Спосіб контактного зварювання пластинчастого тіла усередині трубчастого металевого стержня і установка для здійснення способу
Формула / Реферат
1. Способ контактной сварки пластического тела внутри трубчатого металлического стержня многоугольного сечения, включающий сборку свариваемых деталей и нагрев электросопротивлением, отличающийся тем, что стержень и пластинчатое тело размещают на соответствующих опорах, пластинчатое тело выводят из опоры, соединяют с одним из электродов сварочной установки и вводят в стержень, при этом плоскость пластинчатого тела располагают на уровне оси другого электрода, выполненным составным из двух частей, составной электрод смещают вдоль оси и зажимают стержень между частями электрода.
2. Установка для контактной сварки пластинчатого тела внутри трубчатого металлического стержня многоугольного сечения, содержащая основание, на котором размещены сварочные электроды, установленные с возможностью перемещения, приспособления для размещения и удержания свариваемых деталей, механизм фиксации деталей, отличающаяся тем, что один из электродов выполнен составным, одна часть которого установлена с возможностью перемещения в плоскости, перпендикулярной плоскости перемещения другого электрода, механизм фиксации пластинчатого тела выполнен в виде установленной в направляющих с возможностью перемещения плиты, на которой размещены один из сварочных электродов, механизм прижатия и ориентации пластинчатого тела к электроду, механизм ориентации выполнен в виде штифта с резьбой для ввинчивания в пластинчатое тело с помощью двигателя, смонтированного на второй плите, установленной с возможностью перемещения относительно основной плиты с помощью пневмосистемы, механизм прижатия выполнен в виде блока с пневмоцилиндром, содержащим стержень, установленный с возможностью воздействия на штифт.
3. Установка по п.2, отличающаяся тем, что приспособление для размещения и удержания стержня содержит опору, рабочие поверхности которой выполнены под углом, пластину для предотвращения вертикального перемещения стержня, на нижней поверхности которой выполнены канавки, а верхняя поверхность соединена с шарнирно-рычажным механизмом.
4. Установка по пп.2-3, отличающаяся тем, что приспособление для размещения и удержания пластинчатого тела выполнена в виде U-образного элемента с пазами, в которых установлены поршни с возможностью возвратно-поступательного перемещения.
5. Установка по п.2, отличающаяся тем, что механизм для предотвращения горизонтального перемещения стержня выполнен в виде штифта с пневмоприводом.
6. Установка по п.2, отличающаяся тем, что установка снабжена узлом для контроля качества сварного соединения, выполненного в виде фотоэмиттера, фотоприемного блока и экрана с отверстием.
Текст
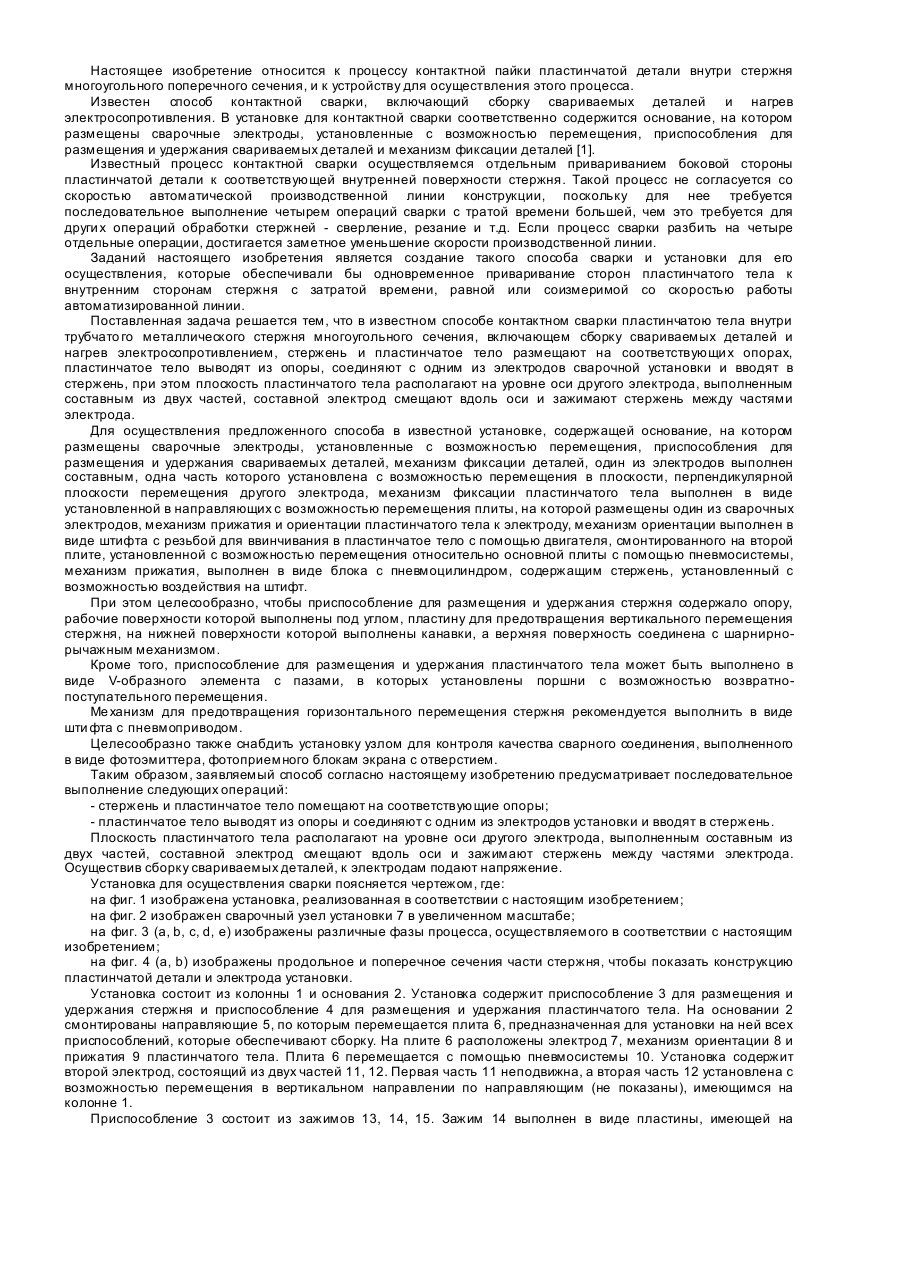
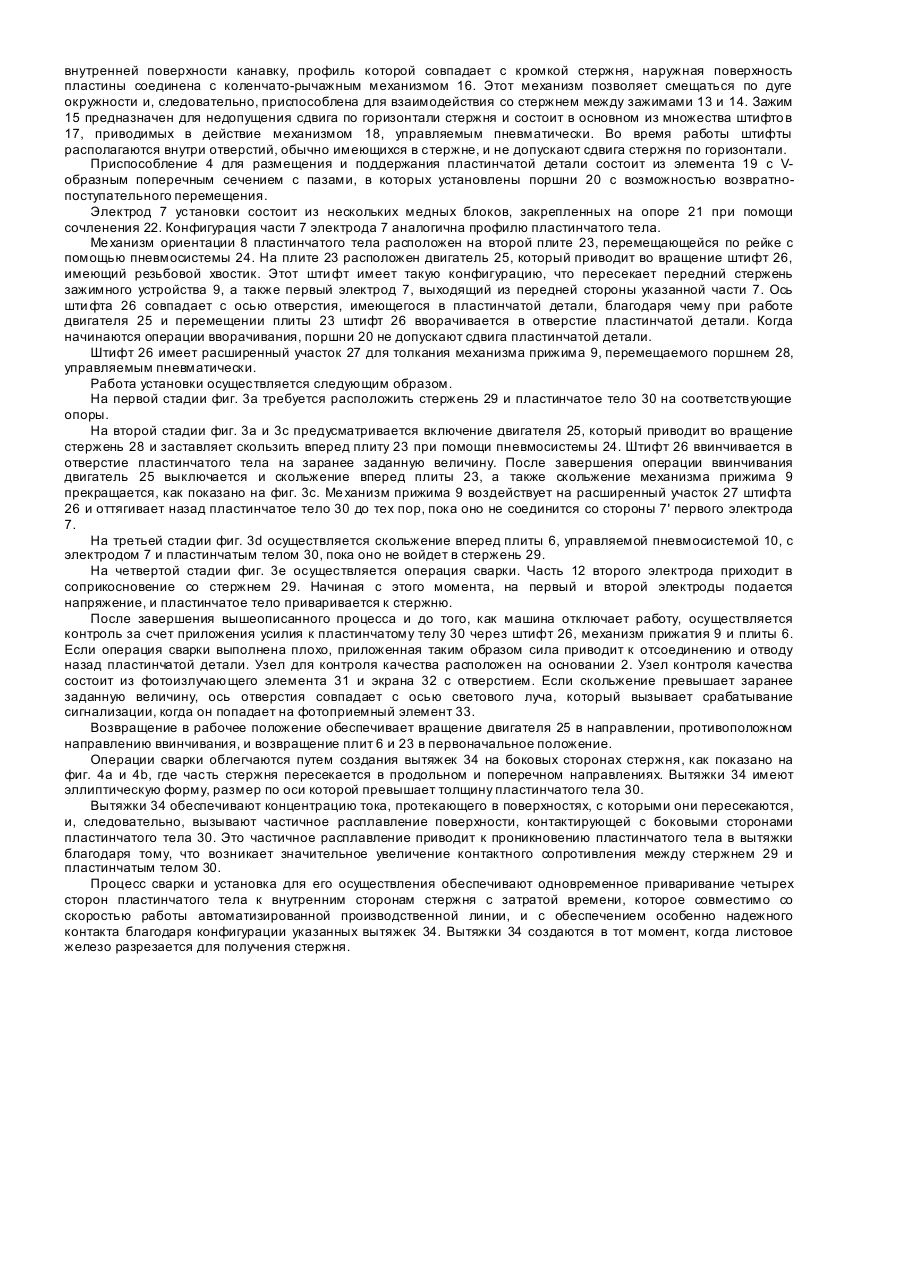
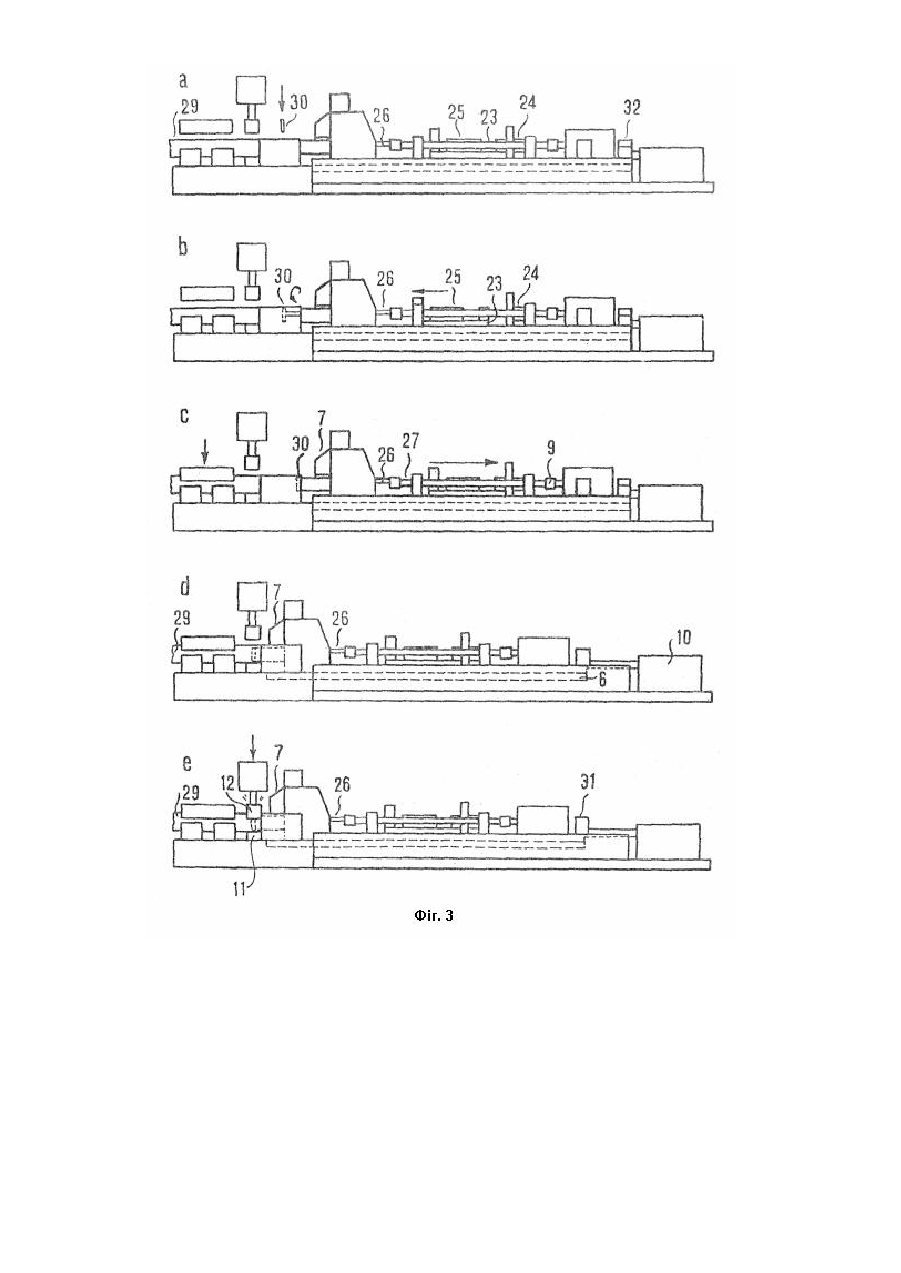
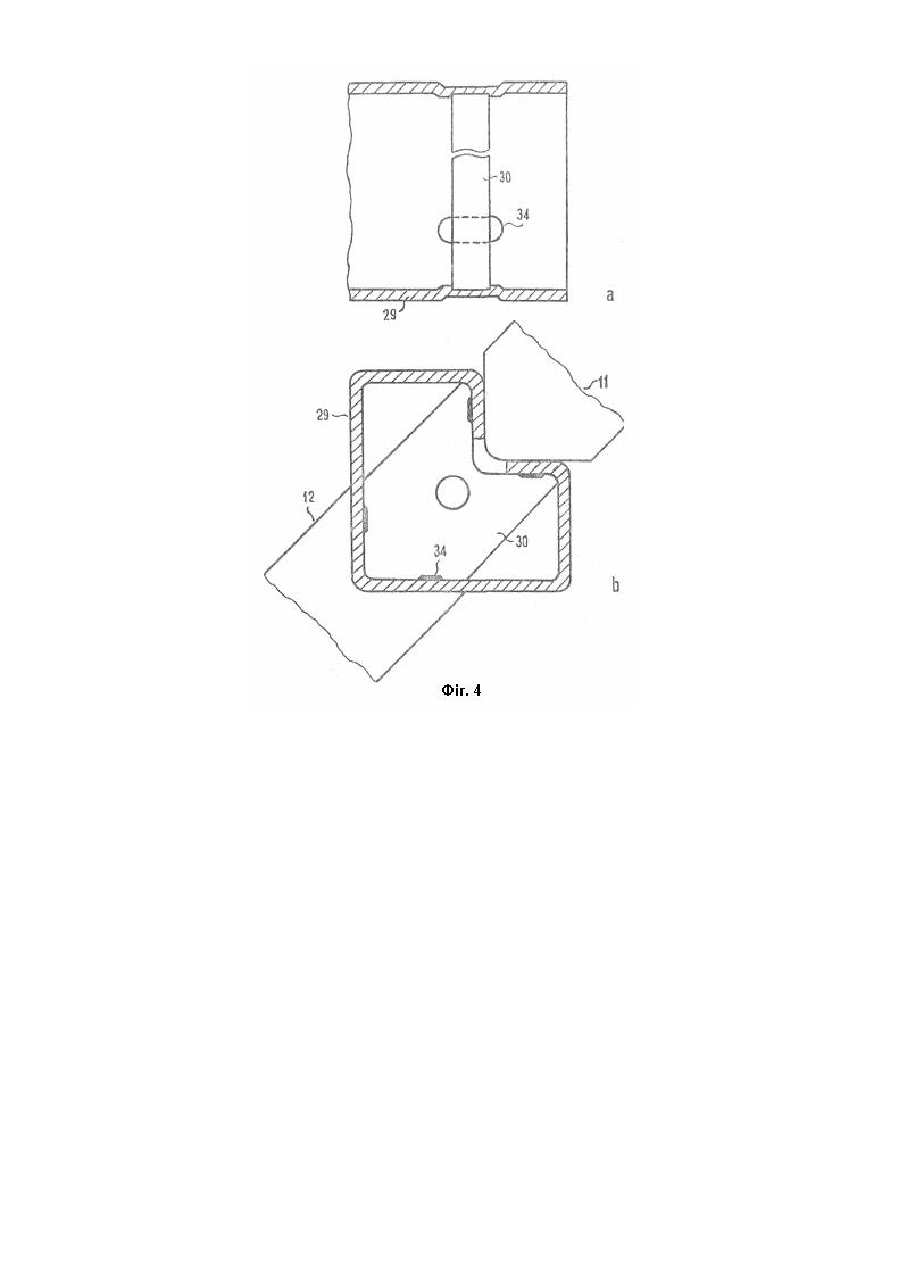
Настоящее изобретение относится к процессу контактной пайки пластинчатой детали внутри стержня многоугольного поперечного сечения, и к устройству для осуществления этого процесса. Известен способ контактной сварки, включающий сборку свариваемых деталей и нагрев электросопротивления. В установке для контактной сварки соответственно содержится основание, на котором размещены сварочные электроды, установленные с возможностью перемещения, приспособления для размещения и удержания свариваемых деталей и механизм фиксации деталей [1]. Известный процесс контактной сварки осуществляемся отдельным привариванием боковой стороны пластинчатой детали к соответствующей внутренней поверхности стержня. Такой процесс не согласуется со скоростью автоматической производственной линии конструкции, поскольку для нее требуется последовательное выполнение четырем операций сварки с тратой времени большей, чем это требуется для други х операций обработки стержней - сверление, резание и т.д. Если процесс сварки разбить на четыре отдельные операции, достигается заметное уменьшение скорости производственной линии. Заданий настоящего изобретения является создание такого способа сварки и установки для его осуществления, которые обеспечивали бы одновременное приваривание сторон пластинчатого тела к внутренним сторонам стержня с затратой времени, равной или соизмеримой со скоростью работы автоматизированной линии. Поставленная задача решается тем, что в известном способе контактном сварки пластинчатою тела внутри трубчато го металлического стержня многоугольного сечения, включающем сборку свариваемых деталей и нагрев электросопротивлением, стержень и пластинчатое тело размещают на соответствующи х опорах, пластинчатое тело выводят из опоры, соединяют с одним из электродов сварочной установки и вводят в стержень, при этом плоскость пластинчатого тела располагают на уровне оси другого электрода, выполненным составным из двух частей, составной электрод смещают вдоль оси и зажимают стержень между частями электрода. Для осуществления предложенного способа в известной установке, содержащей основание, на котором размещены сварочные электроды, установленные с возможностью перемещения, приспособления для размещения и удержания свариваемых деталей, механизм фиксации деталей, один из электродов выполнен составным, одна часть которого установлена с возможностью перемещения в плоскости, перпендикулярной плоскости перемещения другого электрода, механизм фиксации пластинчатого тела выполнен в виде установленной в направляющих с возможностью перемещения плиты, на которой размещены один из сварочных электродов, механизм прижатия и ориентации пластинчатого тела к электроду, механизм ориентации выполнен в виде штифта с резьбой для ввинчивания в пластинчатое тело с помощью двигателя, смонтированного на второй плите, установленной с возможностью перемещения относительно основной плиты с помощью пневмосистемы, механизм прижатия, выполнен в виде блока с пневмоцилиндром, содержащим стержень, установленный с возможностью воздействия на штифт. При этом целесообразно, чтобы приспособление для размещения и удержания стержня содержало опору, рабочие поверхности которой выполнены под углом, пластину для предотвращения вертикального перемещения стержня, на нижней поверхности которой выполнены канавки, а верхняя поверхность соединена с шарнирнорычажным механизмом. Кроме того, приспособление для размещения и удержания пластинчатого тела может быть выполнено в виде V-образного элемента с пазами, в которых установлены поршни с возможностью возвратнопоступательного перемещения. Ме ханизм для предотвращения горизонтального перемещения стержня рекомендуется выполнить в виде шти фта с пневмоприводом. Целесообразно также снабдить установку узлом для контроля качества сварного соединения, выполненного в виде фотоэмиттера, фотоприемного блокам экрана с отверстием. Таким образом, заявляемый способ согласно настоящему изобретению предусматривает последовательное выполнение следующих операций: - стержень и пластинчатое тело помещают на соответствующие опоры; - пластинчатое тело выводят из опоры и соединяют с одним из электродов установки и вводят в стержень. Плоскость пластинчатого тела располагают на уровне оси другого электрода, выполненным составным из двух частей, составной электрод смещают вдоль оси и зажимают стержень между частями электрода. Осуществив сборку свариваемых деталей, к электродам подают напряжение. Установка для осуществления сварки поясняется чертежом, где: на фиг. 1 изображена установка, реализованная в соответствии с настоящим изобретением; на фиг. 2 изображен сварочный узел установки 7 в увеличенном масштабе; на фиг. 3 (а, b, с, d, e) изображены различные фазы процесса, осуществляемого в соответствии с настоящим изобретением; на фиг. 4 (а, b) изображены продольное и поперечное сечения части стержня, чтобы показать конструкцию пластинчатой детали и электрода установки. Установка состоит из колонны 1 и основания 2. Установка содержит приспособление 3 для размещения и удержания стержня и приспособление 4 для размещения и удержания пластинчатого тела. На основании 2 смонтированы направляющие 5, по которым перемещается плита 6, предназначенная для установки на ней всех приспособлений, которые обеспечивают сборку. На плите 6 расположены электрод 7, механизм ориентации 8 и прижатия 9 пластинчатого тела. Плита 6 перемещается с помощью пневмосистемы 10. Установка содержит второй электрод, состоящий из двух частей 11, 12. Первая часть 11 неподвижна, а вторая часть 12 установлена с возможностью перемещения в вертикальном направлении по направляющим (не показаны), имеющимся на колонне 1. Приспособление 3 состоит из зажимов 13, 14, 15. Зажим 14 выполнен в виде пластины, имеющей на внутренней поверхности канавку, профиль которой совпадает с кромкой стержня, наружная поверхность пластины соединена с коленчато-рычажным механизмом 16. Этот механизм позволяет смещаться по дуге окружности и, следовательно, приспособлена для взаимодействия со стержнем между зажимами 13 и 14. Зажим 15 предназначен для недопущения сдвига по горизонтали стержня и состоит в основном из множества штифто в 17, приводимых в действие механизмом 18, управляемым пневматически. Во время работы штифты располагаются внутри отверстий, обычно имеющихся в стержне, и не допускают сдвига стержня по горизонтали. Приспособление 4 для размещения и поддержания пластинчатой детали состоит из элемента 19 с Vобразным поперечным сечением с пазами, в которых установлены поршни 20 с возможностью возвратнопоступательного перемещения. Электрод 7 установки состоит из нескольких медных блоков, закрепленных на опоре 21 при помощи сочленения 22. Конфигурация части 7 электрода 7 аналогична профилю пластинчатого тела. Ме ханизм ориентации 8 пластинчатого тела расположен на второй плите 23, перемещающейся по рейке с помощью пневмосистемы 24. На плите 23 расположен двигатель 25, который приводит во вращение штифт 26, имеющий резьбовой хвостик. Этот шти фт имеет такую конфигурацию, что пересекает передний стержень зажимного устройства 9, а также первый электрод 7, выходящий из передней стороны указанной части 7. Ось шти фта 26 совпадает с осью отверстия, имеющегося в пластинчатой детали, благодаря чему при работе двигателя 25 и перемещении плиты 23 штифт 26 вворачивается в отверстие пластинчатой детали. Когда начинаются операции вворачивания, поршни 20 не допускают сдвига пластинчатой детали. Штифт 26 имеет расширенный участок 27 для толкания механизма прижима 9, перемещаемого поршнем 28, управляемым пневматически. Работа установки осуществляется следующим образом. На первой стадии фиг. 3а требуется расположить стержень 29 и пластинчатое тело 30 на соответствующие опоры. На второй стадии фиг. 3а и 3с предусматривается включение двигателя 25, который приводит во вращение стержень 28 и заставляет скользить вперед плиту 23 при помощи пневмосистемы 24. Штифт 26 ввинчивается в отверстие пластинчатого тела на заранее заданную величину. После завершения операции ввинчивания двигатель 25 выключается и скольжение вперед плиты 23, а также скольжение механизма прижима 9 прекращается, как показано на фиг. 3с. Ме ханизм прижима 9 воздействует на расширенный участок 27 штифта 26 и оттягивает назад пластинчатое тело 30 до тех пор, пока оно не соединится со стороны 7' первого электрода 7. На третьей стадии фиг. 3d осуществляется скольжение вперед плиты 6, управляемой пневмосистемой 10, с электродом 7 и пластинчатым телом 30, пока оно не войдет в стержень 29. На четвертой стадии фиг. 3е осуществляется операция сварки. Часть 12 второго электрода приходит в соприкосновение со стержнем 29. Начиная с этого момента, на первый и второй электроды подается напряжение, и пластинчатое тело приваривается к стержню. После завершения вышеописанного процесса и до того, как машина отключает работу, осуществляется контроль за счет приложения усилия к пластинчатому телу 30 через штифт 26, механизм прижатия 9 и плиты 6. Если операция сварки выполнена плохо, приложенная таким образом сила приводит к отсоединению и отводу назад пластинчатой детали. Узел для контроля качества расположен на основании 2. Узел контроля качества состоит из фотоизлучающего элемента 31 и экрана 32 с отверстием. Если скольжение превышает заранее заданную величину, ось отверстия совпадает с осью светового луча, который вызывает срабатывание сигнализации, когда он попадает на фотоприемный элемент 33. Возвращение в рабочее положение обеспечивает вращение двигателя 25 в направлении, противоположном направлению ввинчивания, и возвращение плит 6 и 23 в первоначальное положение. Операции сварки облегчаются путем создания вытяжек 34 на боковых сторонах стержня, как показано на фиг. 4а и 4b, где часть стержня пересекается в продольном и поперечном направлениях. Вытяжки 34 имеют эллиптическую форму, размер по оси которой превышает толщину пластинчатого тела 30. Вытяжки 34 обеспечивают концентрацию тока, протекающего в поверхностях, с которыми они пересекаются, и, следовательно, вызывают частичное расплавление поверхности, контактирующей с боковыми сторонами пластинчатого тела 30. Это частичное расплавление приводит к проникновению пластинчатого тела в вытяжки благодаря тому, что возникает значительное увеличение контактного сопротивления между стержнем 29 и пластинчатым телом 30. Процесс сварки и установка для его осуществления обеспечивают одновременное приваривание четырех сторон пластинчатого тела к внутренним сторонам стержня с затратой времени, которое совместимо со скоростью работы автоматизированной производственной линии, и с обеспечением особенно надежного контакта благодаря конфигурации указанных вытяжек 34. Вытяжки 34 создаются в тот момент, когда листовое железо разрезается для получения стержня.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device of resistance welding of plastic body inside tubular metal rod
Назва патенту російськоюСпособ контактной сварки пластического тела внутри трубчатого металлического стержня и установка для его осуществления
МПК / Мітки
МПК: B23K 11/04
Мітки: способу, пластинчастого, контактного, стержня, спосіб, трубчастого, зварювання, тіла, установка, здійснення, усередині, металевого
Код посилання
<a href="https://ua.patents.su/6-5691-sposib-kontaktnogo-zvaryuvannya-plastinchastogo-tila-useredini-trubchastogo-metalevogo-sterzhnya-i-ustanovka-dlya-zdijjsnennya-sposobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб контактного зварювання пластинчастого тіла усередині трубчастого металевого стержня і установка для здійснення способу</a>
Машина для контактного стикового зварювання труб
Номер патенту: 398
Опубліковано: 30.04.1993
Автори: Лебедєв Володимир Костянтинович, Патон Борис Євгенович, Мірошниченко Олександр Петрович, Сахарнов Василь Олексійович, Кучук-Яценко Сергій Іванович, Галян Борис Опанасович
МПК: B23K 11/04, B23K 31/02
Мітки: стикового, труб, машина, зварювання, контактного
Формула / Реферат:
Формула изобретенияМашина для контаткной стыковой сварки труб, содержащая центральную штангу, смонтированные на ней с возможностью радиального перемещения разжимные элементы механизмы их разжатия и привод оплавления и осадки, отличающаяся тем, что, с целью улучшения условий центрирования и сварки труб с большим допуском на диаметр и конусность, разжимные элементы выполнены в виде рычагов, имеющих на концах скосы, а механизм разжатия...
Спосіб управління процесом контактного стикового зварювання оплавленням

Номер патенту: 397
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: спосіб, зварювання, стикового, контактного, процесом, управління, оплавленням
Формула / Реферат:
Формула изобретенияСпособ управления процессом контактной стыковой сварки оплавлением, при котором сигналом на выдачу команды управления служит скорость оплавления, отличающийся тем, что, с целью повышения стабильности нагрева свариваемых деталей, качества сварных соединений и производительности процесса сварки, при достижении скорости оплавления определенного, наперед заданного значения изменяют сварочное напряжение.
Електродотримач для ручного дугового зварювання
Номер патенту: 4168
Опубліковано: 27.12.1994
Автори: Королевський Констянтин Юрійович, Виногрєєв Василь Миколайович
МПК: B23K 9/28
Мітки: дугового, зварювання, електродотримач, ручного
Формула / Реферат:
Электрододержатель для ручной дуговой сварки, содержащий цилиндрический корпус с фигурным пазом под электрод и расположенный внутри корпуса поворотный токоподводящий стержень со сквозным продольным пазом под электрод, отличающийся тем, что фигурный паз в корпусе выполнен С-образным с углублением в рабочей части, а токоподводящий стержень установлен с возможностью осевого перемещения и подпружинен относительно корпуса.
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 317
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Самотрясов Сергій Михайлович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: спосіб, контактного, стикового, зварювання, оплавленням
Формула / Реферат:
Формула изобретения1. Способ контактной стыковой сварки оплавлением, при котором во время сварки скорость оплавления задают равной скорости перемещения подвижной колонны сварочной машины и воздействуют на нее обратной отрицательной связью по параметру, характеризующему процесс оплавления, например сварочному току, при этом в процессе сварки изменяют воздействие обратной отрицательной связи, отличающийся тем, что, с целью повышения...
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 493
Опубліковано: 30.04.1993
Автори: Сахарнов Василь Олексійович, Загадарчук Василь Феодосійович, Череднічок Віталій Тимофійович, Лебедєв Володимир Костянтинович, Казимов Борис Іванович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: спосіб, контактного, стикового, оплавленням, зварювання
Формула / Реферат:
1. Способ контактной стыковой сварки оплавлением, преимущественно изделий толщиной более 5 мм с развитым сечением, при котором в начальный период оплавление производят с постоянной скоростью перемещения деталей, а перед осадкой скорость перемещения деталей увеличивают до конечной величины скорости оплавления, отличающийся тем, что, с целью повышения качества соединений и стабильности их механических свойств, длительность периода...
Попередній патент: Спосіб дифузійного хромування у вакуумі стальних виробів
Наступний патент: Спосіб виготовлення ємності з металу з внутрішньою оболонкою
Випадковий патент: Сигналізування взаємозв'язків номерів в порядку зображень і інформації синхронізації для синхронізації відео при кодуванні відео