Спосіб контролювання приведення між надрукованим зображенням і тривимірною структурою на пакувальному матеріалі
Формула / Реферат
1. Спосіб контролювання приведення між міткою приведення та щонайменше однією тривимірною структурою в полотні матеріалу для пакувальних контейнерів, який відрізняється тим, що сфокусований пучок світла розташовують у напрямку перетину із вказаною структурою, причому структуру ідентифікують шляхом тріангуляції в тривимірному вимірі, а мітку приведення реєструють шляхом двовимірного вимірювання в диспергованому світлі з джерела світла.
2. Спосіб за п. 1, у якому мітку приведення реєструють шляхом двовимірного вимірювання з використанням диспергованого світла, яке виникає внаслідок відбивання сфокусованого пучка світла на поверхні полотна матеріалу.
3. Спосіб за п. 1 або 2, у якому сфокусований пучок світла є лазерною лінією.
4. Спосіб за п. 3, у якому вимірювання здійснюють за допомогою лазера, розташованого під кутом відносно камери, розташованої прямо над вимірюваною областю, і відстань між міткою приведення та тривимірною структурою встановлюють шляхом аналізу зображень.
5. Спосіб за п. 4, у якому результати аналізу сукупності зображень, взятих у швидкій послідовності на одній і тій же парі мітки приведення та тривимірної структури, використовують для одержання статистичного середнього значення фактичної відстані між міткою приведення та вказаною структурою.
6. Спосіб за будь-яким з попередніх пунктів, у якому тривимірна структура складається з біга.
7. Спосіб за будь-яким з пп. 1-5, у якому тривимірна структура складається з отвору.
8. Спосіб за п. 6 або 7, у якому статистичне середнє значення порівнюють із заданим бажаним значенням і швидкістю інструмента для утворення бігів, і пристрій виконання отворів і/або друкарську машину регулюють, якщо виміряне значення відрізняється від заданого значення на певну величину, причому величину зміни швидкості визначають як різницю між виміряним значенням і заданим значенням.
9. Спосіб за п. 8, у якому пристрій виконання отворів складається з перфоратора.
10. Спосіб за будь-яким з попередніх пунктів, у якому вимірювання проводять на одному із сукупності паралельних полотен, при цьому під час фази точного настроювання вимірювання роблять послідовно на всіх полотнах для ідентифікації різних типів полотен і характеристики відстані між міткою приведення та тривимірною структурою для кожного полотна.
11. Пристрій для контролювання приведення між міткою приведення (3) і щонайменше однією тривимірною структурою (2) полотна матеріалу (1) для пакувальних контейнерів згідно зі способом за будь-яким з попередніх пунктів, який відрізняється тим, що він містить лазер (5) і камеру (6), розташовані під кутом (a) одне відносно одного.
12. Пристрій за п. 11, у якому кут (a) дорівнює приблизно 45°.
13. Пристрій за п. 12, у якому лазер (5) і камера (6) встановлені на загальному кронштейні (9), причому кронштейн (9) встановлений в напрямній (10) з можливістю переміщування.
14. Пристрій за п. 11, у якому лазер (5) і камера (6) підключені до комп'ютера для керування, реєстрації та аналізу зображень, причому комп'ютер також використовується для керування швидкістю інструмента для утворення бігів/перфораційного інструмента та друкарської машини.
15. Пристрій за п. 11, у якому камера (6) складається з камери на ПЗЗ.
16. Спосіб керування позицією блока, що здійснює повторюваний вплив на полотно матеріалу, який відрізняється тим, що вказаною позицією блока керують із використанням способу за будь-яким з пунктів 1-10.
17. Спосіб за п. 16, у якому позицію мітки приведення (3) приймають як вихідну точку, від якої вимірюється позиція (12) бажаного вирізу (11).
18. Спосіб за п. 17, у якому вимірювання позиції для мітки приведення (3) коректують згідно зі зміною попередньо виміряної відстані між відбитком і тривимірною структурою (2).
19. Спосіб за п. 16, у якому блок для операції вирізання складається з блока лазерного різання.
20. Спосіб за будь-яким з пп. 16-19, у якому ідентифікацію мітки приведення (3) використовують для керування конфігурацією, розміром і позицією вирізу (11).
21. Спосіб керування позицією блока для повторюваного вирізання з полотна матеріалу, який відрізняється тим, що вказаною позицією блока керують із використанням способу за будь-яким з пунктів 1-5, 7-10.
Текст
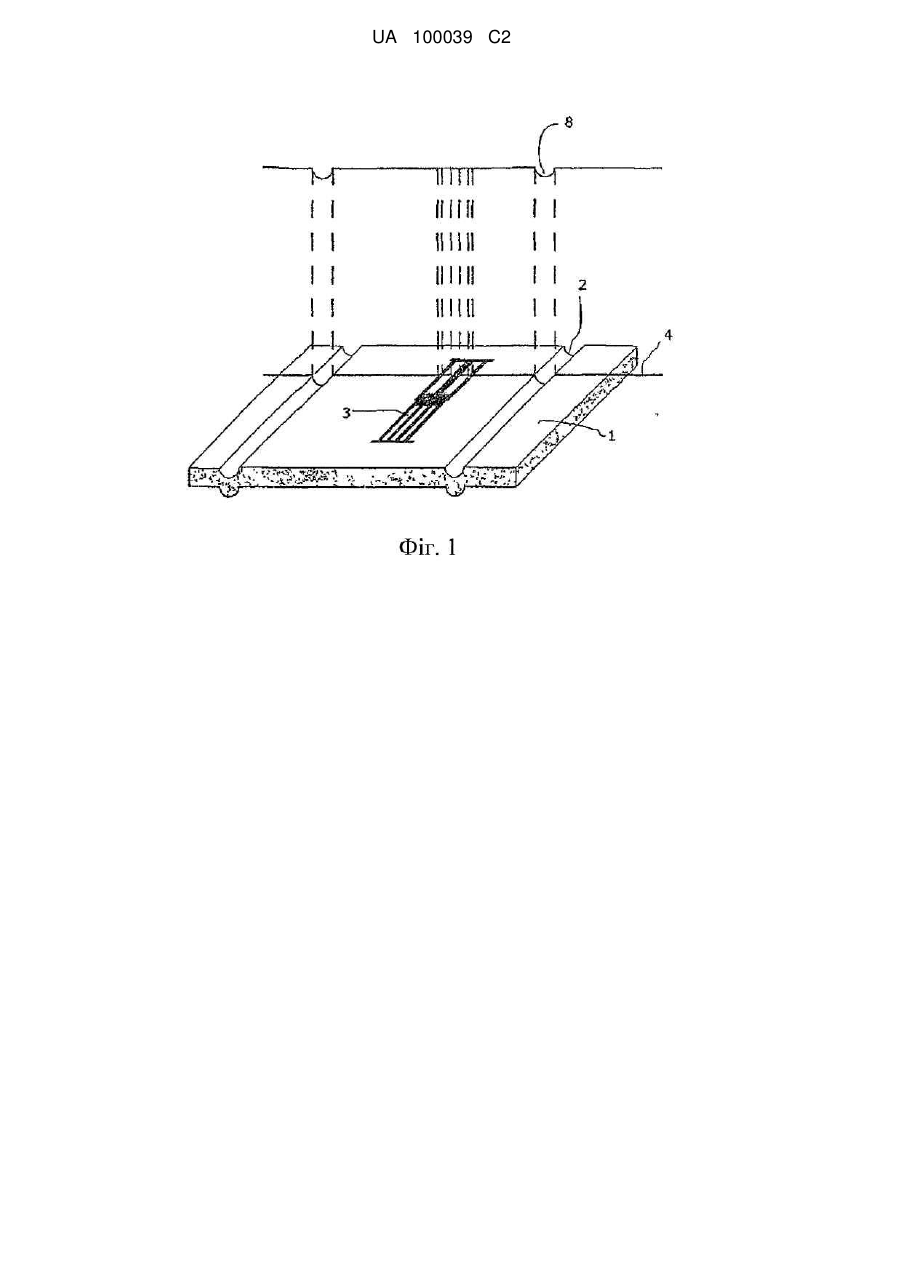
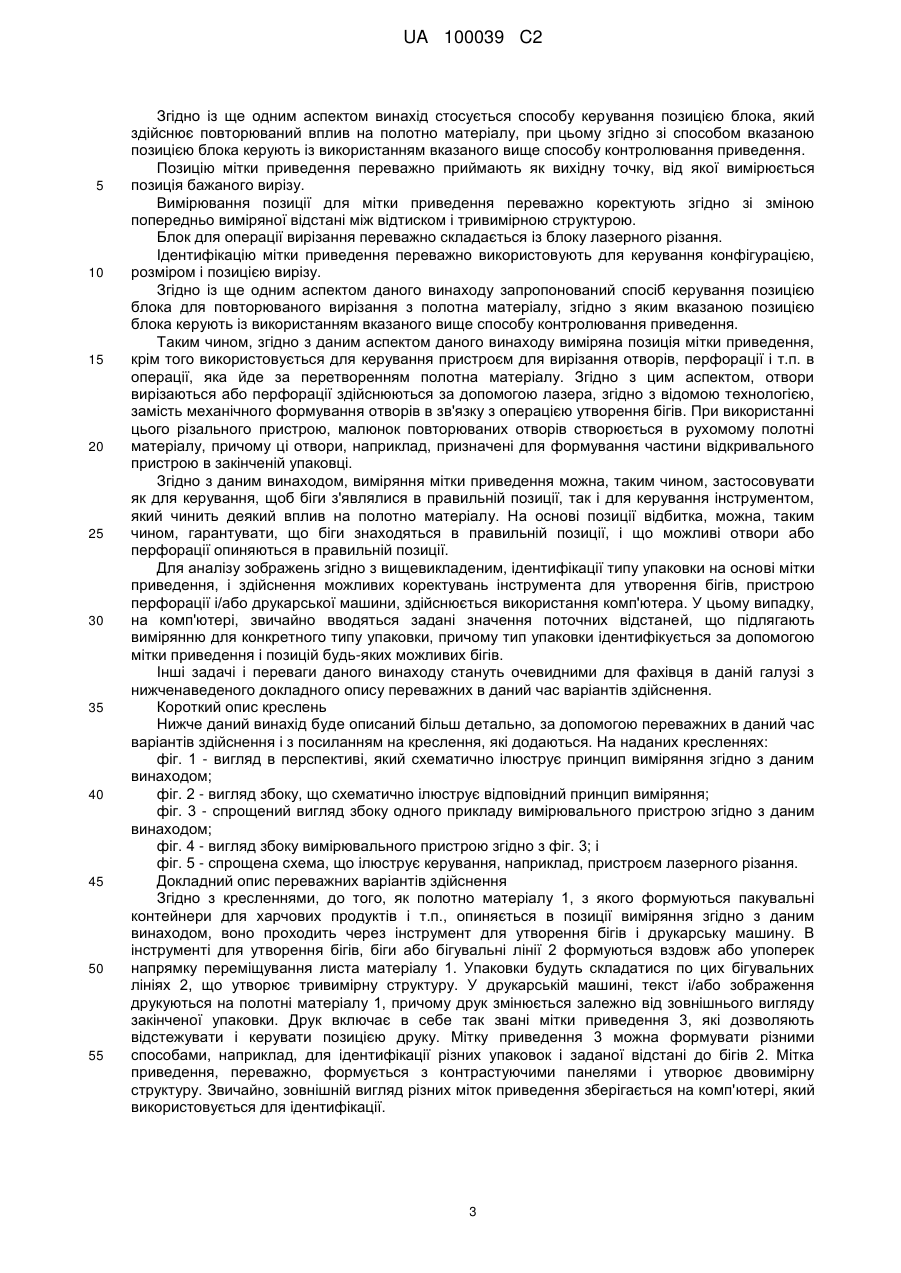
Реферат: Даний винахід належить до способу і пристрою для керування приведенням між відбитком і тривимірними структурами, наприклад бігами (2), при формуванні упаковки. Даний винахід також належить до використання способу і/або пристрою для керування блоком для повторного вирізання або перфорації полотна матеріалу (1), з якого формуються упаковки. При керуванні, сфокусований, високоінтенсивний світловий пучок, наприклад лазерна лінія (4), розташовується в напрямку перетину з відповідними бігами (2). Позиція бігу (2) або бігів (2) визначається шляхом сприйняття відхилення спроектованої лазерної лінії (4). Розсіяне світло від лазерної лінії (4) може використовуватися для реєстрації позиції мітки приведення (3). Якщо різниця між міткою приведення (3) і бігом (2) відрізняється більш ніж на задане значення, інструмент для утворення бігів і/або друкарська машина автоматично регулюється. UA 100039 C2 UA 100039 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки Даний винахід стосується способу і пристрою для контролювання приведення між надрукованим зображенням і тривимірними структурами, наприклад, бігами і отворами, в упаковці. Даний винахід також стосується способу, згідно з яким вказане контролювання застосовується при керуванні повторним різанням на полотні матеріалу в русі. Рівень техніки При виготовленні заготовок для різних типів пакувальних контейнерів, полотно матеріалу повинне, на деякому етапі процесу перетворення, забезпечуватися індикаціями згину, так званими бігами, і, можливо, також отворами, призначеними для відкривальних пристроїв. Заготовка, вирізана з полотна, потім повинна складатися вздовж бігів для формування закінченого пакувального контейнера. Зокрема, це стосується полотна матеріалу, що складається з, або що містить в собі, шар паперу або картону для виготовлення багатошарових пакувальних матеріалів, придатних для упаковування рідких продуктів споживання. Крім бігів, лист матеріалу також забезпечується надрукованими зображеннями, і, таким чином, ряд бігувальних пристроїв, часто роликів, координується з друкарською машиною. Щоб закінчений пакувальний контейнер набув бажаного зовнішнього вигляду і конфігурації, з правильно розташованим надрукованим зображенням, важливо, щоб надруковане зображення, біги і можливі отвори правильно розташовувалися одне відносно одного на полотні матеріалу. При подальшому формуванні упаковок, важливо, щоб надрукований шаблон, складки і отвори знаходилися в правильних взаємних відношеннях або суміщенні, щоб не порушувати функцію подальшої машини заповнення, і щоб надрукований шаблон і біги опинялися в призначених їм положеннях на закінченій упаковці. У даний час, це точне регулювання надрукованого зображення і бігів одне відносно одного відбувається по суті вручну, коли друкарська машина готова до запуску. У ході роботи, звичайно не проводиться ніякого контролювання відносно того, чи знаходяться надруковане зображення і біги в правильному відношенні одне до одного, в результаті чого багато пакувальних контейнерів можуть відхилятися від пакувальної і наповнювальної машини з більш або менш неправильним узгодженням між надрукованим декоративним зображенням і малюнком бігів, або отворами. Бігувальні лінії проходять упоперек, або по діагоналі, або, альтернативно, вздовж напрямку переміщування листа матеріалу, і позиції отворів (при наявності) можуть опційно розташовуватися між бігувальними лініями. Отвори, призначені для відкривальних пристроїв, можна пробивати в полотні матеріалу різними способами. Традиційно, отвори механічно пробивають в такій же операції або в операції, аналогічній тій, в якій полотно матеріалу забезпечується індикаціями згину. Згідно з більш сучасною технологією, отвори вирізаються в операції, яка йде за перетворенням полотна матеріалу, де це перетворення приводить до формування багатошарового пакувального матеріалу. Суть винаходу Задачею даного винаходу є полегшення моніторингу і контролювання приведення між надрукованим зображенням і тривимірними структурами, наприклад, бігами і/або отворами, і здійснення коректувань за необхідністю. Це здійснюється безперервно в ході роботи. Крім того, здійснюється використання одного і того ж обладнання для ідентифікації позиції надрукованого зображення і бігів/отворів. Отвори можна механічно пробивати або формувати з використанням іншого прийнятного перфораційного обладнання. Для ідентифікації тривимірних структур, зокрема, бігів, а також отворів (при наявності), і реєстрації їх позицій, здійснюється використання тріангуляційної технології. Згідно з даним винаходом, здійснюється використання джерела сфокусованого світла високої інтенсивності, наприклад, лазерного джерела світла або СВД (світлодіода), і камери, яка утворює відповідно фіксований кут, наприклад, 45°. Джерело сфокусованого світла, переважно, лазер, випускає пучок до полотна, причому лінійний пучок проектується як лінія на поверхні полотна матеріалу, причому ця лінія проекції відхиляється на бігу або отворі, оскільки біг виступає вгору або вниз відносно іншого полотна матеріалу, і оскільки отвір представляє відсутність матеріалу. Відхилення лінії проекції реєструється камерою, і, за допомогою зареєстрованого зображення, можна обчислити позицію і геометрію бігу таким же чином, як можна визначити позицію і геометрію отвору. Це називається вимірянням в трьох вимірах (3D). Крім бігувальних ліній і можливих отворів, згідно з даним винаходом, також проводиться виміряння позиції надрукованих, контрастних міток приведення, яке відбувається за допомогою виміряння, яке можна описати як таке, що відбувається в двох вимірах (2D). Мітки приведення вказують позицію надрукованого зображення. При вимірянні мітки приведення, здійснюється використання диспергованого, розсіяного світла, що, переважно, відбувається за рахунок 1 UA 100039 C2 5 10 15 20 25 30 35 40 45 50 55 відбивання світла від лазерної лінії, менш переважно, від іншого джерела світла, щоб одержувати зображення мітки приведення в той же час, коли визначаються позиція і геометрія бігу або отвору. Коли лазерний пучок або лазерна лінія відбивається до поверхні полотна матеріалу, його світло диспергує під різними кутами до поверхні в дифузному, несфокусованому режимі. Дисперговане світло відрізняється від сфокусованого світла, яке, наприклад, надходить безпосередньо з лазерного джерела світла і утворює паралельний пучок і не диспергує. Коли сфокусоване світло досягає матової, не сильно відбиваючої поверхні, наприклад, поверхні паперу, воно відбивається в площині поверхні паперу, завдяки чому воно буде освітлюватися по більшій площі. Суворо сфокусоване світло від лазерного джерела світла також розсіюється на поверхні паперу подібним чином, і з цієї причини дисперговане, розсіяне світло також формується з лазерного пучка, який проектується як лінія на поверхні полотна матеріалу. Дисперсія світла максимальна на поверхні матеріалу, якщо матеріал складається з паперу або картону, але також відбувається на інших поверхнях. Зокрема, така дисперсія світла відбувається аналогічним чином на поверхні паперу, покритій пластиком, оскільки шар пластику тоді діє як лінза, яка дозволяє пропускати падаюче світло далі вниз до поверхні паперу, що лежить нижче. Завдяки використанню диспергованого світла з відбиваючої лазерної лінії, додаткове джерело світла не потрібне для двовимірного виміру, що дозволяє спростити вимірювальний пристрій і спосіб виміряння. Термін "сильно відбиваюча поверхня" застосовується тут для позначення блискучих металевих поверхонь і поверхонь, які виступають в ролі дзеркала. За допомогою обох розкритих вище одночасних вимірів в 3D і 2D, відповідно, можна в одному і тому ж зображенні встановлювати, чи відповідає відстань від мітки приведення до щонайменше однієї бігувальної лінії і/або пробитого отвору заданому значенню. Якщо виміряння значення не відповідає заданому значенню, відбувається взаємне регулювання інструмента для утворення бігів, будь-якого можливого пристрою перфорації і друкарської машини. Обидва виміряння можна проводити одночасно навіть при відносно великих відстанях між надрукованою міткою 3 і бігувальною лінією 2, наприклад, аж до довжини одного повторюваного елемента в друкарській машині, зокрема, довжини упаковки, навіть якщо розділення і точність в обох зображеннях мітки приведення і бігувальної лінії, відповідно, буде, природно, тим вище, чим менша відстань між ними. Таким чином, згідно із ще одним аспектом винахід стосується способу контролювання приведення між міткою приведення і щонайменше однією тривимірною структурою в полотні матеріалу для пакувальних контейнерів, при цьому згідно зі способом сфокусований пучок світла розташовують у напрямку перетину із вказаною структурою, причому структуру ідентифікують шляхом тріангуляції в тривимірному вимірі, а мітку приведення реєструють шляхом двовимірного виміру в диспергованому світлі з джерела світла. Переважно, мітку приведення реєструють шляхом двовимірного виміряння з використанням диспергованого світла, яке виникає внаслідок відбивання світла сфокусованого пучка світла на поверхні полотна матеріалу. Сфокусований пучок світла переважно є лазерною лінією. Виміряння переважно здійснюють за допомогою лазера, розташованого під кутом відносно камери, розташованої прямо над виміряною областю, і відстань між міткою приведення і тривимірною структурою встановлюють шляхом аналізу зображень. Результати аналізу сукупності зображень, узятих у швидкій послідовності на одній і тій же парі мітки приведення і тривимірної структури, переважно використовують для одержання статистичного середнього значення фактичної відстані між міткою приведення і вказаною структурою. Тривимірна структура переважно складається з біга або отвору. Статистичне середнє значення переважно порівнюють із заданим бажаним значенням і швидкістю інструмента для утворення бігів, і пристрій виконання отворів і/або друкарську машину регулюють, якщо виміряне значення відрізняється від заданого значення на певну величину, причому величину зміни швидкості визначають як різницю між виміряним значенням і заданим значенням. Пристрій виконання отворів переважно складається з перфоратора. Виміряння переважно проводять на одному із сукупності паралельних полотен, при цьому під час фази точного настроювання виміряння роблять послідовно на всіх полотнах для ідентифікації різних типів полотен і характеристики відстані між міткою приведення і тривимірною структурою для кожного полотна. 2 UA 100039 C2 5 10 15 20 25 30 35 40 45 50 55 Згідно із ще одним аспектом винахід стосується способу керування позицією блока, який здійснює повторюваний вплив на полотно матеріалу, при цьому згідно зі способом вказаною позицією блока керують із використанням вказаного вище способу контролювання приведення. Позицію мітки приведення переважно приймають як вихідну точку, від якої вимірюється позиція бажаного вирізу. Вимірювання позиції для мітки приведення переважно коректують згідно зі зміною попередньо виміряної відстані між відтиском і тривимірною структурою. Блок для операції вирізання переважно складається із блоку лазерного різання. Ідентифікацію мітки приведення переважно використовують для керування конфігурацією, розміром і позицією вирізу. Згідно із ще одним аспектом даного винаходу запропонований спосіб керування позицією блока для повторюваного вирізання з полотна матеріалу, згідно з яким вказаною позицією блока керують із використанням вказаного вище способу контролювання приведення. Таким чином, згідно з даним аспектом даного винаходу виміряна позиція мітки приведення, крім того використовується для керування пристроєм для вирізання отворів, перфорації і т.п. в операції, яка йде за перетворенням полотна матеріалу. Згідно з цим аспектом, отвори вирізаються або перфорації здійснюються за допомогою лазера, згідно з відомою технологією, замість механічного формування отворів в зв'язку з операцією утворення бігів. При використанні цього різального пристрою, малюнок повторюваних отворів створюється в рухомому полотні матеріалу, причому ці отвори, наприклад, призначені для формування частини відкривального пристрою в закінченій упаковці. Згідно з даним винаходом, виміряння мітки приведення можна, таким чином, застосовувати як для керування, щоб біги з'являлися в правильній позиції, так і для керування інструментом, який чинить деякий вплив на полотно матеріалу. На основі позиції відбитка, можна, таким чином, гарантувати, що біги знаходяться в правильній позиції, і що можливі отвори або перфорації опиняються в правильній позиції. Для аналізу зображень згідно з вищевикладеним, ідентифікації типу упаковки на основі мітки приведення, і здійснення можливих коректувань інструмента для утворення бігів, пристрою перфорації і/або друкарської машини, здійснюється використання комп'ютера. У цьому випадку, на комп'ютері, звичайно вводяться задані значення поточних відстаней, що підлягають вимірянню для конкретного типу упаковки, причому тип упаковки ідентифікується за допомогою мітки приведення і позицій будь-яких можливих бігів. Інші задачі і переваги даного винаходу стануть очевидними для фахівця в даній галузі з нижченаведеного докладного опису переважних в даний час варіантів здійснення. Короткий опис креслень Нижче даний винахід буде описаний більш детально, за допомогою переважних в даний час варіантів здійснення і з посиланням на креслення, які додаються. На наданих кресленнях: фіг. 1 - вигляд в перспективі, який схематично ілюструє принцип виміряння згідно з даним винаходом; фіг. 2 - вигляд збоку, що схематично ілюструє відповідний принцип виміряння; фіг. 3 - спрощений вигляд збоку одного прикладу вимірювального пристрою згідно з даним винаходом; фіг. 4 - вигляд збоку вимірювального пристрою згідно з фіг. 3; і фіг. 5 - спрощена схема, що ілюструє керування, наприклад, пристроєм лазерного різання. Докладний опис переважних варіантів здійснення Згідно з кресленнями, до того, як полотно матеріалу 1, з якого формуються пакувальні контейнери для харчових продуктів і т.п., опиняється в позиції виміряння згідно з даним винаходом, воно проходить через інструмент для утворення бігів і друкарську машину. В інструменті для утворення бігів, біги або бігувальні лінії 2 формуються вздовж або упоперек напрямку переміщування листа матеріалу 1. Упаковки будуть складатися по цих бігувальних лініях 2, що утворює тривимірну структуру. У друкарській машині, текст і/або зображення друкуються на полотні матеріалу 1, причому друк змінюється залежно від зовнішнього вигляду закінченої упаковки. Друк включає в себе так звані мітки приведення 3, які дозволяють відстежувати і керувати позицією друку. Мітку приведення 3 можна формувати різними способами, наприклад, для ідентифікації різних упаковок і заданої відстані до бігів 2. Мітка приведення, переважно, формується з контрастуючими панелями і утворює двовимірну структуру. Звичайно, зовнішній вигляд різних міток приведення зберігається на комп'ютері, який використовується для ідентифікації. 3 UA 100039 C2 5 10 15 20 25 30 35 40 45 50 55 60 Полотно матеріалу 1 часто має декілька паралельних часткових полотен, які можуть призначатися для одного і того ж типу пакувальних контейнерів або для різних типів пакувальних контейнерів. При вимірянні і аналізі згідно з даним винаходом, лазерна лінія 4 орієнтована в напрямку переміщування полотна матеріалу, як показано на фіг. 1 і 2, для виміряння поперечних бігувальних ліній. Також можна розташовувати лазерну лінію упоперек напрямку переміщування, якщо потрібно вимірювати подовжні бігувальні лінії. Лазерна лінія проходить щонайменше по одній бігувальній лінії і одній друкованій мітці приведення. У прикладі, показаному на фіг. 2, опромінення за допомогою лазерної лінії 4 відбувається під кутом 45° відносно полотна матеріалу 1. Прямо над зоною, де лазерна лінія 4 сформована на полотні матеріалу, розташовується камера 6 для відтворення відхилення спроектованої лазерної лінії, зумовленого присутністю бігів або інших тривимірних структур, наприклад, отворів, на полотні. Камера 6 може бути, наприклад, камерою на ПЗЗ (приладах із зарядовим зв'язком). Таким чином, лазер 5 призначений для випускання лазерного пучка 7 під кутом 45° до полотна матеріалу 1. Лазерна лінія 4 уривається на бігах 2, що реєструється як зміна лінії 8, яка сприймається камерою 6, що визначено на фіг. 1 пунктирними лініями. Для сприйняття і реєстрації бігу 2, не має значення, чи проводиться виміряння з боку западини, як показано на фіг. 1, або з боку опуклості. Реєструється тільки зміна лінії 8, яка сприймається. На фіг 2 точка 14 означає позицію лазерного пучка 7, що сприймається камерою 6. Завдяки використанню диспергованого, розсіяного світла, яке виникає, коли світло від лазерної лінії 4 відбивається на поверхні полотна матеріалу, мітка приведення 3 також опромінюється, і, крім того, виходить двовимірне зображення мітки приведення 3 в камері 6, що також визначено пунктирними лініями для лінії 8, що сприймається на фіг. 1. Завдяки використанню камери 6, сприймається ширша зона, що показано на фіг. 2 пунктирними лініями 15. Таким чином, мітка приведення 3 і бігувальні лінії 2 опиняються в одному і тому ж зображенні, що дозволяє одержати фактичну відстань між міткою приведення 3 і складчастою лінією 2 шляхом аналізу зображень. Звичайно при кожному проходженні відповідної мітки приведення 3 і бігувальної лінії 2 роблять декілька зображень, з яких обчислюють статистичне середнє значення відстані. Тоді це середнє значення буде значенням, яке задається для відстані між міткою приведення 3 і бігувальною лінією 2 для кожної упаковки. Ці точки на мітці приведення 3 і бігувальних лініях 2, на основі яких вимірюється відстань, можуть змінюватися, але повинні бути суворо задані в кожному окремому випадку. Наприклад, можна вимірювати відстань від центра бігу 2 до центра мітки приведення 3. Комп'ютер (не показаний) підключений до лазера 5 і камери 6, а також до регулювальних пристроїв для інструмента для утворення бігів і друкарської машини. Крім того, в комп'ютері зберігається поточна інформація для різних типів упаковки, причому ця інформація витягується, коли відповідне полотно матеріалу 1 ідентифікується, за допомогою міток приведення, за допомогою ручного введення або іншими засобами. Комп'ютер також виконує аналіз зображень, і розрахунки, які здійснюються на основі цього аналізу. Оскільки різні частини комп'ютера самі по собі не є унікальними, вони не будуть додатково описані в даному розкритті. Мітку приведення 3, яка звичайно друкується темним кольором, також можна реєструвати, якщо вона лежить на поверхні, де надрукований інший, світліший колір, ніж реєстраційний код, за умови наявності достатнього контрасту між міткою приведення 3 і поверхнею, оснащеною відбитком. На практиці, мітку приведення 3 можна сприймати, якщо вона не надрукована на темній поверхні. Згідно з варіантом здійснення, представленим на фіг. 3 і 4, лазер 5 і камера 6 встановлені в спільному блоці. Лазер 5 і камера 6 встановлені на спільному кронштейні 9, який підтримує лазер 5 і камеру 6 в заданих взаємних положеннях. Кронштейн 9, в свою чергу, встановлений з можливістю переміщування по напрямній 10. Кронштейн 9 може переміщуватися завдяки колесам, що котяться по напрямній 10. Фахівцеві в даній галузі техніки повинно бути очевидно, що блок, який містить лазер 5 і камеру 6, може розташовуватися по-різному залежно від вимог до конструкції і рухомості. У найбільш загальному випадку, подвійні пари лазерів 5 і камер 6 розташовуються на кожному кронштейні 9, де відповідні блоки встановлені під певними кутами одне відносно одного. Під час першого точного настроювання, виміряння відбувається послідовно лист за листом на сукупності паралельних полотен, для реєстрації будь-яких можливих відмінностей між полотнами. Як описано вище, як правило, є сукупність паралельних полотен, причому кількість полотен часто варіюється від трьох до десяти. Після точного настроювання, виміряння відбувається постійно на центральному полотні, оскільки співвідношення цього полотна з іншими полотнами відоме, і, таким чином, зміни в інших полотнах можна легко обчислити. 4 UA 100039 C2 5 10 15 20 25 30 Першу точну настройку також можна використовувати для ідентифікації відповідного полотна і для витягування з файлу в комп'ютері бажаних заданих значень, які застосовуються саме до цього полотна. Якщо статистичне середнє значення відхиляється від заданої, бажаної відстані між міткою приведення 3 і бігувальною лінією 2, на регулювальний механізм для інструмента для утворення бігів і/або друкарської машини надходить сигнал для регулювання швидкості обертання кожного відповідного блока. Таким чином, досягається автоматичне регулювання відстані між міткою приведення 3 і бігувальною лінією 2 в ході роботи. Завдяки безперервному вимірянню, будь-які можливі відхилення реєструються і можуть бути швидко скоректовані. Крім того, це здійснюється в замкненому циклі. В результаті, даний винахід дозволяє знизити допуск для відстані між міткою приведення 3 і бігувальною лінією 2 в десять разів в порівнянні з традиційною технологією. На деяких типах упаковки, отвори пробиваються або перфорації виробляються в операції, яка йде далі в лінії перетворення для полотна матеріалу. Переважно, це відбувається за допомогою лазерного різання, згідно з традиційною технологією. Ці отвори і перфорації можуть призначатися для прийому особливих відкривальних пристроїв, для прийому соломинок для пиття, для полегшення відкривання упаковки і т.д. Важливо, щоб такі можливі отвори і перфорації опинялися в правильній позиції відносно друку і бігувальних ліній. Крім описаного використання даного винаходу, вищеописану тріангуляційну технологію можна, крім того, застосовувати для визначення товщини листа матеріалу і його положення в поперечному напрямку при регулюванні процесу перетворення згідно з даним винаходом. Згідно із ще одним аспектом даного винаходу, позиція і реєстрація мітки приведення 3 використовується для керування блоком, розташованим далі в лінії перетворення, наприклад, блоком лазерного різання, для вирізання повторюваної структури, наприклад, отвору 11 або перфорацій, в полотні матеріалу 1. Напрямок переміщування полотна матеріалу 1 показаний стрілкою 13 на фіг. 5. При позиціонуванні блока лазерного різання, вихідною точкою, таким чином, є позиція мітки приведення 3, з поправками на зміну відстані між друком і бігами 2. Це дозволяє розміщувати структуру, яка вирізається, наприклад, отвір 11, в правильній позиції відносно друку і бігів 2 упаковки. Формуючи мітки приведення 3 різними способами, можна виявляти, чи треба забезпечувати відповідну упаковку отвором 11, а також керувати конфігурацією і розміром, які повинний мати можливий отвір 11. На фіг. 6 схематично показано, як позиція 12, наприклад, отвору або іншого вирізу 11, визначається на основі мітки приведення 3 і її співвідношення з бігувальними лініями 2. ФОРМУЛА ВИНАХОДУ 35 40 45 50 55 60 1. Спосіб контролювання приведення між міткою приведення та щонайменше однією тривимірною структурою в полотні матеріалу для пакувальних контейнерів, який відрізняється тим, що сфокусований пучок світла розташовують у напрямку перетину із вказаною структурою, причому структуру ідентифікують шляхом тріангуляції в тривимірному вимірі, а мітку приведення реєструють шляхом двовимірного вимірювання в диспергованому світлі з джерела світла. 2. Спосіб за п. 1, у якому мітку приведення реєструють шляхом двовимірного вимірювання з використанням диспергованого світла, яке виникає внаслідок відбивання сфокусованого пучка світла на поверхні полотна матеріалу. 3. Спосіб за п. 1 або 2, у якому сфокусований пучок світла є лазерною лінією. 4. Спосіб за п. 3, у якому вимірювання здійснюють за допомогою лазера, розташованого під кутом відносно камери, розташованої прямо над вимірюваною областю, і відстань між міткою приведення та тривимірною структурою встановлюють шляхом аналізу зображень. 5. Спосіб за п. 4, у якому результати аналізу сукупності зображень, взятих у швидкій послідовності на одній і тій же парі мітки приведення та тривимірної структури, використовують для одержання статистичного середнього значення фактичної відстані між міткою приведення та вказаною структурою. 6. Спосіб за будь-яким з попередніх пунктів, у якому тривимірна структура складається з біга. 7. Спосіб за будь-яким з пп. 1-5, у якому тривимірна структура складається з отвору. 8. Спосіб за п. 6 або 7, у якому статистичне середнє значення порівнюють із заданим бажаним значенням і швидкістю інструмента для утворення бігів, і пристрій виконання отворів і/або друкарську машину регулюють, якщо виміряне значення відрізняється від заданого значення на певну величину, причому величину зміни швидкості визначають як різницю між виміряним значенням і заданим значенням. 9. Спосіб за п. 8, у якому пристрій виконання отворів складається з перфоратора. 5 UA 100039 C2 5 10 15 20 25 10. Спосіб за будь-яким з попередніх пунктів, у якому вимірювання проводять на одному із сукупності паралельних полотен, при цьому під час фази точного настроювання вимірювання роблять послідовно на всіх полотнах для ідентифікації різних типів полотен і характеристики відстані між міткою приведення та тривимірною структурою для кожного полотна. 11. Пристрій для контролювання приведення між міткою приведення (3) і щонайменше однією тривимірною структурою (2) полотна матеріалу (1) для пакувальних контейнерів згідно зі способом за будь-яким з попередніх пунктів, який відрізняється тим, що він містить лазер (5) і камеру (6), розташовані під кутом () одне відносно одного. 12. Пристрій за п. 11, у якому кут () дорівнює приблизно 45°. 13. Пристрій за п. 12, у якому лазер (5) і камера (6) встановлені на загальному кронштейні (9), причому кронштейн (9) встановлений в напрямній (10) з можливістю переміщування. 14. Пристрій за п. 11, у якому лазер (5) і камера (6) підключені до комп'ютера для керування, реєстрації та аналізу зображень, причому комп'ютер також використовується для керування швидкістю інструмента для утворення бігів/перфораційного інструмента та друкарської машини. 15. Пристрій за п. 11, у якому камера (6) складається з камери на ПЗЗ. 16. Спосіб керування позицією блока, що здійснює повторюваний вплив на полотно матеріалу, який відрізняється тим, що вказаною позицією блока керують із використанням способу за будь-яким з пунктів 1-10. 17. Спосіб за п. 16, у якому позицію мітки приведення (3) приймають як вихідну точку, від якої вимірюється позиція (12) бажаного вирізу (11). 18. Спосіб за п. 17, у якому вимірювання позиції для мітки приведення (3) коректують згідно зі зміною попередньо виміряної відстані між відбитком і тривимірною структурою (2). 19. Спосіб за п. 16, у якому блок для операції вирізання складається з блока лазерного різання. 20. Спосіб за будь-яким з пп. 16-19, у якому ідентифікацію мітки приведення (3) використовують для керування конфігурацією, розміром і позицією вирізу (11). 21. Спосіб керування позицією блока для повторюваного вирізання з полотна матеріалу, який відрізняється тим, що вказаною позицією блока керують із використанням способу за будьяким з пунктів 1-5, 7-10. 6 UA 100039 C2 7 UA 100039 C2 Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for controlling the register between a printed pattern and a three-dimensional pattern on a packaging material
Автори англійськоюPalm, Lars, Benko, Gabor, Dahl, Magnus
Назва патенту російськоюСпособ контроля приводки между напечатанным изображением и трехмерной структурой на упаковочном материале
Автори російськоюПальм Ларс, Бенке Габор, Дахл Магнус
МПК / Мітки
МПК: G01N 21/47, B65H 23/00, G01N 33/34, G01N 21/956, G01N 21/86
Мітки: надрукованим, пакувальному, зображенням, спосіб, структурою, приведення, тривимірною, матеріали, контролювання
Код посилання
<a href="https://ua.patents.su/10-100039-sposib-kontrolyuvannya-privedennya-mizh-nadrukovanim-zobrazhennyam-i-trivimirnoyu-strukturoyu-na-pakuvalnomu-materiali.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролювання приведення між надрукованим зображенням і тривимірною структурою на пакувальному матеріалі</a>
Спосіб отримання ліній згину на пакувальному матеріалі
Номер патенту: 12319
Опубліковано: 25.12.1996
Автор: Джон Ерік Брунлін
МПК: B31B 1/00
Мітки: ліній, згину, отримання, пакувальному, матеріали, спосіб
Формула / Реферат:
(57) 1. Способ получения линий сгиба на упаковочном материале, включающий формирование на одной стороне материала выпуклых частей требуемого рисунка, отличающийся тем, что после формирования выпуклых частей, материал подвергают механической обработке для, по меньшей мере, частичного удаления выпуклых частей.2. Способ по п.1, отличающийся тем, что выпуклые части формируют линейными.3. Способ по п.2, отличающийся тем, что выпуклые...
Пристрій для центрування малюнка на рулонному пакувальному матеріалі по виробу, що загортають
Номер патенту: 14589
Опубліковано: 20.01.1997
Автори: Янковський Дмитро Федорович, Кузьменко Сергій Володимирович
МПК: B65B 57/02
Мітки: матеріали, рулонному, загортають, пристрій, пакувальному, центрування, виробу, малюнка
Формула / Реферат:
Устройство для центрирования рисунка на рулонном упаковочном материале по заворачиваемому изделию, содержащее цикловой электрический датчик, связанный с фотореле, управляющим электромагнитом, взаимодействующим с первым подпружиненным рычагом и решетку, установленную с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном плоскости перемещения упаковочного материала, отличающееся тем, что первый рычаг снабжен...
Спосіб лиття під тиском відкривального пристрою на листовому пакувальному матеріалі для пакування розливних харчових продуктів, листовий матеріал для пакування розливних харчових продуктів та герметична упаковк
Номер патенту: 97154
Опубліковано: 10.01.2012
Автори: Мартіні П'єтро, Канеко Масамічі, Дамк'яер Нільс
МПК: B29C 45/14, B65D 5/74
Мітки: матеріали, тиском, розливних, спосіб, пакувальному, продуктів, відкривального, лиття, пакування, листовий, листовому, харчових, упаковк, матеріал, герметична, пристрою
Формула / Реферат:
1. Спосіб лиття під тиском відкривального пристрою (3) на листовому пакувальному матеріалі (2) для пакування розливних харчових продуктів, при цьому пакувальний матеріал (2) має принаймні перший (4) і другий (5, 6) шар та отвір (9), сформований крізь перший шар (4) і загерметизований закривальним елементом (10) другого шару (5, 6), у якому:- здійснюють лиття під тиском рідкого пластичного матеріалу на першу сторону (10а) закривального...
Пневмогідравлічний прес, спосіб контролювання тиску стисненого газу та спосіб контролювання обсягу робочої рідини в ньому
Номер патенту: 83037
Опубліковано: 10.06.2008
Автори: Чеберячко Іван Михайлович, Кириченко Євген Олексійович, Шворак Віталій Григорович, Євтєєв Володимир Васильович
МПК: B30B 15/16, B30B 1/00
Мітки: стисненого, газу, прес, ньому, спосіб, рідини, обсягу, тиску, робочої, пневмогідравлічний, контролювання
Формула / Реферат:
1. Пневмогідравлічний прес, що містить змонтовані в станині робочий циліндр з встановленим в ньому поршнем зі штоком, насос зі всмоктувальним та нагнітальним трубопроводами, додатковий циліндр з відповідним поршнем зі штоком, сполучену з поршневими та штоковими порожнинами робочого та додаткового циліндрів гідромагістраль, акумулятор, гідророзподілювачі, керовані заслінки, зворотні клапани, зливний резервуар та датчик визначення тиску -...
Спосіб приведення експоната зброї до небоєздатного стану
Номер патенту: 43734
Опубліковано: 17.12.2001
Автори: Козлов Олександр Федорович, Луханін Михайло Іванович, Мітрахович Михайло Михайлович, Комаров Володимир Олександрович
МПК: B23D 53/00, G09F 19/00
Мітки: зброї, стану, експоната, спосіб, небоєздатного, приведення
Формула / Реферат:
Спосіб приведення експонатів зброї до небоєздатного стану, при якому зразок бойової стрілецької зброї приводиться до небоєздатного стану шляхом жорсткої фіксації затворної рами до ствольної коробки, який відрізняється тим, що після фіксації рухомих елементів зброї до її нерухомих частин, зразок зброї розрізають у площині симетрії вздовж подовжньої осі зброї на дві частини.
Попередній патент: Електромагнітний вібратор
Наступний патент: Гербіцидна композиція, що містить дифлуфенікан та флорасулам, та її застосування
Випадковий патент: Вендінговий автомат для продажу на розлив питної води в тару споживача і оплати різноманітних послуг