Прокатна чотиривалкова кліть для прокатки-поділу сортових заготівок
Номер патенту: 100693
Опубліковано: 25.01.2013
Автори: Нєфєдьєв Олександр Сергійович, Нєфєдьєв Сергій Павлович
Формула / Реферат
1. Прокатна чотиривалкова кліть для прокатки-поділу сортових заготівок, яка включає верхнє й нижнє коромисла кліті, чотири робочі валки дискового типу, що обтискають розкат у двох взаємно перпендикулярних напрямках, а також привод на два або чотири валки, яка відрізняється тим, що валки попарно змонтовані на верхньому й нижньому коромислах кліті в консольному виконанні, розташовані Х-подібно й утворюють разом з коромислами деформуючо-поділяючий вузол, причому робочі поверхні всіх чотирьох валків утворюють центральний калібр для триниткового розкату, ідентичний або відмінний по формі і площі бічних калібрів, які утворюють робочі поверхні лівої і правої пар валків, відповідно, крім того як верхнє, так і нижнє коромисла мають приводний вал, змонтований у циліндричній проточці коромисла на підшипниках кочення, що має з одного кінця хвостовик для привода вала, а з іншого кінця - посадкову ділянку зі шпонкою для монтажу робочого валка, а також нерухому вісь для монтажу на підшипниках кочення другого холостого або приводного робочого валка, причому другий приводний робочий валок одержує обертання через хвостовик, який закріплений співвісно з робочим валком і передає йому крутний момент через торцеву шпонку, при цьому кут між осями обертання робочих валків на коромислі становить 90° або більше, а верхнє й нижнє коромисла з'єднані між собою чотирма стяжними гвинтами, що мають з одного кінця ліву різьбу, а з іншого - праве, та чотирма гайками з правою різьбою і чотирма гайками з лівою різьбою, закріпленими у вушках коромисел, при цьому деформуючо-поділяючий вузол оснащено двома механізмами обертання для передньої й задньої пар стяжних гвинтів, виконаними з можливістю зміни зазору між верхньою й нижньою парами валків шляхом обертання обох механізмів на однакове число обертів або зміни кута міжкоромислами, а значить і кута між лінією прокатки й зовнішніми поверхнями валків, шляхом обертання механізмів на різне число обертів, що дозволяє діяти цими поверхнями на крайні нитки розкату розклинюючи.
Текст
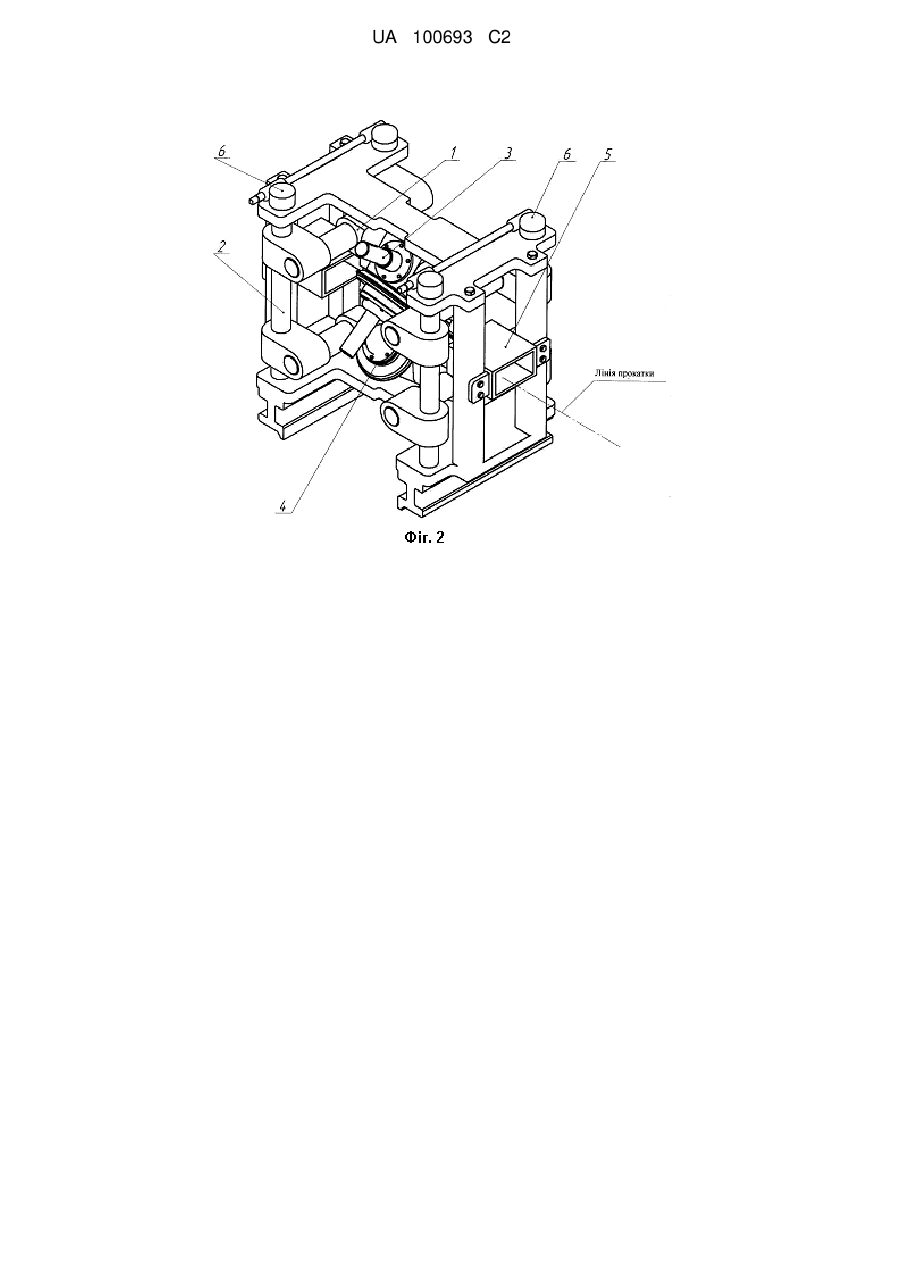
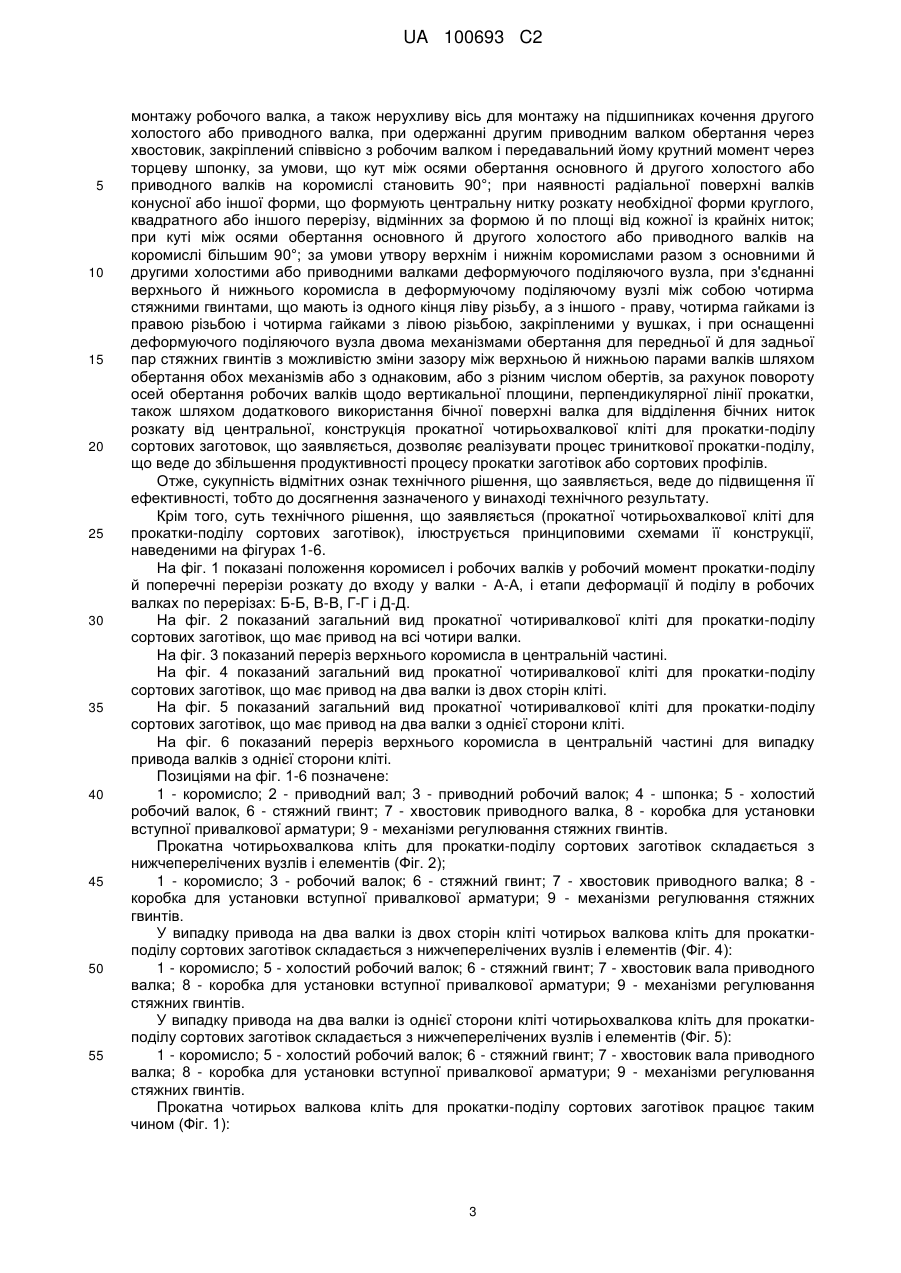
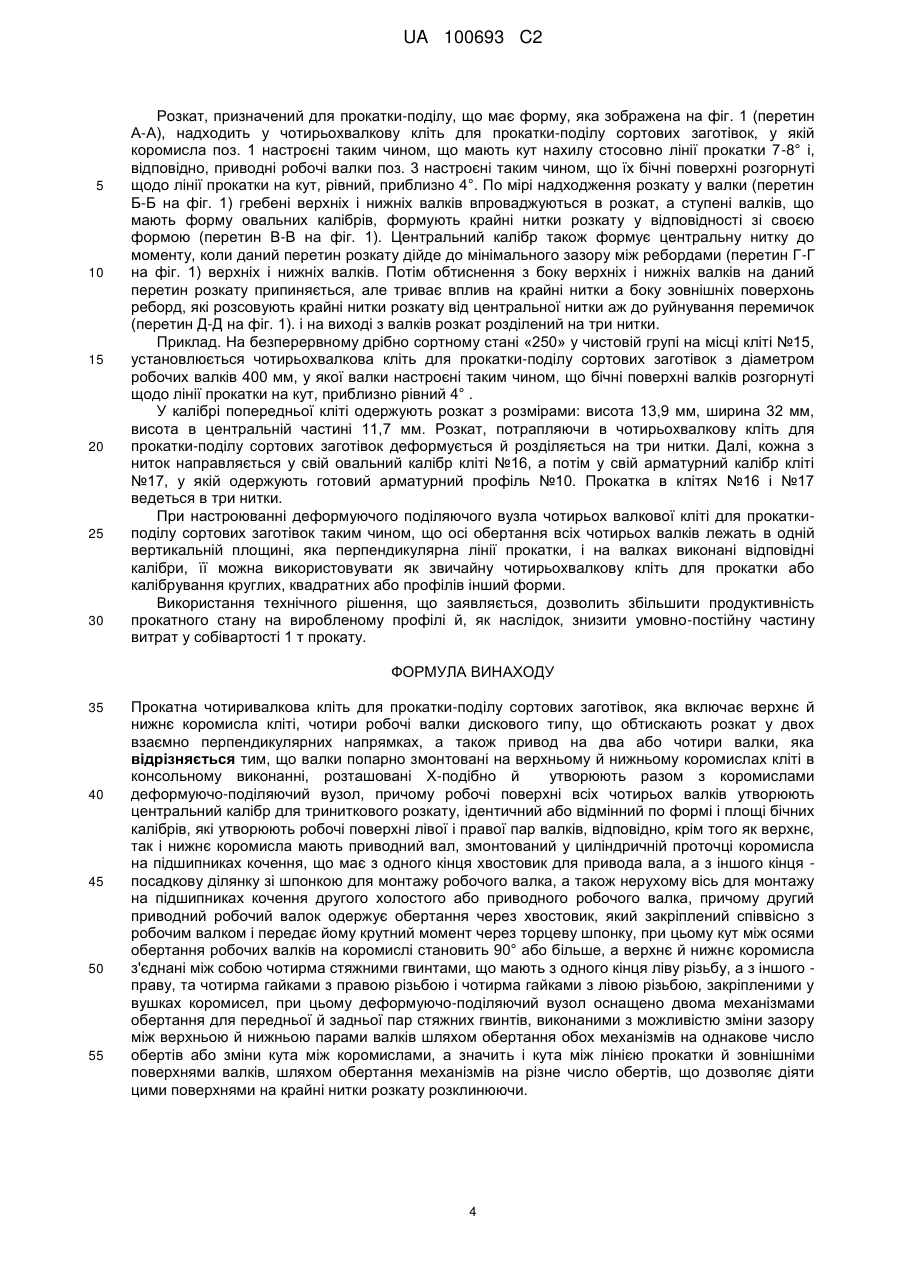
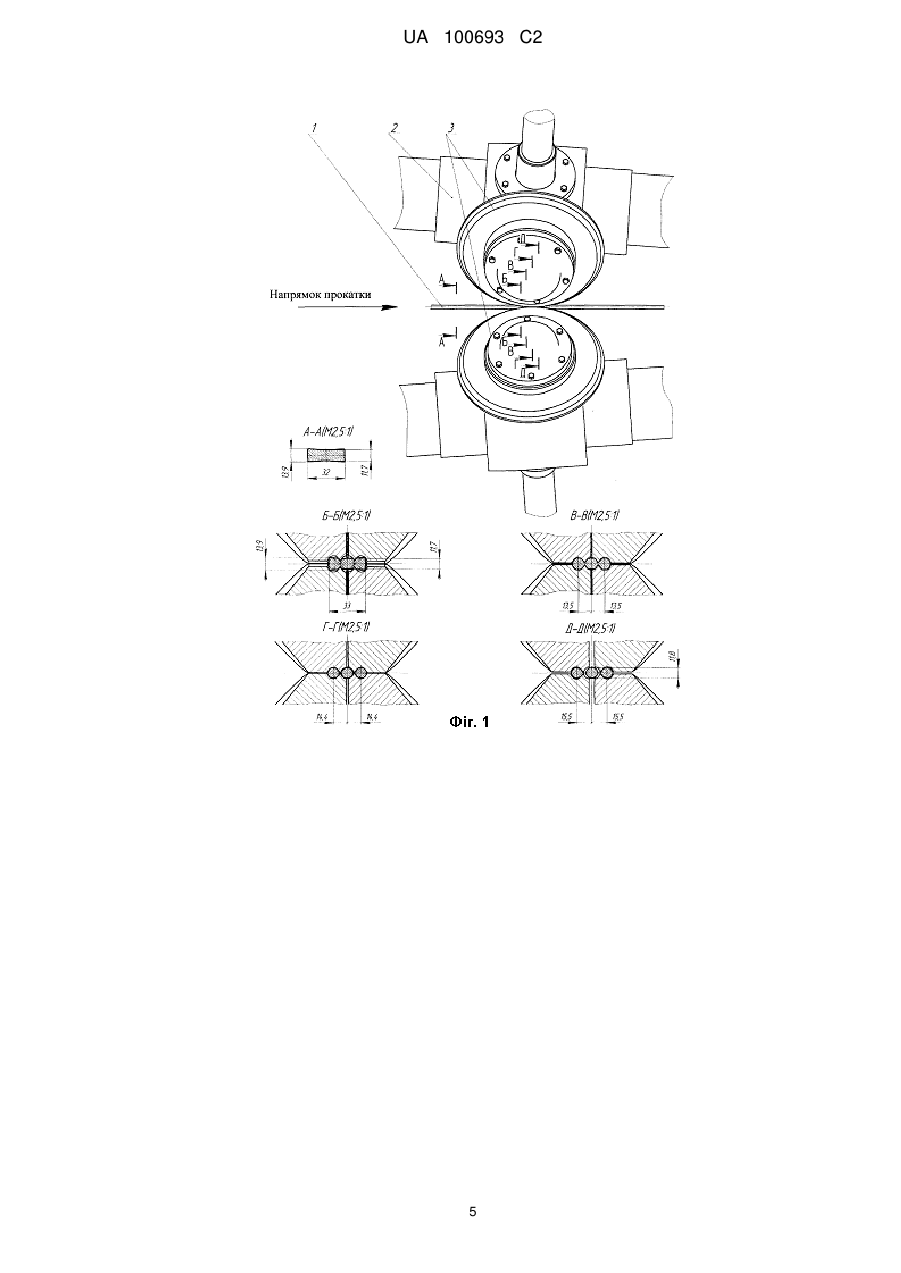
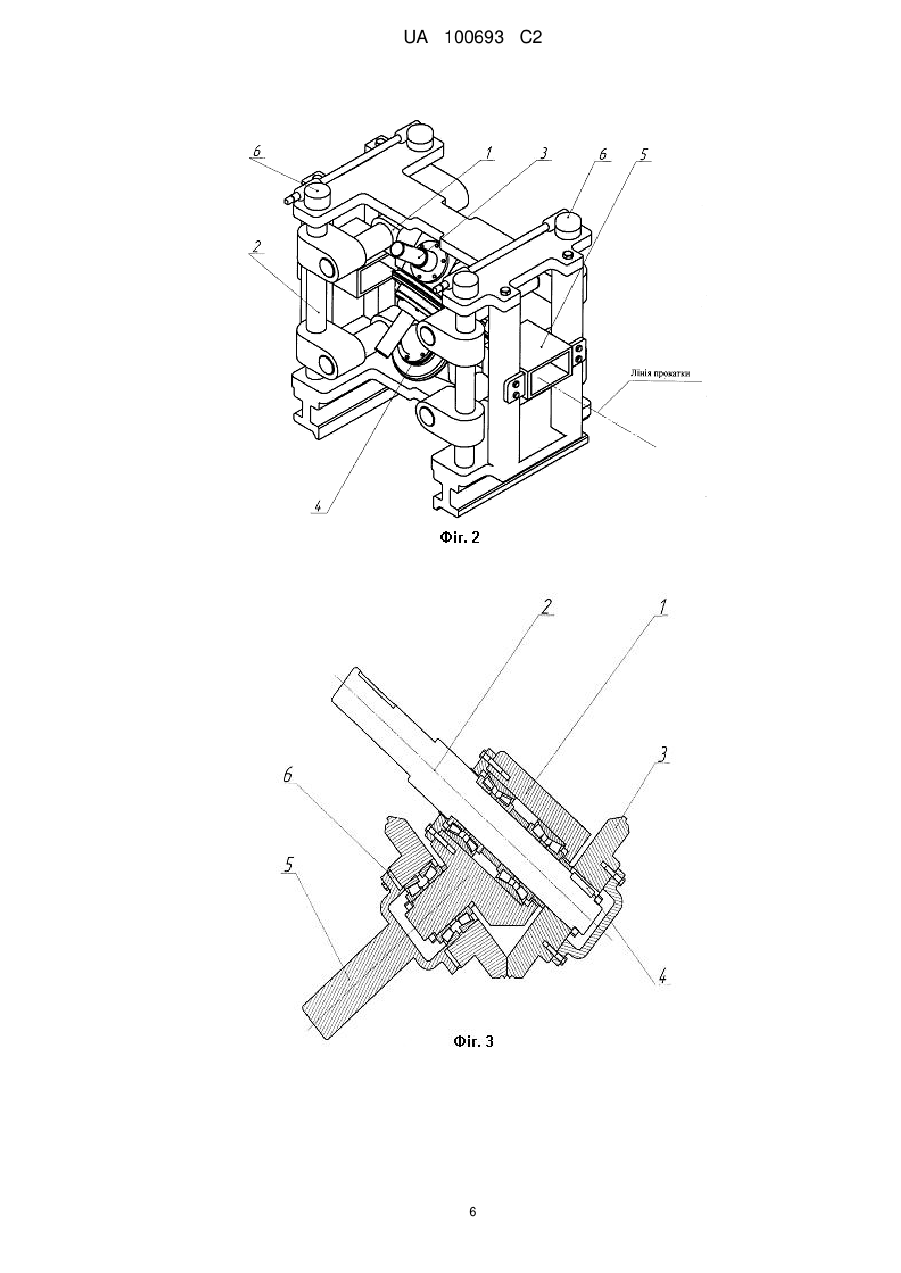
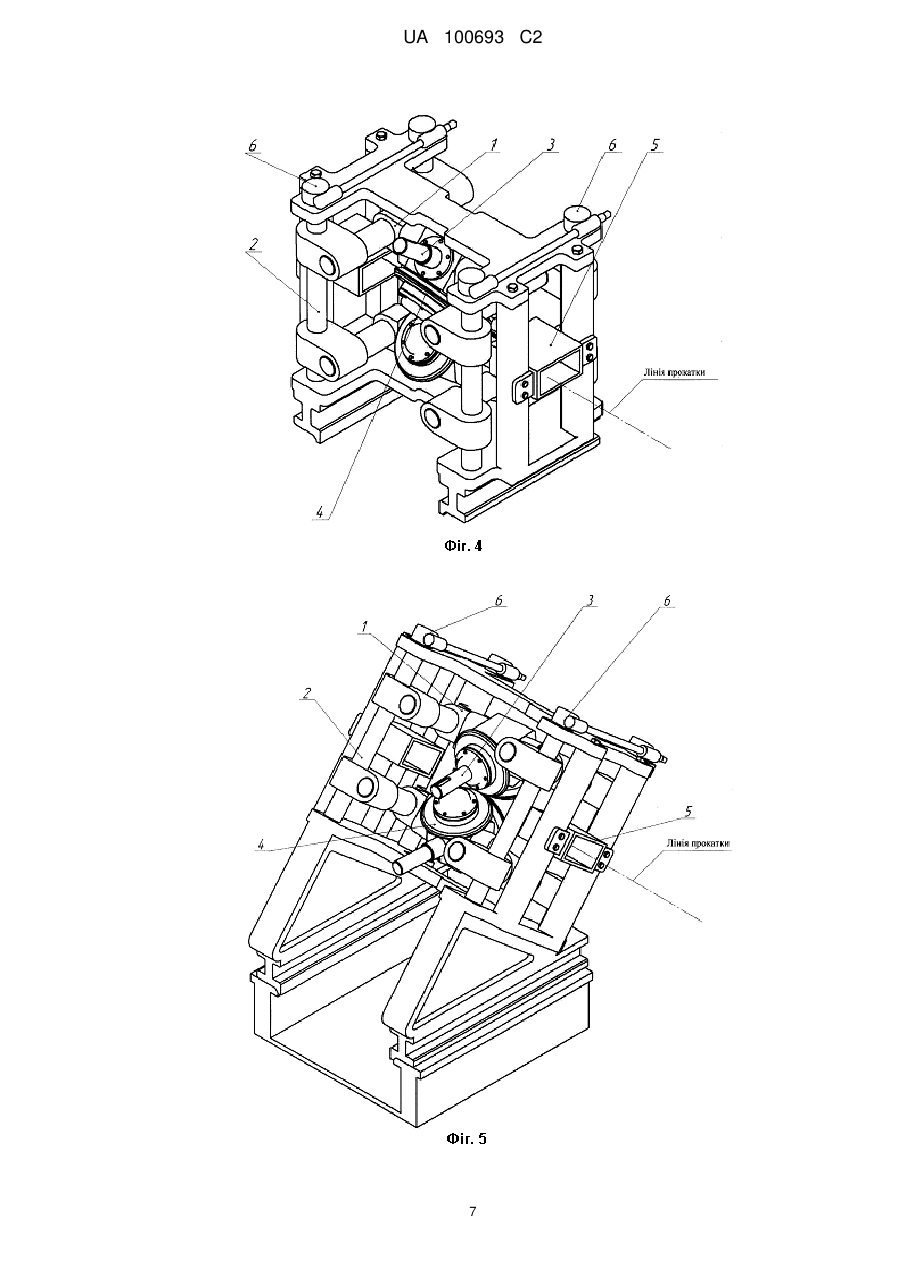
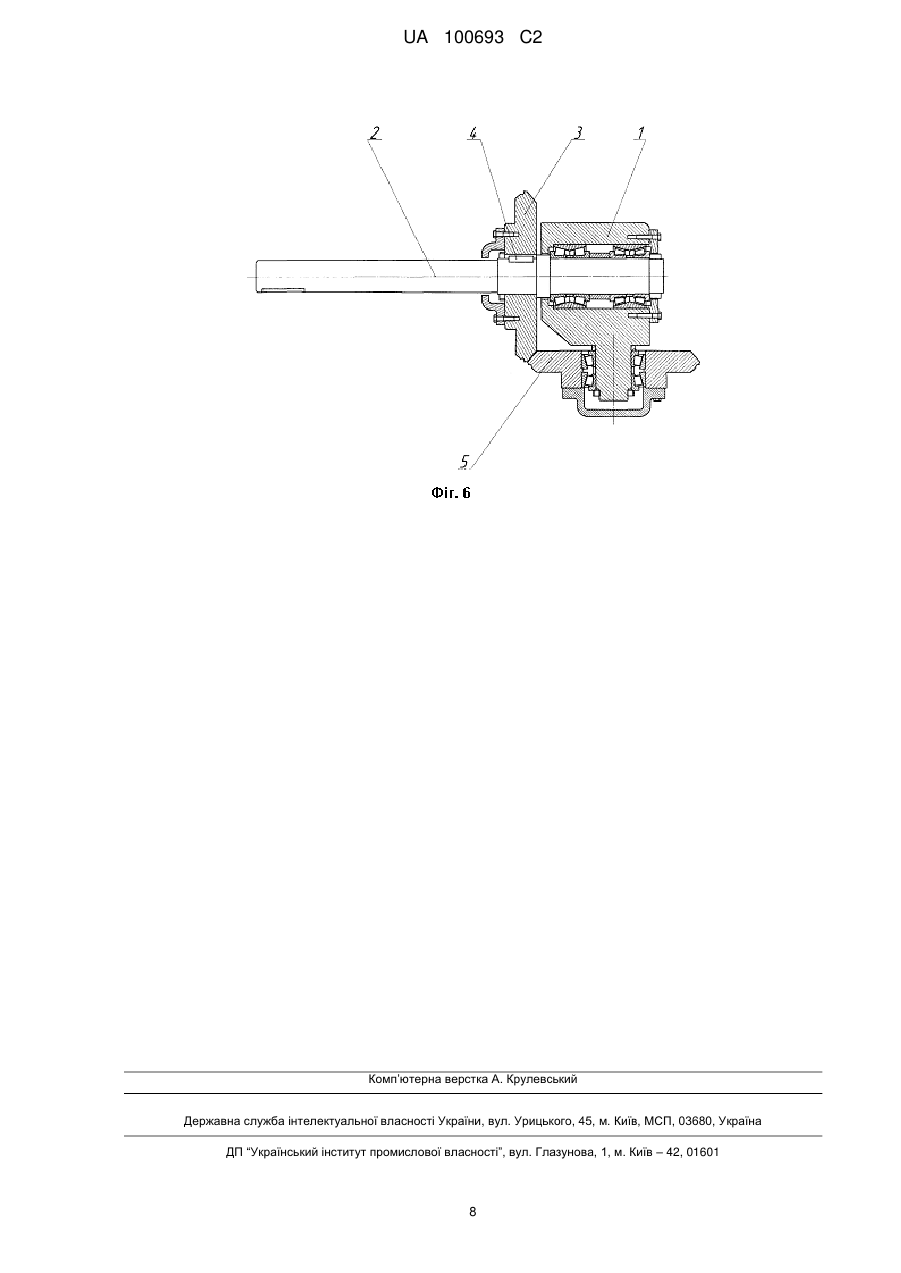
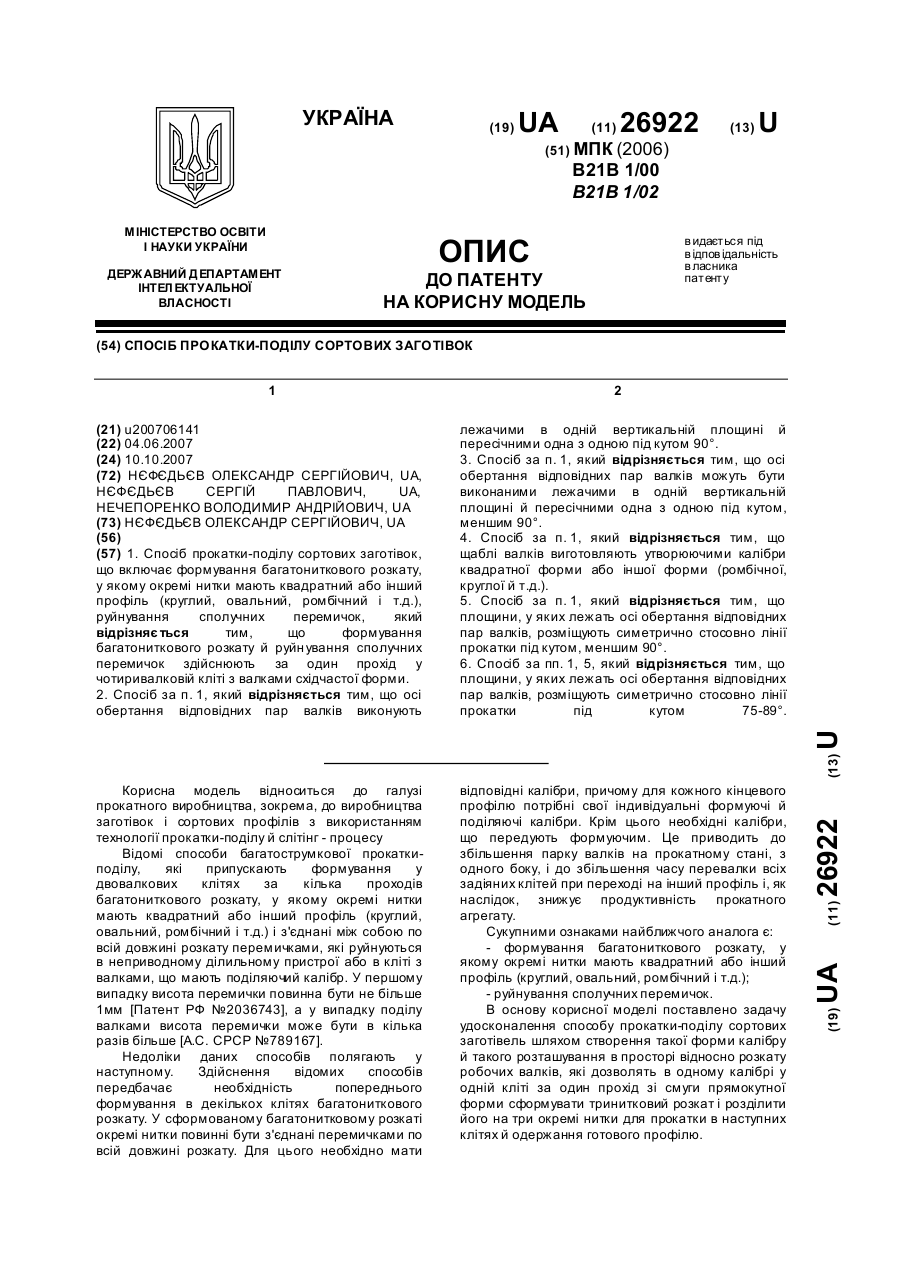
Реферат: Винахід належить до галузі прокатного виробництва і може бути використаний на сортових прокатних станах. Прокатна чотиривалкова кліть для прокатки-поділу сортових заготівок включає верхнє й нижнє коромисла кліті, на яких попарно в консольному виконанні змонтовані робочі валки, які своїми робочими поверхнями утворюють калібр для триниткового розкату. Робочі валки розташовані Х-подібно й утворюють разом з коромислами деформуючоподіляючий вузол. Як верхнє, так і нижнє коромисла мають приводний вал, змонтований у циліндричній проточці коромисла на підшипниках кочення, що має з одного кінця хвостовик для привода вала, а з іншого кінця - посадкову ділянку зі шпонкою для монтажу робочого валка, а також нерухому вісь для монтажу на підшипниках кочення другого холостого або приводного робочого валка, причому другий приводний робочий валок одержує обертання через хвостовик, який закріплений співвісно з робочим валком і передає йому крутний момент через торцеву шпонку. Кут між осями обертання робочих валків на коромислі становить 90° або більше, а верхнє й нижнє коромисла з'єднані між собою чотирма стяжними гвинтами, що мають з одного кінця ліву різьбу, а з іншого - праву, та чотирма гайками з правою різьбою і чотирма гайками з лівою різьбою, закріпленими у вушках коромисел. Також деформуючо-поділяючий вузол оснащено двома механізмами обертання для передньої й задньої пар стяжних гвинтів, Винахід дозволяє реалізувати процес триниткової прокатки-поділу, що веде до збільшення продуктивності процесу прокатки заготівок або сортових профілів. UA 100693 C2 (12) UA 100693 C2 UA 100693 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується галузі прокатного виробництва, зокрема пристроїв для поздовжнього поділу розкату, і може бути використаний на сортових прокатних станах для виробництва заготівок і сортових профілів із застосуванням процесу прокатки-поділу, а також для прокатки або гарячого калібрування сортових профілів простої форми: кола, квадрата і т.п. Відома універсальна кліть подвійного призначення для прокатних станів, призначена для прокатки або калібрування сортового прокату простої або складної форми: кола, квадрата, таврового профілю і т.п. (див. наприклад, патент України № 12326). Дана кліть містить установлений на плитовині вузол станин з натискним пристроєм і засобами фіксації натискних гвинтів, подушки з горизонтальними й вертикальними валками, засіб фіксації станин, засіб кріплення станин до плитовини, при цьому вузол станин виконано у вигляді чотирьох стійок із зовнішніми опорними виступами для установки засобів кріплення станин до плитовини, із внутрішніми виступами для установки засобів фіксації натискних гвинтів і з бічними поверхнями для установки подушок вертикальних валків, подушки вертикальних і горизонтальних валків виконані однотипними, причому подушки верхнього й нижнього горизонтальних валків з кожної сторони кліті разом з відповідними їм станинами й натискними пристроями утворюють перший уніфікований блок, подушка кожного вертикального валка разом з першим блоком утворює другий блок, кожний вертикальний валок разом з подушкою утворює третій уніфікований блок, а засіб фіксації станин змонтований між першими або другими блоками кожної сторони кліті й виконаний у вигляді провідної арматури. Крім того, зовнішні опорні виступи кожної станини виконані із двома паралельними пазами для установки засобів кріплення станин до плитовини, кожний засіб кріплення станин до плитовини змонтований на стійках, що утворюють із кожної сторони кліті раму, установлену в напрямних плитовини з можливістю переміщення або фіксації, а згаданий засіб виконаний у вигляді гідравлічного затискача, гідравлічні затискачі встановлені з можливістю взаємодії з пазами опорних виступів станин, а зовнішні поверхні згаданих виступів - зі стійками плитовий, засоби фіксації станин виконані у вигляді рами зі стрижнями, змонтованими паралельно осі горизонтального валка й установленими в отворах станин, і затискачів у вигляді вилок, змонтованих у кільцевих канавках, виконаних на кінцевих частинах стрижнів, і треті блоки з вертикальними валками виконані із затискачами у вигляді вилок і зі стрижнями, змонтованими на станинах, а затискачі жорстко встановлені на стрижнях. Дана універсальна кліть подвійного призначення для прокатних станів по технічній суті й по ефекту, що досягається, є найбільш близькою до прокатної чотиривалкової кліті для прокаткиподілу сортових заготівок, що заявляється. Недоліками даної кліті подвійного призначення є вузька застосовність для конкретного процесу прокатки певного прокатного профілю й неможливість їх використання як основного інструмента для процесу багатониточної прокатки-поділу, який дозволяє збільшити продуктивність прокатного стану й одержувати профілі більш дрібного перерізу. Сукупними ознаками найближчого аналога (прототипу) є: установлений на плитовині вузол станин у вигляді верхнього й нижнього коромисел кліті; наявність чотирьох робочих валків дискового типу, що утворюють чотиривалковий калібр, що обтискають розкат у двох взаємно перпендикулярних напрямках; привод на два або чотири валки. В основу винаходу поставлено задачу удосконалення прокатної чотиривалкової кліті для прокатки-поділу сортових заготівок шляхом введення нових конструктивних елементів, що дозволить збільшити продуктивність процесу триниткової прокатки-поділу. Очікуваним технічним результатом винаходу, що заявляється (прокатної чотиривалкової кліті для прокатки-поділу сортових заготівок), є підвищення ефективності застосування чотиривалкової кліті в процесі виробництва сортового металу шляхом збільшення продуктивності процесу за рахунок реалізації процесу триниткової прокатки-поділу. Зазначений технічний результат досягається тим, що в прокатній чотиривалкової кліті для прокатки-поділу сортових заготівок, яка включає деформуючий поділяючий вузол у вигляді верхнього й нижнього коромисел кліті, з'єднаних стяжними гвинтами, із чотирма робочими валками дискового типу, що утворюють чотиривалковий калібр, що обтискають розкат у двох взаємно перпендикулярних напрямках, що й мають привод на два або чотири валки, відповідно до технічного рішення, що заявляється, валки дискового типу розташовуються Х-подібно; розташовані Х-подібно валки дискового типу із зовнішньої сторони виконані плоскими, конічними або східчастими; при цьому ступені верхнього й нижнього валків правої пари й ступені верхнього й нижнього валків лівої пари утворюють калібри необхідної форми круглого, квадратного або іншого перерізу; 1 UA 100693 C2 5 10 15 20 25 30 35 40 45 50 55 60 причому радіальна поверхня валків може бути конусної або іншої форми, що формує чотирма валками центральну нитку розкату необхідної форми круглого, квадратного або іншого перерізу, ідентичну формі крайніх ниток і рівну по площі кожної із крайніх ниток; радіальна поверхня валків може бути конусної або іншої форми, що формує чотирма валками центральну нитку розкату необхідної форми круглого, квадратного або іншого перерізу, відмінну за формою й по площі від кожної із крайніх ниток; валки попарно монтуються на верхньому й нижньому коромислах кліті в консольному виконанні; верхнє й нижнє коромисло має приводний вал, змонтований у циліндричній проточці коромисла на підшипниках кочення, який має з одного кінця хвостовик для привода вала, а з іншого кінця - посадкову ділянку зі шпонкою для монтажу робочого валка; верхнє й нижнє коромисло має нерухливу вісь для монтажу на підшипниках кочення другого холостого або приводного валка; при цьому другий приводний валок одержує обертання через хвостовик, закріплений співвісно з робочим валком, який передає йому крутний момент через торцеву шпонку; причому кут між осями обертання робочого й другого холостого або приводного валків на коромислі становить 90°; кут між осями обертання робочого й другого холостого або приводного валків на коромислі становить більше 90°; верхнє й нижнє коромисла разом з робочими другими холостими або приводними валками утворюють деформуючий поділяючий вузол; верхнє й нижнє коромисла в деформуючому-поділяючому вузлі з'єднані між собою чотирма стяжними гвинтами, що мають із одного кінця ліву різьбу, з іншого - праве, чотирма гайками із правою різьбою і чотирма гайками з лівою різьбою, закріпленими у вушках; деформуючий поділяючий вузол оснащено двома механізмами обертання для передньої й для задньої пар стяжних гвинтів з можливістю зміни зазору між верхньою й нижньою парами валків шляхом обертання обох механізмів або з однаковим, або з різним числом обертів. Суть технічного рішення, що заявляється, полягає в наступному. Якщо обертати передній і задній механізми на різне число обертів, то буде змінюватися кут між площиною, у якій лежать осі обертання верхньої пари валків і лінією прокатки, і те ж саме, але в дзеркальному відображенні щодо горизонтальної площини, у якій лежить лінія прокатки буде відбуватися й з нижнім коромислом і, значить - з нижньою парою валків і, таким чином, бічні поверхні валків будуть розгорнуті щодо лінії прокатки на деякий кут, приблизно рівний 3°-7° і почнуть впливати розклинюючи на бічні нитки триниткового розкату. При відповідному настроюванні коромисел деформуючий поділяючий вузол формує робочими валками з розкату, що має форму поперечного перерізу, близьку до прямокутної з увігнутими верхньої й нижньої гранями, тринитковий розкат за формою відповідний до калібрів, виконаних на валках, що має перемички висотою рівною зазору між верхніми й нижніми валками, і ділить його на три нитки за рахунок розвороту валків і розклинюючої дії внутрішніх поверхонь східчастих ділянок валків на внутрішні поверхні крайніх ниток. У прокатній чотиривалковій кліті для прокатки-поділу сортових заготівок можна розділити й попередньо сформований у звичайній двовалковій кліті тринитковий розкат, у якому нитки з'єднані між собою перемичками по всій довжині. У цьому випадку валки не обов'язково повинні бути східчастими, вони можуть мати двоконусну поверхню. Своїми ребордами, утвореними збіжними конусними поверхнями, такі валки продавлюють перемички до мінімальної висоти й зовнішніми конусними поверхнями діють розклинюючи на бічні нитки розкату й відокремлюють їх від центральної. Отже, при монтажі валків дискового типу попарно на верхньому й нижньому коромислах кліті в консольнім виконанні, при розташуванні їх Х-подібно, при виконанні їх із зовнішньої сторони плоскими, конічними або східчастими, а також за умови утвору ступенями верхнього й нижнього валків правої пари й ступенями верхнього й нижнього валків лівої пари калібру необхідної форми круглого, квадратного або іншого перерізу, при наявності із внутрішньої сторони валків поверхонь конусної або іншої форми, що формують центральну нитку розкату необхідної форми круглого, квадратного або іншого перерізу, ідентичну формі крайніх ниток і рівну по площі кожної із крайніх ниток; крім того, при наявності у верхньому й нижньому коромислі приводного вала, змонтованого в циліндричній проточці коромисла на підшипниках кочення, маючих з одного кінця хвостовик для привода вала, а з іншого кінця - посадкову ділянку зі шпонкою для 2 UA 100693 C2 5 10 15 20 25 30 35 40 45 50 55 монтажу робочого валка, а також нерухливу вісь для монтажу на підшипниках кочення другого холостого або приводного валка, при одержанні другим приводним валком обертання через хвостовик, закріплений співвісно з робочим валком і передавальний йому крутний момент через торцеву шпонку, за умови, що кут між осями обертання основного й другого холостого або приводного валків на коромислі становить 90°; при наявності радіальної поверхні валків конусної або іншої форми, що формують центральну нитку розкату необхідної форми круглого, квадратного або іншого перерізу, відмінних за формою й по площі від кожної із крайніх ниток; при куті між осями обертання основного й другого холостого або приводного валків на коромислі більшим 90°; за умови утвору верхнім і нижнім коромислами разом з основними й другими холостими або приводними валками деформуючого поділяючого вузла, при з'єднанні верхнього й нижнього коромисла в деформуючому поділяючому вузлі між собою чотирма стяжними гвинтами, що мають із одного кінця ліву різьбу, а з іншого - праву, чотирма гайками із правою різьбою і чотирма гайками з лівою різьбою, закріпленими у вушках, і при оснащенні деформуючого поділяючого вузла двома механізмами обертання для передньої й для задньої пар стяжних гвинтів з можливістю зміни зазору між верхньою й нижньою парами валків шляхом обертання обох механізмів або з однаковим, або з різним числом обертів, за рахунок повороту осей обертання робочих валків щодо вертикальної площини, перпендикулярної лінії прокатки, також шляхом додаткового використання бічної поверхні валка для відділення бічних ниток розкату від центральної, конструкція прокатної чотирьохвалкової кліті для прокатки-поділу сортових заготовок, що заявляється, дозволяє реалізувати процес триниткової прокатки-поділу, що веде до збільшення продуктивності процесу прокатки заготівок або сортових профілів. Отже, сукупність відмітних ознак технічного рішення, що заявляється, веде до підвищення її ефективності, тобто до досягнення зазначеного у винаході технічного результату. Крім того, суть технічного рішення, що заявляється (прокатної чотирьохвалкової кліті для прокатки-поділу сортових заготівок), ілюструється принциповими схемами її конструкції, наведеними на фігурах 1-6. На фіг. 1 показані положення коромисел і робочих валків у робочий момент прокатки-поділу й поперечні перерізи розкату до входу у валки - А-А, і етапи деформації й поділу в робочих валках по перерізах: Б-Б, В-В, Г-Г і Д-Д. На фіг. 2 показаний загальний вид прокатної чотиривалкової кліті для прокатки-поділу сортових заготівок, що має привод на всі чотири валки. На фіг. 3 показаний переріз верхнього коромисла в центральній частині. На фіг. 4 показаний загальний вид прокатної чотиривалкової кліті для прокатки-поділу сортових заготівок, що має привод на два валки із двох сторін кліті. На фіг. 5 показаний загальний вид прокатної чотиривалкової кліті для прокатки-поділу сортових заготівок, що має привод на два валки з однієї сторони кліті. На фіг. 6 показаний переріз верхнього коромисла в центральній частині для випадку привода валків з однієї сторони кліті. Позиціями на фіг. 1-6 позначене: 1 - коромисло; 2 - приводний вал; 3 - приводний робочий валок; 4 - шпонка; 5 - холостий робочий валок, 6 - стяжний гвинт; 7 - хвостовик приводного валка, 8 - коробка для установки вступної привалкової арматури; 9 - механізми регулювання стяжних гвинтів. Прокатна чотирьохвалкова кліть для прокатки-поділу сортових заготівок складається з нижчеперелічених вузлів і елементів (Фіг. 2); 1 - коромисло; 3 - робочий валок; 6 - стяжний гвинт; 7 - хвостовик приводного валка; 8 коробка для установки вступної привалкової арматури; 9 - механізми регулювання стяжних гвинтів. У випадку привода на два валки із двох сторін кліті чотирьох валкова кліть для прокаткиподілу сортових заготівок складається з нижчеперелічених вузлів і елементів (Фіг. 4): 1 - коромисло; 5 - холостий робочий валок; 6 - стяжний гвинт; 7 - хвостовик вала приводного валка; 8 - коробка для установки вступної привалкової арматури; 9 - механізми регулювання стяжних гвинтів. У випадку привода на два валки із однієї сторони кліті чотирьохвалкова кліть для прокаткиподілу сортових заготівок складається з нижчеперелічених вузлів і елементів (Фіг. 5): 1 - коромисло; 5 - холостий робочий валок; 6 - стяжний гвинт; 7 - хвостовик вала приводного валка; 8 - коробка для установки вступної привалкової арматури; 9 - механізми регулювання стяжних гвинтів. Прокатна чотирьох валкова кліть для прокатки-поділу сортових заготівок працює таким чином (Фіг. 1): 3 UA 100693 C2 5 10 15 20 25 30 Розкат, призначений для прокатки-поділу, що має форму, яка зображена на фіг. 1 (перетин А-А), надходить у чотирьохвалкову кліть для прокатки-поділу сортових заготівок, у якій коромисла поз. 1 настроєні таким чином, що мають кут нахилу стосовно лінії прокатки 7-8° і, відповідно, приводні робочі валки поз. 3 настроєні таким чином, що їх бічні поверхні розгорнуті щодо лінії прокатки на кут, рівний, приблизно 4°. По мірі надходження розкату у валки (перетин Б-Б на фіг. 1) гребені верхніх і нижніх валків впроваджуються в розкат, а ступені валків, що мають форму овальних калібрів, формують крайні нитки розкату у відповідності зі своєю формою (перетин В-В на фіг. 1). Центральний калібр також формує центральну нитку до моменту, коли даний перетин розкату дійде до мінімального зазору між ребордами (перетин Г-Г на фіг. 1) верхніх і нижніх валків. Потім обтиснення з боку верхніх і нижніх валків на даний перетин розкату припиняється, але триває вплив на крайні нитки а боку зовнішніх поверхонь реборд, які розсовують крайні нитки розкату від центральної нитки аж до руйнування перемичок (перетин Д-Д на фіг. 1). і на виході з валків розкат розділений на три нитки. Приклад. На безперервному дрібно сортному стані «250» у чистовій групі на місці кліті №15, установлюється чотирьохвалкова кліть для прокатки-поділу сортових заготівок з діаметром робочих валків 400 мм, у якої валки настроєні таким чином, що бічні поверхні валків розгорнуті щодо лінії прокатки на кут, приблизно рівний 4° . У калібрі попередньої кліті одержують розкат з розмірами: висота 13,9 мм, ширина 32 мм, висота в центральній частині 11,7 мм. Розкат, потрапляючи в чотирьохвалкову кліть для прокатки-поділу сортових заготівок деформується й розділяється на три нитки. Далі, кожна з ниток направляється у свій овальний калібр кліті №16, а потім у свій арматурний калібр кліті №17, у якій одержують готовий арматурний профіль №10. Прокатка в клітях №16 і №17 ведеться в три нитки. При настроюванні деформуючого поділяючого вузла чотирьох валкової кліті для прокаткиподілу сортових заготівок таким чином, що осі обертання всіх чотирьох валків лежать в одній вертикальній площині, яка перпендикулярна лінії прокатки, і на валках виконані відповідні калібри, її можна використовувати як звичайну чотирьохвалкову кліть для прокатки або калібрування круглих, квадратних або профілів інший форми. Використання технічного рішення, що заявляється, дозволить збільшити продуктивність прокатного стану на виробленому профілі й, як наслідок, знизити умовно-постійну частину витрат у собівартості 1 т прокату. ФОРМУЛА ВИНАХОДУ 35 40 45 50 55 Прокатна чотиривалкова кліть для прокатки-поділу сортових заготівок, яка включає верхнє й нижнє коромисла кліті, чотири робочі валки дискового типу, що обтискають розкат у двох взаємно перпендикулярних напрямках, а також привод на два або чотири валки, яка відрізняється тим, що валки попарно змонтовані на верхньому й нижньому коромислах кліті в консольному виконанні, розташовані Х-подібно й утворюють разом з коромислами деформуючо-поділяючий вузол, причому робочі поверхні всіх чотирьох валків утворюють центральний калібр для триниткового розкату, ідентичний або відмінний по формі і площі бічних калібрів, які утворюють робочі поверхні лівої і правої пар валків, відповідно, крім того як верхнє, так і нижнє коромисла мають приводний вал, змонтований у циліндричній проточці коромисла на підшипниках кочення, що має з одного кінця хвостовик для привода вала, а з іншого кінця посадкову ділянку зі шпонкою для монтажу робочого валка, а також нерухому вісь для монтажу на підшипниках кочення другого холостого або приводного робочого валка, причому другий приводний робочий валок одержує обертання через хвостовик, який закріплений співвісно з робочим валком і передає йому крутний момент через торцеву шпонку, при цьому кут між осями обертання робочих валків на коромислі становить 90° або більше, а верхнє й нижнє коромисла з'єднані між собою чотирма стяжними гвинтами, що мають з одного кінця ліву різьбу, а з іншого праву, та чотирма гайками з правою різьбою і чотирма гайками з лівою різьбою, закріпленими у вушках коромисел, при цьому деформуючо-поділяючий вузол оснащено двома механізмами обертання для передньої й задньої пар стяжних гвинтів, виконаними з можливістю зміни зазору між верхньою й нижньою парами валків шляхом обертання обох механізмів на однакове число обертів або зміни кута між коромислами, а значить і кута між лінією прокатки й зовнішніми поверхнями валків, шляхом обертання механізмів на різне число обертів, що дозволяє діяти цими поверхнями на крайні нитки розкату розклинюючи. 4 UA 100693 C2 5 UA 100693 C2 6 UA 100693 C2 7 UA 100693 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Назва патенту англійськоюRolling four-high stand for rolling-separation of billets
Автори англійськоюNiefiediev Serhii Pavlovych, Niefiediev Oleksandr Serhiiovych
Назва патенту російськоюПрокатная четырехвалковая клеть для прокатки-разделения сортовых заготовок
Автори російськоюНефедьев Сергей Павлович, Нефедьев Александр Сергеевич
МПК / Мітки
МПК: B21B 1/10, B23D 19/00, B21B 1/08
Мітки: заготівок, кліть, чотиривалкова, прокатки-поділу, прокатна, сортових
Код посилання
<a href="https://ua.patents.su/10-100693-prokatna-chotirivalkova-klit-dlya-prokatki-podilu-sortovikh-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Прокатна чотиривалкова кліть для прокатки-поділу сортових заготівок</a>
Спосіб прокатки-поділу сортових заготівок
Номер патенту: 26922
Опубліковано: 10.10.2007
Автори: Нєфєдьєв Олександр Сергійович, Нечепоренко Володимир Андрійович, Нєфєдьєв Сергій Павлович
Мітки: спосіб, заготівок, прокатки-поділу, сортових
Формула / Реферат:
1. Спосіб прокатки-поділу сортових заготівок, що включає формування багатониткового розкату, у якому окремі нитки мають квадратний або інший профіль (круглий, овальний, ромбічний і т.д.), руйнування сполучних перемичок, який відрізняється тим, що формування багатониткового розкату й руйнування сполучних перемичок здійснюють за один прохід у чотиривалковій кліті з валками східчастої форми.2. Спосіб за п. 1, який відрізняється тим,...
Чотиривалкова прокатна кліть з віялоподібним розташуванням валків
Номер патенту: 43298
Опубліковано: 10.08.2009
Автори: Нечепоренко Володимир Андрійович, Алексеєнко Андрій Георгійович
МПК: B21B 13/00
Мітки: прокатна, чотиривалкова, валків, кліть, розташуванням, віялоподібним
Формула / Реферат:
Чотиривалкова прокатна кліть з віялоподібним розташуванням валків, що містить чотири окремих корпуси, що утворюють станину, вузли робочих валків з підшипниковими опорами та ексцентрикові механізми радіального регулювання валків, яка відрізняється тим, що чотири окремих корпуси, що утворюють станину, виконані у вигляді чотирьох однакових паралелепіпедів, що межують один з одним, з прямокутними проточками для вільного розміщення вертикальних та...
Спосіб прокатки-поділу сортових заготовок
Номер патенту: 29072
Опубліковано: 10.01.2008
Автори: Корінь Андрій Олександрович, Теряєв Олександр Митрофанович, Нєфєдьєв Олександр Сергійович, Нєфєдьєв Сергій Павлович, Нечепоренко Володимир Андрійович, Кукуй Давид Пенхусович
МПК: B21B 1/00
Мітки: заготовок, спосіб, прокатки-поділу, сортових
Формула / Реферат:
1. Спосіб прокатки-поділу сортових заготовок, що включає прокатку сляба або розкату прямокутного перерізу в з'єднані між собою нитки і наступне відділення ниток у поділяючому калібрі, у якому площа поперечного перерізу центрального рівчака дорівнює або більше площі поперечного перерізу центральних ниток, який відрізняється тим, що в чотиринитковому розкаті центральні нитки 2 і 3 з'єднані між собою перемичкою, у якій співвідношення ширини і...
Прокатна кліть для прокатки, зокрема, металевого прокату
Номер патенту: 100613
Опубліковано: 10.01.2013
Автори: Зайдель Юрген, Йєпсен Олаф Норман
МПК: B21B 27/02, B21B 13/14
Мітки: прокату, зокрема, металевого, прокатки, прокатна, кліть
Формула / Реферат:
1. Прокатна кліть для прокатки, зокрема, металевого прокату (1), яка має пару перших валків (2), що контактують з підтримуючими перші валки другими валками (3), причому перші валки (2), а також другі валки (3) забезпечені виконаною асиметрично відносно середньої площини (4) характеристикою радіуса (CVC-профілем), причому характеристика радіуса перших валків (2) задовольняє умову:RAW(х) = a0 + а1∙х + а2∙х2 + а3∙x3,...
Прокатна кліть для виготовлення катаної штаби
Номер патенту: 86058
Опубліковано: 25.03.2009
Автори: Клекнер Юрген, Боде Торстен, Вайнгартен Людвіг
МПК: B21B 13/14
Мітки: виготовлення, катаної, прокатна, кліть, штаби
Формула / Реферат:
1. Прокатна кліть для виготовлення катаної штаби (1), що містить робочі валки (10, 11, 15, 16), які спираються за необхідності на опорні валки (30, 31) або на проміжні валки (20, 21) і опорні валки (30, 31), при цьому робочі валки (10, 11, 15, 16) і/або проміжні валки (20, 21), і/або опорні валки (30, 31) виконані з можливістю осьового переміщення, яка відрізняється тим, що довжина (L) бочки кожного проміжного валка (20, 21) у шестивалковій...
Попередній патент: Днк-плазміди, які мають підвищену експресію та стабільність
Наступний патент: Антитіло, яке специфічно зв’язується з cd79b, імунокон’югат та способи їх застосування
Випадковий патент: Спосіб роботи двигуна внутрішнього згоряння