Спосіб зміцнення
Номер патенту: 63462
Опубліковано: 15.01.2004
Автори: Малінов Леонід Соломонович, Малінов Володимир Леонідович
Завантажити PDF файл.
Формула / Реферат
1. Спосіб зміцнення, що включає наплавлення маловуглецевими низьколегованими і високолегованими сталями та термообробку, який відрізняється тим, що перед термообробкою проводять хіміко-термічну обробку.
2. Спосіб за п. 1, який відрізняється тим, що як хіміко-термічної обробку здійснюють цементацію або нітроцементацію.
3. Спосіб за п. 1, який відрізняється тим, що при наплавленні низьколегованими сталями термообробка включає гартування і низький відпуск.
4. Спосіб за п. 1, який відрізняється тим, що при наплавленні середньо- і високолегованими сталями термообробка включає гартування або нормалізацію і відпуск.
Текст
Винахід відноситься до металургії, конкретно до засобів зміцнення наплавлення і наступного термообробкою при виготовленні деталей і інструменту. Відомий спосіб зміцнення деталей і інструментів, що включає наплавлення високовуглецевими наплавлювальними матеріалами: Э-80Х4С, Э-225Х10ПОС, ПП-АН103 (1,8%С; 12 % Сr; 0,8% Мо) і наступну термообробку для зняття напружень. Наплавлений метал має високу твердість (³ HRC 50) і високу зносостійкість. Однак в наплавленому шарі часто утворюються тріщини. Для їхнього попередження використовують попередній і супутній підігріви, а також низькотемпературний відпал при 600-650°С для зняття мікронапружень. В багатьох випадках перед наплавленням зносостійкими високовуглецевими матеріалами завдають підшар з маловуглецевої сталі. Крім того, зносостійкий наплавлений шар тяжко обробляється різанням (Уманский В.Б., Костенко Α.Α., Худик Ю.Т. Упрочнение деталей металлургического оборудования. - Μ.: Ме таллургия, 1991 - 176 с). Відомий спосіб зміцнення деталей і інструменту маловуглецевими сталями: Св-08Г2С, Св-12ГС, ПП25Х5МСФ, Св-12Х13, Нп-25Х10П0Т з наступною термообробкою для зняття внутрішніх напружень і зниження схильності до трещіноутворення (Уманский В.Б., Костенко А.А., Худик Ю.Т. Упрочнение деталей металлургического оборудования. -М.: Металлургия, 1991 - 176с). Наплавлення такими матеріалами в відміну від високовугле-цевих те хнологічна, забезпечує гарну якість наплавленого металу і оброблюваність різанням. Однак в цьому випадку не можна отримати високу твердість і зносостійкість із-за малого змісту вуглецю в наплавленому металі. В основу винаходу поставлена задача розробити спосіб зміцнення, в який у ведення додаткової операції і умови її проведення дозволяють зберегти переваги наплавлення маловуглецевимн сталями і забезпечити високу твердість і зносостійкість наплавленого металу. Для рішення поставленої задачі в способі зміцнення, що включає наплавлення маловуглецевими сталями і термообробку, в відповідності з винаходом, перед термообробкою проводять хіміко-термічну обробку, зокрема цементацію (нітроцементацію) та ін. Причому при наплавленні низьколегованими сталями після хіміко-термічної обробки проводять гарт і низьку відпустку, а при наплавленні середньо- і високолегованими сталями - гарт або нормалізацію і відпустку. Запропонований, спосіб зміцнення забезпечує отримання високої твердості і зносостійкості. Це зумовлене тим, що в результаті одержують мартенсит відпустки з підвищеним змістом вуглецю (або бейніт), карбіди і метастабільний залишковий аустеніт, що дозволить реалізувати ефект самогарту при навантаженні. Цей спосіб поширює можливості використання низьковуглецевих наплавлювальних матеріалів не тільки для відновлення розмірів зношених деталей і інструментів, але, що особливо важливо, для підвищення їхньої твердості і зносостійкості. Дослідження запропонованого засобу виконані на кафедрі «Материалознавство» ПДТУ. Приклад 1 На сталь 45 наплавляють дротом Св-08Г2С сталь аналогічного складу, цементують при 930°С в твердому карбюризаторі на глибину 1мм, гартують від 900°С і відпускають при 180°С. Твердість на поверхні складає HRC 56-60, в той час як після наплавлення і звичайної термообробки вона складала £ HRC 20. Зносостійкість зразків, зміцнених по запропонованої технології була така, як у сталей X і 9ХС, термооброблених на ту ж структур у і твердість, що вище в 4 рази, ніж у металу, наплавленого дротом Св08Г2С. Приклад 2 На сталь 45 наплавляють сталь 12X13 дротом Св-12Х13, цементують при 930°С газовим засобом в шахтній печі на глибину 1,2 мм, після чого проводять нормалізацію від 1150°С і відпустку при 180°С 1 год. Твердість після означеної термообробки зросла з HRC 25 до HRC 50-55. При цьому абразивна зносостійкість збільшилася в 3 рази у порівнянні з її рівнем після наплавлення маловуглецевим високохромистим дротом, та не відрізнялася від такої у сталі X12М, термообробленої на ту же стр уктур у і твердість. Наведені дані показують ефективність запропонованого способу, що об'єднає гарну те хнологічність і якість наплавленого металу у випадку застосування маловуглецевих наплавлювальних матеріалів і високу твердість, зносостійкість наплавленого металу при використанні високовуглецеви х наплавлювальних матеріалів.
ДивитисяДодаткова інформація
Назва патенту англійськоюA process for strengthening
Автори англійськоюMalinov Leonid Solomonovych, Malynov Volodymyr Leonidovych
Назва патенту російськоюСпособ упрочнения
Автори російськоюМалинов Леонид Соломонович, Малинов Владимир Леонидович
МПК / Мітки
МПК: C21D 1/02
Код посилання
<a href="https://ua.patents.su/1-63462-sposib-zmicnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнення</a>
Спосіб механоімпульсного зміцнення промислових ножів
Номер патенту: 23223
Опубліковано: 19.05.1998
Автори: Любунь Наталя Теодорівна, Коваль Юрій Мар'янович, Калічак Теодор Миколайович, Курнат Іван Миколайович
МПК: B24D 15/00
Мітки: промислових, зміцнення, механоімпульсного, спосіб, ножів
Формула / Реферат:
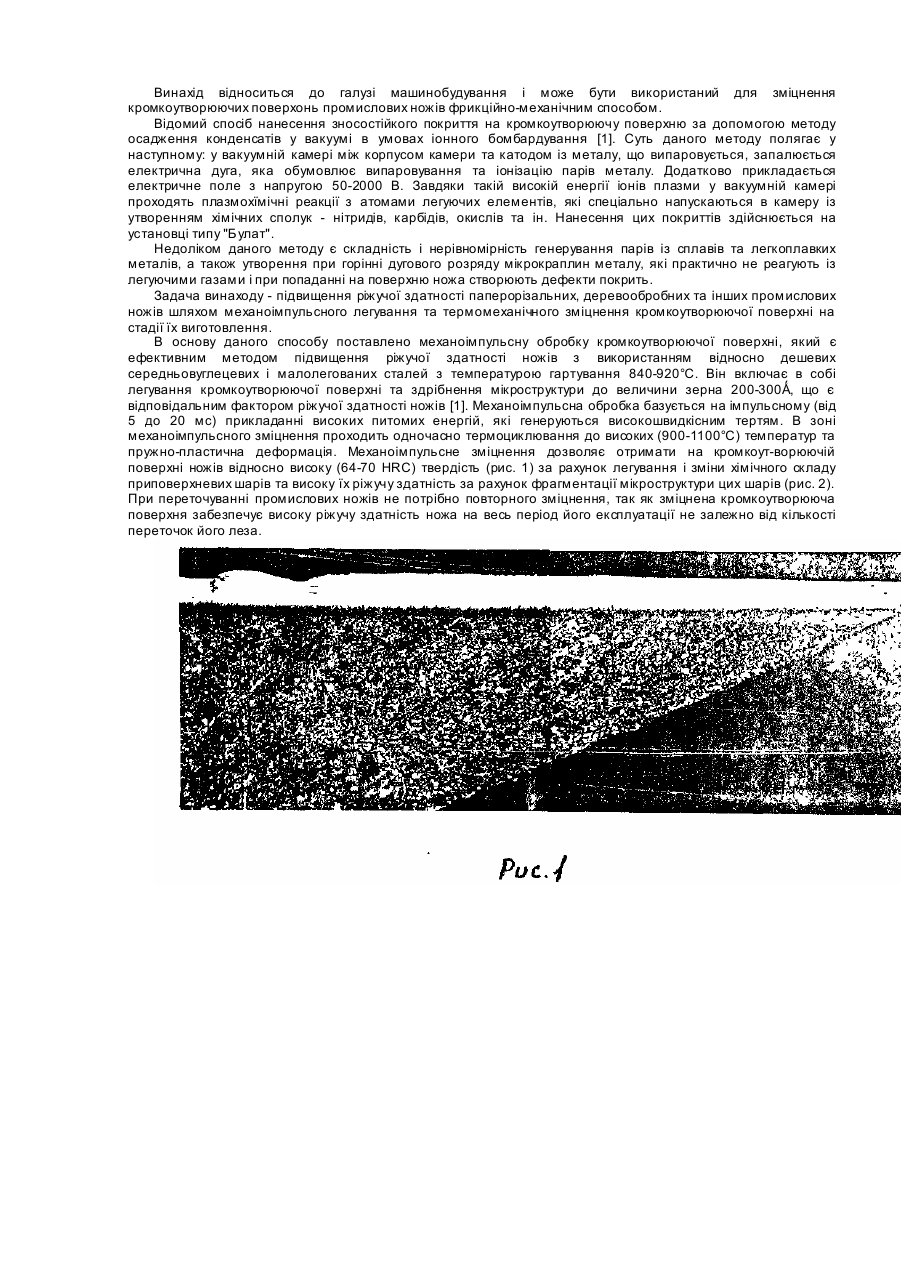
Спосіб механоімпульсного зміцнення промислових ножів, який включає легування та термомеханічну обробку кромкоутворюючої поверхні ножів, який відрізняється тим, що при виготовленні ножів перед заточкою проводять механоімпульсну обробку кромкоутворюючої поверхні, при якій високошвидкісним тертям циклічно нагрівають до дифузійно-активних температур і насичують приповерхневі шари з технологічного середовища, яке вводиться в зону обробки, і...
Спосіб визначення коефіцієнта ультразвукового зміцнення деталей авіадвигунів
Номер патенту: 58940
Опубліковано: 15.08.2003
Автори: Субботін Сергій Олександрович, Дубровін Валерій Іванович, Яценко Віктор Кузьмич, Богуслаєв Олександр Вячеславович
МПК: G01N 3/32
Мітки: зміцнення, авіадвигунів, визначення, коефіцієнта, спосіб, деталей, ультразвукового
Формула / Реферат:
Спосіб визначення коефіцієнта ультразвукового зміцнення деталей авіадвигунів, що включає оцінку значення коефіцієнта ультразвукового зміцнення деталей за інформативними факторами без проведення руйнівних випробувань деталей, який відрізняється тим, що на основі значень ознак для кожної деталі визначають відстані деталі від центрів кластерів у просторі ознак, що пов'язані із коефіцієнтом ультразвукового зміцнення, на основі значень відстаней...
Спосіб поверхневого зміцнення деталі комбінованою обробкою
Номер патенту: 42370
Опубліковано: 15.10.2001
Автори: Кошеленко Павло Іванович, Левшун Павло Володимирович
Мітки: поверхневого, спосіб, комбінованою, зміцнення, деталі, обробкою
Формула / Реферат:
Спосіб поверхневого зміцнення деталей комбінованою обробкою, який включає поверхневе зміцнення шляхом електроерозійної обробки, який відрізняється тим, що після електроерозійної обробки на поверхню деталі наноситься шар зносостійкого композиційного матеріалу.
Спосіб зміцнення висічного стального інструменту
Номер патенту: 35056
Опубліковано: 15.03.2001
Автори: Сторошук Володимир Андрійович, Стецьків Остап Петрович
Мітки: зміцнення, висічного, інструменту, стального, спосіб
Формула / Реферат:
Спосіб зміцнення висічного стального інструменту, який складається зі зміцнення і формування леза, відрізняється тим, що додатково проводиться термообробка інструменту до встановлення твердості 38-40 HRC, після чого проводиться зміцнення тертям до твердості 51-56 HRC на тибину 450-500 мкм, а формування леза проводиться електроабразивним шліфуванням до товщини зміцненого шару 200 мкм.
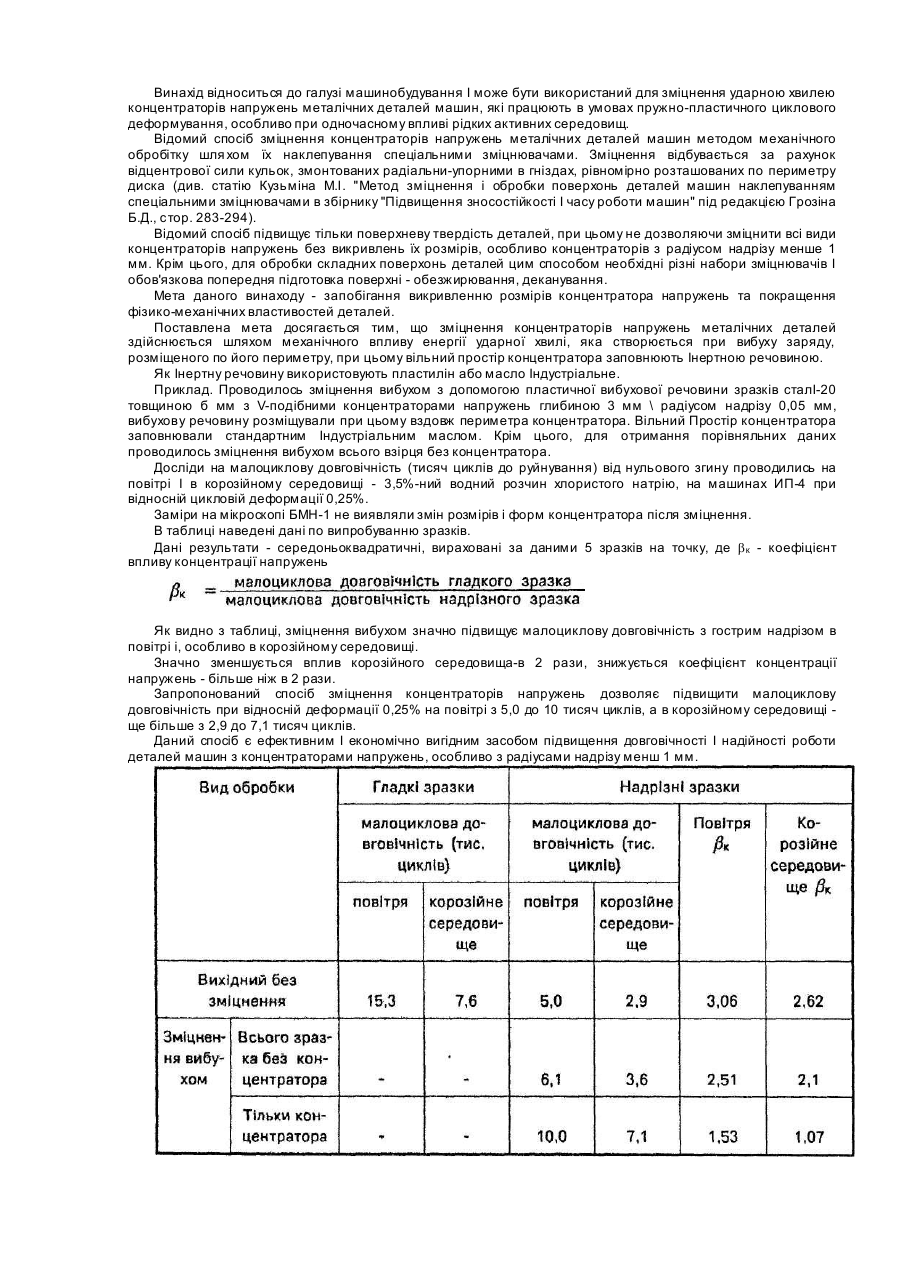
Спосіб зміцнення концентраторів напружень металевих деталей машин
Номер патенту: 17783
Опубліковано: 20.05.1997
Автори: Тесленко Анатолій Григорович, Хом'як Йосип Васильович, Пістун Ігор Павлович, Березовецький Андрій Петрович
МПК: B21D 26/08
Мітки: концентраторів, спосіб, деталей, зміцнення, напружень, машин, металевих
Формула / Реферат:
1. Спосіб зміцнення концентраторів напружень металічних деталей машин шляхом механічного впливу на Їх поверхню, який відрізняється тим, що з метою уникнення викривлень розмірів концентраторів І покращення фізико-механічних властивостей деталей, механічний вплив на концентратор виконує енергія ударної хвилі, яка утворюється при вибуху заряду, розміщеного по його периметру, при цьому, - вільний простір концентратора заповнюють Інертною...
Попередній патент: Спосіб пломбування кореневих зубних каналів при деструктивних формах періодонтитів
Наступний патент: Спосіб підготовки дизельного палива в двигуні внутрішнього спалювання котка-мельника
Випадковий патент: Спосіб комплексного лікування хвороби альцгеймера з включенням препаратів з матеріалу ембріофетального походження та виділених з нього клітин