Спосіб виготовлення ємності з металу з внутрішньою оболонкою
Завантажити PDF файл.
Формула / Реферат
1. Способ изготовления емкости из металла с внутренней оболочкой из пластмассы для заполнения продуктом, который с помощью рабочей среды, находящейся между емкостью и оболочкой, сливается через клапан или аналогичное приспособление, включающий покрытые после изготовления емкости прессованием или глубокой вытяжкой внутренней полости емкости защитным лаком, затем покрытые полости емкости первым покрывным слоем с последующим нанесением распылением пластмассы для внутренней оболочки, нагревание емкости с внутренней оболочкой для удаления излишков растворителя из пластмассы и формование донного отверстия для последующего введения рабочей среды, вытесняющей продукт, отличающийся тем, что после распыления на внутреннюю полость емкости пластмассы емкость помещают в печь и вращают в ней вокруг продольной оси до образования внутренней оболочки в течение по меньшей мере 2 минут при температуре 140-120°С, при этом в качестве пластмассы используют полиолефин или смесь из полиолефинов, или полиолефины с другими пластмассами.
2. Способ по п.1, отличающийся тем, что донное отверстие выштамповывают только на такую величину, которая обеспечивается удаление стенки в отверстии действием давления рабочей среды при ее заполнении.
Текст
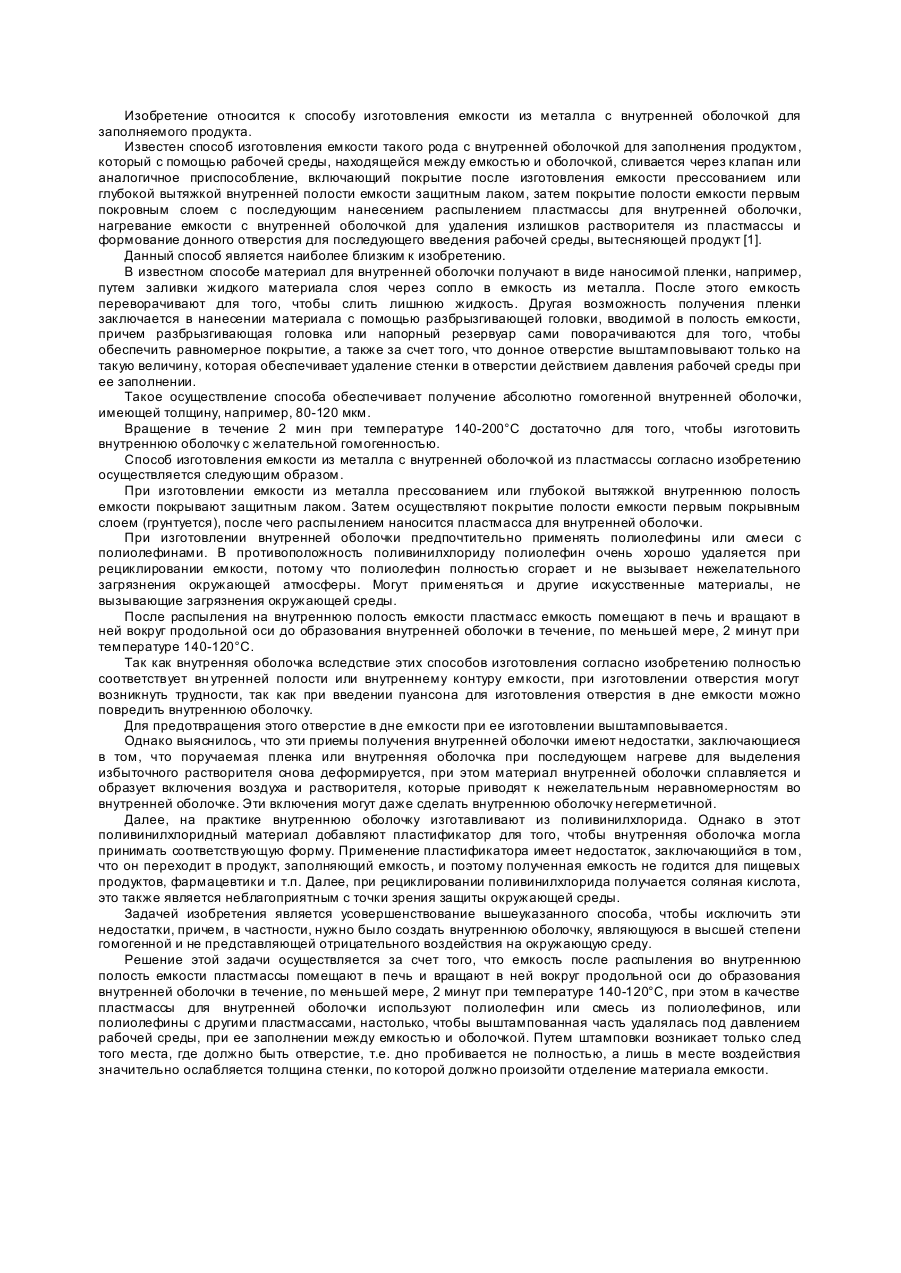
Изобретение относится к способу изготовления емкости из металла с внутренней оболочкой для заполняемого продукта. Известен способ изготовления емкости такого рода с внутренней оболочкой для заполнения продуктом, который с помощью рабочей среды, находящейся между емкостью и оболочкой, сливается через клапан или аналогичное приспособление, включающий покрытие после изготовления емкости прессованием или глубокой вытяжкой внутренней полости емкости защитным лаком, затем покрытие полости емкости первым покровным слоем с последующим нанесением распылением пластмассы для внутренней оболочки, нагревание емкости с внутренней оболочкой для удаления излишков растворителя из пластмассы и формование донного отверстия для последующего введения рабочей среды, вытесняющей продукт [1]. Данный способ является наиболее близким к изобретению. В известном способе материал для внутренней оболочки получают в виде наносимой пленки, например, путем заливки жидкого материала слоя через сопло в емкость из металла. После этого емкость переворачивают для того, чтобы слить лишнюю жидкость. Другая возможность получения пленки заключается в нанесении материала с помощью разбрызгивающей головки, вводимой в полость емкости, причем разбрызгивающая головка или напорный резервуар сами поворачиваются для того, чтобы обеспечить равномерное покрытие, а также за счет того, что донное отверстие выштамповывают только на такую величину, которая обеспечивает удаление стенки в отверстии действием давления рабочей среды при ее заполнении. Такое осуществление способа обеспечивает получение абсолютно гомогенной внутренней оболочки, имеющей толщину, например, 80-120 мкм. Вращение в течение 2 мин при температуре 140-200°С достаточно для того, чтобы изготовить внутреннюю оболочку с желательной гомогенностью. Способ изготовления емкости из металла с внутренней оболочкой из пластмассы согласно изобретению осуществляется следующим образом. При изготовлении емкости из металла прессованием или глубокой вытяжкой внутреннюю полость емкости покрывают защитным лаком. Затем осуществляют покрытие полости емкости первым покрывным слоем (грунтуется), после чего распылением наносится пластмасса для внутренней оболочки. При изготовлении внутренней оболочки предпочтительно применять полиолефины или смеси с полиолефинами. В противоположность поливинилхлориду полиолефин очень хорошо удаляется при рециклировании емкости, потому что полиолефин полностью сгорает и не вызывает нежелательного загрязнения окружающей атмосферы. Могут применяться и другие искусственные материалы, не вызывающие загрязнения окружающей среды. После распыления на внутреннюю полость емкости пластмасс емкость помещают в печь и вращают в ней вокруг продольной оси до образования внутренней оболочки в течение, по меньшей мере, 2 минут при температуре 140-120°С. Так как внутренняя оболочка вследствие этих способов изготовления согласно изобретению полностью соответствует вн утренней полости или внутреннему контуру емкости, при изготовлении отверстия могут возникнуть трудности, так как при введении пуансона для изготовления отверстия в дне емкости можно повредить внутреннюю оболочку. Для предотвращения этого отверстие в дне емкости при ее изготовлении выштамповывается. Однако выяснилось, что эти приемы получения внутренней оболочки имеют недостатки, заключающиеся в том, что поручаемая пленка или внутренняя оболочка при последующем нагреве для выделения избыточного растворителя снова деформируется, при этом материал внутренней оболочки сплавляется и образует включения воздуха и растворителя, которые приводят к нежелательным неравномерностям во внутренней оболочке. Эти включения могут даже сделать внутреннюю оболочку негерметичной. Далее, на практике внутреннюю оболочку изготавливают из поливинилхлорида. Однако в этот поливинилхлоридный материал добавляют пластификатор для того, чтобы внутренняя оболочка могла принимать соответствующую форму. Применение пластификатора имеет недостаток, заключающийся в том, что он переходит в продукт, заполняющий емкость, и поэтому полученная емкость не годится для пищевых продуктов, фармацевтики и т.п. Далее, при рециклировании поливинилхлорида получается соляная кислота, это также является неблагоприятным с точки зрения защиты окружающей среды. Задачей изобретения является усовершенствование вышеуказанного способа, чтобы исключить эти недостатки, причем, в частности, нужно было создать внутреннюю оболочку, являющуюся в высшей степени гомогенной и не представляющей отрицательного воздействия на окружающую среду. Решение этой задачи осуществляется за счет того, что емкость после распыления во внутреннюю полость емкости пластмассы помещают в печь и вращают в ней вокруг продольной оси до образования внутренней оболочки в течение, по меньшей мере, 2 минут при температуре 140-120°С, при этом в качестве пластмассы для внутренней оболочки используют полиолефин или смесь из полиолефинов, или полиолефины с другими пластмассами, настолько, чтобы выштампованная часть удалялась под давлением рабочей среды, при ее заполнении между емкостью и оболочкой. Путем штамповки возникает только след того места, где должно быть отверстие, т.е. дно пробивается не полностью, а лишь в месте воздействия значительно ослабляется толщина стенки, по которой должно произойти отделение материала емкости.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing of containers from metal with internal shell
Назва патенту російськоюСпособ изготовления емкости из металла с внутренней оболочкой
МПК / Мітки
МПК: B29C 41/02
Мітки: виготовлення, металу, ємності, оболонкою, внутрішньою, спосіб
Код посилання
<a href="https://ua.patents.su/1-5692-sposib-vigotovlennya-ehmnosti-z-metalu-z-vnutrishnoyu-obolonkoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення ємності з металу з внутрішньою оболонкою</a>
Лінія для виготовлення з’єднувальних елементів з внутрішньою гвинтовою канавкою
Номер патенту: 3286
Опубліковано: 27.12.1994
Автори: Івченко Олександр Васильович, Сова Василь Гаврилович, Натапов Аркадій Соломонович, Ткач Михайло Борисович
МПК: B21D 43/00
Мітки: з'єднувальних, елементів, канавкою, виготовлення, лінія, внутрішньою, гвинтовою
Формула / Реферат:
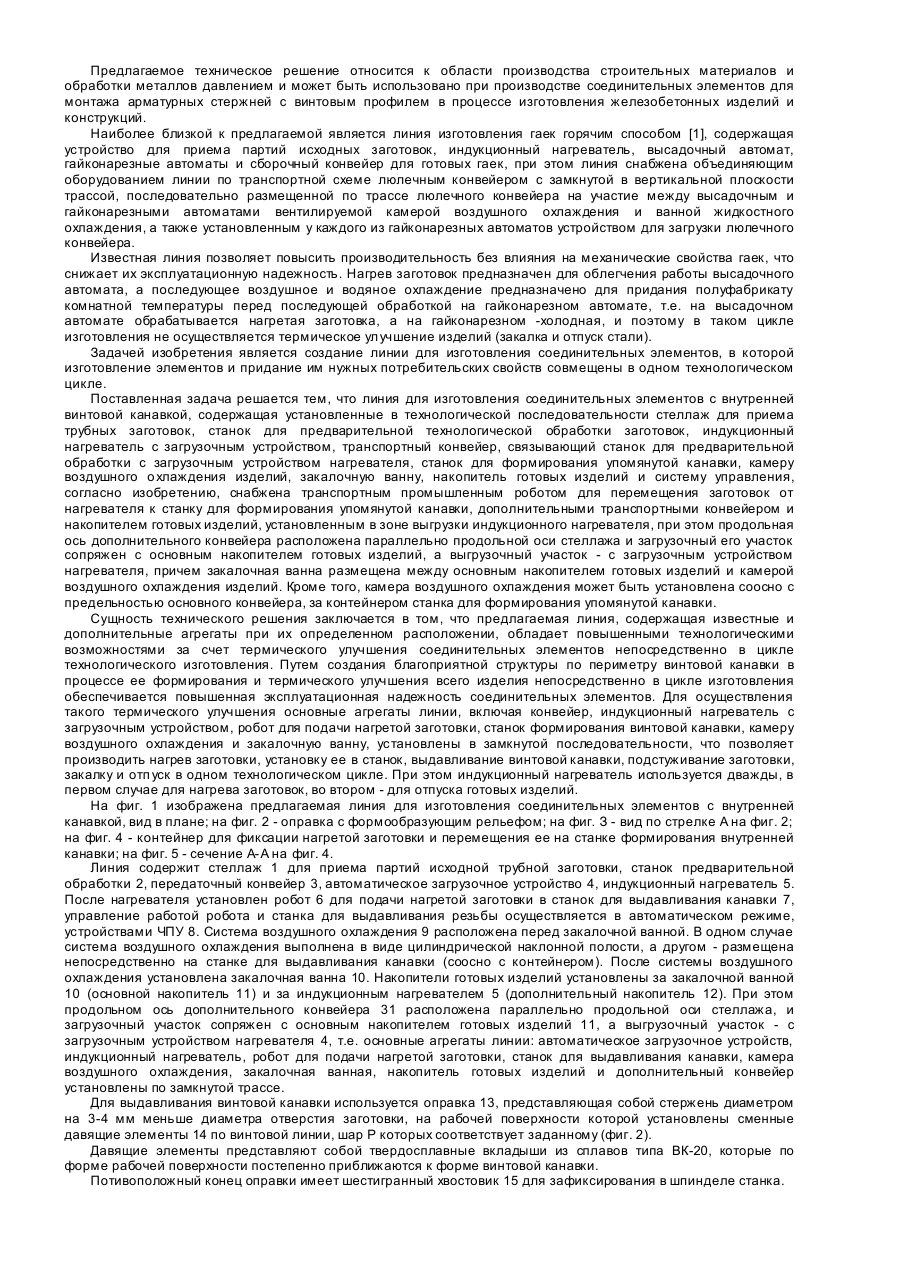
1. Линия для изготовления соединительных элементов с внутренней винтовой канавкой, содержащая установленные в технологической последовательности стеллаж для приема трубных заготовок, станок для предварительной технологической обработки заготовок, индукционный нагреватель с загрузочным устройством, транспортный конвейер, связывающий станок для предварительной обработки с загрузочным устройством нагревателя, станок для формирования упомянутой...
Пристрій осадченка в.с. для затулення пробоїн з рваними краями в стінці ємності
Номер патенту: 757
Опубліковано: 15.12.1993
Автор: Осадченко Василь Семенович
МПК: B63C 7/00
Мітки: в.с, осадченка, краями, рваними, затулення, пристрій, ємності, стінці, пробоїн
Формула / Реферат:
Формула изобретения Устройство для заделки пробоин содержащее жесткий пластырь, герметизирующую прокладку, внутреннюю опору и подтягивающий элемент, отличающееся тем, что, с целью упрощения конструкции, внутренняя опора выполнена в виде конусной пружины сжатия.
Пристрій для вакуумування розплавленного металу

Номер патенту: 4141
Опубліковано: 27.12.1994
Автори: Сойбельман Борис Йосипович, Коломоєц Віталій Прокопович, Кашкабаш Микола Іванович, Кузьміна Людмила Миколаївна
МПК: C21C 7/10
Мітки: вакуумування, металу, пристрій, розплавленного
Формула / Реферат:
1. Устройство для вакуумирования жидкого метаяла, содержащее вакуум-камеру, крышку, футеровку, патрубок для отсоса газов, отличающееся тем, что, с целью повышения его надежности и увеличения производительности, вакуум-камера выполнена в виде двух коаксиально расположенных оболочек, установленных с зазором, причем внутренняя оболочка футерована. 2. Устройство по п. 1, отличающееся тем, что футеровка внутренней оболочки имеет объем,...
Установка для віброімпульсної обробки розплавленого металу
Номер патенту: 4846
Опубліковано: 28.12.1994
Автори: Ващиленко Василь Іванович, Бутаков Борис Іванович, Ульянов Володимир Андрійович, Федченко Наталя Анатоліївна, Амплеєв Едуард Леонідович
МПК: B22D 27/02, B22D 27/08
Мітки: металу, обробки, розплавленого, віброімпульсної, установка
Формула / Реферат:
Установка для виброимпульсной обработки расплавленного металла, содержащая емкость для расплава, разрядную камеру с рабочей жидкостью и электродами, мембрану с центральным выступом и излучателем, снабженным в нижней части стержня насадкой, при этом мембрана выполнена в виде подпружиненного поршня, размещенного в кольцевой проточке разрядной камеры, отличающаяся тем, что, с целью повышения эффективности обработки, она снабжена...
Спосіб виготовлення металооболонкових форм
Номер патенту: 5265
Опубліковано: 28.12.1994
Автори: Костенко Георгій Дмитрович, Марушевський Леонід Васильович, Біріньш Анріс Зігфрідович
МПК: B22D 11/049
Мітки: металооболонкових, виготовлення, спосіб, форм
Формула / Реферат:
Способ изготовления металлооболочковых форм, преимущественно для наплавки жидкого металла на заготовку, включающий установку в полость кокиля нагретой модели, заполнение зазора между кокилем и моделью термореактивной смесью, отверждение смеси, охлаждение модели и извлечение ее из формы, отличающийся тем, что, с целью повышения качества, отверждение термореактивной смеси осуществляют нагретой моделью до образования твердого слоя толщиной...
Попередній патент: Спосіб контактного зварювання пластинчастого тіла усередині трубчастого металевого стержня і установка для здійснення способу
Наступний патент: Пристрій для приймання та передачі інформації з багатозначним кодуванням
Випадковий патент: Пристрій для дугового зварювання