Спосіб виготовлення робочих органів сільськогосподарських машин
Номер патенту: 4635
Опубліковано: 28.12.1994
Автори: Хильчевський Володимир Васильович, Груздева Олена Володимирівна, Федорін Олександр Михайлович
Формула / Реферат
Способ изготовления рабочих органов сельскохозяйственных мащин, включающий операции воздушно-плазменного вырезания контура изделия из листа металла с одновременным формированием режущей кромки при движении плазмотрона по заданной траектории, отличающийся тем, что операцию вырезания контура изделия и формирования режущей кромки осуществляют при движении плазмотрона с приращением скорости на каждые 50А увеличения рабочего тока, составляющим (3,0 ... 3,5)10-3 м/с.
Текст
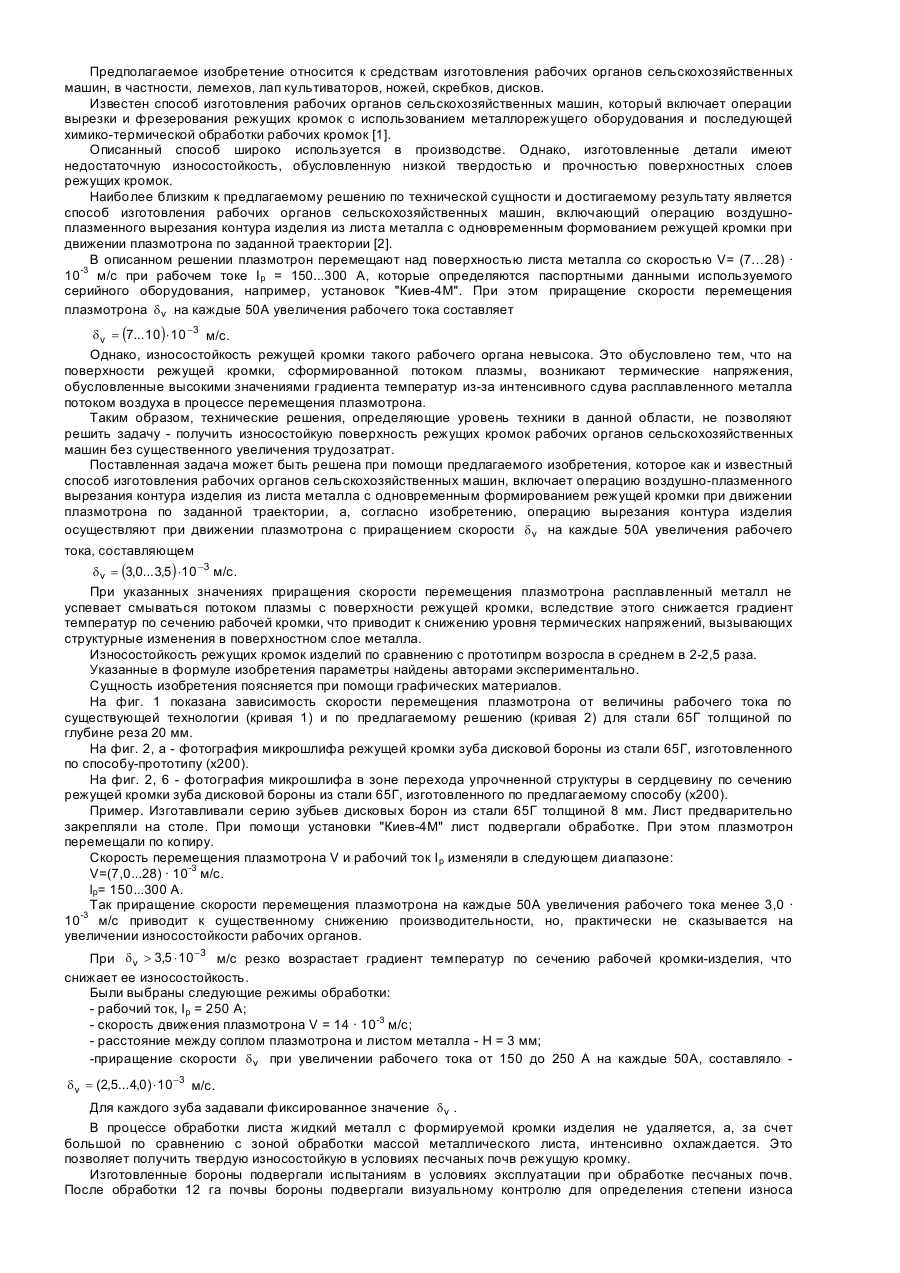
Предполагаемое изобретение относится к средствам изготовления рабочих органов сельскохозяйственных машин, в частности, лемехов, лап культиваторов, ножей, скребков, дисков. Известен способ изготовления рабочих органов сельскохозяйственных машин, который включает операции вырезки и фрезерования режущих кромок с использованием металлорежущего оборудования и последующей химико-термической обработки рабочих кромок [1]. Описанный способ широко используется в производстве. Однако, изготовленные детали имеют недостаточную износостойкость, обусловленную низкой твердостью и прочностью поверхностных слоев режущих кромок. Наиболее близким к предлагаемому решению по технической сущности и достигаемому результату является способ изготовления рабочих органов сельскохозяйственных машин, включающий операцию воздушноплазменного вырезания контура изделия из листа металла с одновременным формованием режущей кромки при движении плазмотрона по заданной траектории [2]. В описанном решении плазмотрон перемещают над поверхностью листа металла со скоростью V= (7…28) · 10-3 м/с при рабочем токе І р = 150...300 А, которые определяются паспортными данными используемого серийного оборудования, например, установок "Киев-4М". При этом приращение скорости перемещения плазмотрона d v на каждые 50А увеличения рабочего тока составляет d v = (7... 10) × 10 -3 м/с. Однако, износостойкость режущей кромки такого рабочего органа невысока. Это обусловлено тем, что на поверхности режущей кромки, сформированной потоком плазмы, возникают термические напряжения, обусловленные высокими значениями градиента температур из-за интенсивного сдува расплавленного металла потоком воздуха в процессе перемещения плазмотрона. Таким образом, технические решения, определяющие уровень техники в данной области, не позволяют решить задачу - получить износостойкую поверхность режущих кромок рабочих органов сельскохозяйственных машин без существенного увеличения трудозатрат. Поставленная задача может быть решена при помощи предлагаемого изобретения, которое как и известный способ изготовления рабочих органов сельскохозяйственных машин, включает операцию воздушно-плазменного вырезания контура изделия из листа металла с одновременным формированием режущей кромки при движении плазмотрона по заданной траектории, а, согласно изобретению, операцию вырезания контура изделия осуществляют при движении плазмотрона с приращением скорости d v на каждые 50А увеличения рабочего тока, составляющем d v = (3,0... 3,5) ×10 -3 м/с. При указанных значениях приращения скорости перемещения плазмотрона расплавленный металл не успевает смываться потоком плазмы с поверхности режущей кромки, вследствие этого снижается градиент температур по сечению рабочей кромки, что приводит к снижению уровня термических напряжений, вызывающих структурные изменения в поверхностном слое металла. Износостойкость режущих кромок изделий по сравнению с прототипрм возросла в среднем в 2-2,5 раза. Указанные в формуле изобретения параметры найдены авторами экспериментально. Сущность изобретения поясняется при помощи графических материалов. На фиг. 1 показана зависимость скорости перемещения плазмотрона от величины рабочего тока по существующей технологии (кривая 1) и по предлагаемому решению (кривая 2) для стали 65Г толщиной по глубине реза 20 мм. На фиг. 2, а - фотография микрошлифа режущей кромки зуба дисковой бороны из стали 65Г, изготовленного по способу-прототипу (х200). На фиг. 2, 6 - фотография микрошлифа в зоне перехода упрочненной структуры в сердцевину по сечению режущей кромки зуба дисковой бороны из стали 65Г, изготовленного по предлагаемому способу (х200). Пример. Изготавливали серию зубьев дисковых борон из стали 65Г толщиной 8 мм. Лист предварительно закрепляли на столе. При помощи установки "Киев-4М" лист подвергали обработке. При этом плазмотрон перемещали по копиру. Скорость перемещения плазмотрона V и рабочий ток І р изменяли в следующем диапазоне: V=(7,0...28) · 10-3 м/с. lp= 150...300 А. Так приращение скорости перемещения плазмотрона на каждые 50А увеличения рабочего тока менее 3,0 · 10-3 м/с приводит к существенному снижению производительности, но, практически не сказывается на увеличении износостойкости рабочих органов. При d v > 3,5 × 10-3 м/с резко возрастает градиент температур по сечению рабочей кромки-изделия, что снижает ее износостойкость. Были выбраны следующие режимы обработки: - рабочий ток, І р = 250 А; - скорость движения плазмотрона V = 14 · 10-3 м/с; - расстояние между соплом плазмотрона и листом металла - Η = 3 мм; -приращение скорости d v при увеличении рабочего тока от 150 до 250 А на каждые 50А, составляло d v = (2,5... 4,0) × 10-3 м/с. Для каждого зуба задавали фиксированное значение d v . В процессе обработки листа жидкий металл с формируемой кромки изделия не удаляется, а, за счет большой по сравнению с зоной обработки массой металлического листа, интенсивно охлаждается. Это позволяет получить твердую износостойкую в условиях песчаных почв режущую кромку. Изготовленные бороны подвергали испытаниям в условиях эксплуатации при обработке песчаных почв. После обработки 12 га почвы бороны подвергали визуальному контролю для определения степени износа режущей кромки и определения оптимального значения приращения скорости d v . Зубья с минимальным и максимальным износом разрезали, изготавливали шлифы и определяли градиент микротвердости (фиг. 2, 6). На основании исследований уточняли режимы обработки. Оптимальным оказалось приращение скорости d v на каждые 50А увеличения рабочего тока, составляющее (3,0...3,5) · 10-3 м/с.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing working tools of agricultural machines
Автори англійськоюKhylchevskyi Volodymyr Vasyliovych, Fedorin Oleksandr Mykhailovych, Hruzdeva Olena Volodymyrivna
Назва патенту російськоюСпособ изготовления рабочих органов сельскохозяйственных машин
Автори російськоюХильчевский Владимир Васильевич, Федорин Александр Михайлович, Груздева Елена Владимировна
МПК / Мітки
МПК: B23K 10/00
Мітки: виготовлення, органів, сільськогосподарських, машин, робочих, спосіб
Код посилання
<a href="https://ua.patents.su/3-4635-sposib-vigotovlennya-robochikh-organiv-silskogospodarskikh-mashin.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення робочих органів сільськогосподарських машин</a>
Кулачковий механізм привода робочих органів токарного верстата
Номер патенту: 3761
Опубліковано: 27.12.1994
Автори: Торопов Олександр Іванович, Захарченко Валерій Федорович
МПК: B23B 21/00, F16H 53/00
Мітки: механізм, органів, верстата, токарного, привода, кулачковий, робочих
Формула / Реферат:
Кулачковый механизм привода рабочих органов токарного станка, содержащий коромысло с роликом, опорный элемент с цилиндрической и торцевой базирующими поверхностями и установленный на опорном элементе дисковый кулачок, часть рабочего профиля которого выполнена на цилиндрической базирующей поверхности опорного элемента, отличающийся тем, что цилиндрическая базирующая поверхность опорного элемента выполнена ступенчатой формы из двух цилиндров с...
Регульоване сидіння для операторів мобільних сільськогосподарських машин
Номер патенту: 2601
Опубліковано: 26.12.1994
Автори: Болсунова Марія Яківна, Чернюк Володимир Іванович, Мещеряков Генадій Валентинович
МПК: B60N 2/02
Мітки: машин, мобільних, сільськогосподарських, сидіння, регульоване, операторів
Формула / Реферат:
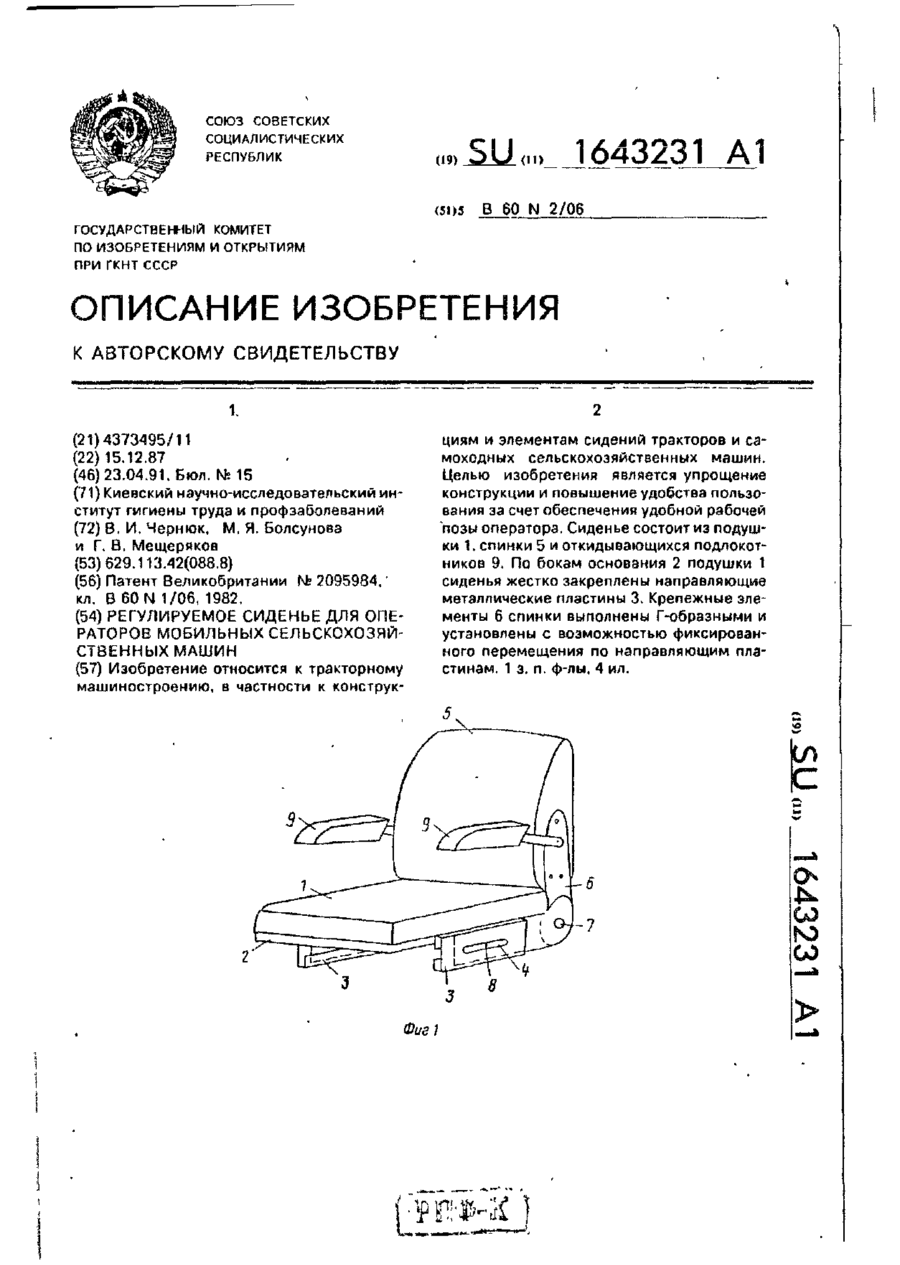
1. Регулируемое сиденье для операторов мобильных сельскохозяйственных машин, содержащее подушку сиденья, установленную на основании, спинку сиденья, кинематически связанную с основанием через устройство смещения спинки вдоль подушки сиденья, отличающееся тем, что, с целью упрощения конструкции и повышения удобств пользования за счет обеспечения удобной рабочей позы оператора, устройство смещения спинки представляет собой жестко закрепленные...
Стенд для випробування камер з нахилом сільськогосподарських збиральних машин
Номер патенту: 4135
Опубліковано: 27.12.1994
Автор: Архипов Геннадій Матвійович
МПК: G01M 19/00, A01D 41/12
Мітки: стенд, нахилом, сільськогосподарських, збиральних, машин, випробування, камер
Формула / Реферат:
Стенд для испытаний наклонных камер сельскохозяйственных уборочных машин, содержащий смонтированные на раме приводной двигатель, размещенные в кожухах шнеки для подачи технологической массы в испытываемую наклонную камеру, раздаточный вал для кинематического соединения шнеков и транспортера наклонной камеры с двигателем, при этом оси шнеков параллельны друг другу, приемный участок одного шнека размещен напротив выгрузного участка другого, а...
Спосіб пдп обробки поверхні зливка
Номер патенту: 699
Опубліковано: 15.12.1993
Автори: Тагер Лев Рафаілович, Патон Борис Євгенович, Толстопятов Констянтин Сергійович, Прянішніков Ігор Степанович, Торхов Генадій Федорович, Кедрін Володимир Ксенофонтович, Латаш Юрій Вадімович
МПК: C21C 5/56
Мітки: обробки, зливка, спосіб, пдп, поверхні
Формула / Реферат:
Способ плазменнодуговой обработки поверхности слитка, включающий перемещение слитка в горизонтальной плоскости и колебательное движение плазматрона, отличающийся тем, что, с целью повышения качества поверхности слитка, колебания плазмотрона осуществляют по синусоидальной зависимости с амплитудой, равной половине ширины заготовки, причем на каждые 0,5—10 мм перемещения заготовки плазмотрон совершает 1 цикл колебания.
Регулюєма фрикційна муфта для приводних елементів, зв’язаних, а саме, з карданними валами приводів сільськогосподарських машин з валом відбору потужності трактору
Номер патенту: 4934
Опубліковано: 28.12.1994
Автори: Хорст Кречмер, Норберт Фратман, Хейнц Кох, Юрген Шибровскі, Хельмут Бобер, Клаус Херберц, Клеменс Нінхаус, Петер Шарт, Віллі Шмант, Тео Буте, Карл Кенен
МПК: F16D 7/02
Мітки: фрикційна, сільськогосподарських, машин, приводних, карданними, саме, елементів, трактору, приводів, потужності, відбору, муфта, валом, валами, регулюєма, зв'язаних
Формула / Реферат:
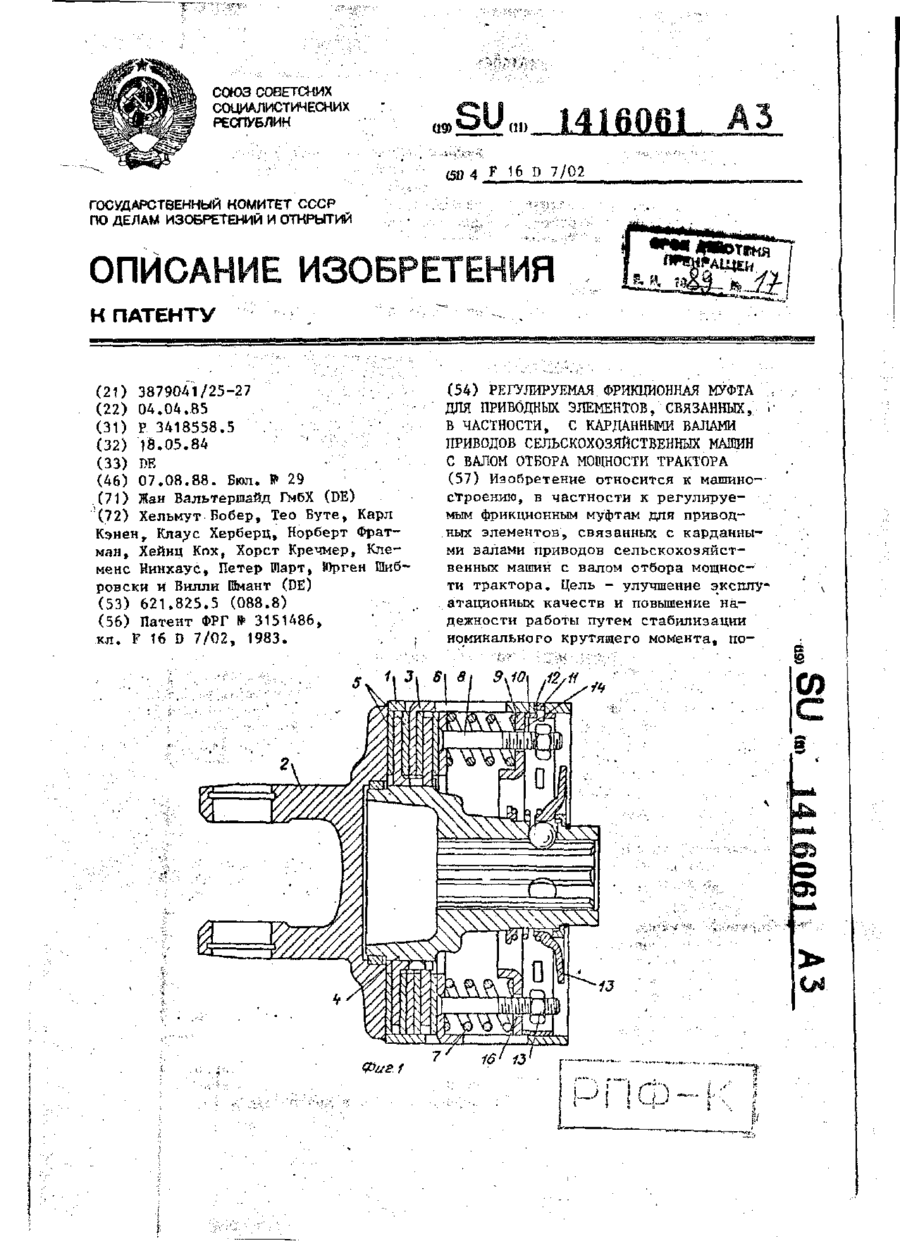
1. Регулируемая фрикционная муфта для приводных элементов, связанных, в частности, с карданными валами приводов сельскохозяйственных машин с валом отбора мощности трактора, содержащая внутреннюю часть, чашеобразный наружный корпус, установленные между ними промежуточные диски, соединенные попеременно с внутренней частью и корпусом с возможностью совместного вращения, и установленные между дисками кольцеобразные фрикционные накладки, а...
Попередній патент: Спосіб консервації мінеральних вод типу “нафтуся”
Наступний патент: Спектрофотометричний комплекс
Випадковий патент: Спосіб одержання газу-фуміганту (варіанти), композиція для одержання газу-фуміганту (варіанти) і спосіб фумігації (варіанти)