Спосіб виготовлення еластомерної прокладки для стисливої еластомерної пружини
Номер патенту: 100690
Опубліковано: 25.01.2013
Автори: Марлоу Джонатон, Спрейніс Рональд, Андерсон Бредлі, Рінг Майкл Е.
Формула / Реферат
1. Спосіб виготовлення стисливої еластомерної прокладки із заданого полімерного матеріалу, який відрізняється тим, що він включає етапи:
(a) забезпечення заготовки, яка включає в себе по суті тверде тіло, яке має задану форму поперечного перерізу, розташовану перпендикулярно центральній осі заготовки, і пару осьових кінців, причому кожний з пари осьових кінців має по суті плоску поверхню, розташовану перпендикулярно центральній осі, і центральне гніздо, виконане в щонайменше одній по суті плоскій поверхні;
(b) забезпечення пари формувальних пластин, причому щонайменше одна з пари формувальних пластин має опукле кільце, утворене як одне ціле або прикріплене до однієї її поверхні;
(c) розташування заготовки між парою формувальних пластин;
(d) суміщення в осьовому напрямку опуклого кільця з відповідним центральним гніздом;
(e) формування прокладки, яка має осьові виступи, що проходять назовні із щонайменше однієї по суті плоскої поверхні заготовки, яка має гніздо, виконане в ній; і
(f) витягання прокладки із зчеплення з парою формувальних пластин.
2. Спосіб за п. 1, який відрізняється тим, що він включає додатковий етап лиття заготовки з круглим поперечним перерізом, розташованим перпендикулярно згаданій осі.
3. Спосіб за п. 1, який відрізняється тим, що він включає додатковий етап обробки на конус периферійної поверхні гнізда всередину під заданим кутом відносно центральної осі заготовки.
4. Спосіб за п. 1, який відрізняється тим, що етап (b) включає в себе етап забезпечення кожної з пари формувальних пластин опуклим кільцем і порожниною, суміщеною в осьовому напрямку з опуклим кільцем.
5. Спосіб за п. 4, який відрізняється тим, що етап (d) включає в себе етап суміщення зовнішньої периферійної кромки опуклого кільця з периферійною кромкою відповідного гнізда.
6. Спосіб за п. 1, який відрізняється тим, що він включає етап вибору полімерного матеріалу для лиття.
7. Спосіб за п. 6, який відрізняється тим, що він включає етап вибору полімерного матеріалу зі співполіефірного полімерного і/або співполіамідного матеріалу.
8. Спосіб за п. 7, який відрізняється тим, що етап (e) включає в себе етапи прикладання заданої сили в осьовому напрямку до вільної поверхні однієї з пари формувальних пластин, осьового попереднього стиснення заготовки до заданої висоти в стисненому стані прокладки, осьового зміщення матеріалу заготовки в отвір кільця і зняття прикладеної сили.
9. Спосіб за п. 8, який відрізняється тим, що етап (e) включає в себе етап попереднього стиснення заготовки до заданої орієнтації довгих молекулярних ланцюгів співполіефірного полімерного і/або співполіамідного матеріалу.
10. Спосіб за п. 8, який відрізняється тим, що етап (e) включає в себе етап попереднього стиснення прокладки до коефіцієнта форми, що дорівнює приблизно 3,33.
11. Спосіб за п. 8, який відрізняється тим, що етап (e) включає в себе етап прикладання осьової сили, що знаходиться в діапазоні від, приблизно, 750000 фунтів до, приблизно, 800000 фунтів.
12. Спосіб за п. 8, який відрізняється тим, що етап (e) включає в себе додаткові етапи забезпечення щонайменше одного упора і зчеплення протилежних кінців упора з відповідною однією з пари формувальних пластин для контролю попереднього стиснення заготовки.
13. Спосіб за п. 6, який відрізняється тим, що як полімерний матеріал вибирають співполіамідний матеріал.
14. Спосіб виготовлення стисливої еластомерної прокладки із заданого полімерного матеріалу, який відрізняється тим, що він включає етапи:
(a) забезпечення заготовки, яка включає в себе по суті тверде тіло, яке має задану форму поперечного перерізу, розташовану перпендикулярно центральній осі заготовки, і пару осьових кінців, причому кожен з пари осьових кінців має по суті плоску поверхню, розташовану перпендикулярно центральній осі, і центральне гніздо, утворене в по суті плоскій поверхні;
(b) забезпечення пари формувальних пластин, причому кожна з пари формувальних пластин має опукле кільце, яке розташоване на і проходить назовні від однієї її поверхні, і порожнину, утворену в одній поверхні з осьовим вирівнюванням з опуклим кільцем;
(c) розташування заготовки між парою формувальних пластин так, щоб кожен з пари осьових кінців розташовувався напроти поверхні відповідної формувальної пластини;
(d) суміщення в осьовому напрямку кожного опуклого кільця з відповідним центральним гніздом;
(e) формування прокладки, що має пару осьових виступів, кожен з яких проходить назовні із відповідної поверхні заготовки, що має гніздо, виконане в ній, і
(f) витягання прокладки із зчеплення з парою формувальних пластин.
15. Спосіб за п. 14, який відрізняється тим, що етап (e) включає в себе етап формування пари кільцевих пазів, кожен з яких оточує відповідний опуклий кільцевий виступ.
16. Спосіб за п. 15, який відрізняється тим, що він включає етап по суті зрівнювання об'єму опуклого кільцевого виступу з об'ємом кільцевого паза.
17. Спосіб виготовлення стисливої еластомерної прокладки із заданого полімерного матеріалу, який відрізняється тим, що він включає етапи:
(a) забезпечення заготовки, що включає в себе по суті тверде тіло, яке має задану форму поперечного перерізу, розташовану перпендикулярно центральній осі заготовки, і пару осьових кінців, причому кожен з пари осьових кінців має по суті плоску поверхню, розташовану перпендикулярно центральній осі, і центральне гніздо, утворене в щонайменше одній по суті плоскій поверхні;
(b) забезпечення пари формувальних пластин, причому щонайменше одна з пари формувальних пластин має опукле кільце, виконане як одне ціле з або прикріплене до однієї її поверхні, і порожнину, утворену в одній поверхні з осьовим вирівнюванням з опуклим кільцем;
(c) розташування заготовки між парою формувальних пластин так, щоб кожен з пари осьових кінців розташовувався навпроти відповідної однієї з пари формувальних пластин;
(d) суміщення в осьовому напрямку опуклого кільця з центральним гніздом;
(e) формування прокладки, яка має осьовий виступ, що проходить назовні з поверхні заготовки, яка має гніздо, виконане в ній; і
(f) витягання прокладки із зчеплення з парою формувальних пластин.
18. Спосіб за п. 17, який відрізняється тим, що етап (b) включає в себе етапи забезпечення кожної із пари формувальних пластин заданою множиною штифтів, розташування заданої множини видовжених штифтів в заданій конфігурації і з проходженням назовні з поверхні кожної формувальної пластини.
Текст
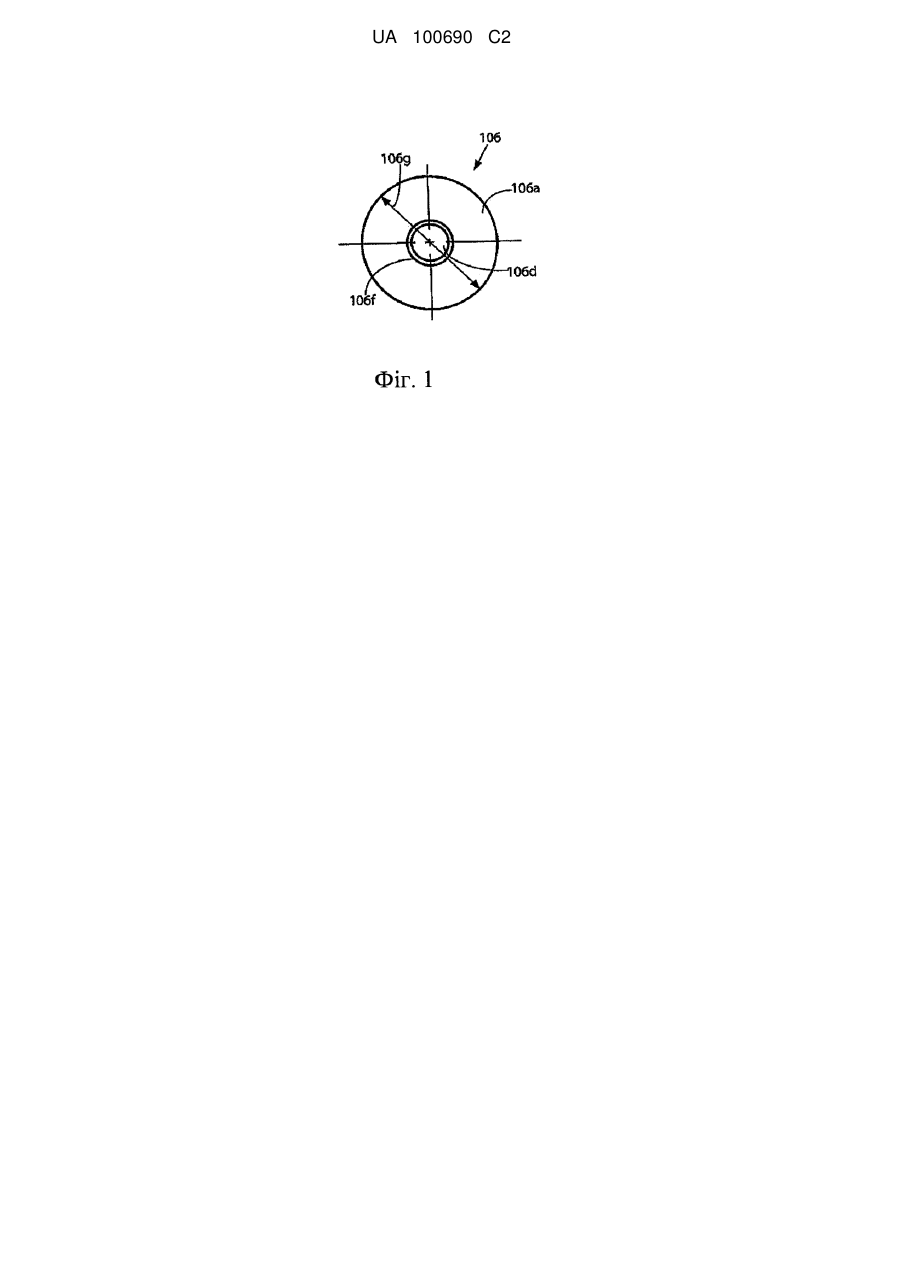
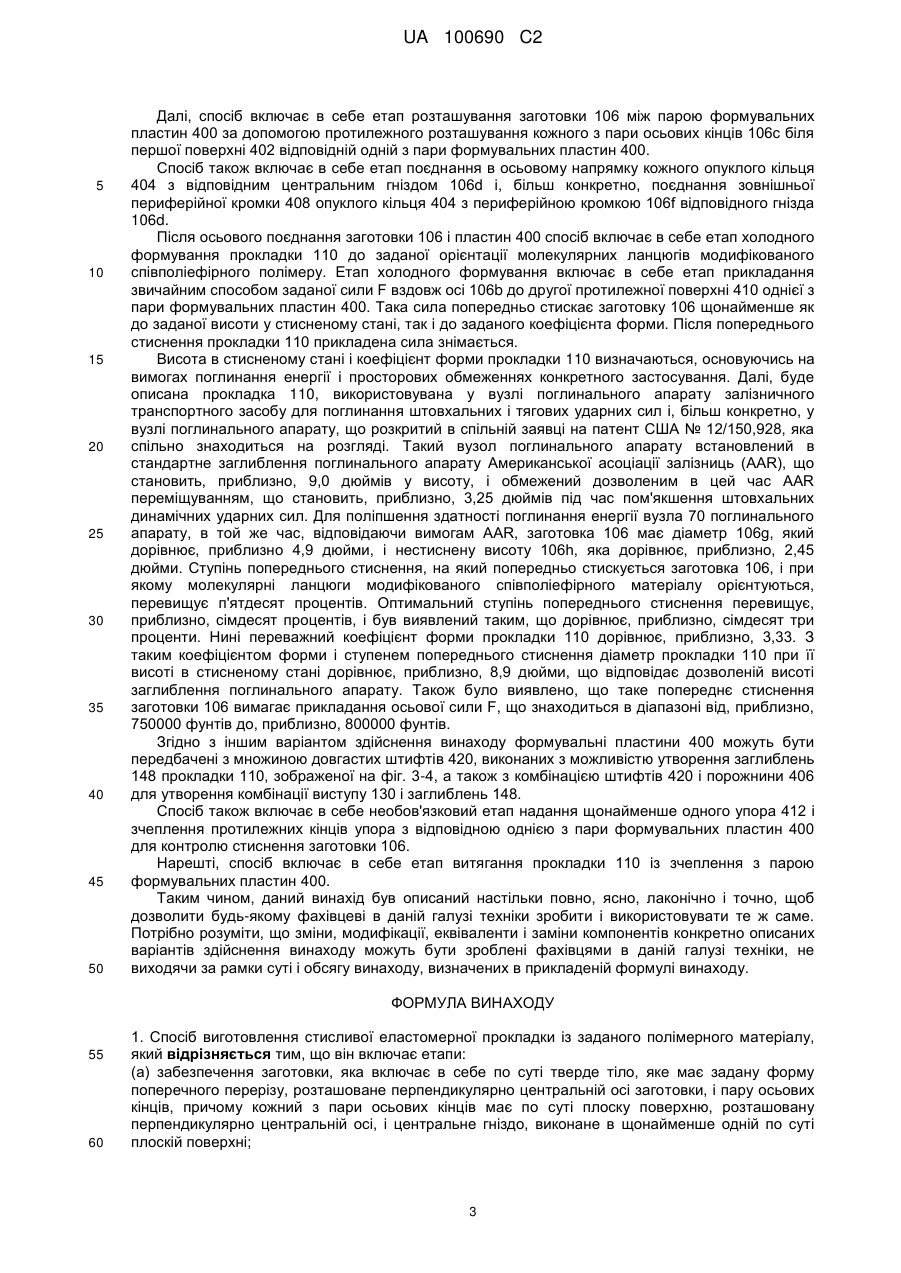
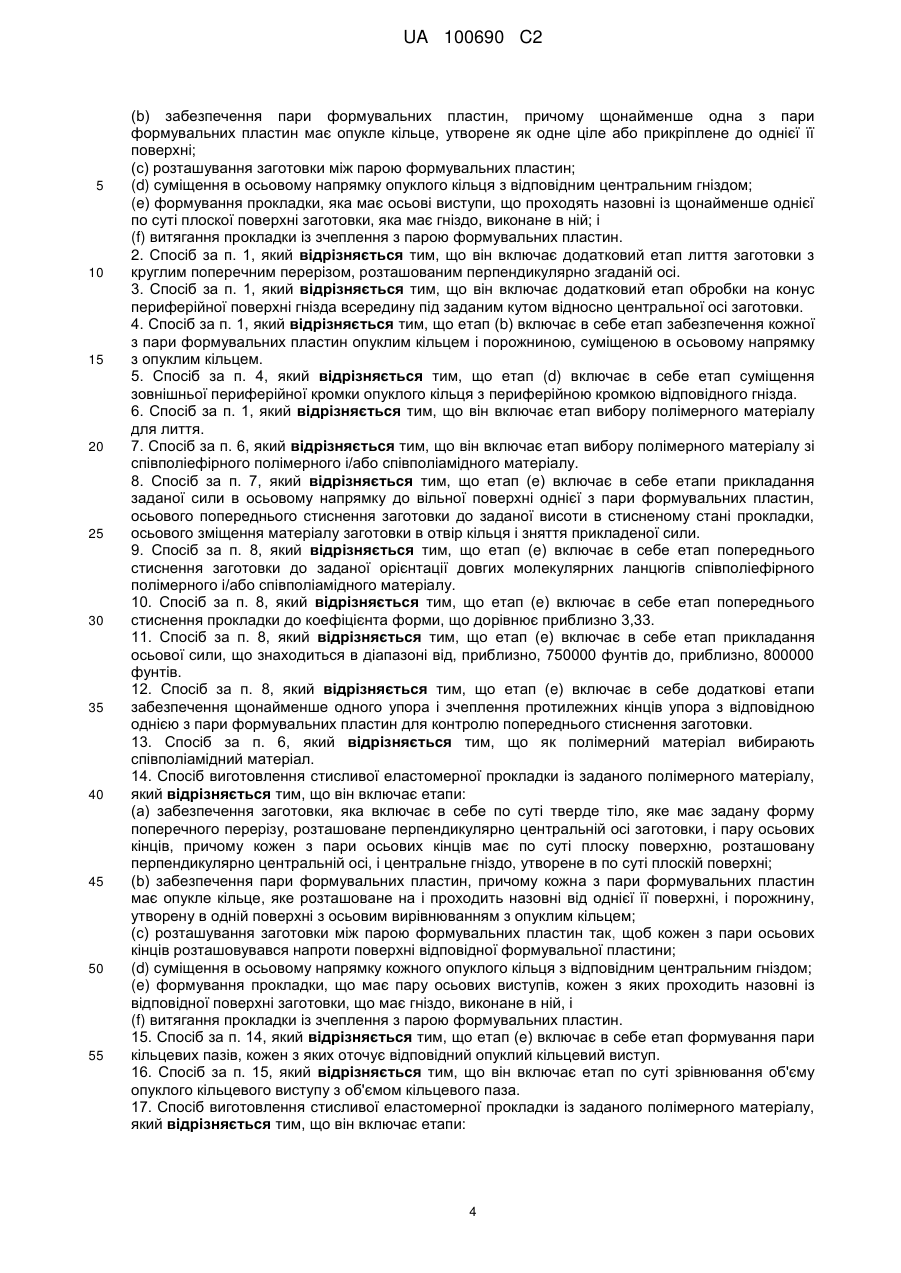
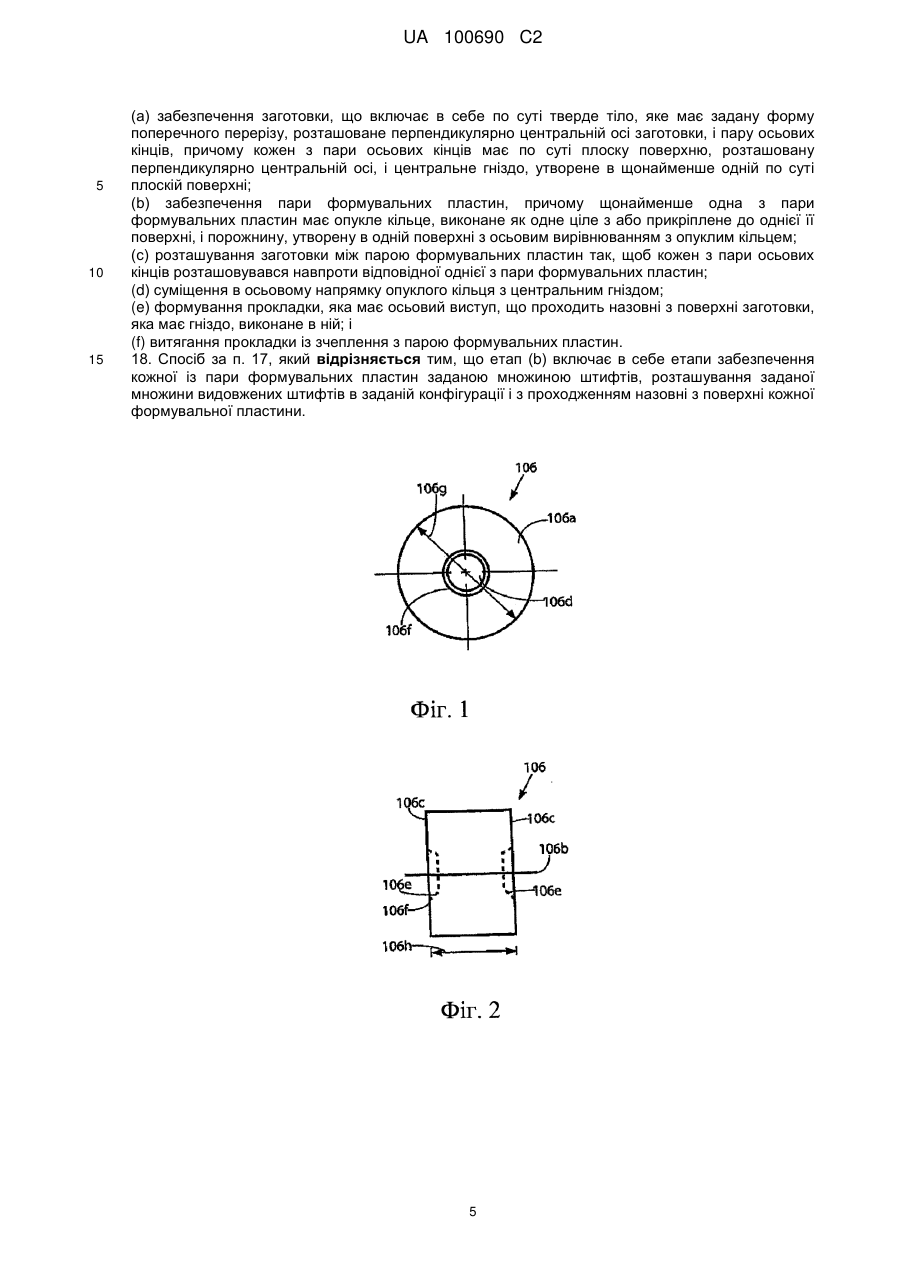
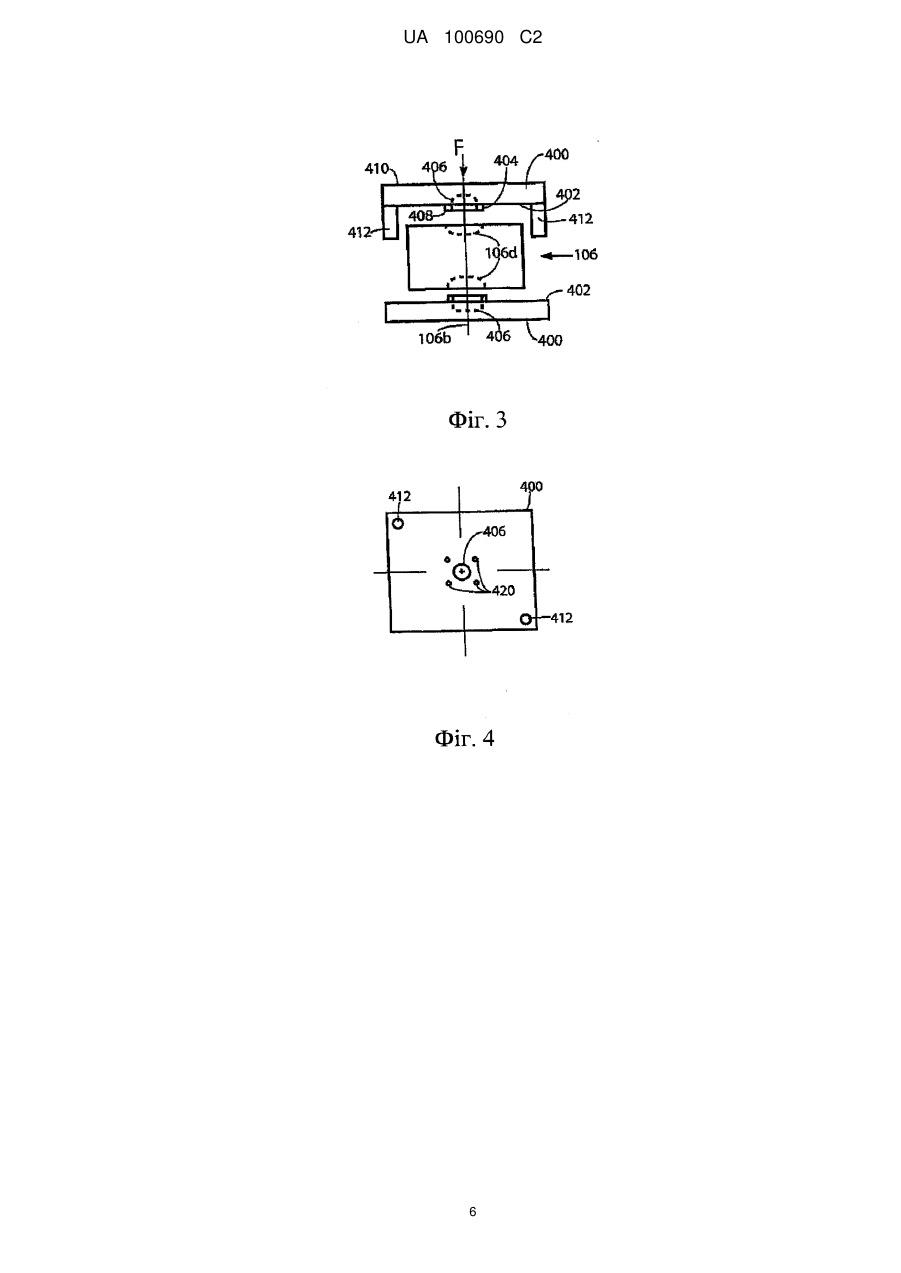
Реферат: Запропонований спосіб виготовлення стисливої еластомерної прокладки із заданого полімерного матеріалу, що включає етапи забезпечення заготовки (106), що містить в собі по суті тверде тіло (106а), яке має задану форму поперечного перерізу, розташоване перпендикулярно центральній осі (106b) заготовки, і пару осьових кінців (106с), кожний з яких має як по суті плоску поверхню, розташовану перпендикулярно центральній осі, так і центральне гніздо (106d), утворене в щонайменше одній по суті плоскій поверхні. Далі, забезпечують пару формувальних пластин (400), причому щонайменше одна з пари формувальних пластин має опукле кільце (404) і суміщену в осьовому напрямку порожнину (406), передбачену на одній її поверхні. Потім, заготовку розташовують між парою формувальних пластин і поєднують в осьовому напрямку зовнішню периферійну кромку кільця з периферійною кромкою відповідного центрального гнізда. Нарешті, здійснюють формування прокладки і витягання прокладки із зчеплення з парою формувальних пластин. UA 100690 C2 (12) UA 100690 C2 UA 100690 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки Даний винахід, загалом, стосується стисливих еластомірних пружин, і, зокрема цей винахід стосується стисливої еластомірної прокладки, використовуваної в стисливій еластомірній пружині для поглинання енергії, і, ще більш конкретно, даний винахід стосується способу виготовлення такої еластомірної прокладки. Рівень техніки Співполіефірні полімери широко використовувалися в еластомірних пружинах, або прокладках, встановлених між парою металевих пластин, для поглинання енергії. Один такий полімер виготовляється E.I. DuPont de Nemours & Co, Wilmington, Delaware під торгівельною маркою HYTREL. Як добре відомо, поширений спосіб виготовлення пружини спочатку включає етап оброблення такого полімеру для одержання того, що звичайно називають блоком або заготовкою, що являє собою по суті тверде тіло, і, потім, етап попереднього стиснення блока або заготовки в по суті дискову пружину або прокладку під дією осьових сил, прикладених до неї, на величину, що перевищує на тридцять процентів її початкову осьову висоту. Після осьового попереднього стиснення сила знімається, пружина знаходить її нормальну робочу висоту (товщину), яка менше, ніж початкова висота заготовки, але більше, ніж висота попереднього стиснення. Висота попереднього стиснення також звичайно називається «висотою в стисненому стані». У патенті США № 4198037 проілюстрований один тип такого способу, в якому заготовка відливається у формі циліндричного блока, що має центральний виступ, утворений на одному осьовому кінці, і центральне гніздо, утворене на протилежному кінці. Зокрема патентоволоділець патенту США № 4198037 стурбований працездатністю такого співполіефірного матеріалу в стисненому режимі і виявляє, що оптимальний ступінь попереднього стиснення початкового блока або заготовки становить, приблизно, п'ятдесят процентів. Потім пружина розташовується між парою металевих пластин і попередньо стискується знову для зчеплення гнізда і виступу з відповідними елементами, передбаченими в металевих пластинах для утворення залишкової пружини, яка має здатність поглинати енергію. У патенті США № 5351844 описана заготовка, яка відлита з еластомеру з опуклим виступом на кожному осьовому кінці. Проте, оскільки існує постійна потреба в збільшенні енергії, яка може бути поглинена пружиною, особливо, коли пружина використовується на залізничному транспортному засобі, існує потреба в додаткових поліпшеннях способу виготовлення стисливих еластомірних пружин. Короткий опис винаходу Згідно з даним винаходом створений спосіб виготовлення стисливої еластомірної прокладки із заданого полімерного матеріалу. Спосіб включає в себе етап забезпечення заготовки, що містить в собі по суті тверде тіло, яке має задану форму поперечного перерізу, розташоване перпендикулярно центральній осі заготовки, і парі осьових кінців, причому кожний з пари осьових кінців має як по суті плоску поверхню, розташовану перпендикулярно до центральної осі, так і центральне гніздо, утворене в щонайменше одній по суті плоскій поверхні. Далі, забезпечують пару формувальних пластин, причому щонайменше одна з пари формувальних пластин має засіб зміщення матеріалу щонайменше або утворене як одне ціле, або прикріплене до однієї її поверхні. Далі, здійснюють розташування заготовки між парою формувальних пластин і виконують поєднання в осьовому напрямку кожного засобу зміщення матеріалу з відповідним центральним гніздом. Потім, виконується формування прокладки. Нарешті, здійснюють витягання прокладки із зчеплення з парою формувальних пластин. Цілі винаходу Отже, однією з головних цілей даного винаходу є розроблення способу виготовлення стисливої еластомірної прокладки із співполіефірного полімерного матеріалу, яка може бути використана в стисливій еластомірній пружині. Іншою метою даного винаходу є розроблення способу виготовлення стисливої еластомірної прокладки для буферного пристрою залізничного транспортного засобу, яка може поглинати більш високу енергію, ніж прокладки, використовувані в цей час. Ще однією метою даного винаходу є розроблення способу виготовлення стисливої еластомірної прокладки, яка забезпечує легкість прикріплення до металевих пластин. Додатковою метою даного винаходу є розроблення способу виготовлення стисливої еластомірної прокладки, яка плавно розподіляє навантаження по всій поверхні осьового кінця такої прокладки. Додатковою метою даного винаходу є розроблення способу виготовлення стисливої еластомірної прокладки за допомогою процесу холодного формування. На додаток до декількох цілей і переваг даного винаходу, які були описані вище з деякою подробицею, різні інші цілі і переваги винаходу стануть легко зрозумілі фахівцям у відповідній 1 UA 100690 C2 5 10 15 20 25 30 35 40 45 50 55 галузі техніки, особливо, коли такий опис використовується разом з прикладеними кресленнями і з прикладеною формулою винаходу. Короткий опис креслень Фіг. 1 - вигляд в плані заготовки, сконструйованої згідно з переважним варіантом здійснення винаходу; фіг. 2 - вигляд збоку у вертикальній проекції заготовки з фіг. 1; фіг. 3 - вигляд у вертикальній проекції заготовки з фіг. 1 і формувальних пластин, виконаний для ілюстрування виробничого етапу попереднього стиснення заготовки, зображеної на фіг. 1; фіг. 4 - вигляд в плані формувальної пластини, сконструйованої згідно з іншим варіантом здійснення даного винаходу; фіг. 5 - вигляд в плані стисливої еластомірної прокладки, отриманої на етапі виробництва, що проілюстрований на фіг. 3; фіг. 6 - вигляд в поперечному перерізі стисливої еластомірної прокладки з фіг. 5; і фіг. 7 - частковий вигляд стисливої еластомірної прокладки, отриманої на етапі виробництва, що проілюстрований на фіг. 4. Короткий опис різних варіантів здійснення винаходу Перед продовженням більш докладного опису даного винаходу потрібно зазначити, що заради ясності і зрозумілості однакові компоненти, які мають однакові функції, були позначені однаковими посилальними позиціями усюди на декількох виглядах, зображених на кресленнях. Згідно з даним винаходом розроблений спосіб виготовлення стисливої еластомірної прокладки, загалом позначеної посилальною позицією 110 на фіг. 5. Різні конструкції прокладки 110 детально описані в заявці, що також знаходиться на розгляді на патент США № 12/150,928, яка називається «Еластомірна прокладка для стисливої еластомірної пружини». Переважна конструкція прокладки 110 зображена на фіг. 7-8 цієї заявки, що також знаходиться на розгляді, на патент США №12/150,928. Спосіб починається з етапу забезпечення заготовки, загалом позначеної посилальною позицією 106, як зображено на фіг. 1-2. Заготовка 106 має по суті тверде тіло 106а, що має задану форму поперечного перерізу, розташовану перпендикулярно центральній осі 106b заготовки, і пару осьових кінців 106с. Кожний з пари осьових кінців 106с має по суті плоску поверхню, розташовану перпендикулярно центральній осі 106b. Спосіб включає в себе етап вибору матеріалу, такого як щонайменше або співполіефірний полімерний, або співполіамідний матеріал, і лиття або лиття під тиском заготовки 106 з такого матеріалу. У цей час переважно відливати заготовку 106 з співполіефірного еластомеру. Таким співполіефірним еластомером переважно є тип, що виготовляється E.I. DuPont de Nemours & Co., Wilmington, Delaware під загальною торгівельною маркою HYTREL і, більш конкретно, під маркою Hytrel 5556. Такий свіжий матеріал Hytrel 5556 відрізняється межею міцності на розрив, яка дорівнює, приблизно, 5800 фунтів на квадратний дюйм. Свіжий матеріал Hytrel 5556 модифікується під час процесу екструзії для поліпшення його стабільності. У переважному варіанті здійснення винаходу для виготовлення прокладки 110, зображеної на фіг. 5-7, що має виступи 130 і пази 140, заготовка 106 передбачена з центральним гніздом 106d, яке утворене в кожному з пари осьових кінців 106с. Спосіб також включає в себе етап оброблення на конус периферійної поверхні 106е гнізда 106d усередину під певним кутом відносно центральної осі 106b для поліпшення концентричності кінцевого виступу 130 прокладки 110. Спосіб включає в себе додатковий етап утворення тіла 106а з круглим поперечним перерізом, розташованим перпендикулярно осі 106b для рівного розподілу поперечних механічних напружень формовки. Потім, спосіб включає в себе етап забезпечення пари формувальних пластин, причому щонайменше одна з пари формувальних пластин 400 має засіб зміщення матеріалу щонайменше або утворене як одне ціле, або прикріплене до однієї своєї поверхні 402. Зновтаки, для виготовлення прокладки 110, зображеної на фіг. 5-7, засіб зміщення матеріалу передбачений у формі опуклого кільця 404 і порожнини 406, суміщеній в осьовому напрямку з опуклим кільцем 404. Опукле кільце 404 і порожнина 406 виконані з таким розміром, що об'єм кінцевого виступу 130, по суті, дорівнює об'єму кінцевого паза 140 прокладки 110. Було виявлено, що ця конструкція є переважною для утворення виступу 130 «способом нейтрального зміщення» за допомогою вирівнювання тиску формування по всій поверхні осьового кінця 106с. Перед використанням опуклого кільця 404 і порожнини 406 було виявлено, що центральний виступ 130 зазнавав більш сильних навантажень формування, ніж периферійні частини прокладки 110. 2 UA 100690 C2 5 10 15 20 25 30 35 40 45 50 Далі, спосіб включає в себе етап розташування заготовки 106 між парою формувальних пластин 400 за допомогою протилежного розташування кожного з пари осьових кінців 106с біля першої поверхні 402 відповідній одній з пари формувальних пластин 400. Спосіб також включає в себе етап поєднання в осьовому напрямку кожного опуклого кільця 404 з відповідним центральним гніздом 106d і, більш конкретно, поєднання зовнішньої периферійної кромки 408 опуклого кільця 404 з периферійною кромкою 106f відповідного гнізда 106d. Після осьового поєднання заготовки 106 і пластин 400 спосіб включає в себе етап холодного формування прокладки 110 до заданої орієнтації молекулярних ланцюгів модифікованого співполіефірного полімеру. Етап холодного формування включає в себе етап прикладання звичайним способом заданої сили F вздовж осі 106b до другої протилежної поверхні 410 однієї з пари формувальних пластин 400. Така сила попередньо стискає заготовку 106 щонайменше як до заданої висоти у стисненому стані, так і до заданого коефіцієнта форми. Після попереднього стиснення прокладки 110 прикладена сила знімається. Висота в стисненому стані і коефіцієнт форми прокладки 110 визначаються, основуючись на вимогах поглинання енергії і просторових обмеженнях конкретного застосування. Далі, буде описана прокладка 110, використовувана у вузлі поглинального апарату залізничного транспортного засобу для поглинання штовхальних і тягових ударних сил і, більш конкретно, у вузлі поглинального апарату, що розкритий в спільній заявці на патент США № 12/150,928, яка спільно знаходиться на розгляді. Такий вузол поглинального апарату встановлений в стандартне заглиблення поглинального апарату Американської асоціації залізниць (AAR), що становить, приблизно, 9,0 дюймів у висоту, і обмежений дозволеним в цей час AAR переміщуванням, що становить, приблизно, 3,25 дюймів під час пом'якшення штовхальних динамічних ударних сил. Для поліпшення здатності поглинання енергії вузла 70 поглинального апарату, в той же час, відповідаючи вимогам AAR, заготовка 106 має діаметр 106g, який дорівнює, приблизно 4,9 дюйми, і нестиснену висоту 106h, яка дорівнює, приблизно, 2,45 дюйми. Ступінь попереднього стиснення, на який попередньо стискується заготовка 106, і при якому молекулярні ланцюги модифікованого співполіефірного матеріалу орієнтуються, перевищує п'ятдесят процентів. Оптимальний ступінь попереднього стиснення перевищує, приблизно, сімдесят процентів, і був виявлений таким, що дорівнює, приблизно, сімдесят три проценти. Нині переважний коефіцієнт форми прокладки 110 дорівнює, приблизно, 3,33. З таким коефіцієнтом форми і ступенем попереднього стиснення діаметр прокладки 110 при її висоті в стисненому стані дорівнює, приблизно, 8,9 дюйми, що відповідає дозволеній висоті заглиблення поглинального апарату. Також було виявлено, що таке попереднє стиснення заготовки 106 вимагає прикладання осьової сили F, що знаходиться в діапазоні від, приблизно, 750000 фунтів до, приблизно, 800000 фунтів. Згідно з іншим варіантом здійснення винаходу формувальні пластини 400 можуть бути передбачені з множиною довгастих штифтів 420, виконаних з можливістю утворення заглиблень 148 прокладки 110, зображеної на фіг. 3-4, а також з комбінацією штифтів 420 і порожнини 406 для утворення комбінації виступу 130 і заглиблень 148. Спосіб також включає в себе необов'язковийетап надання щонайменше одного упора 412 і зчеплення протилежних кінців упора з відповідною однією з пари формувальних пластин 400 для контролю стиснення заготовки 106. Нарешті, спосіб включає в себе етап витягання прокладки 110 із зчеплення з парою формувальних пластин 400. Таким чином, даний винахід був описаний настільки повно, ясно, лаконічно і точно, щоб дозволити будь-якому фахівцеві в даній галузі техніки зробити і використовувати те ж саме. Потрібно розуміти, що зміни, модифікації, еквіваленти і заміни компонентів конкретно описаних варіантів здійснення винаходу можуть бути зроблені фахівцями в даній галузі техніки, не виходячи за рамки суті і обсягу винаходу, визначених в прикладеній формулі винаходу. ФОРМУЛА ВИНАХОДУ 55 60 1. Спосіб виготовлення стисливої еластомерної прокладки із заданого полімерного матеріалу, який відрізняється тим, що він включає етапи: (a) забезпечення заготовки, яка включає в себе по суті тверде тіло, яке має задану форму поперечного перерізу, розташоване перпендикулярно центральній осі заготовки, і пару осьових кінців, причому кожний з пари осьових кінців має по суті плоску поверхню, розташовану перпендикулярно центральній осі, і центральне гніздо, виконане в щонайменше одній по суті плоскій поверхні; 3 UA 100690 C2 5 10 15 20 25 30 35 40 45 50 55 (b) забезпечення пари формувальних пластин, причому щонайменше одна з пари формувальних пластин має опукле кільце, утворене як одне ціле або прикріплене до однієї її поверхні; (c) розташування заготовки між парою формувальних пластин; (d) суміщення в осьовому напрямку опуклого кільця з відповідним центральним гніздом; (e) формування прокладки, яка має осьові виступи, що проходять назовні із щонайменше однієї по суті плоскої поверхні заготовки, яка має гніздо, виконане в ній; і (f) витягання прокладки із зчеплення з парою формувальних пластин. 2. Спосіб за п. 1, який відрізняється тим, що він включає додатковий етап лиття заготовки з круглим поперечним перерізом, розташованим перпендикулярно згаданій осі. 3. Спосіб за п. 1, який відрізняється тим, що він включає додатковий етап обробки на конус периферійної поверхні гнізда всередину під заданим кутом відносно центральної осі заготовки. 4. Спосіб за п. 1, який відрізняється тим, що етап (b) включає в себе етап забезпечення кожної з пари формувальних пластин опуклим кільцем і порожниною, суміщеною в осьовому напрямку з опуклим кільцем. 5. Спосіб за п. 4, який відрізняється тим, що етап (d) включає в себе етап суміщення зовнішньої периферійної кромки опуклого кільця з периферійною кромкою відповідного гнізда. 6. Спосіб за п. 1, який відрізняється тим, що він включає етап вибору полімерного матеріалу для лиття. 7. Спосіб за п. 6, який відрізняється тим, що він включає етап вибору полімерного матеріалу зі співполіефірного полімерного і/або співполіамідного матеріалу. 8. Спосіб за п. 7, який відрізняється тим, що етап (e) включає в себе етапи прикладання заданої сили в осьовому напрямку до вільної поверхні однієї з пари формувальних пластин, осьового попереднього стиснення заготовки до заданої висоти в стисненому стані прокладки, осьового зміщення матеріалу заготовки в отвір кільця і зняття прикладеної сили. 9. Спосіб за п. 8, який відрізняється тим, що етап (e) включає в себе етап попереднього стиснення заготовки до заданої орієнтації довгих молекулярних ланцюгів співполіефірного полімерного і/або співполіамідного матеріалу. 10. Спосіб за п. 8, який відрізняється тим, що етап (e) включає в себе етап попереднього стиснення прокладки до коефіцієнта форми, що дорівнює приблизно 3,33. 11. Спосіб за п. 8, який відрізняється тим, що етап (e) включає в себе етап прикладання осьової сили, що знаходиться в діапазоні від, приблизно, 750000 фунтів до, приблизно, 800000 фунтів. 12. Спосіб за п. 8, який відрізняється тим, що етап (e) включає в себе додаткові етапи забезпечення щонайменше одного упора і зчеплення протилежних кінців упора з відповідною однією з пари формувальних пластин для контролю попереднього стиснення заготовки. 13. Спосіб за п. 6, який відрізняється тим, що як полімерний матеріал вибирають співполіамідний матеріал. 14. Спосіб виготовлення стисливої еластомерної прокладки із заданого полімерного матеріалу, який відрізняється тим, що він включає етапи: (a) забезпечення заготовки, яка включає в себе по суті тверде тіло, яке має задану форму поперечного перерізу, розташоване перпендикулярно центральній осі заготовки, і пару осьових кінців, причому кожен з пари осьових кінців має по суті плоску поверхню, розташовану перпендикулярно центральній осі, і центральне гніздо, утворене в по суті плоскій поверхні; (b) забезпечення пари формувальних пластин, причому кожна з пари формувальних пластин має опукле кільце, яке розташоване на і проходить назовні від однієї її поверхні, і порожнину, утворену в одній поверхні з осьовим вирівнюванням з опуклим кільцем; (c) розташування заготовки між парою формувальних пластин так, щоб кожен з пари осьових кінців розташовувався напроти поверхні відповідної формувальної пластини; (d) суміщення в осьовому напрямку кожного опуклого кільця з відповідним центральним гніздом; (e) формування прокладки, що має пару осьових виступів, кожен з яких проходить назовні із відповідної поверхні заготовки, що має гніздо, виконане в ній, і (f) витягання прокладки із зчеплення з парою формувальних пластин. 15. Спосіб за п. 14, який відрізняється тим, що етап (e) включає в себе етап формування пари кільцевих пазів, кожен з яких оточує відповідний опуклий кільцевий виступ. 16. Спосіб за п. 15, який відрізняється тим, що він включає етап по суті зрівнювання об'єму опуклого кільцевого виступу з об'ємом кільцевого паза. 17. Спосіб виготовлення стисливої еластомерної прокладки із заданого полімерного матеріалу, який відрізняється тим, що він включає етапи: 4 UA 100690 C2 5 10 15 (a) забезпечення заготовки, що включає в себе по суті тверде тіло, яке має задану форму поперечного перерізу, розташоване перпендикулярно центральній осі заготовки, і пару осьових кінців, причому кожен з пари осьових кінців має по суті плоску поверхню, розташовану перпендикулярно центральній осі, і центральне гніздо, утворене в щонайменше одній по суті плоскій поверхні; (b) забезпечення пари формувальних пластин, причому щонайменше одна з пари формувальних пластин має опукле кільце, виконане як одне ціле з або прикріплене до однієї її поверхні, і порожнину, утворену в одній поверхні з осьовим вирівнюванням з опуклим кільцем; (c) розташування заготовки між парою формувальних пластин так, щоб кожен з пари осьових кінців розташовувався навпроти відповідної однієї з пари формувальних пластин; (d) суміщення в осьовому напрямку опуклого кільця з центральним гніздом; (e) формування прокладки, яка має осьовий виступ, що проходить назовні з поверхні заготовки, яка має гніздо, виконане в ній; і (f) витягання прокладки із зчеплення з парою формувальних пластин. 18. Спосіб за п. 17, який відрізняється тим, що етап (b) включає в себе етапи забезпечення кожної із пари формувальних пластин заданою множиною штифтів, розташування заданої множини видовжених штифтів в заданій конфігурації і з проходженням назовні з поверхні кожної формувальної пластини. 5 UA 100690 C2 6 UA 100690 C2 7 UA 100690 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of making elastomeric pad for compressible elastomeric spring
Автори англійськоюSprainis, Ronald, Ring, Michael E., Anderson, Bradley, Marlow, Jonathon
Назва патенту російськоюСпособ изготовления эластомерной прокладки для сжимаемой эластомерной пружины
Автори російськоюСпрейнис Рональд, Ринг Майкл Е., Андерсон Брэдли, Марлоу Джонатон
МПК / Мітки
Мітки: пружини, прокладки, стисливої, спосіб, виготовлення, еластомерної
Код посилання
<a href="https://ua.patents.su/10-100690-sposib-vigotovlennya-elastomerno-prokladki-dlya-stislivo-elastomerno-pruzhini.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення еластомерної прокладки для стисливої еластомерної пружини</a>
Пластина для стисливої еластомерної пружини
Номер патенту: 99287
Опубліковано: 10.08.2012
Автори: Спрейніс Рональд, Рінг Майкл Е., Марлоу Джонатон, Андерсон Бредлі
МПК: F16F 1/40
Мітки: пластина, стисливої, еластомерної, пружини
Формула / Реферат:
1. Пластина для стисливої еластомерної пружини, яка включає в себе прокладку, що визначає центральну вісь і має периферійну бічну поверхню й пару осьових кінців, при цьому кожна пара осьових кінців має плоску поверхню, розташовану під прямим кутом до центральної осі, причому пластина містить:пластинчастий елемент, що виконаний із заданого матеріалу і має кожне з: першої по суті плоскої поверхні, протилежної другої по суті плоскої...
Спосіб виготовлення стисливої еластомірної пружини
Номер патенту: 97519
Опубліковано: 27.02.2012
Автори: Спрейніс Рональд, Андерсон Бредлі, Рінг Майкл Е., Марлоу Джонатон
Мітки: виготовлення, пружини, стисливої, спосіб, еластомірної
Формула / Реферат:
1. Спосіб виготовлення стисливої еластомерної пружини, який включає етапи:(a) забезпечення щонайменше однієї стисливої еластомерної прокладки, що визначає центральну вісь і яка має пару осьових кінців, причому кожний з пари осьових кінців має по суті плоску поверхню, розташовану перпендикулярно центральній осі, і центральний опуклий виступ, утворений на ній;(b) забезпечення пари пластинчатих елементів, кожний з яких має...
Спосіб виготовлення гігієнічної прокладки
Номер патенту: 42663
Опубліковано: 15.10.2001
Автор: Пєєв Олександр Михайлович
МПК: A61F 13/15
Мітки: спосіб, прокладки, гігієнічної, виготовлення
Формула / Реферат:
1. Спосіб виготовлення гігієнічної прокладки, що включає формування шарів прокладки, переважно верхнього шару, що є проникним для рідини, абсорбуючого шару, поглинаючого рідину, та нижнього шару, що є непроникним для рідини, розташування розподільчого та абсорбуючого шарів між верхнім і нижнім шарами та з'єднання шарів між собою шляхом склеювання країв верхнього та нижнього шарів, який відрізняється тим, що склеювання країв верхнього та...
Спосіб виготовлення еластомерної оболонки ізолятора

Номер патенту: 29567
Опубліковано: 10.01.2008
Автори: Тарасенко Олег Леонідович, Оводов Андрій Васильович, Кульматицький Володимир Володимирович
МПК: H01B 17/00, H01B 19/00
Мітки: спосіб, еластомерної, виготовлення, оболонки, ізолятора
Формула / Реферат:
1. Спосіб виготовлення еластомерної оболонки ізолятора, що полягає в знежиренні зовнішньої поверхні склопластикового стержня і нанесенні на неї зв'язуючої речовини з подальшим розміщенням склопластикового стержня з нанесеною зв'язуючою речовиною в нагріту литтєву прес-форму, внутрішня поверхня якої визначає ребристу конфігурацію зовнішньої поверхні захисної ребристої оболонки полімерного ізолятора, введенні під тиском компонентів еластомеру...
Спосіб виготовлення ущільнюючої прокладки з термічно розщепленого графіту
Номер патенту: 7784
Опубліковано: 26.12.1995
Автори: Трефилов Віктор Іванович, Лукачевський Леонід Аркадійович, Косигін Едуард Петрович, Вішняков Леон Романович, Чернявський Юрій Олександрович
МПК: F16J 15/12
Мітки: графіту, термічної, спосіб, ущільнюючої, прокладки, виготовлення, розщепленого
Формула / Реферат:
1. Способ изготовления уплотнительной прокладки путем совместной прокатки в валках порошка на основе термически расщепленного графита и армирующего элемента в виде тонколистового металлического материала со сквозными отверстиями, отличающийся тем, что порошок графита предварительно гранулируют до размеров частиц 0,8-1,5 мм, создают вибрацию в зоне подачи порошка в валки, а прокатку ведут при коэффициенте трения между графитовым слоем и...
Попередній патент: Гербіцидна композиція
Випадковий патент: Спосіб добування газу для синтезу аміаку