Спосіб виготування зварних холоднодеформованих труб
Номер патенту: 24270
Опубліковано: 07.07.1998
Автори: Новіков Леонід Миколайович, Гладченко Олександр Федорович, Лобанов Олександр Іванович, Туренков Микола Мусійович, Сизоненко Григорій Олександрович, Райчук Юрій Ісакович, Сергєєв Віктор Володимирович, Хаустов Георгій Йосипович, Ковіка Микола Данилович, Правдін Юрій Михайлович
Формула / Реферат
Способ изготовления холоднодеформированных труб, включающий получение сварной прямошовной трубы, принудительное перемещение ее в осевом направлении, деформацию трубы в очаге, образованном ручьевыми валками и закрепленной оправкой, отличающийся тем, что очаг деформации образуют стационарными ручьевыми валками, составляющими круглый без выпусков калибр постоянного сечения, и короткой конической оправкой с цилиндрическим участком, параметры которого определяют из выражений
где Dк - диаметр круглого калибра;
Dнт - номинальный размер наружного диаметра трубы;
DD1 - положительный допуск на наружный диаметр трубы;
a - раздача трубы, величину которой принимают не менее приращения диаметра трубы от обжатия сварного шва;
dц - диаметр цилиндрического участка оправки;
t - номинальная толщина стенки трубы;
Dt1 - минусовый допуск на толщину стенки трубы;
при этом начало цилиндрического участка оправки совмещают с осевой плоскостью ручьевых валков.
Текст
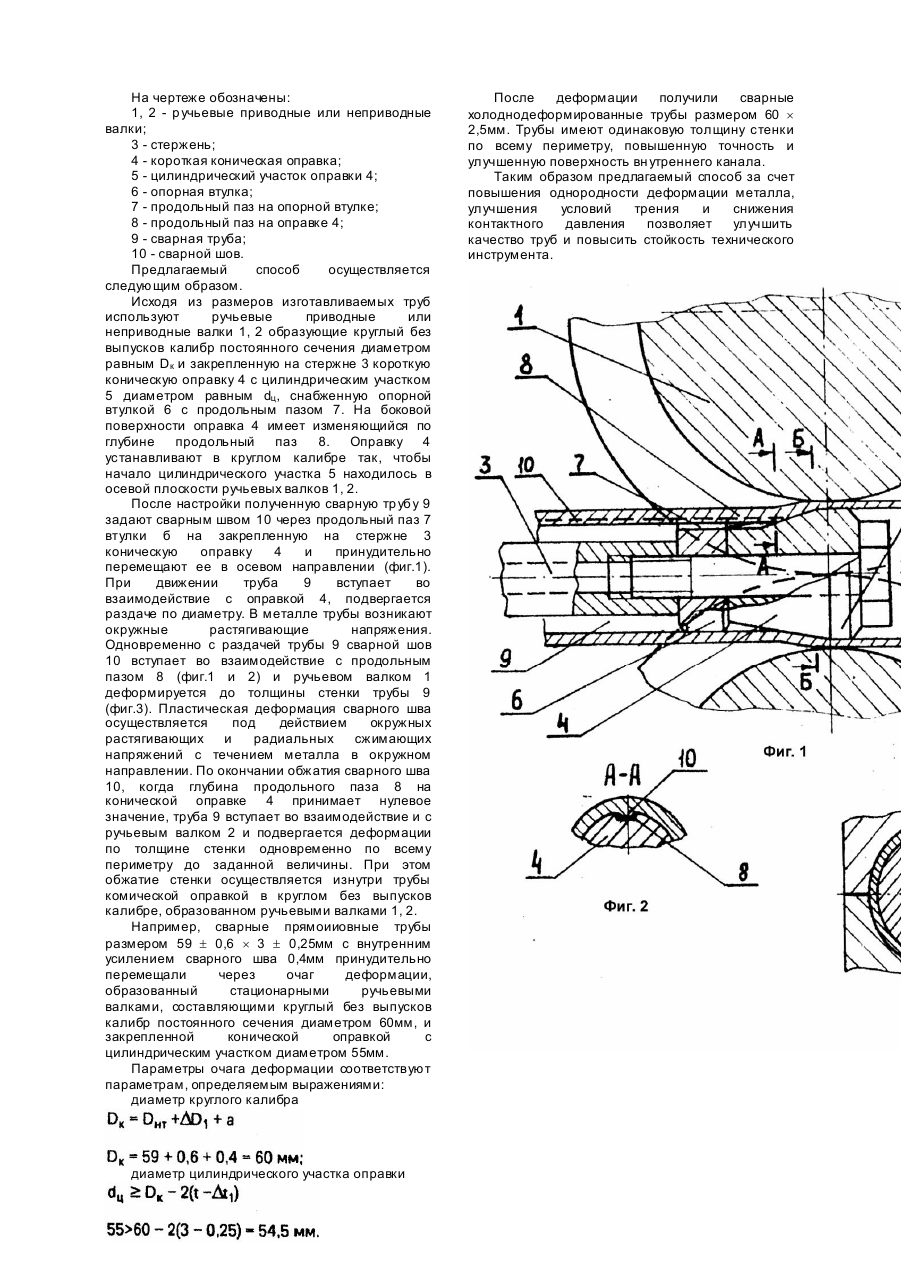
Изобретение относится к трубному производству и может быть использовано при изготовлении в линии трубосварочного стана, или на отдельно стоящем оборудовании сварных прямошовных труб повышенного качества. Известен способ изготовления сварных холоднодеформированных труб, включающий получение сварной трубы, поперечную раскатку ее на оправке в косовалковом стане с увеличением диаметра на 5 - 10% и уменьшением толщины стенка на 15 - 30% и холодную прокатку или волочение (А.с. СССР №499907, кл. B21B23/00, 19/00, 1976). Данный способ позволяет получить сварные холоднодеформированные трубы на отдельно стоящем оборудовании. В способе отсутствует непрерывность процесса. Использовать его в линии трубосварочного стана не представляется возможным. Кроме того, не рационально используются производственные площади. Известен способ изготовления сварных холоднодеформированных труб, включающий получение прямошовной трубы, принудительное перемещение ее в осевом направлении, деформацию трубы в очаге, образованном ручьевыми валками и закрепленной оправкой, и порезку ее на мерные длины, при этом используют подвижные ручьевые валки, составляющие круглый с выпусками переменного сечения калибр, и закрепленную оправку, длина которой не меньше длины перемещения ручьевых валков (А.с. СССР №631223, кл. B21B17/04, 21/00, 1978). При использовании указанного способа деформацию сварного шва осуществляют одновременно с редуцированием трубы по диаметру, что препятствует свободному течению металла сварного шва в окружном направлении и вызывает рост удельного давления по контактной поверхности при взаимодействии трубы с инструментом. В основу изобретения поставлена задача усовершенствования способа изготовления сварных холоднодеформированных труб, в котором режимные условия деформации обеспечивают в очаге однородность деформации металла, снижение удельного давления и улучшение условий смазки по контактной поверхности при взаимодействии трубы с инструментом, что позволит улучшить качество изготавливаемых труб и повысить стойкость инструмента. Поставленная задача достигается тем, что в способе изготовления сварных холоднодеформированных труб, включающем получение сварной прямошовной трубы, принудительное перемещение ее в осевом направлении, деформацию трубы в очаге, образованном ручьевыми валками и закрепленной оправкой, согласно изобретению, очаг деформации образуют стационарными ручьевыми валками, составляющими круглый без выпусков калибр постоянного сечения, и короткой конической оправкой с цилиндрическим участком, параметры которого определяют из выражений где Dк - диаметр круглого калибра; Dнт - номинальный размер наружного диаметра трубы; DD1 - положительный допуск на наружный диаметр трубы; a - раздача трубы, величину которой принимают не менее приращения диаметра трубы от обжатия сварного шва; dц - диаметр цилиндрического участка оправки; t - номинальная толщина стенки трубы; Dt1 - минусовый допуск на толщину стенки трубы; при этом начало цилиндрического участка оправки совмещают с осевой плоскостью ручьевых валков. Отличие предложенного способа от прототипа заключается в том, что очаг де формации образуют стационарными ручьевыми валками, составляющими круглый без выпусков калибр постоянного сечения, и короткой конической оправкой с цилиндрическим участком, параметры которого определяют из приведенных выше выражений, при этом начало цилиндрического участка оправки совмещают с осевой плоскостью ручьевых валков. Техническим результатом от использования предложенного способа является то, что он обеспечивает в очаге однородную деформацию металла, снижение удельного давления и улучшение условий смазки по контактной поверхности при взаимодействии трубы с инструментом, что позволит улучшить качество изготавливаемых труб и повысить стойкость инструмента. Это стало возможным в результате того, что деформацию сварного шва осуществляют одновременно с раздачей трубы в калибре большего диаметра, чем ее диаметр, конической оправкой. Благодаря этому металл сварного шва свободно течет в окружном направлении под действием окружных растягивающих и радиальных сжимающих напряжений и при меньших значениях удельного давления по контактной поверхности, чем в случае деформации сварного шва без раздачи трубы. При деформации стенки трубы конической оправкой в круглом без выпусков калибре создается очаг с однородной деформацией, поскольку сварной шов имеет ту же толщину, что и труба. Металл свободно течет по всему периметру в осевом направлении. При этом пластическая деформация наступает при более низком удельном давлении, чем в очаге с неоднородной деформацией. Значения диаметра калибра Dк и оправки dц определяют граничные условия очага деформации. При диаметре калибра равном или больше величины Dк сварной шов обжимается одновременно с раздачей трубы. При диаметре калибра меньше Dк возникают условия, при которых раздача трубы может прекратиться раньше, чем обжатие сварного шва и тогда окончание обжатия сварного шва должно осуществляться без раздачи трубы, что вызовет неоднородность деформации и приведет к росту удельного давления. При диметре цилиндрического участка оправки равным величине dц труба после обжатия сварного шва подвергается калибровке по толщине стенки. При диаметре оправки больше величины Dц деформация трубы осуществляется с утонением стенки. При диаметре оправки меньше величины dц возникают условия, при которых не достигается полного обжатия сварного шва, На фиг.1 представлен в разрезе очаг деформации предлагаемого способа; на фиг.2 сечение А - А на фиг.1; на фиг.3 - сечение Б - Б на фиг.1. На чертеже обозначены: 1, 2 - р учьевые приводные или неприводные валки; 3 - стержень; 4 - короткая коническая оправка; 5 - цилиндрический участок оправки 4; 6 - опорная втулка; 7 - продольный паз на опорной втулке; 8 - продольный паз на оправке 4; 9 - сварная труба; 10 - сварной шов. Предлагаемый способ осуществляется следующим образом. Исходя из размеров изготавливаемых труб используют ручьевые приводные или неприводные валки 1, 2 образующие круглый без выпусков калибр постоянного сечения диаметром равным Dк и закрепленную на стержне 3 короткую коническую оправку 4 с цилиндрическим участком 5 диаметром равным dц , снабженную опорной втулкой 6 с продольным пазом 7. На боковой поверхности оправка 4 имеет изменяющийся по глубине продольный паз 8. Оправку 4 устанавливают в круглом калибре так, чтобы начало цилиндрического участка 5 находилось в осевой плоскости ручьевых валков 1, 2. После настройки полученную сварную тр убу 9 задают сварным швом 10 через продольный паз 7 втулки б на закрепленную на стержне 3 коническую оправку 4 и принудительно перемещают ее в осевом направлении (фиг.1). При движении труба 9 вступает во взаимодействие с оправкой 4, подвергается раздаче по диаметру. В металле трубы возникают окружные растягивающие напряжения. Одновременно с раздачей трубы 9 сварной шов 10 вступает во взаимодействие с продольным пазом 8 (фиг.1 и 2) и ручьевом валком 1 деформируется до толщины стенки трубы 9 (фиг.3). Пластическая деформация сварного шва осуществляется под действием окружных растягивающих и радиальных сжимающих напряжений с течением металла в окружном направлении. По окончании обжатия сварного шва 10, когда глубина продольного паза 8 на конической оправке 4 принимает нулевое значение, труба 9 вступает во взаимодействие и с ручьевым валком 2 и подвергается деформации по толщине стенки одновременно по всему периметру до заданной величины. При этом обжатие стенки осуществляется изнутри трубы комической оправкой в круглом без выпусков калибре, образованном ручьевыми валками 1, 2. Например, сварные прямоииовные трубы размером 59 ± 0,6 ´ 3 ± 0,25мм с внутренним усилением сварного шва 0,4мм принудительно перемещали через очаг деформации, образованный стационарными ручьевыми валками, составляющими круглый без выпусков калибр постоянного сечения диаметром 60мм, и закрепленной конической оправкой с цилиндрическим участком диаметром 55мм. Параметры очага деформации соответствуют параметрам, определяемым выражениями: диаметр круглого калибра диаметр цилиндрического участка оправки После деформации получили сварные холоднодеформированные трубы размером 60 ´ 2,5мм. Трубы имеют одинаковую толщину стенки по всему периметру, повышенную точность и улучшенную поверхность вн утреннего канала. Таким образом предлагаемый способ за счет повышения однородности деформации металла, улучшения условий трения и снижения контактного давления позволяет улучшить качество труб и повысить стойкость технического инструмента.
ДивитисяДодаткова інформація
Автори англійськоюSyzonenko Hryhorii Oleksandrovych, Lobanov Oleksandr Ivanovych, Serhieiev Viktor Volodymyrovych, Khaustov Heorhii Yosypovych, Pravdin Yurii Mykhailovych, Turenkov Mykola Musiiovych, Raichuk Yurii Isakovych, Kovika Mykola Danylovych, Hladchenko Oleksandr Fedorovych, Novikov Leonid Mykolaiovych
Автори російськоюСизоненко Григорий Александрович, Лобанов Александр Иванович, Сергеев Виктор Владимирович, Хаустов Георгий Иосифович, Правдин Юрий Михайлович, Туренков Николай Моисеевич, Райчук Юрий Исаакович, Ковика Николай Данилович, Гладченко Александр Федорович, Новиков Леонид Николаевич
МПК / Мітки
МПК: B21B 17/00, B21B 21/00
Мітки: зварних, холоднодеформованих, труб, виготування, спосіб
Код посилання
<a href="https://ua.patents.su/2-24270-sposib-vigotuvannya-zvarnikh-kholodnodeformovanikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготування зварних холоднодеформованих труб</a>
Технологічний інструмент для деформації зварних прямошовних труб
Номер патенту: 21998
Опубліковано: 30.04.1998
Автори: Сергєєв Віктор Володимирович, Хаустов Георгій Йосипович, Правдін Юрій Михайлович, Ковіка Микола Данилович, Лобанов Олександр Іванович, Сизоненко Григорій Олександрович, Гладченко Олександр Федорович, Фурманов Валерій Борисович, Райчук Юрій Ісакович, Новіков Леонід Миколайович
МПК: B21C 37/06, B21C 3/00
Мітки: деформації, технологічний, інструмент, труб, зварних, прямошовних
Формула / Реферат:
Технологический инструмент ія деформации сварных прямошовных труб, включающий наружный деформирующий элемент и удерживаемую оправку, имеющую два разных по диаметру цилиндрических участка, соединенных между собой переходным коническим участком, и обращенную в сторону удерживающего ее стержня цилиндрическим участком меньшего диаметра, отличающийся тем, что наружный деформирующий элемент представляет собой круглый калибр, у которого...
Спосіб поздовжньої прокатки труб
Номер патенту: 19510
Опубліковано: 25.12.1997
Автор: Сизоненко Григорій Олександрович
МПК: B21B 17/00
Мітки: прокатки, труб, спосіб, поздовжньої
Формула / Реферат:
Способ продольной прокатки труб, включающий деформацию трубчатой заготовки ручьевыми валками на удерживаемой оправке с цилиндрической калибрующей частью и с обжимным, прилегающим к ней большим сечением, участком, например, коническим, отличающийся тем, что деформацию осуществляют в круглом без выпусков калибре при соотношениигде tзаг, tтр - толщина стенки соответственно трубчатой заготовки и трубы;Δ tоп - величина...
Спосіб поздовжньої прокатки труб
Номер патенту: 19508
Опубліковано: 25.12.1997
Автор: Сизоненко Григорій Олександрович
МПК: B21B 17/00
Мітки: труб, прокатки, поздовжньої, спосіб
Формула / Реферат:
Способ продольной прокатки труб, при котором трубчатую заготовку деформируют с неравномерным по ее периметру обжатием стенки на оправке ручьевыми валками с овальным калибром и с круглым без выпусков калибром, отличающийся тем, что неравномерное обжатие стенки трубчатой заготовки производят на величину, определяемую соотношениемгде Δt - величина разностенности по периметру трубчатой заготовки на участках,...
Спосіб локалізації руйнування металевих зварних труб для магістральних трубопроводів

Номер патенту: 18777
Опубліковано: 25.12.1997
Автор: Шмуклер Йосип Срулевіч
МПК: F16L 9/00
Мітки: трубопроводів, локалізації, труб, спосіб, магістральних, металевих, руйнування, зварних
Формула / Реферат:
Способ локализации разрушения металлических сварных труб для магистральных трубопроводов, при котором на корпус трубы приваривают по спирали упрочняющий элемент, отличающийся тем, что упрочняющий элемент нагревают и навивают с натяжением по всей длине трубы, причем каждый виток упрочняющего элемента приваривают по мере очередности навивки с обеих сторон каждого продольного сварного шва трубы вне термических зон этого шва.
Спосіб деформування зварного шва на прямошовних трубах
Номер патенту: 20464
Опубліковано: 15.07.1997
Автори: Гладченко Олександр Федорович, Хаустов Георгій Йосипович, Сергєєв Віктор Володимирович, Правдін Юрій Михайлович, Лобанов Олександр Іванович, Сизоненко Григорій Олександрович, Туренков Микола Мусійович, Ковіка Микола Данилович, Новіков Леонід Миколайович, Райчук Юрій Ісакович
МПК: B21B 23/00, B21B 19/00
Мітки: прямошовних, зварного, шва, спосіб, деформування, трубах
Формула / Реферат:
Способ деформации сварного шва на прямо-шовных трубах, включающий получение сварной прямошовной трубы, принудительное перемещение ее в осевом направлении, деформацию в круглом калибре закрепленной короткой конической оправкой с цилиндрическим участком, отличающийся тем, что круглый калибр образуют подпружиненными ручьевыми валками с зазором между их ребордами, а деформацию сварного шва осуществляют в очаге, параметры которого определяют...
Попередній патент: Двигун мігу-2
Наступний патент: Спосіб з’єднання твердосплавного ріжучого елемента з стальною державкою
Випадковий патент: Віброадгезійний сепаратор