Спосіб отримання ліній згину на пакувальному матеріалі
Формула / Реферат
(57) 1. Способ получения линий сгиба на упаковочном материале, включающий формирование на одной стороне материала выпуклых частей требуемого рисунка, отличающийся тем, что после формирования выпуклых частей, материал подвергают механической обработке для, по меньшей мере, частичного удаления выпуклых частей.
2. Способ по п.1, отличающийся тем, что выпуклые части формируют линейными.
3. Способ по п.2, отличающийся тем, что выпуклые части получают путем фальцевания.
4. Способ по пп. 1, 2 или 3 отличающийся тем, что обработка представляет собой обработку со снятием стружки.
5. Способ по одному или нескольким предшествующим пунктам, отличающийся тем, что механическую обработку завершают, когда выпуклые части механически обработаны до той же высоты, что и прилегающая поверхность материала.
6. Способ по одному или более из пп.1-4 включительно, отличающийся тем, что в результате механической обработки уменьшают толщину материала как в выпуклых частях, так и в прилежащих частях материала.
7. Способ по одному или более предшествующих пунктов, отличающийся тем, что механически обработанную сторону материала покрывают слоем пластического материала.
Текст
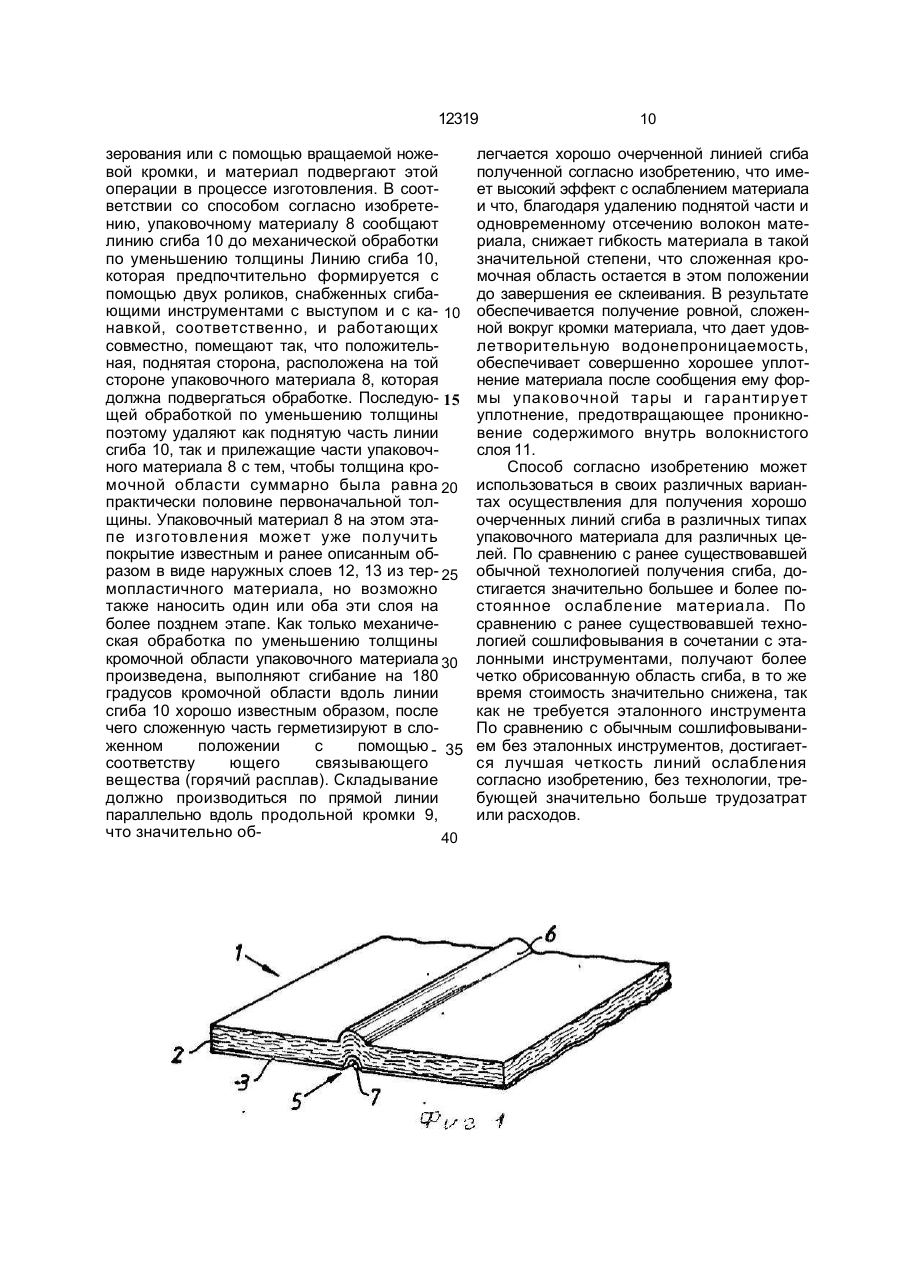
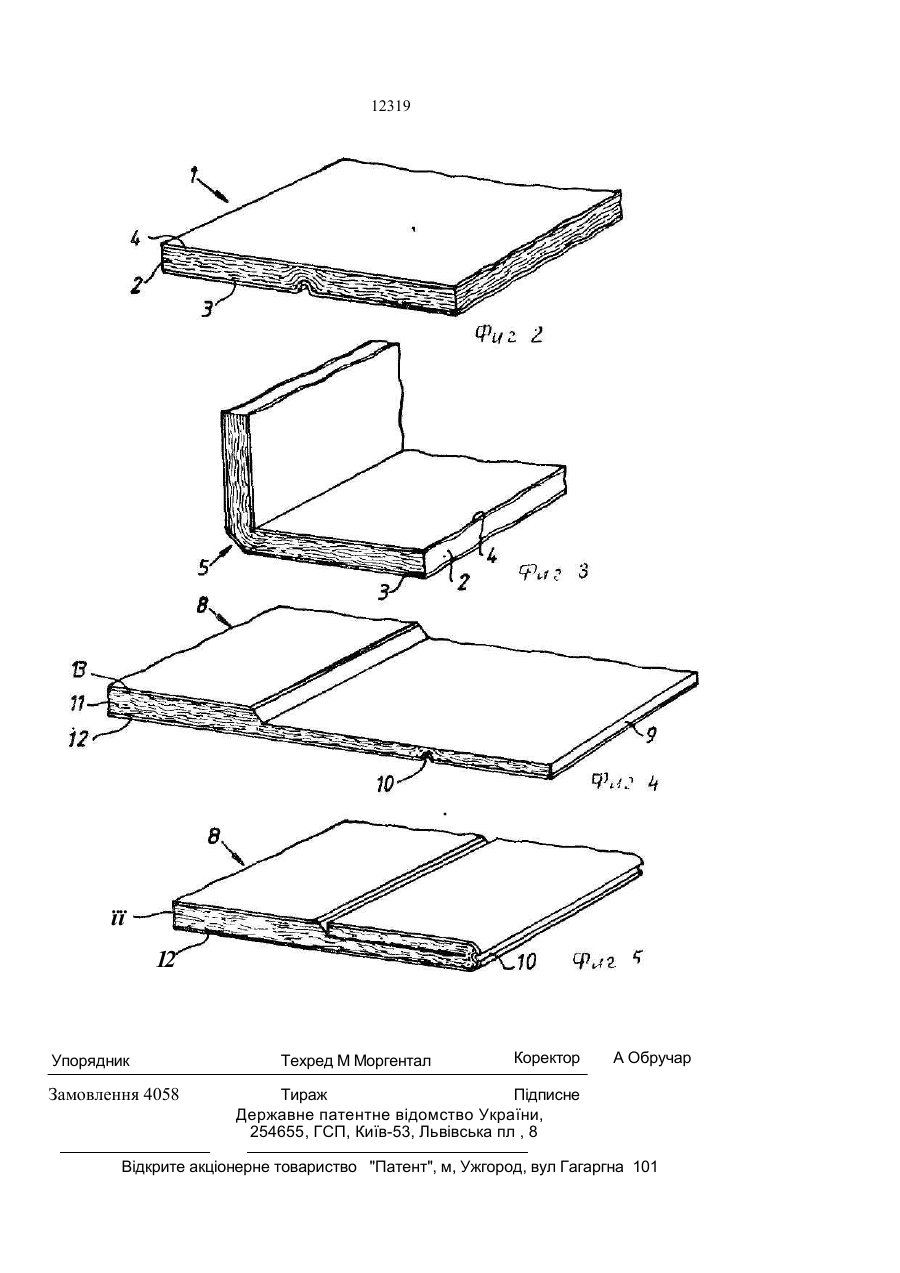
1. Способ получения линий сгиба на упа ковочном материале, включающий форми рование на од ной стороне материал а выпуклых частей требуемого рисунка, о т л и ч а ю щ и й с я тем, что после формирования выпуклых частей, материал подвергают ме ханической обработке для, по меньшей ме ре, частичного удаления выпуклых частей, 2. Способ по п.1, о т л и ч а ю щ и й с я тем, что выпуклые части формируют линейными. 3 Способ по п.2, о т л и ч а ю щ и й с я тем. что выпуклые части получают путем фальцевания 4 Способ по пп 1, 2 или 3 о т л и ч а ю щ и й с я тем, что обработка представляет собой обработку со снятием стружки. 5 Способ по одному или нескольким предшествующим пунктам, о т л и ч а ю щ и й ся тем, что механическую обработку завер шают, когда выпуклые части механически обработаны до той же высоты, что и приле гающая поверхность материала. 6 Способ по одному или более из пп.1-4 включительно, о т л и ч а ю щ и й с я тем что в результате механической обработки уменьшают толщину материала как в выпук лых частях, так и в прилежащих частях мате риала. 7. Способ по одному или более предшествующих пунктов, о т л и ч а ю щ и й с я тем, что механически обработанную сторону материала покрываю г слоем пластического материала. L. Ьо Изобретение относится к способу получения линий сгиба на упаковочном материале. Потребительские упаковки для напитков, таких как сок и молоко, часто изготовляют из гибкого упаковочного материала, который, в результате отрезания, сгибания и уплотнения, формируют в заполненный и закрытый упаковочный контейнер желаемой формы. Упаковочный материал обычно представляет собой многослойный лист, который содержит несущий слой из волокни стого материала, например, бумаги который покрывают по крайней мере с одной стороны, обращенной к содержимому, не пропускающим жидкость термопластичным материалом. Упаковочный многослойный материал также может содержать другой слой пластмассовой или металлической ленты для обеспечения лучшего качества защищенности от света, ограждения для газа или лучшей устойчивости к жидкостям. Когда упаковочный материал еще находится в форме ленты или листа, обычно ему также при 12319 дают рисунок из линий сгиба или линий складывания, которые ослабляют материал линейно и облегчают его формирование и в упаковочные контейнеры желаемой формы путем сгибания, Линии сгиба или складывания получают обычным образом, то есть в результате пропускания упаковочного материала в форме ленты между роликами с инструментами, имеющими выступы и впадины, которые вдавливают требуемый рисунок линий складывания в материал. Оттиск линии сгиба, полученный таким образом, имеет положительную и отрицательную сторону, то есть линейная деформация материала, вызванная сгибообразующим инструментом, приводит к получению выпуклых линий сгиба на одной, положительной стороне материала, и соответствующих линейных углублений на обратной, отрицательной стороне материала. Это ослабление материала, полученное в результате обработки сгиба, иными словам и, вызывается тем, что волокнистый слой материала сказывается деформированным так, что волокна в области линии сгиба смещены волнообразным образом, но не оторваны и не отрезаны. Не происходит реального уменьшения толщины материала на линии сгиба, а только смещение с отрицательной стороны материала к положительной стороне материала. Обычные линии сгиба в результате дают линейное ослабление материала, однако гибкость материала в значительной степени сохраняется, так как не происходит уменьшение толщины материала на линиях сгиба и не имеет место отрезание волокон. Линии сгиба, очевидно, обеспечивают таким образом более простой и более точный процесс сгибания, но материал сохраняет свою эластичность и, в отсутствие внешних сил, он стремится вновь выпрямиться до первоначального, в основном, плоского положения. Обычные отогнутые линии сгиба обеспечивают достаточное ослабление материала для большинства целей, но когда предъявляют дополнительные высокие требования е отношении точного придания формы упаковке или острых, прямых огибов, требуется дальнейшее ослабление материала, которое не только облегчает сгибание, но и "ликвидирует", гибкость материала так, что материал в максимально возможной степени остается в сложенном положении в отсутствие внешних усилий. В упаковочном слоистом материале, который содержит центральный несущий слой из волокнистого, поглощающего жидкости материала, хорошо известной практикой является обеспечение сгибания по продоль ной кромке ленты упаковочного материала, который, после придания формы в виде упаковочного контейнера, покрывают покрытием внутри него и таким образом в контакте 5 с содержимым в жидком виде. Сгибание кромки ленты упаковочного материала осуществляется в несколько этапов. Вначале осуществляют вальцевание или шлифование кромки с целью уменьшения толщины 10 материала так, что толщина кромки после сгибания в основном такая же, что и общая толщина материала. Затем в области уменьшенной толщины наносят линию продольного сгиба, в основном проходящую по 15 центру в этой области, после чего кромку отгибают и герметизируют внутри зоны уменьшенной толщины. С определенными типами материала и его толщины оказалось трудно при обычном складывании обеспе20 чить достаточно значительное ослабление для достижения того, чтобы отогнутая кромка оставалась в сложенном положении до завершения герметизации. Это повлекло за собой постепенное уменьшение ширины со25 гнутой области, в результате чего кромка остается несогнутой, что, если это не обнаруживается, вызывает всасывание края и утечку в готовом упаковочном контейнере. Линии сгиба, которые ослабляют мате30 риал в большей мере, чем обычные линии сгиба, могут быть получены с помощью хорошо известного метода, который также используется для уменьшения толщины в более крупных частях материала, например, 35 в соединениях, лежащих внахлестку. При этом методе одна сторона ленты упаковочного материала подвергается процессу фрезерования или шлифования в то же самое время, когда лента материала проходит 40 через эталонный инструмент, то есть через инструмент, который имеет рисунок поднятых зон, которые служат в качестве держателя в ходе процесса фрезерования или шлифования. Для рационального использо45 вания материал необходимо наложить на противоролик, а эталонным инструментом должна быть придана индивидуальная форма для каждого типа ослабляющего рисунка, который должен быть вышлифован на мате50 риале, что оказалось неразумно дорогостоящим при изготовлении упаковочного материала для большого числа различных типов, или размеров упаковочных контейнеров. В дополнение к этому, этот метод дает 55 линию с худшей четкостью, то есть переход от прошлифованной зоны к смежной, непрошлифованной зоне упаковочного материала является постепенным и нечетким. Другой способ обеспечения получения ослабленных или утоньшенных участков ма 12319 териала заключается в использовании обычного шлифования или фрезерования, что приводит к получению рисунка желобков с углублением на одной стороне материала. Эти желобки, естественно, служат в качест- 5 ве обозначения для сгибания, однако они очень плохо очерчены при скользящем переходе к непрошлифованному материалу и поэтому дают плохо очерченные, искривленные линии сгиба. Этот метод дополни- 10 тельно влечет за собой значительно большее удаление волокнистого материала, что создает много отрезков, которые требуют забот. Таким образом, имеется потребность 15 для упаковочных материалов, в получении способа, который может при разумной сто имости давать упаковочный материал с хо рошо очерченными линиями сгиба в требуемом рисунке. 20 Целью настоящего изобретения является создание способа получения линий сгиба упаковочного материала, не обладающего недостатками вышеупомянутых известных ранее способов, а обеспечивающего форми- 25 рование хорошо очерченных линий сгиба в требуемом рисунке на различных типах упаковочного материала и слоистого материала. Другой целью изобретения является 30 получение способа, посредством которого можно обеспечить создание линий сгиба или ослабления, которые не только ослабляют материал так, чтобы облегчить сгибание, но и также в определенной степени проре- 35 зание волокнистого слоя материала с тем, чтобы стремление материала после сгибания вернуться к своему исходному положению было сведено к минимуму. Еще одной целью настоящего изобрете- 40 ния является создание способа получения линий сгиба на упаковочном материале, с помощью которого можно просто и рационально приспособить различные типы материала и упаковок к выполнению линий 45 сгиба, и который был бы дешев и несложен. Вышеуказанные и другие цели были достигнуты в данном изобретении благодаря тому, что способ получения линий сгиба на упаковочном материале приобрел такую ха- 50 рактеристику, что на первом этапе материалу придают требуемый рисунок выпуклых частей на одной стороне материала, после чего на втором этапе материал подвергают механической обработке, при которой пол- 55 ностью или частично удаляются выпуклые части. Предпочтительные варианты осуществления способа согласно изобретению характеризуются признаками, которые могут быть видны из зависимых пунктов формулы изобретения, Предпочтительный вариант осуществления способа согласно изобретению будет более подробно описан ниже со ссылкой на прилагаемый чертеж, который только иллюстрирует детали, необходимые для понимания изобретения. На фиг.1 - часть упаковочного материала, на которой, согласно способу по данному изобретению, была получена выпуклая форма. На фиг.2 - упаковочный материал согласно фиг.1, который был механически обработан согласно способу по данному изобретению. На фиг.З - упаковочный материал по фиг.2, после огибания вдоль линии сгиба, полученной согласно изобретению. На фиг.4 - линия сгиба, полученная по способу согласно изобретению в другом типе упаковочного материала. На фиг.5 - упаковочный материал по фиг 4, после складывания продольной кромки. Способ согласно изобретению, как упомянуто ранее, предназначен для использования с целью получения линий сгиба на упаковочном материале различных видов, например, упаковочного материала типа, относящегося к производному потребительских упаковок для содержания в жидкой форме, например, упаковок для молока. Хотя способ согласно изобретению и может, естественно, использоваться со многими различными типами материала, он иллюстрируется на фигурах в применении к его предпочтительному варианту осуществления. Поэтому на фиг.1,2 и 3 показана часть упаковочного материала 1, с одной стороны в форме ленты или листа (фиг, 1,2), с другой стороны при формировании в упаковочный контейнер.(фиг.З). Упаковочный материал 1 содержит относительно толстый {примерно 0,5 миллиметра) несущий слой 2 волокнистого материала, например, бумаги, Упаковочный материал 1, как уже упомянуто, предназначен для использования для изготовления упаковочной тары для содержимого в жидкой форме и поэтому должен в своей окончательной форме содержать другие слои герметичного к жидкостям материала. На этапе изготовления, когда материал изображен на фиг,1, на него может быть нанесен наружный слой 3 из термопластичного материала, который прокаткой прикрепляется к одной стороне несущего слоя 2. Обычно этот слой выполнен из политена. но также могут быть предусмотрены и другие типы термопластика. Непроницаемый для жидко 12319 стей слой 3 может быть, в качестве альтернативы, нанесен на одну сторону несущего слоя на более поздней стадии, возможно в то же самое время, что и нанесение другого слоя 4 на противоположную сторону несу- 5 щего слоя 2. Слой 4 также может состоять из подходящего термопластичного материала и может быть нанесен путем экструзии в горячем состоянии или в виде предварительно изготовленной пластмассовой пленки, 10 Для облегчения придания формы упако вочному материалу 1, который может быть в листовой форме или в форме ленты в виде готового изделия, например, в виде упако вочной тары в форме параллелепипеда, ему 15 сообщают рисунок из линий сгиба 5, кото рые линейно ослабляют материал и облегча ют или позволяют прямолинейное складывание материала так, чтобы образо вать кромки и углы упаковочной тары. Линии 20 сгиба 5 предпочтительно являются линейны ми, то также могут иметь форму поверхно стей или зон большей площади, например, там. где линиКЦсгиба встречаются или пере секают друг друга, на углах, в зонах герме- 25 тизации и т.д. Предпочтительно линии получают путем обычного фальцевания, то есть упаковочный материал пропускают че рез инструмент с выпуклой и вогнутой час тью, который сжимает материал между ними 30 так, что на нем формируют выпуклую часть, на которой линии сгиба 5 выпуклые части 6, а также вогнутую часть, на которой линия сгиба имеет форму углубления 7. Эта дефор мация упаковочного материала влечет за со- 35 бой то, что волокнам в несущем слое 2 сообщают соответствующую деформацию и в результате они частично поднимаются че рез выпуклую часть 6 линии сгиба 5, что иллюстрируется на фиг.1. Выпуклая часть 6 40 линии сгиба 5 в результате получается путем прокатывания упаковочного материала меж ду фальцовочными роликами, но можно пре дусмотреть и другие типы операций выдавливания. 45 Когда упаковочный материал согласно первой стадии изобретения приобретает выпуклые части 6 требуемого рисунка, предпочтительно линейные, выполняют вторую стадию согласно изобретению, на которой 50 материал 1 подвергают механической обработке, при которой полностью или частично удаляются выпуклые части 6. Обработка, которая в первом варианте осуществления изобретения, иллюстрируемом на фиг. 1-3, 55 предпочтительно представляет собой фрезерование поверхности выпуклой стороны материала 1, в основном удаляет все выпуклые части 6 и завершается, когда они уменьшены до равной высоты со смежной, в 8 основном, плоской поверхностью материала. Положительная сторона материала в результате становится полностью плоской и может, как изображено на фиг.2 впоследствии получить покрытие вторым, непроницаемым для жидкостей слоем 4 термопластичного материала, например, политена. В результате механической обработки с удаление стружки с положительной стороны упаковочного материала удаляются те части волокон несущего слоя, которые выступают кверху в поднятой части б и в этом случае упаковочный материал получает линии сгиба, в которых волокнистый слой 2 не только деформирован и ослаблен, но и уменьшен по толщине, что снижает гибкость материала так, что он приобретает после сгибания возросшую тенденцию к тому, чтобы остаться в этом сложенном наложении. Это изображено на фиг.З, где упаковочный материал по фиг.2 складывают под девяносто градусов вдоль линии сгиба 5 в процессе придания формы упаковочной таре. Формирование линий сгиба в соответствии со способом согласно изобретению приводит к хорошо очерченным и четким линиям сгиба, которые значительно снижают гибкость и эластичность материала и таким образом позволяют получить прямолинейные складки вдоль кромок упаковочной тары с более высокой точностью, что сообщает упаковочной таре более ровный, гладкий внешний вид и, следовательно, лучшую жесткость при пользовании ею. Другой вариант осуществления способа согласно изобретению изображен на фиг.4 и 5, Упаковочный материал в виде полосы 8 или в форме листа, который может относиться к тому же самому типу, что и упаковочный материал 1, должен приобрести, согласно способу данного изобретения, проходящую вдоль продольной кромки 9 линию сгиба 10, с целью обеспечения возможности складывания области кромки с тем, чтобы предотвратить поглощение содержимого волокнистым несущим слоем 11 упаковочного материала вдоль продольной кромки 9, которая, после преобразования упаковочного материала в форму упаковочного контейнера, располагается внутри него, в контакте с содержимым в жидкой форме. Обычно применяют складывание узких кромочных зон полос упаковочного материала, что называют технологией отслаивания, то есть существующая толщина кромочной области и в основном уменьшается наполовину с целью предотвращения ее утолщения после складывания, чем первоначальная толщина упаковочного материала. Уменьшение толщины осуществляют путем шлифования или фре 12319 зерования или с помощью вращаемой ножевой кромки, и материал подвергают этой операции в процессе изготовления. В соответствии со способом согласно изобретению, упаковочному материалу 8 сообщают линию сгиба 10 до механической обработки по уменьшению толщины Линию сгиба 10, которая предпочтительно формируется с помощью двух роликов, снабженных сгибающими инструментами с выступом и с ка- 10 навкой, соответственно, и работающих совместно, помещают так, что положительная, поднятая сторона, расположена на той стороне упаковочного материала 8, которая должна подвергаться обработке. Последую- 15 щей обработкой по уменьшению толщины поэтому удаляют как поднятую часть линии сгиба 10, так и прилежащие части упаковочного материала 8 с тем, чтобы толщина кромочной области суммарно была равна 20 практически половине первоначальной толщины. Упаковочный материал 8 на этом этапе изготовления может уже получить покрытие известным и ранее описанным образом в виде наружных слоев 12, 13 из тер- 25 мопластичного материала, но возможно также наносить один или оба эти слоя на более позднем этапе. Как только механическая обработка по уменьшению толщины кромочной области упаковочного материала 30 произведена, выполняют сгибание на 180 градусов кромочной области вдоль линии сгиба 10 хорошо известным образом, после чего сложенную часть герметизируют в сложенном положении с помощью - 35 соответству ющего связывающего вещества (горячий расплав). Складывание должно производиться по прямой линии параллельно вдоль продольной кромки 9, что значительно об40 10 легчается хорошо очерченной линией сгиба полученной согласно изобретению, что имеет высокий эффект с ослаблением материала и что, благодаря удалению поднятой части и одновременному отсечению волокон материала, снижает гибкость материала в такой значительной степени, что сложенная кромочная область остается в этом положении до завершения ее склеивания. В результате обеспечивается получение ровной, сложенной вокруг кромки материала, что дает удовлетворительную водонепроницаемость, обеспечивает совершенно хорошее уплотнение материала после сообщения ему формы упаковочной тары и гарантирует уплотнение, предотвращающее проникновение содержимого внутрь волокнистого слоя 11. Способ согласно изобретению может использоваться в своих различных вариантах осуществления для получения хорошо очерченных линий сгиба в различных типах упаковочного материала для различных целей. По сравнению с ранее существовавшей обычной технологией получения сгиба, достигается значительно большее и более постоянное ослабление материала. По сравнению с ранее существовавшей технологией сошлифовывания в сочетании с эталонными инструментами, получают более четко обрисованную область сгиба, в то же время стоимость значительно снижена, так как не требуется эталонного инструмента По сравнению с обычным сошлифовыванием без эталонных инструментов, достигается лучшая четкость линий ослабления согласно изобретению, без технологии, требующей значительно больше трудозатрат или расходов. 12319 її 12 Упорядник Замовлення 4058 Техред М Моргентал Коректор А Обручар Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл , 8 Відкрите акціонерне товариство "Патент", м, Ужгород, вул Гагаргна 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing a folding line in packaging material
Назва патенту російськоюСпособ получения линия сгибания на упаковочном материале
МПК / Мітки
МПК: B31B 1/00
Мітки: отримання, спосіб, ліній, пакувальному, матеріали, згину
Код посилання
<a href="https://ua.patents.su/6-12319-sposib-otrimannya-linijj-zginu-na-pakuvalnomu-materiali.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання ліній згину на пакувальному матеріалі</a>
Пристрій для нанесення маркування або ліній згибу

Номер патенту: 5966
Опубліковано: 29.12.1994
Автор: Йорген Ніске
МПК: B65B 61/00
Мітки: маркування, ліній, пристрій, нанесення, згибу
Формула / Реферат:
1. Устройство для нанесення маркировки или линий сгиба, содержащее два смонтированных с возможностью вращения валика - шлифовальный и матричный, отличающееся тем, что, с целью повышения качества нанесения, валики установлены с возможностью регулирования расстояния между ними, причем матричный валик имеет на наружной поверхности выступы, а частота вращения шлифовального валика превышает частоту вращения матричного валика. 2....
Спосіб фіксації барвників на текстильному матеріалі
Номер патенту: 9593
Опубліковано: 30.09.1996
Автори: Лойко Володимир Володимирович, Ловейко Валентин Олександрович, Малкін Едуард Семенович
МПК: D06P 5/20
Мітки: барвників, текстильному, фіксації, спосіб, матеріали
Формула / Реферат:
Способ фиксации красителей на текстильном материале, включающий обработку его в воздушно-паровой среде при нагревании и натяжении, отличающийся тем, что ткань предварительно нагревают до 100°С путем обработки водяным паром в течение 0,3-1 с, затем ткань высушивают и повторно нагревают до 160-190°С путем обдува горячим воздухом в течение 9-12 с с температурой 170-210°С при натяжении 0,35-0,5 кг/м, а обработку материала проводят в...
Пристрій для установлення освітлювальної арматури на опорах електричних ліній

Номер патенту: 3026
Опубліковано: 26.12.1994
Автори: Чеботарьов Григорій Аврамович, Шумейко Василь Андрійович
МПК: F21S 2/00
Мітки: установлення, пристрій, опорах, арматури, електричних, освітлювальної, ліній
Формула / Реферат:
Устройство для установки осветительной арматуры на опорах электрических линий, содержащее осветительную арматуру, контактную группу, состоящую из подвижных и неподвижных контактов, механизм подъема, состоящий из барабана с тросом и направляющих роликов, отличающееся тем, что оно снабжено стаканом, опрокинутым вверх дном, с отверстием для троса и роликом внутри стакана, причем внутри указанного стакана расположена осветительная арматура, при...
Спосіб визначення активності фосфодіестерази в біологічному матеріалі
Номер патенту: 2008
Опубліковано: 20.12.1994
Автори: Коптьолов Віталій Олександрович, Воловельска Єлизавета Леонідівна
МПК: G01N 33/52, C12Q 1/44, C12N 9/12
Мітки: спосіб, біологічному, визначення, фосфодіестерази, активності, матеріали
Формула / Реферат:
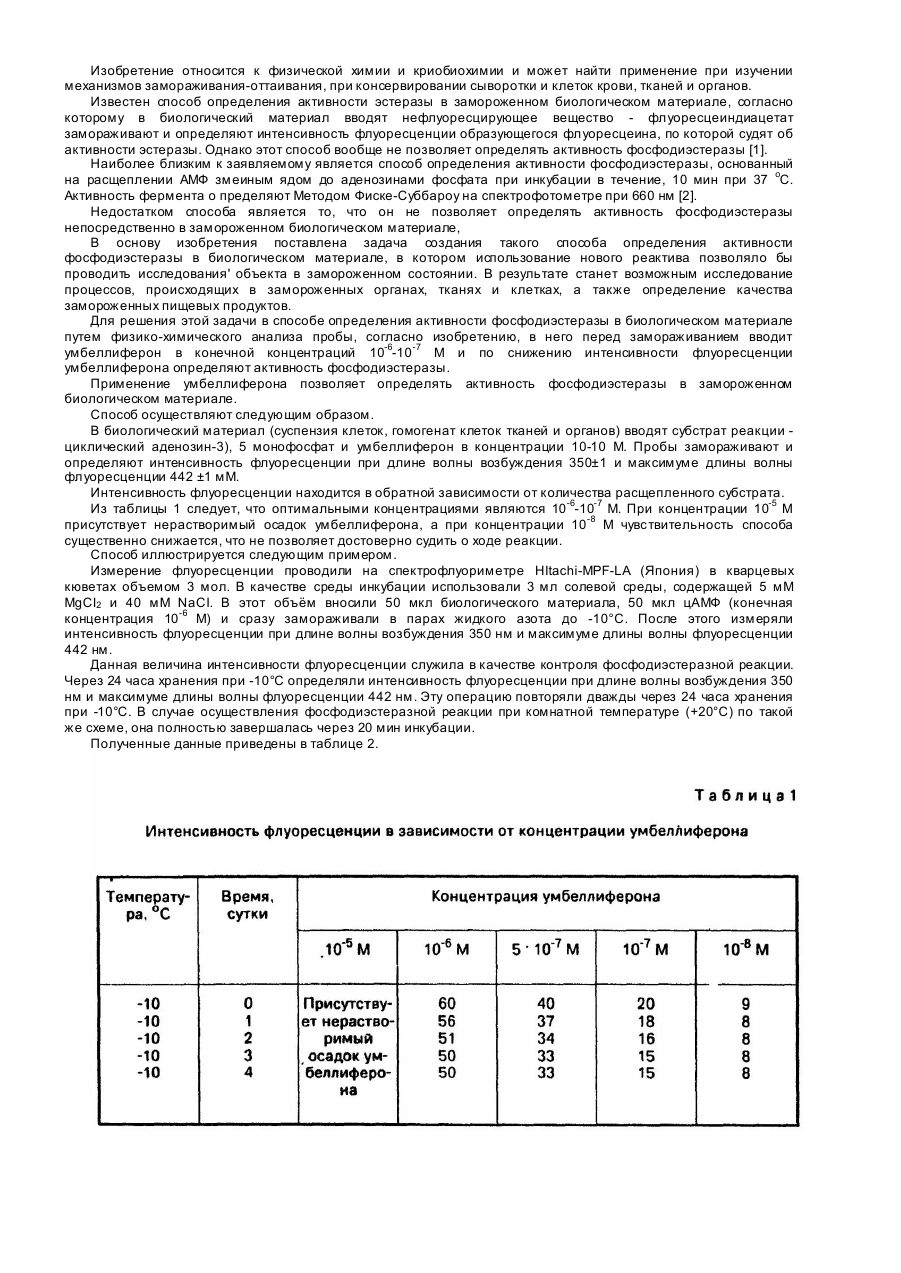
Способ определения активности фосфодиэстеразы в биологическом материале путем физико-химического анализа пробы, отличающийся тем, что в него перед замораживанием вводят умбеллиферон в конечной концентрации 10-6-10-7 М и по снижению интенсивности флуоресценции умбеллиферона определяют активность фосфодиэстеразы.
Спосіб виготовлення стрічкових спіралей для ліній уповільнення лампи бігучої хвилі
Номер патенту: 9374
Опубліковано: 30.09.1996
Автори: Чабань Володимир Якович, Маковій Володимир Григорович
МПК: B21F 21/00, B21F 15/00
Мітки: лампи, спосіб, бігучої, уповільнення, спіралей, стрічкових, хвилі, ліній, виготовлення
Формула / Реферат:
Способ изготовления ленточных спиралей для линий замедления ламп бегущей волны, заключающийся в изготовлении ленты из проволоки круглого поперечного сечения и навивки ее в спираль на вращающемся керне, отличающийся тем, что, с целью повышения качества готового изделия за счет уменьшения остаточных упругих напряжений и обеспечения точности геометрических размеров и расширения технологических возможностей путем получения ленты с различной...
Попередній патент: Фюзеляж літака
Наступний патент: Пристрій для формування трубчастого рукава з гнучкого плівкого матеріалу
Випадковий патент: Пристрій для очищення стічних вод