Спосіб виготовлення гігієнічної прокладки
Формула / Реферат
1. Спосіб виготовлення гігієнічної прокладки, що включає формування шарів прокладки, переважно верхнього шару, що є проникним для рідини, абсорбуючого шару, поглинаючого рідину, та нижнього шару, що є непроникним для рідини, розташування розподільчого та абсорбуючого шарів між верхнім і нижнім шарами та з'єднання шарів між собою шляхом склеювання країв верхнього та нижнього шарів, який відрізняється тим, що склеювання країв верхнього та нижнього шарів здійснюють шляхом додаткового та одночасного впливу на краї температурою у діапазоні 45-85 °С та тиском у діапазоні 2,5-6,0 атм. протягом 0,12-0,2 секунд.
2. Спосіб по п. 1, який відрізняється тим, що абсорбуючий шар формують з целюлозної маси з додаванням абсорбуючого полімеру або без нього.
3. Спосіб по п. 2, який відрізняється тим, що як абсорбуючий полімер використовують натрієвий поліакрилат сіткової структури.
4. Спосіб по п. 1, який відрізняється тим, що верхній шар формують з перфорованої поліетиленової плівки, нетканого полотна або їх комбінації.
5. Спосіб по п. 1, який відрізняється тим, що одночасний вплив температури та тиску на краї верхнього та нижнього шарів здійснюють за допомогою двох попередньо розігрітих циліндричних робочих валів, які створюють задану температуру 45-85 °С та тиск 2,5-6,0 атм.
Текст
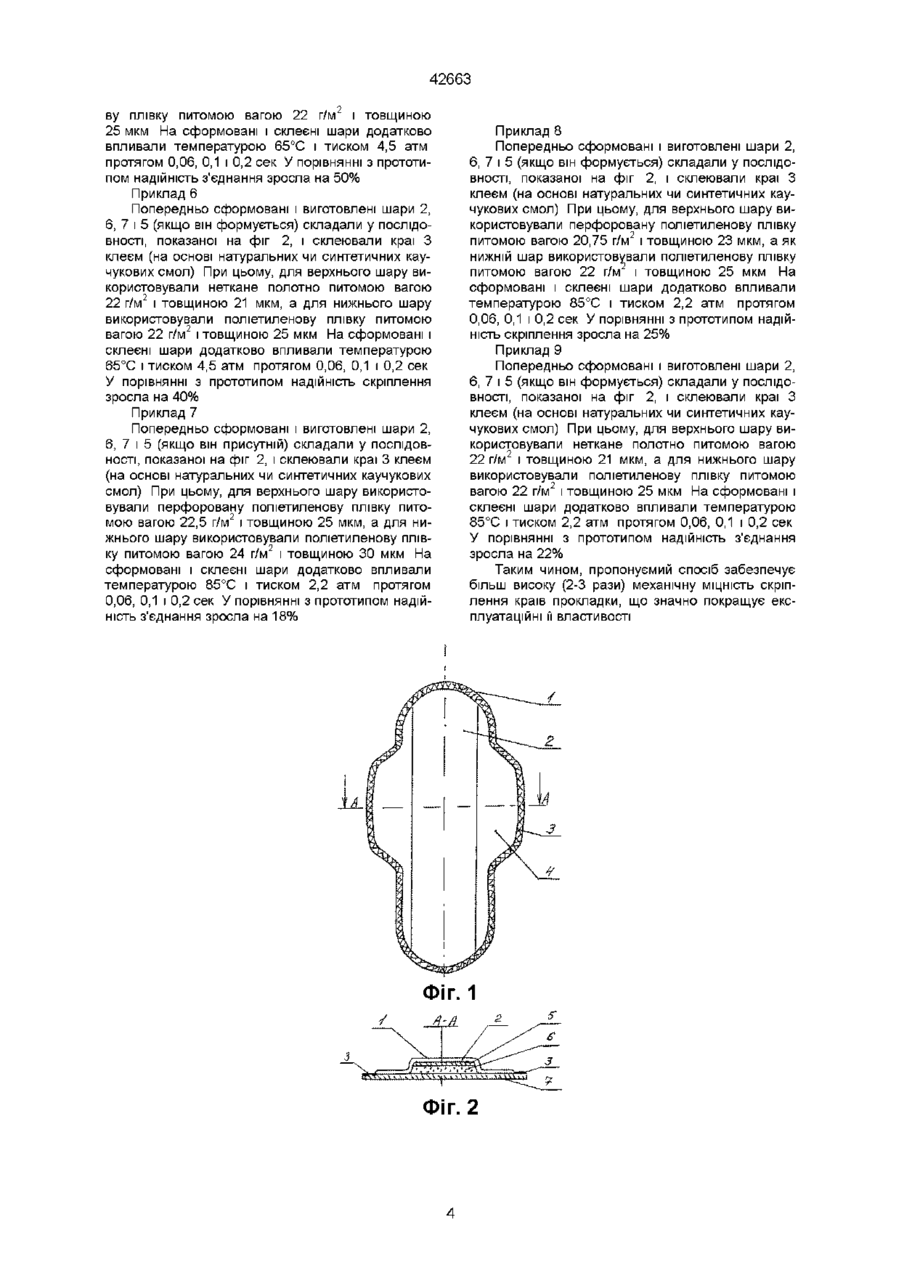
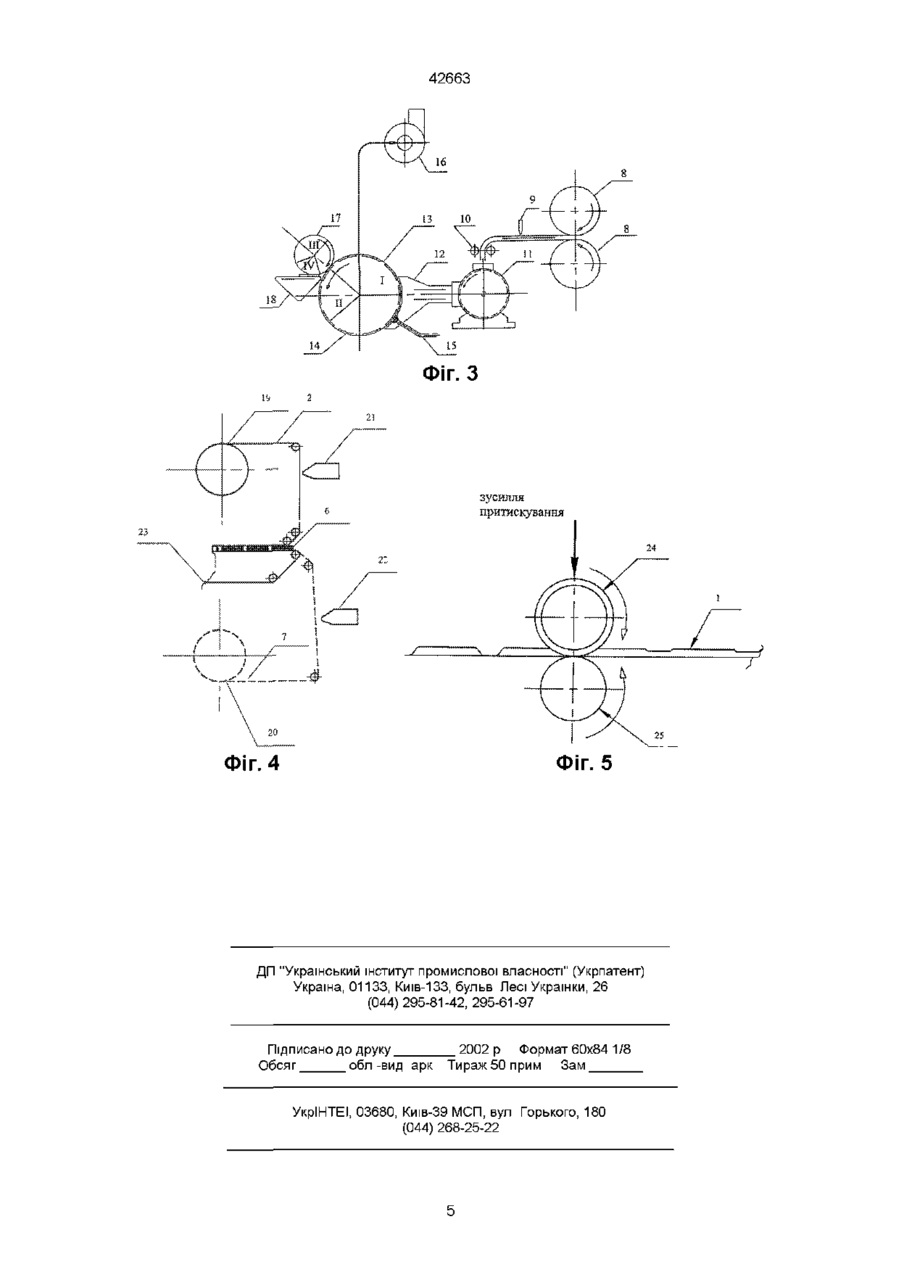
1 Спосіб виготовлення ГІГІЄНІЧНОЇ прокладки, що включає формування шарів прокладки, переважно верхнього шару, що є проникним для рідини, абсорбуючого шару, поглинаючого рідину, та нижнього шару, що є непроникним для рідини, розташування розподільчого та абсорбуючого шарів між верхнім і нижнім шарами та з'єднання шарів між собою шляхом склеювання країв верхнього та нижнього шарів, який відрізняється тим, що склеювання країв верхнього та нижнього шарів здійснюють шляхом додаткового та одночасного впливу на краї температурою у діапазоні 45-85°С та тиском у діапазоні 2,5-6,0 атм протягом 0,120,2 секунд 2 Спосіб по п 1, який відрізняється тим, що абсорбуючий шар формують з целюлозної маси з додаванням абсорбуючого полімеру або без нього 3 Спосіб по п 2, який відрізняється тим, що як абсорбуючий полімер використовують натрієвий поліакрилат сіткової структури 4 Спосіб по п 1, який відрізняється тим, що верхній шар формують з перфорованої поліетиленової плівки, нетканого полотна або їх комбінації 5 Спосіб по п 1, який відрізняється тим, що одночасний вплив температури та тиску на краї верхнього та нижнього шарів здійснюють за допомогою двох попередньо розігрітих циліндричних робочих валів, які створюють задану температуру 4585°С та тиск 2,5-6,0 атм Винахід відноситься до способів виготовлення санітарно-гігієнічних засобів, а саме, до способів виготовлення ГІГІЄНІЧНИХ прокладок, та може бути використаний для виготовлення жіночих ГІГІЄНІЧНИХ прокладок Відомий спосіб виготовлення ГІГІЄНІЧНОЇ прокладки, що включає формування шарів прокладки та їх певне розміщення Скріплення шарів прокладки здійснюють загортанням цих шарів навколо подовжньої ВІСІ прокладки суцільним верхнім шаром прокладки, який являє собою нетканий матеріал, добре пропускаючий рідину (ТУ 9452-0014045в38-96 "Прокладки женские гигиенические "ЛИНДА" Технические условия Россия 1996 г) Проте, такий спосіб виготовлення прокладки є ненадійним, так як прокладка у бічних місцях протирається та часто рветься, що призводить до неможливості и ефективного користування Найбільш близьким до пропонуємого винаходу по технічній суті та досягаемому результату є спосіб виготовлення ГІГІЄНІЧНОЇ прокладки, реалізований у пристрої за патентом Російської Федерації №2122846, МКВ A61F13/15, опубл 10 12 1998, заявник Кімберлі-КпаркУорлдвайд, Інк (US) Відомий спосіб виготовлення прокладки передбачає формування верхнього шару, проникного для рідини, абсорбуючого шару, поглинаючого рідину та нижнього шару, непроникненого для рідини Абсорбуючий шар розташовують між верхнім та нижнім шарами прокладки При цьому, верхній та нижній шари прокладки мають виступаючі бічні кромки, за допомогою яких і створюється скріплення шарів у єдиний виріб, шляхом склеювання виступаючих країв Суттєвим недоліком вище вказаного технічного рішення є недостатня механічна МІЦНІСТЬ клеєвого з'єднання країв верхнього та нижнього шарів При впливі фізичних та механічних факторів (наявності біологічних рідин, тертя і т ш) відбувається відшарування склеєних країв, що у кінцевому результаті призводить до необоротного порушення суцільності прокладки та до втрати и головних функцій з захисту нижньої білизни Таким чином, вказаний недолік погіршує споживчі властивості прокладки В основу винаходу поставлена технічна задача розробити спосіб виготовлення ГІГІЄНІЧНОЇ прокладки, який би дозволив покращити споживчі властивості прокладки за рахунок підвищення механічної МІЦНОСТІ клеєвого з'єднання країв верхнього та нижнього шарів Ця технічна задача вирішується за рахунок того, що у способі виготовлення ГІГІЄНІЧНОЇ проклад CO (О (О 42663 ки, що включає формування шарів прокладки, переважно верхнього шару, що є проникним для рідини, абсорбуючого шару, поглинаючого рідину, нижнього шару, що є непроникним для рідини, з'єднання шарів у прокладці між собою шляхом склеювання країв верхнього та нижнього шарів, згідно винаходу, склеювання країв верхнього та нижнього шарів здійснюють під тиском 2,5-6,0 атм та при температурі 45-85°С При цьому, склеювання під тиском 2,5-6,0 атм та при температурі 45-85°С здійснюють протягом 0,06-0,2 секунд А одночасний вплив температури та тиску на краї здійснюють за допомогою двох попередньо розігрітих циліндричних робочих валів, що створюють задану температуру 45-85°С та тиск 2,56,0 атм на краї верхнього та нижнього шарів При цьому, - абсорбуючий шар формують, наприклад, з целюлозної маси з додаванням абсорбентного полімера або без нього, як абсорбентний полімер використовують, наприклад, натрієвий поліакрилат сіткової структури, марки FAVOR SX FAM, що виготовляється фірмою Stockhausen, Німеччина, - верхній шар формують з перфорованої поліетиленової плівки, нетканого полотна або їх комбіницм, - нижній шар формують з матеріала, що є непроникним для рідини Як клеючий матеріал може використовуватися клей на основі натуральних або синтетичних каучукових смол Суть винаходу пояснюється кресленнями На фіг 1 - зображений один з видів прокладок, що виготовлений за наведеним способом На фіг 2 - зображення розрізу прокладки по ААфіг 1 На фіг 3 - зображена принципова схема пристрою (одного з варіантів) формування абсорбуючого шару прокладки На фіг 4 - зображена принципова схема пристрою (одного з варіантів) формування багатошарового полотна прокладки На фіг 5 - зображена принципова схема пристрою для склеювання країв прокладки Гігієнічна прокладка 1 (фіг 1, 2) включає верхній шар 2, краї 3, дві бічні кромки 4, розподільчий шар 5 (якщо він присутній), абсорбуючий шар 6, нижній шар 7 Один з варіантів пристрою, реалізуючого операцію формування абсорбучого шару (фіг 3), містить засіб для розмотування целюлозного полотна з рулонів 8, прилад для зволоження целюлози 9, подавальні вали 10, млин 11, пневмопровід 12, формуючий барабан 13, по периметру якого встановлені форми 14, дозатор 15 абсорбуючого полімера, пристрій для створення різрядження 16 у формуючому барабані 13, транспортувальний барабан 17, транспортер 18 Один з варіантів прострою, реалізуючого операцію формування багатошарового полотна прокладки (фіг 4), містить пристрій розмотування 19, 20, пристрої для нанесення клея 21, 22, транспортер 23 багатошарового полотна прокладки Пристрій для склеювання країв прокладки (фіг 5) містить циліндричні робочі вали 24, 25 Спосіб виготовлення ГІГІЄНІЧНОЇ прокладки здійснюється таким чином Спочатку формують окремі шари прокладки 1 (фіг 1-2) Верхній шар 2 формують з перфорованої поліетиленової плівки, нетканого полотна або їх комбінації, який швидко пропускає рідину та перешкоджає и поверненню назад Розподільчий шар 5 (якщо він присутній) призначений для рівномірного розподілення біологічної рідини, що з верхнього шару, по всій поверхні абсорбуючого шару Розподільчий шар (якщо він присутній) формують та розташовують одразу за верхнім шаром Абсорбуючий шар 6 призначений для поглинання та утримання рідини Його формують, наприклад (фіг 3), з целюлозної маси з додаванням абсорбентного полімера або без нього таким чином Целюлозне полотно розмотують з рулонів 8 та для підвищення рівномірності розмеленої масі піддають целюлозне полотно зволоженню за допомогою приладу 9, після чого за допомогою подавальних валів 10 зволожене полотно подають у молотковий млин 11 У молотковому млині встановлені ножі, частина з яких є нерухомі, а ІНШІ приводяться у рух асинхронним двигуном змінного струму Після подрібнення у молотковому млину целюлозу подають по пневмопроводу 2 на формуючий барабан 13 для формування абсорбуючого шару По периметру формуючого барабану встановлені форми 7 необхідного розміру (залежно від модифікації прокладки), які заповнюються подрібненою целюлозою Одночасно у форми заповняємі целюлозою може подаватися абсорбентний порошок 5 Формовий барабан складається з двох секцій з різним рівнем розрядження, одна секція (І) з великим розрядженням для формування абсорбуючого шару, інша (II) з меншим розрядженням для передачі даного шару на транспортувальний барабан 17, з якого абсорбуючий шар передають на транспортер 18 Барабан передачі шара на траноспортерну стрічку також має дві секції з різним рівнем розрядження Одна секція з великим рівнем (III) розрядження служить для виймання сформованого абсорбуючого шару з форми формового барабану, а інша (IV) для передачі цього шару на транспортер Розрядження у барабанах створюють розряджувальним пристроєм 16 Транспортер 18 являє собою вакуумний конвейєр з перфорованою стрічкою, у середині конвейєра створене розрядження для утримання сформованого абсорбуючого шару 6 на поверхні транспортера Нижній шар 7 призначений для екранування та перешкоджання проникненню рідини назовні, так як у подальшому прокладка нижнім шаром кріпиться до нижньої білизни за допомогою сформованої на ньому клейкої ділянки (останнє на кресленнях не показано) У процесі формування шарів на їх поверхню наноситься клей, за допомогою якого склеюваються краї верхнього та нижнього шарів Одночасно зі скріпленням шарів по боках прокладки, як одне ціле з нею, формують два крильця, які при використанні обгортаються коло країв білизни, забезпечу 42663 ючи и підвищений захист та більш надійне кріплення прокладки до білизни Коли сформовані всі шари їх розташовують, як це показано на фіг 2 Таке розміщення шарів у процесі виготовлення прокладки може бути реалізоване, наприклад, шляхом формування багатошарового полотна ГІГІЄНІЧНОЇ прокладки (фіг 4), що полягає у одночасному або послідовному з'єднанні між собою не менше двох матеріалів Матеріали верхнього 2 та нижнього 7 шарів розмотуються пристроями розмотування 19, 20 Після розмотування матеріали 2 та 7 покриваються за допомогою пристроїв 21, 22 клеєм Одночасно між верхнім та нижнім шаром подається абсорбуючий шар 6 та таким чином створюється багатошарове полотно, з якого у подальшому, після скріплення країв, здійснюють вирубку готових виробів (на кресленні не показано) Для підвищення механічної МІЦНОСТІ з'єднання країв прокладки, склеювання країв верхнього 2 та нижнього 7 шарів здійснюють при температурі 4585°С та тиску 2,5-6,0 атм протягом 0,12-0,2 сек Це здійснюють за допомогою двох попердньо розігрітих циліндричних робочих валів 24 та 25 (фіг 5) Проходячи між валами 24, 25, прокладка 1 надійно скріплюється по периметру Скріплення здійснюється шляхом стискання полотна між двома циліндричними робочими валами Тиск між робочими валами може змінюватися в діапазоні 2,56,0 атм Одночасно поверхня робочих органів розігрівається та підтримувається у межах 45-85°С Сполука ВІДПОВІДНОГО впливу тиску та температури на полотно зі сторони робочих валів дозволяє підвищити пластичність використовуємих матеріалів верхнього та нижнього шарів полотна та підвищити адгезію клеєвого шару (за рахунок переходу останнього у пластичний стан) В результаті цього підвищується МІЦНІСТЬ з'єднання шарів між собою, тобто комбінування величин температури нагріву поверхонь робочих валів та зусілля їх стиску дозволяє домогтися необхідної якості з'єднання шарів полотна Діапазон температур нагріву та зусілля стиску робочих органів пояснюється властивостями матеріалів, що скріплюються Дослідженнями було встановлено, що при склеюванні країв прокладки при температурі нижче 45°С та вище 85°С і тиску нижче 2,5 атм та вище 6,0 атм протягом 0,06-0,2 сек погіршується механічна МІЦНІСТЬ клеєвого з'єднання країв верхнього та нижнього шарів прокладки порівняно з прототипом При цьому, необхідно ВІДМІТИТИ, що температура плавління поліетилену, з якого виготовлений нижній із скріпляємих шарів, є max 120°C, а клей, присутній між шарами, має температуру плавління 90-100°С та точку розм'ягшення 85°С, що є верхньою межею температури, що застосовується у технологічному процесі При підвищенні цієї межі клей розплавляється та, переходячи у рідинний стан, може проступити крізь верхній шар виробу, який є проникним для рідини При температурі нижче 45°С або тиску нижче 2,5 атм вплив на матеріали виявляється недостатньо сильним, в результаті чого не досягається якісне скріплення матеріалів між собою, а тиск більше 6 атм призводить до механічного пошкодження верхнього та нижнього шарів прокладки Приклад 1 Попередньо сформовані і виготовлені шари 2, 6, 7 і 5 (якщо він формується) складали у ПОСЛІДОВНОСТІ, показаної на фіг 2, і склеювали краї З клеєм (на основі натуральних чи синтетичних каучукових смол) При цьому, для верхнього шару використовували перфоровану поліетиленову плівку питомою вагою 22,5 г/м2 і товщиною 25 мкм, а для нижнього шару використовували поліетиленову плівку питомою вагою 24 г/м і товщиною ЗО мкм На сформовані і склеєні шари додатково впливали температурою 45°С і тиском 6 атм протягом 0,06, 0,1 і 0,2 сек У порівнянні з прототипом надійність скріплення зросла на 10% Приклад 2 Попередньо сформовані і виготовлені шари 2, 6, 7 і 5 (якщо він формується) складали у ПОСЛІДОВНОСТІ, показаної на фіг 2, і склеювали краї З клеєм (на основі натуральних чи синтетичних каучукових смол) При цьому, для верхнього шару використовували перфоровану поліетиленову плівку питомою вагою 20,75 г/м2 і товщиною 23 мкм, а для нижнього шару використовували поліетиленову плівку питомою вагою 22 г/м2 і товщиною 25 мкм На сформовані і склеєні шари додатково впливали температурою 45°С і тиском 6 атм протягом 0,06, 0,1 і 0,2 сек У порівнянні з прототипом надійність з'єднання зросла на 15% Приклад З Попередньо сформовані і виготовлені шари 2, 6, 7 і 5 (якщо він формується) складали у ПОСЛІДОВНОСТІ, показаної на фіг 2, і склеювали краї З клеєм (на основі натуральних чи синтетичних каучукових смол) При цьому, для верхнього шару використовували неткане полотно питомою вагою 22 г/м2 і товщиною 21 мкм, а для нижнього шару використовували поліетиленову плівку питомою вагою 22 г/м2 і товщиною 25 мкм На сформовані і склеєні шари додатково впливали температурою 45°С і тиском 6 атм протягом 0,06, 0,1 і 0,2 сек У порівнянні з прототипом надійність з'єднання зросла на 12% Приклад 4 Попередньо сформовані і виготовлені шари 2, 6, 7 і 5 (якщо він формується) складали у ПОСЛІДОВНОСТІ, показаної на фіг 2, і склеювали краї З клеєм (на основі натуральних чи синтетичних каучукових смол) При цьому, для верхнього шару використовували перфоровану поліетиленову плівку питомою вагою 22,5 г/м2 і товщиною 25 мкм, а для нижнього шару використовували поліетиленову плівку питомою вагою 24 г/м і товщиною ЗО мкм На сформовані і склеєні шари додатково впливали температурою 65°С і тиском 4,5 атм протягом 0,06, 0,1 і 0,2 сек У порівнянні з прототипом надійність з'єднання зросла на 30% Приклад 5 Попередньо сформовані і виготовлені шари 2, 6, 7 і 5 (якщо він формується) складали у ПОСЛІДОВНОСТІ, показаної на фіг 2, і склеювали краї З клеєм (на основі натуральних чи синтетичних каучукових смол) При цьому, для верхнього шару використовували перфоровану поліетиленову плівку питомою вагою 20,75 г/м2 і товщиною 23 мкм, а для нижнього шару використовували поліетилено 42663 ву плівку питомою вагою 22 г/м і товщиною 25 мкм На сформовані і склеєні шари додатково впливали температурою 65°С і тиском 4,5 атм протягом 0,06, 0,1 і 0,2 сек У порівнянні з прототипом надійність з'єднання зросла на 50% Приклад 6 Попередньо сформовані і виготовлені шари 2, 6, 7 і 5 (якщо він формується) складали у ПОСЛІДОВНОСТІ, показаної на фіг 2, і склеювали краї З клеєм (на основі натуральних чи синтетичних каучукових смол) При цьому, для верхнього шару використовували неткане полотно питомою вагою 22 г/м2 і товщиною 21 мкм, а для нижнього шару використовували поліетиленову плівку питомою вагою 22 г/м2 і товщиною 25 мкм На сформовані і склеєні шари додатково впливали температурою 65°С і тиском 4,5 атм протягом 0,06, 0,1 і 0,2 сек У порівнянні з прототипом надійність скріплення зросла на 40% Приклад 7 Попередньо сформовані і виготовлені шари 2, 6, 7 і 5 (якщо він присутній) складали у ПОСЛІДОВНОСТІ, показаної на фіг 2, і склеювали краї 3 клеєм (на основі натуральних чи синтетичних каучукових смол) При цьому, для верхнього шару використовували перфоровану поліетиленову плівку питомою вагою 22,5 г/м2 і товщиною 25 мкм, а для нижнього шару використовували поліетиленову плівку питомою вагою 24 г/м2 і товщиною ЗО мкм На сформовані і склеєні шари додатково впливали температурою 85°С і тиском 2,2 атм протягом 0,06, 0,1 і 0,2 сек У порівнянні з прототипом надійність з'єднання зросла на 18% Приклад 8 Попередньо сформовані і виготовлені шари 2, 6, 7 і 5 (якщо він формується) складали у ПОСЛІДОВНОСТІ, показаної на фіг 2, і склеювали краї З клеєм (на основі натуральних чи синтетичних каучукових смол) При цьому, для верхнього шару використовували перфоровану поліетиленову плівку питомою вагою 20,75 г/м2 і товщиною 23 мкм, а як нижній шар використовували поліетиленову плівку питомою вагою 22 г/м і товщиною 25 мкм На сформовані і склеєні шари додатково впливали температурою 85°С і тиском 2,2 атм протягом 0,06, 0,1 і 0,2 сек У порівнянні з прототипом надійність скріплення зросла на 25% Приклад 9 Попередньо сформовані і виготовлені шари 2, 6, 7 і 5 (якщо він формується) складали у ПОСЛІДОВНОСТІ, показаної на фіг 2, і склеювали краї З клеєм (на основі натуральних чи синтетичних каучукових смол) При цьому, для верхнього шару використовували неткане полотно питомою вагою 22 г/м2 і товщиною 21 мкм, а для нижнього шару використовували поліетиленову плівку питомою вагою 22 г/м2 і товщиною 25 мкм На сформовані і склеєні шари додатково впливали температурою 85°С і тиском 2,2 атм протягом 0,06, 0,1 і 0,2 сек У порівнянні з прототипом надійність з'єднання зросла на 22% Таким чином, пропонуємий спосіб забезпечує більш високу (2-3 рази) механічну МІЦНІСТЬ скріплення країв прокладки, що значно покращує експлуатаційні її властивості Фіг. 2 42663 19 2 Фіг. 5 ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Киів-133, бульв Лесі Українки, 26 (044)295-81-42, 295-61-97 Підписано до друку Обсяг обл -вид арк 2002 р Формат 60x84 1/8 Тираж 50 прим Зам УкрІНТЕІ, 03680, Киів-39 МСП, вул Горького, 180 (044) 268-25-22
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing hygienic pad
Автори англійськоюPieiev Oleksandr Mykhailovych
Назва патенту російськоюСпособ изготовления гигиенической прокладки
Автори російськоюПеев Александр Михайлович
МПК / Мітки
МПК: A61F 13/15
Мітки: виготовлення, прокладки, спосіб, гігієнічної
Код посилання
<a href="https://ua.patents.su/5-42663-sposib-vigotovlennya-gigiehnichno-prokladki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гігієнічної прокладки</a>
Спосіб виготовлення ущільнювальної прокладки
Номер патенту: 34694
Опубліковано: 15.03.2001
Автори: Місютинський Віктор Вікторович, Вільчинський Юрій Михайлович, Мураховський Анатолій Вікторович, Кулик Валентин Степанович
МПК: F16J 15/12
Мітки: ущільнювальної, виготовлення, прокладки, спосіб
Формула / Реферат:
Спосіб виготовлення ущільнювальної прокладки шляхом сумісної прокатки в валках термічне розщепленого графіту і армуючого елементу, який відрізняється тим, що термічне розщеплений графіт попередньо ущільнюють до утворення графітової стрічки щільністю 0,35-0,45 г/см3, одержану стрічку накладають на армуючий елемент з обох сторін і прокатують в валках з наростаючим зусиллям до забезпечення щільності покриття 0,9-1,1 г/см3.
Спосіб виготовлення ущільнюючої прокладки з термічно розщепленого графіту
Номер патенту: 7784
Опубліковано: 26.12.1995
Автори: Вішняков Леон Романович, Косигін Едуард Петрович, Лукачевський Леонід Аркадійович, Чернявський Юрій Олександрович, Трефилов Віктор Іванович
МПК: F16J 15/12
Мітки: прокладки, розщепленого, виготовлення, ущільнюючої, спосіб, графіту, термічної
Формула / Реферат:
1. Способ изготовления уплотнительной прокладки путем совместной прокатки в валках порошка на основе термически расщепленного графита и армирующего элемента в виде тонколистового металлического материала со сквозными отверстиями, отличающийся тем, что порошок графита предварительно гранулируют до размеров частиц 0,8-1,5 мм, создают вибрацию в зоне подачи порошка в валки, а прокатку ведут при коэффициенте трения между графитовым слоем и...
Спосіб безтраншейної прокладки трубопроводу теплової мережі
Номер патенту: 41785
Опубліковано: 17.09.2001
Автори: Санков Георгій Олександрович, Менайлов Олексій Миколайович, Гончаренко Дмитро Федорович
МПК: E21D 9/04
Мітки: теплової, прокладки, мережі, спосіб, безтраншейної, трубопроводу
Формула / Реферат:
Спосіб безтраншейної прокладки трубопроводу тепломережі в нестійких водонасичених ґрунтах шляхом продавлювання захисної труби-футляра і наступного проштовхування в неї теплопроводу, який відрізняється тим, що в футляр проштовхують теплопровід з дренажними трубками, які розташовані між ковзними опорами і, витаскуючи футляр, одночасно закладають в кільцевий зазор пісок крупністю не менш 1 мм.
Пристрій для безтраншейної прокладки підземних трубопроводів
Номер патенту: 716
Опубліковано: 15.02.2001
Автори: Соколов Павєл Алєксандровіч, Плавскіх Владімір Дмітрієвіч, Грігоращєнко Владімір Алєксандровіч
МПК: E02F 5/16
Мітки: підземних, безтраншейної, пристрій, трубопроводів, прокладки
Формула / Реферат:
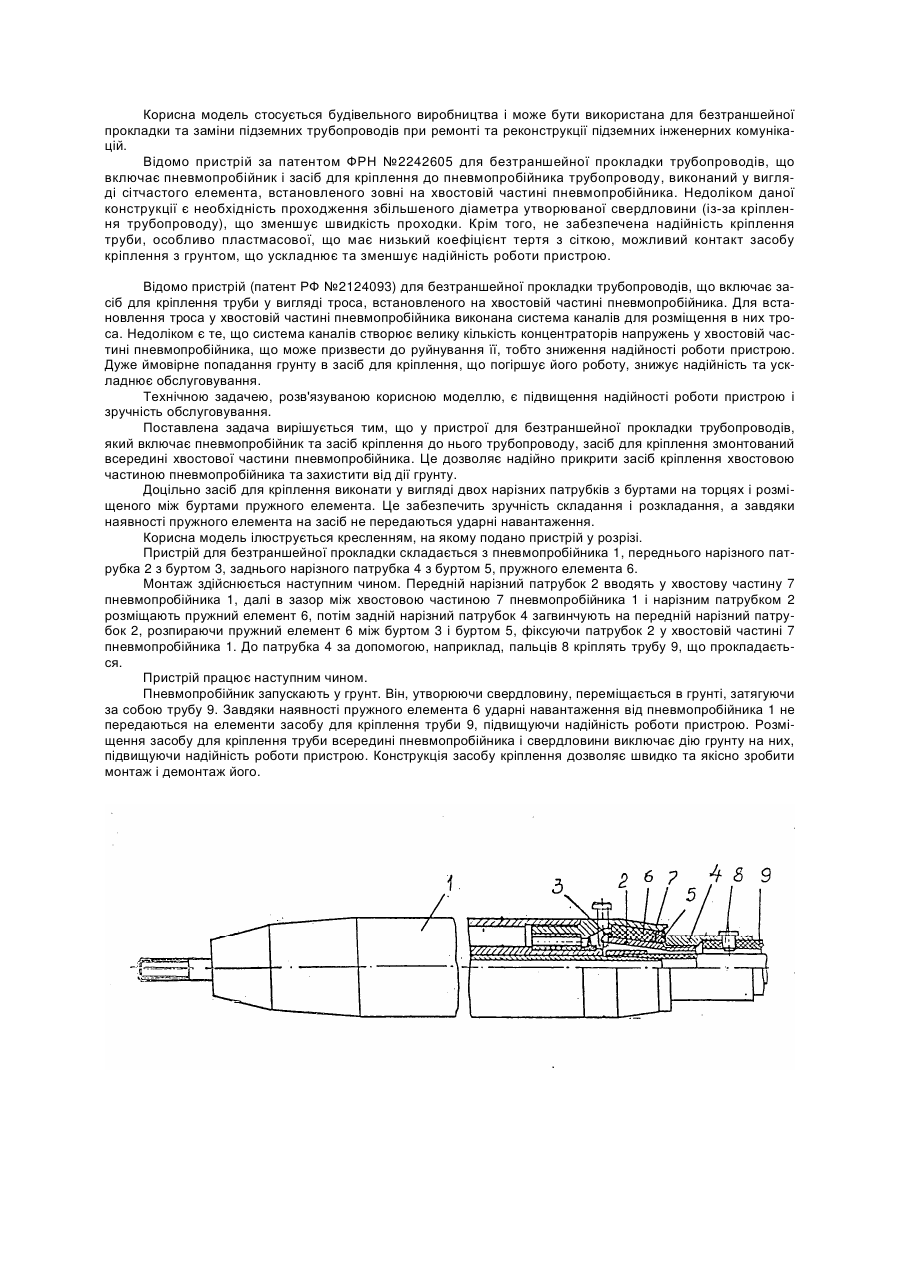
1. Пристрій для безтраншейної прокладки підземних трубопроводів, що включає пневмопробійник та засіб для кріплення до пневмопробійника трубопроводу, який відрізняється тим, що засіб для кріплення змонтований всередині хвостової частини пневмопробійника.2. Пристрій за п. 1, який відрізняється тим, що засіб для кріплення трубопроводу виконаний у вигляді двох нарізних патрубків з буртами на торцях і розміщеного між буртами пружного ...
Спосіб формування виробки та прокладки шахтних комунікацій в ній
Номер патенту: 4683
Опубліковано: 28.12.1994
Автори: Рудий Ігор Валентинович, Гайко Едуард Йосипович, Розенталь Мойсей Борисович, Доронін Олександр Дмитрович
МПК: E21C 41/18
Мітки: шахтних, прокладки, ній, виробки, спосіб, комунікацій, формування
Формула / Реферат:
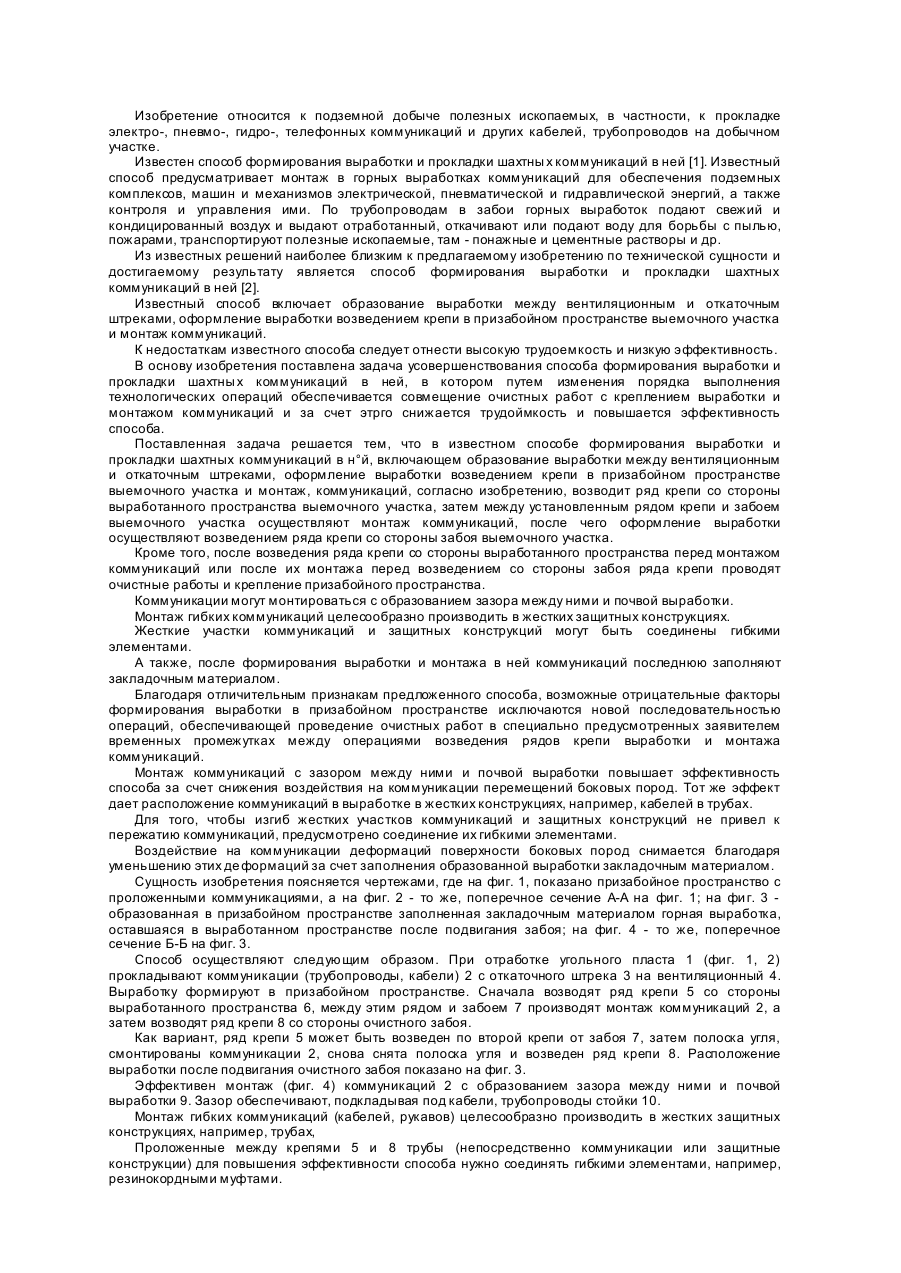
1. Способ формирования выработки прокладки шахтных коммуникаций в ней, включающий образование выработки между вентиляционным и откаточным штреками, оформление выработки возведением крепи в призабойном пространстве выемочного участка и монтажа коммуникаций, отличающийся тем, что возводят ряд крепи со стороны выработанного пространства выемочного участка, затем между установленными рядом крепи и забоем выемочного участка осуществляют монтаж...
Попередній патент: Лікувальний засіб з протипаразитарною, антимікробною і противірусною дією
Наступний патент: Напій слабоалкогольний газований “діамант-джин-тонік”
Випадковий патент: Спосіб очищення клеровки тростинного цукру-сирцю