Спосіб термічної обробки твердосплавних елементів ріжучого інструменту
Номер патенту: 21065
Опубліковано: 04.11.1997
Автори: Коровайченко Юрій Миколайович, Коровайченко Валентина Володимирівна
Завантажити PDF файл.
Формула / Реферат
Спосіб термічної обробки твердосплавних елементів ріжучого інструменту, включаючий їх термічну обробку, який відрізняється тим, що твердосплавні елементи піддають термоциклічній обробці в два етапи: в температурному інтервалі 500-600+20°С, без витримки при максимальній температурі, з швидкістю нагріву 100— 150°С/хв та швидкістю охолодження 50± ±5°С/хв i кількістю термоциклів 2-4 i в температурному інтервалі 600-1000+20°С з швидкістю нагріву 100-150°С/хв та з швидкістю охолодження 50 ±5°С з витримкою 3-5 хвилин при найвищій температурі, кількістю термоциклів 3-5 і остаточним охолодженням на повітрі.
Текст
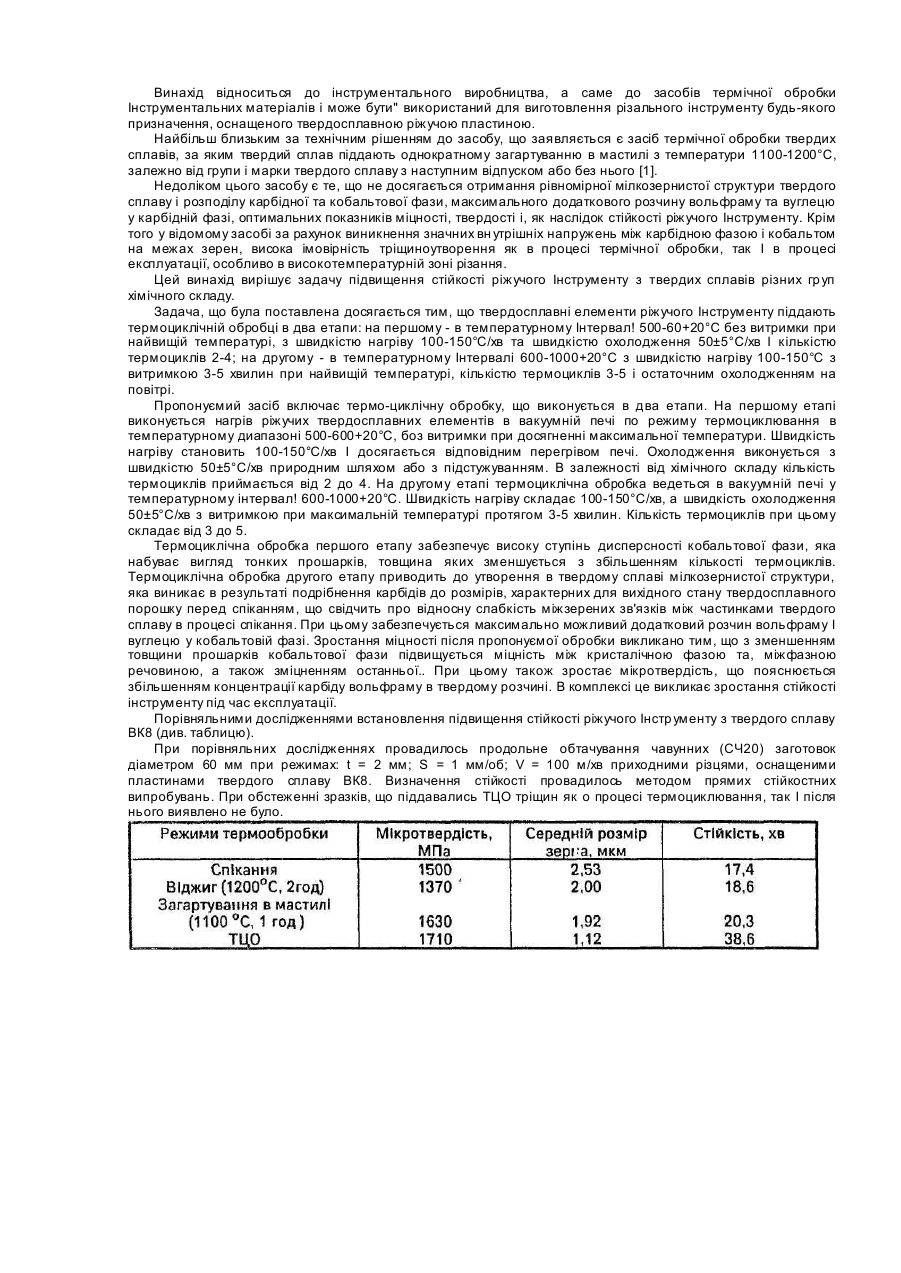
Винахід відноситься до інструментального виробництва, а саме до засобів термічної обробки Інструментальних матеріалів і може бути" використаний для виготовлення різального інструменту будь-якого призначення, оснащеного твердосплавною ріжучою пластиною. Найбільш близьким за технічним рішенням до засобу, що заявляється є засіб термічної обробки твердих сплавів, за яким твердий сплав піддають однократному загартуванню в мастилі з температури 1100-1200°С, залежно від групи і марки твердого сплаву з наступним відпуском або без нього [1]. Недоліком цього засобу є те, що не досягається отримання рівномірної мілкозернистої структури твердого сплаву i розподілу карбідної та кобальтової фази, максимального додаткового розчину вольфраму та вуглецю у карбідній фазі, оптимальних показників міцності, твердості i, як наслідок стійкості ріжучого Інструменту. Крім того у відомому засобі за рахунок виникнення значних вн утрішніх напружень між карбідною фазою і кобальтом на межах зерен, висока імовірність тріщиноутворення як в процесі термічної обробки, так І в процесі експлуатації, особливо в високотемпературній зоні різання. Цей винахід вирішує задачу підвищення стійкості ріжучого Інструменту з твердих сплавів різних гр уп хімічного складу. Задача, що була поставлена досягається тим, що твердосплавні елементи ріжучого Інструменту піддають термоциклічній обробці в два етапи: на першому - в температурному Інтервал! 500-60+20°С без витримки при найвищій температурі, з швидкістю нагріву 100-150°С/хв та швидкістю охолодження 50±5°С/хв І кількістю термоциклів 2-4; на другому - в температурному Інтервалі 600-1000+20°С з швидкістю нагріву 100-150°С з витримкою 3-5 хвилин при найвищій температурі, кількістю термоциклів 3-5 і остаточним охолодженням на повітрі. Пропонуємий засіб включає термо-циклічну обробку, що виконується в два етапи. На першому етапі виконується нагрів ріжучих твердосплавних елементів в вакуумній печі по режиму термоциклювання в температурному диапазонi 500-600+20°С, боз витримки при досягненні максимальної температури. Швидкість нагріву становить 100-150°С/хв І досягається відповідним перегрівом печі. Охолодження виконується з швидкістю 50±5°С/хв природним шляхом або з підстужуванням. В залежності від хімічного складу кількість термоциклів приймається від 2 до 4. На другому етапі термоциклічна обробка ведеться в вакуумній печі у температурному інтервал! 600-1000+20°С. Швидкість нагріву складає 100-150°С/хв, а швидкість охолодження 50±5°С/хв з витримкою при максимальній температурі протягом 3-5 хвилин. Кількість термоциклів при цьому складає від 3 до 5. Термоциклічна обробка першого етапу забезпечує високу ступінь дисперсності кобальтової фази, яка набуває вигляд тонких прошарків, товщина яких зменшується з збільшенням кількості термоциклів. Термоциклічна обробка другого етапу приводить до утворення в твердому сплаві мілкозернистої структури, яка виникає в результаті подрібнення карбідів до розмірів, характерних для вихідного стану твердосплавного порошку перед спіканням, що свідчить про відносну слабкість міжзерених зв'язків між частинками твердого сплаву в процесі спікання. При цьому забезпечується максимально можливий додатковий розчин вольфраму І вуглецю у кобальтовій фазі. Зростання міцності після пропонуємої обробки викликано тим, що з зменшенням товщини прошарків кобальтової фази підвищується міцність між кристалічною фазою та, міжфазною речовиною, а також зміцненням останньої.. При цьому також зростає мікротвердість, що пояснюється збільшенням концентрації карбіду вольфраму в твердому розчині. В комплексі це викликає зростання стійкості інструменту під час експлуатації. Порівняльними дослідженнями встановлення підвищення стійкості ріжучого Інстр ументу з твердого сплаву ВК8 (див. таблицю). При порівняльних дослідженнях провадилось продольне обтачування чавунних (СЧ20) заготовок діаметром 60 мм при режимах: t = 2 мм; S = 1 мм/об; V = 100 м/хв приходними різцями, оснащеними пластинами твердого сплаву ВК8. Визначення стійкості провадилось методом прямих стійкостних випробувань. При обстеженні зразків, що піддавались ТЦО тріщин як о процесі термоциклювання, так І після нього виявлено не було.
ДивитисяДодаткова інформація
Автори англійськоюKorovaichenko Yurii Mykolaiovych, Korovaichenko Valentyna Volodymyrivna
Автори російськоюКоровайченко Юрий Николаевич, Коровайченко Валентина Владимировна
МПК / Мітки
МПК: C21D 1/00
Мітки: обробки, інструменту, термічної, ріжучого, спосіб, твердосплавних, елементів
Код посилання
<a href="https://ua.patents.su/1-21065-sposib-termichno-obrobki-tverdosplavnikh-elementiv-rizhuchogo-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки твердосплавних елементів ріжучого інструменту</a>
Спосіб термічної обробки інструменту із швидкоріжучої сталі
Номер патенту: 2598
Опубліковано: 26.12.1994
Автори: Хижняк Віктор Гаврилович, Лєсін Георгій Георгійович, Лоскутов Володимир Федорович, Мороз Олена Григорівна, Жалнін Олександр Васильович
МПК: C21D 9/22
Мітки: сталі, інструменту, спосіб, обробки, швидкоріжучої, термічної
Формула / Реферат:
Способ термической обработки инструмента из быстрорежущей стали, включающий нагрев и выдержку инструмента в насыщающей среде, обработку холодом путем погружения в охлаждающую среду, отличающийся тем, что, с целью повышения стойкости инструмента, в качестве насыщающей среды используют смесь щавелевокислого аммония и хлористого аммония при следующем соотношении компонентов, мае. %:щавелевокислый аммоний ...
Спосіб термічної обробки інструменту з середньолегованих сталей
Номер патенту: 12943
Опубліковано: 28.02.1997
Автори: Шимко Олена Володимирівна, Заблоцький Володимир Кирилович, Антонов Віктор Васильович, Моісєєв Владислав Федорович
МПК: C21D 9/22
Мітки: середньолегованих, сталей, спосіб, інструменту, обробки, термічної
Формула / Реферат:
(57) Способ термической обработки инструмента из среднелегированных сталей, включающий предварительный подогрев, последующий нагрев до температуры закалки, выдержку, охлаждение и отпуск, отличающийся тем, что нагрев ведут до температуры, превышающей Асз на 30-40°С, а охлаждение проводят в воде с температурой 80-100°С и выдержкой в ней в течение 1-3 часов с последующим охлаждением на воздухе.
Спосіб хіміко-термічної обробки інструменту
Номер патенту: 14388
Опубліковано: 25.04.1997
Автори: Андреєв Анатолій Афанасійович, Аксенов Іван Іванович, Гаврилко Ігор Васильович, Ступак Римма Іванівна, Саблєв Леонід Павлович, Григор'єв Сергій Миколайович, Ломіно Микола Степанович, Хороших Володимир Максимович, Шелохаєв Володимир Іванович, Овчаренко Валерій Давидович
МПК: C23C 12/00
Мітки: спосіб, обробки, хіміко-термічної, інструменту
Формула / Реферат:
Способ химико-термической обработки инструмента, включающий нанесение методом конденсационно-ионной бомбардировки на обрабатываемое изделие нитрида титана и азотирование в плазме газового вакуумно-дугового разряда между обрабатываемым изделием - анодом и дополнительным катодом, отличающийся тем, что, с целью повышения эксплуатационной стойкости обработанного инструмента, азотирование и нанесение нитрида титана производят в одном...
Спосіб хіміко-термічної обробки інструменту
Номер патенту: 8623
Опубліковано: 30.09.1996
Автори: Андреєв Анатолій Афанасійович, Ступак Римма Іванівна, Верещака Анатолій Степанович, Саблєв Леонід Павлович, Григор'єв Сергій Миколайович
МПК: C23C 8/00
Мітки: інструменту, обробки, хіміко-термічної, спосіб
Формула / Реферат:
Способ химико-термической обработки инструмента, включающий нанесение покрытия из нитридов тугоплавких металлов методом конденсационно-ионной бомбардировки и последующее азотирование в плазме электрического газового разряда между обрабатываемым инструментом-электродом и дополнительным электродом, отличающийся тем, что, с целью повышения эксплуатационной стойкости инструмента, азотирование проводят в азотной плазме несамостоятельного...
Спосіб обробки інструменту
Номер патенту: 8621
Опубліковано: 30.09.1996
Автори: Ступак Римма Іванівна, Саблєв Леонід Павлович, Андреєв Анатолій Афанасійович, Григор'єв Сергій Миколайович, Верещака Анатолій Степанович
МПК: C23C 14/32
Мітки: спосіб, обробки, інструменту
Формула / Реферат:
Способ обработки изделий, включающий осаждение покрытия из износостойких соединений тугоплавких металлов и последующей выдержкой его в газовой среде при воздействии электрического газового разряда, отличающийся тем, что, с целью повышения износостойкости изделий, плазму газового разряда создают ионизацией реакционного газа электронами, сепарируемыми из металлогазовой плазмы, создаваемой интегрально-холодным катодом электродугового разряда...