дозволяє створити в металі державки мілкозернисту гомогенну структур у, яка забезпечує менш інтенсивне зростання величини зерна під час зварювання, ніж структура металу у вихідному стані, І знижує температурний поріг переходу у пластичний стан. Після створення оптимальних умов зварювання ріжучу твердосплавну пластину встановлюють на державку і зварюють контактною зваркою під час досягнення максимальної температури нагріву державки в останньому циклі попередньої термоциклічної обробки. З метою поліпшення структурного стану зон термічного впливу, що утворилися в процесі зварювання, а також відновлення властивостей тердосплавної пластини, що при зварці як правило порушуються, з'єднання піддають тєрмоциклічній обробці у міжкритичному інтервалі температур з пічним або електронагрівом при швидкості 100 - 150°C/хв за виключенням першого циклу, який виконується з температурою нагріву ви ще точки Ac 3. Мета цього циклу - відновлення властивостей твердого сплаву. Для експериментальної перевірки переваг засобу, що пропонується, виконувалось зварювання ріжучих пластин прохідних різців з твердого сплаву ВК8 з державками з сталі 45 по відомому та пропонуємому засобам. Режими зварювання та термічної обробки наведені в табл.1. Результати порівняльних випробувань зварних з'єднань, отриманих по відомому та пропонуємому засобу, наведені в табл.2.
ДивитисяДодаткова інформація
Автори англійськоюKorovaichenko Yurii Mykolaiovych
Автори російськоюКоровайченко Юрий Николаевич
МПК / Мітки
МПК: B23K 11/00
Мітки: з'єднання, спосіб, твердосплавного, елемента, стальною, ріжучого, державкою
Код посилання
<a href="https://ua.patents.su/1-24271-sposib-zehdnannya-tverdosplavnogo-rizhuchogo-elementa-z-stalnoyu-derzhavkoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання твердосплавного ріжучого елемента з стальною державкою</a>
Спосіб термічної обробки твердосплавних елементів ріжучого інструменту
Номер патенту: 21065
Опубліковано: 04.11.1997
Автори: Коровайченко Юрій Миколайович, Коровайченко Валентина Володимирівна
МПК: C21D 1/00
Мітки: елементів, твердосплавних, обробки, ріжучого, інструменту, спосіб, термічної
Формула / Реферат:
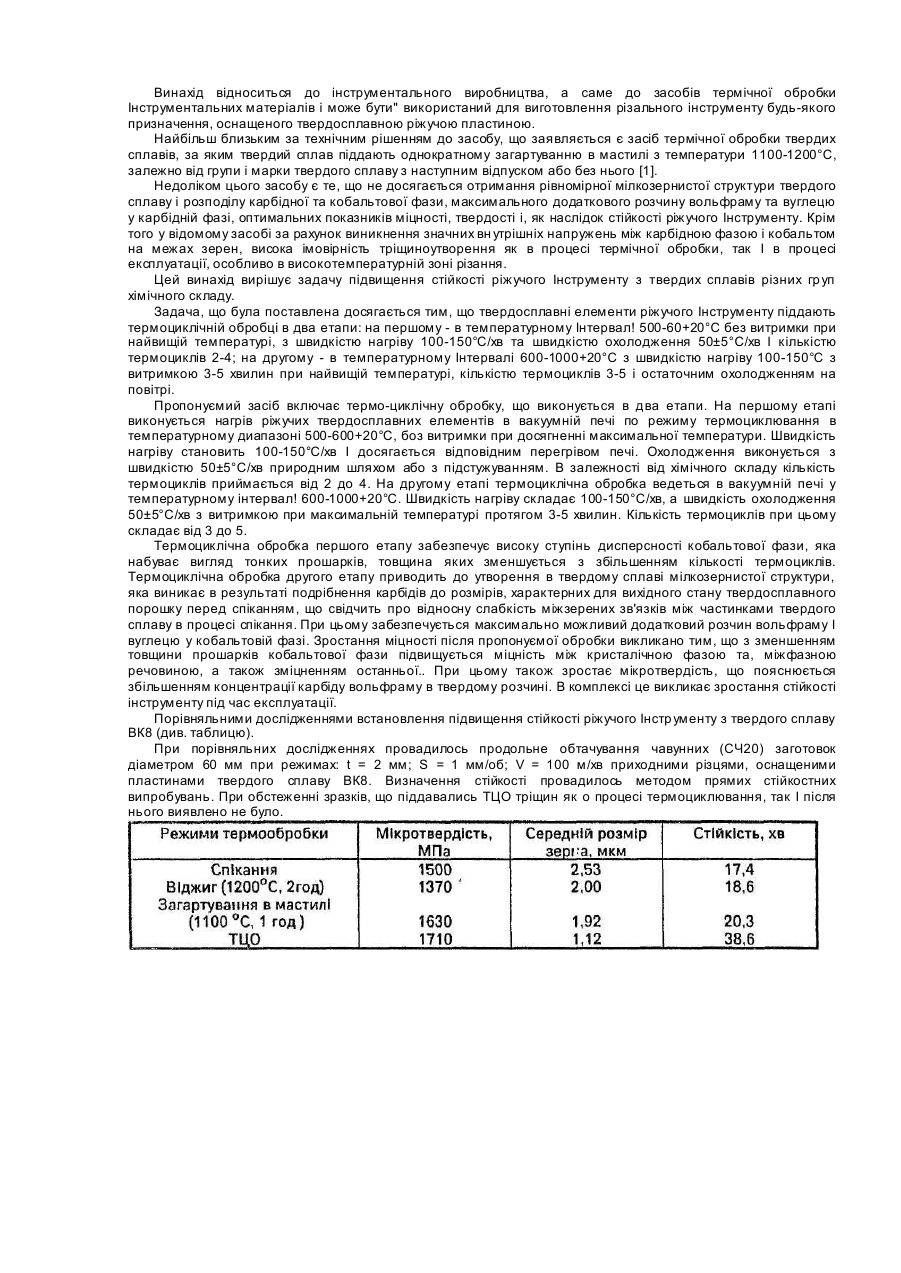
Спосіб термічної обробки твердосплавних елементів ріжучого інструменту, включаючий їх термічну обробку, який відрізняється тим, що твердосплавні елементи піддають термоциклічній обробці в два етапи: в температурному інтервалі 500-600+20°С, без витримки при максимальній температурі, з швидкістю нагріву 100— 150°С/хв та швидкістю охолодження 50± ±5°С/хв i кількістю термоциклів 2-4 i в температурному інтервалі 600-1000+20°С з швидкістю нагріву...
Спосіб відновлення сталевих деталей
Номер патенту: 20750
Опубліковано: 07.10.1997
Автори: Черновол Михайло Іванович, Коровайченко Юрій Миколайович, Тончева Ніна Миколаївна
МПК: C21D 8/00
Мітки: спосіб, відновлення, деталей, сталевих
Формула / Реферат:
Спосіб відновлення сталевих деталей, включаючий попереднє та кінцеве термоциклювання, наплавку та пластичне деформування, який відрізняється тим, що перед і після наплавки з пластичним деформуванням деталь піддають комбінованій почерговій термоциклічній обробці з змінними параметрами: в інтервалі температур з швидкостями нагріву та охолодження 50°C/с; в інтервалі температур з швидкістю нагріву 100°C/с і охолодження 50°C/с, при цьому...
Спосіб обробки твердосплавного інструменту

Номер патенту: 8619
Опубліковано: 30.09.1996
Автори: Падалка Валентин Глібович, Чикрижов Олександр Михайлович, Андреєв Анатолій Афанасійович, Верещака Анатолій Степанович, Севастьянов Валентин Федорович
МПК: C23C 20/00
Мітки: обробки, інструменту, спосіб, твердосплавного
Спосіб деформуюче-ріжучого протягування
Номер патенту: 23646
Опубліковано: 02.06.1998
Автори: Чернявський Олег Олександрович, Лопатенко Сергій Гарнольдович, Чернявський Олександр Васильович
МПК: B23D 43/00
Мітки: спосіб, протягування, деформуюче-ріжучого
Формула / Реферат:
1. Способ деформирующе-режущего протягивания с поочередным расположением зубьев, отличающийся тем, что обработка осуществляется в процессе прямого и обратного ходов.2. Способ по п. 1, отличающийся тем, что при прямом ходе осуществляется пластическая деформация поверхностного слоя деформирующим элементом, при этом режущие зубья находятся в зоне волны внеконтактной деформации, возникающей за деформирующим элементом, а при обратном ходе -...
Привод ріжучого апарату

Номер патенту: 4732
Опубліковано: 28.12.1994
Автори: Зайчук Олексій Іванович, Рудман Леонід Ізрайлевич, Марченко Валерій Леонідович
МПК: A01D 34/02
Попередній патент: Спосіб виготування зварних холоднодеформованих труб
Наступний патент: Спосіб вимірювання пластичних деформацій при різанні металів
Випадковий патент: Класифікація точок доступу з використанням пілот-ідентифікаторів