Прокатна кліть для прокатки, зокрема, металевого прокату

Формула / Реферат
1. Прокатна кліть для прокатки, зокрема, металевого прокату (1), яка має пару перших валків (2), що контактують з підтримуючими перші валки другими валками (3), причому перші валки (2), а також другі валки (3) забезпечені виконаною асиметрично відносно середньої площини (4) характеристикою радіуса (CVC-профілем), причому характеристика радіуса перших валків (2) задовольняє умову:
RAW(х) = a0 + а1∙х + а2∙х2 + а3∙x3,
де: RAW(x) - характеристика радіуса першого валка,
х - координата в подовжньому напрямку бочки з початком координат (х=0) всередині бочки,
a0 - поточний радіус першого валка,
а1 - параметр оптимізації (коефіцієнт клина),
а2, а3 - коефіцієнти (діапазон регулювання CVC-системи),
яка відрізняється тим, що
характеристика радіуса других валків (3) задовольняє умову:
RSW(х) = s0 + s1∙х + s2∙x2 + s3∙x3,
де: RSW(x) - характеристика радіуса другого валка,
х - координата в подовжньому напрямку бочки з початком координат (х=0) всередині бочки,
s0 - поточний радіус другого валка,
s1 - параметр оптимізації (коефіцієнт клина),
s2, s3 - коефіцієнти (діапазон регулювання CVC-системи),
причому між вказаними параметрами існує наступний зв'язок:
s1 = f1∙[RSW/RAW∙(b2contAW - b2contSW)∙а3 + b2contSW ∙s3],
де: bcontAW - довжина контакту обох перших валків,
bcontSW - довжина контакту між першим і другим валком або довжина другого валка,
f1 = від -1/20 до -6/20.
2. Прокатна кліть за п. 1, яка відрізняється тим, що між коефіцієнтами характеристики радіуса перших валків (2) справедливе співвідношення:
а1 = f1 ∙ а3 ∙ b2contAW,
де: f1= від -1/20 до -6/20.
3. Прокатна кліть для прокатки, зокрема, металевого прокату (1), яка має пару перших валків (2), які контактують з підтримуючими перші валки другими валками (3), причому перші валки (2), а також другі валки (3) забезпечені виконаного асиметрично відносно середньої площини (4) характеристикою радіуса (CVC-профілем), причому характеристика радіуса перших валків (2) задовольняє умову:
RAW(х) = а0 + а1 ∙ х + а2 ∙ х2 + а3 ∙ х3 + а4 ∙ х4 + а5 · х5,
де: RAW(x) - характеристика радіуса першого валка,
х - координата в подовжньому напрямку бочки,
а0 - поточний радіус першого валка,
а1 - параметр оптимізації (коефіцієнт клина),
а2-а5 - коефіцієнти (діапазон регулювання CVC-системи),
яка відрізняється тим, що
характеристика радіуса других валків (3) задовольняє умову:
RSW (х) = s0 + s1 ∙ х + s2 ∙ x2 + s3 ∙ x3 + s4∙x4 + s5 ∙ x5,
де: RSW(x) - характеристика радіуса другого валка,
х - координата в подовжньому напрямку бочки,
s0 - поточний радіус другого валка,
s1 - параметр оптимізації (коефіцієнт клина),
s2-s5 - коефіцієнти (діапазон регулювання CVC-системи),
причому між вказаними параметрами існує наступний зв'язок:
s1=f1∙[RSW/RAW∙(b2contAW-b2contSW)∙а3+b2contSW∙s3]+f2∙[RSW/RAW∙(b4contAW-b4contSW)∙а5+b4contSW∙s5],
де: bcontAW - довжина контакту обох перших валків,
bcontSW - довжина контакту між першим і другим валком або довжина другого валка,
f1 = від -1/20 до -6/20,
f2 = від 0 до -9/112.
4. Прокатна кліть за п. 3, яка відрізняється тим, що між коефіцієнтами характеристики радіуса перших валків (2) справедливе співвідношення:
а1 = f1 ∙ а3 ∙ b2contAW + f2∙а5 ∙ b4contAW,
де: f1= від -1/20 до -6/20,
f2 = від 0 до -9/112.
5. Прокатна кліть за п. 3 або п. 4, яка відрізняється тим, що коефіцієнти а4 і а5 характеристики радіуса перших валків (2) дорівнюють нулю.
6. Прокатна кліть за п. 3 або п. 4, яка відрізняється тим, що коефіцієнти s4 і s5 характеристики радіуса других валків (3) дорівнюють нулю.
7. Прокатна кліть за будь-яким із пп. 1-6, яка відрізняється тим, що характеристика RAW(x) радіуса перших валків (2) і/або характеристика RSW(x) других валків (3) виконана таким чином, що дотичні (5), які торкаються торцевого діаметра (6) і опуклої частини валка (2), і дотичні (7), які торкаються іншого торцевого діаметра (8) і увігнутої частини валка (2), проходять паралельно одна одній і відносно осі валка з нахилом на кут (a) клина.
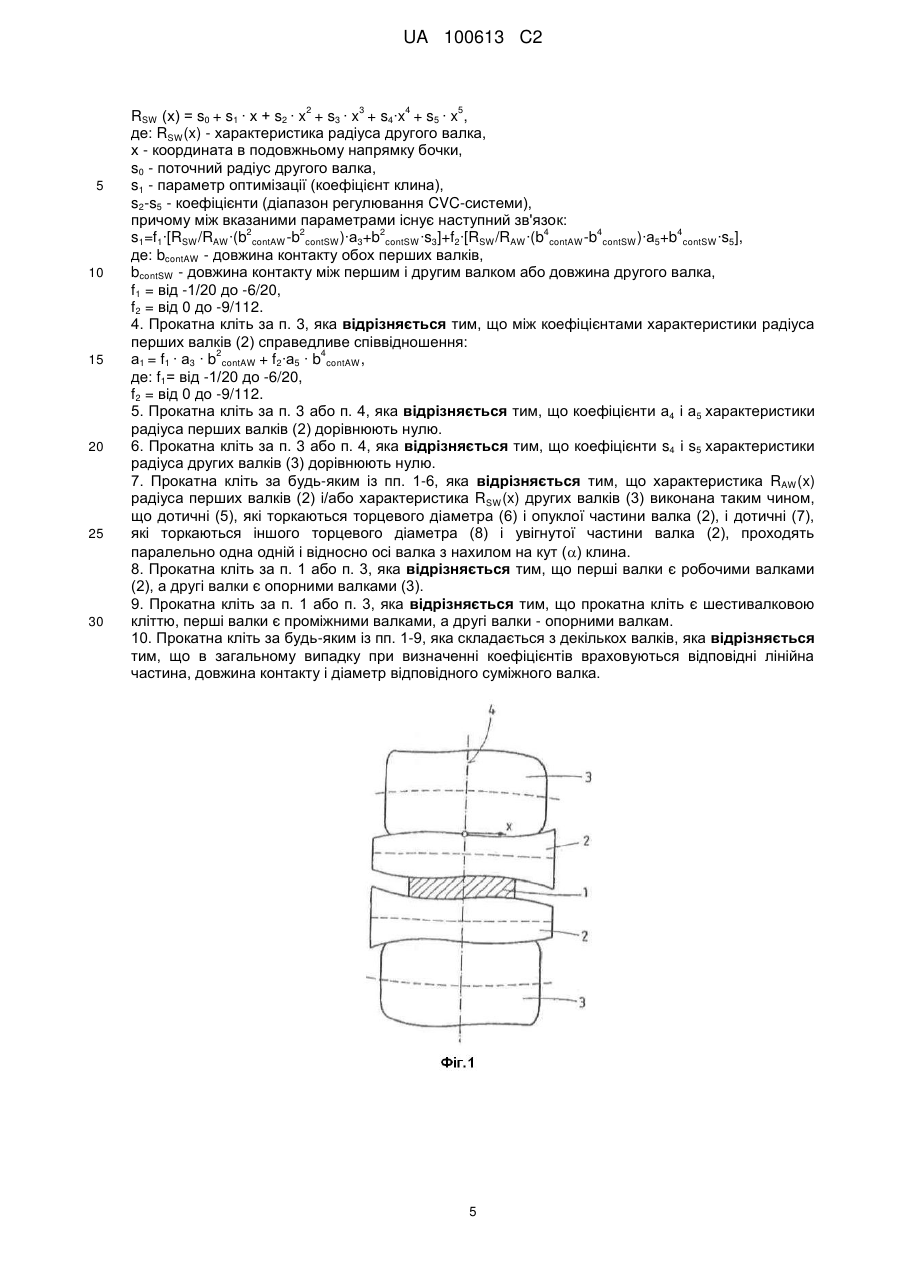
8. Прокатна кліть за п. 1 або п. 3, яка відрізняється тим, що перші валки є робочими валками (2), а другі валки є опорними валками (3).
9. Прокатна кліть за п. 1 або п. 3, яка відрізняється тим, що прокатна кліть є шестивалковою кліттю, перші валки є проміжними валками, а другі валки - опорними валкам.
10. Прокатна кліть за будь-яким із пп. 1-9, яка складається з декількох валків, яка відрізняється тим, що в загальному випадку при визначенні коефіцієнтів враховуються відповідні лінійна частина, довжина контакту і діаметр відповідного суміжного валка.
Текст
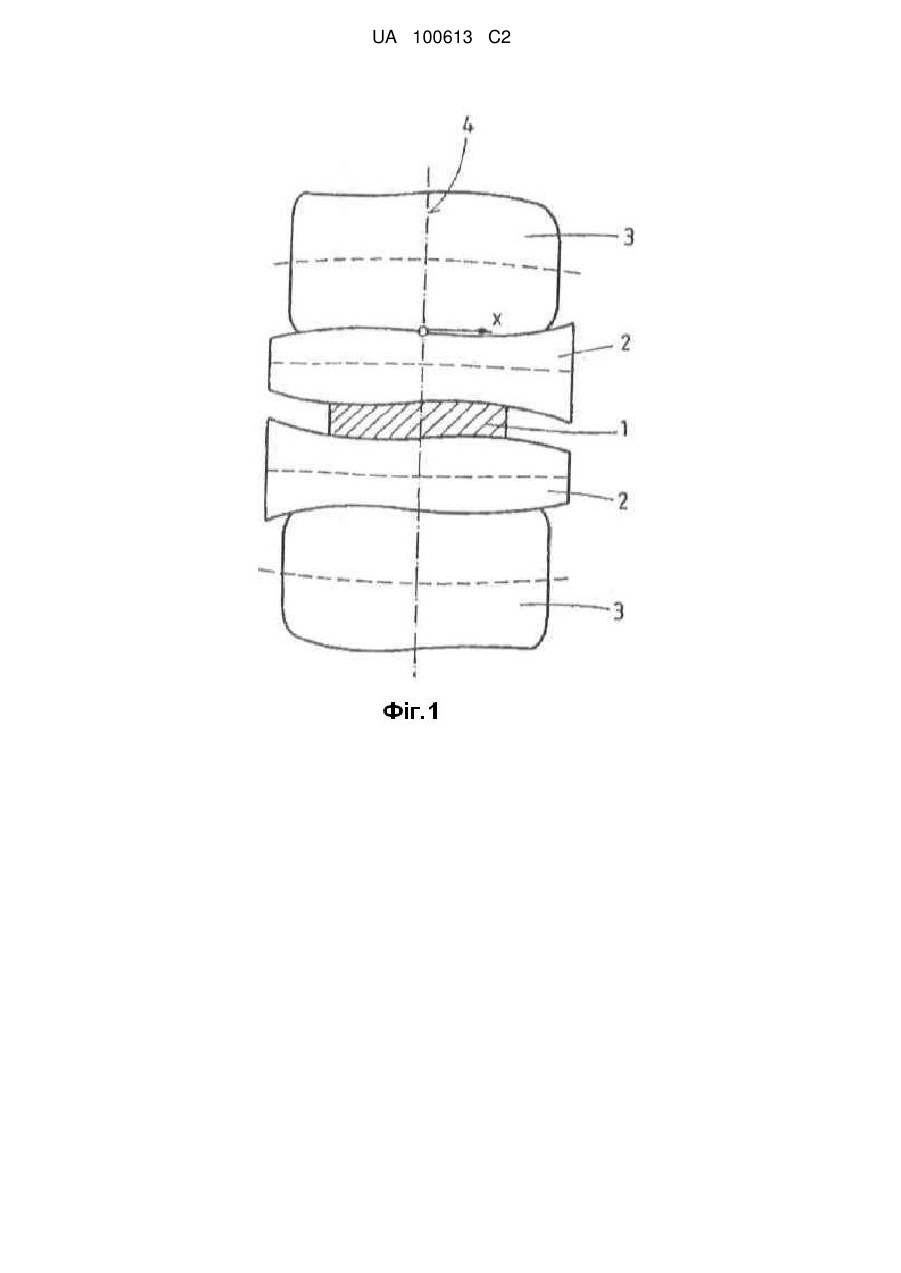
Реферат: Винахід стосується прокатної кліті для прокатки, зокрема, металевого прокату, яка має пару перших валків, що контактують з підтримуючими перші валки другими валками, причому перші валки, а також другі валки забезпечені виконаною асиметрично відносно середньої площини характеристикою радіуса (CVC-профілем), причому характеристика радіуса перших валків представляється поліномом третього або п'ятого порядку. Для того, щоб клинуватість другого валка, що підтримує перший валок, виконати так, щоб встановлювалися оптимальні робочі умови, винахід передбачає, що характеристика радіуса других валків задається відповідно до полінома третього або п'ятого порядку, причому для співвідношення між коефіцієнтами задаються спеціальні умови. UA 100613 C2 (12) UA 100613 C2 UA 100613 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід стосується прокатної кліті для прокатки, зокрема, металевого прокату, яка має пару перших валків, які контактують з підтримуючими перші валки другими валками, причому перші валки, а також другі валки забезпечені виконаним асиметрично відносно центральної площини ходом зміни радіуса (CVC (опукло-увігнутий профіль)), причому характеристика радіуса перших валків представляється поліномом третього або п'ятого порядку. Подібна кліть відома з ЕР 1 307 302 В1. Там передбачається характеристика полінома названого типу як характеристика радіуса, щоб мінімізувати осьові зусилля підшипників валків, причому за допомогою відповідного вибору характеристики радіуса діючі в горизонтальному напрямку моменти можуть бути мінімізовані без додаткових витрат. Особливе значення має клинова складова контуру CVC-робочих валків. Розрахунок здійснюється таким чином, що клинуватість профілю робочих валків або контуру робочих валків оптимізується для запобігання моментам обертання або осьовим зусиллям. Лінійна складова полінома (а 1) застосовується для цього як параметр оптимізації. Тим самим може запобігатися схрещування валків, і мінімізуються осьові зусилля в підшипниках валків. Назване рішення згідно з ЕР 1 307 302 В1 виходить при цьому з профілювання робочих валків, які взаємодіють з циліндричним опорним валком. На цьому основується оптимізація клинуватості робочих валків. Існують прагнення розширити діапазон регулювання CVC-системи, щоб додатково збільшити діапазон регулювання профілю смуги. При цьому, для того, щоб уникнути високих напружень на одиницю поверхні між робочим і опорним валками, все в більшій мірі використовуються CVC-опорні валки. Правда, виявилося, що для оптимізації клинуватості CVC-контуру опорних валків не може застосовуватися той же розрахунок, що і для робочих валків, коли прагнуть до оптимальних умов. Тому в основі винаходу лежить задача удосконалити прокатну кліть вищеназваного вигляду таким чином, що клинуватість другого валка, на який спирається перший валок (частіше за все, але не виключно: клинуватість опорного валка, з яким взаємодіє робочий валок), виконується таким чином, що встановлюються оптимальні робочі умови. Рішення цієї задачі відповідно до винаходу, згідно з першою формою виконання, характеризується тим, що в прокатній кліті вищеназваного вигляду передбачена характеристика радіуса перших валків, яка задовольняє умову: R AW ( x ) a 0 a1 x a 2 x 2 a 3 x 3 де: R AW ( x) - характеристика радіуса першого валка, х - координата в подовжньому напрямку бочки (прокатного валка) з початком координат (х=0) в середині бочки, а0 - поточний радіус першого валка, а1 - параметр оптимізації (коефіцієнт клина), а2, а3 - коефіцієнти (діапазон регулювання CVC-системи). При цьому для характеристики радіуса других валків передбачена функція: RSW ( x ) s0 s1 x s 2 x 2 s3 x 3 де: RSW ( x) - характеристика радіуса другого валка, х - координата в подовжньому напрямку бочки з початком координат (х=0) в середині бочки, s0 - поточний радіус другого валка, s1 - параметр оптимізації (коефіцієнт клина), s2, s3 - коефіцієнти (діапазон регулювання CVC-системи). Причому між вказаними параметрами існує наступний зв'язок: s1 f1 [R SW / R AW (b 2contAW b 2contSW ) a3 b 2contSW s3 ] де: bcontAW - довжина контакту обох перших валків, bcontSW - довжина контакту між першим і другим валком по довжині другого валка, f1 = від -1/20 до -6/20 Між коефіцієнтами характеристики радіуса першого валка, переважно, справедливе співвідношення: a1 f1 a 3 b 2contAW де: f1 = від -1/20 до -6/20. Альтернативне рішення передбачає в прокатній кліті характеристику радіуса перших валків, яка задовольняє умову: 1 вищеназваного вигляду UA 100613 C2 5 10 15 R AW ( x ) a0 a1 x a 2 x 2 a3 x 3 a 4 x 4 a5 x 5 де: R AW ( x) - характеристика радіуса першого валка, х - координата в подовжньому напрямку бочки, а0 - поточний радіус першого валка, а1 - параметр оптимізації (коефіцієнт клина), а2 - а5 - коефіцієнти (діапазон регулювання CVC-системи). При цьому для характеристики радіуса других валків передбачена функція: R SW ( x ) s0 s1 x s 2 x 2 s3 x 3 s 4 x 4 s5 x 5 де: RSW ( x) - характеристика радіуса другого валка, х - координата в подовжньому напрямку бочки, s0 - поточний радіус другого валка, s1 - параметр оптимізації (коефіцієнт клина), s2 - s5 - коефіцієнти (діапазон регулювання CVC-системи). Причому між вказаними параметрами існує наступний зв'язок: s1 f1 [R SW / R AW (b 2contAW b 2contSW ) a3 b 2contSW s3 ] + 20 25 30 35 40 45 50 55 f2 [R SW / R AW (b 4 contAW b 4 contSW ) a5 b 4 contSW s5 ] де: bcontAW - довжина контакту обох перших валків, bcontSW - довжина контакту між першим і другим валком або довжина другого валка, f1 = від -1/20 до -6/20, f2 = від 0 до -9/112. У цьому випадку між коефіцієнтами характеристики радіуса перших валків, переважно, справедливе співвідношення: a1 f1 a 3 b 2contAW f2 a 5 b 4 contAW де: f1 = від -1/20 до -6/20, f2 = від 0 до -9/112. Коефіцієнти а4 і а5 характеристики радіуса перших валків можуть при цьому дорівнювати нулю. У цьому випадку характеристика радіуса перших валків представляється як поліном третього порядку, в той час як характеристика радіуса других валків представляється як поліном п'ятого порядку. Навпаки, також можливо, що коефіцієнти s4 і s5 характеристики радіуса других валків дорівнюють нулю. Тоді характеристика радіуса перших валків представляється як поліном п'ятого порядку, в той час як характеристика радіуса других валків представляється як поліном третього порядку. Як відомо, переважно передбачено, що характеристика R AW ( x) радіуса перших валків виконана таким чином, що дотичні, які торкаються торцевого діаметра і опуклої частини валка, і дотичні, які торкаються іншого торцевого діаметра і увігнутої частини валка, проходять паралельно одна одній і відносно осі валка з нахилом на кут клина. Аналогічне справедливо для характеристики RSW ( x) радіуса другого валка. Перші валки, переважно, є робочими валками, а другі валки, переважно, є опорними валками. Але також є можливим, що прокатна кліть є шестивалковою кліттю, і перші валки є проміжними валками, а другі валки - опорними валками. У загальному випадку справедливо, що враховуються відповідні лінійна частина (клинова частина), довжина контакту і діаметр відповідного суміжного валка. На кресленнях представлений приклад виконання винаходу. На кресленнях показане наступне: Фіг. 1 - схематичне представлення прокатної кліті, в якій прокатуваний матеріал прокатується двома робочими валками, які спираються на два опорні валки, Фіг. 2 - просторове представлення робочого валка, яке спирається на опорний валок, і Фіг. 3 - робочий валок при розгляді разом з прокатуваним матеріалом в напрямку прокатки. На кресленнях представлені співвідношення, які вже відомі з EP 1 307 302 В2, на які даються явні посилання. На фіг. 1 можна бачити прокатуваний матеріал 1 в формі металевої 2 UA 100613 C2 5 10 15 20 25 30 35 40 45 50 55 плоскої заготовки (сляба), яка прокатується двома першими валками 2 в формі робочих валків. Перші валки 2 спираються на другі валки 3, а саме, опорні валки. Робочі валки 2, а також опорні валки 3 мають так званий CVC-профіль, тобто, відносно середньої площини 4 профіль є не симетричним. Деталі цього описані в названому документі EP 1 307 302 В1. Відповідно цьому валки 2, 3 мають по координаті х в подовжньому напрямку бочки (прокатного валка) функціональну характеристику, яка виходить з поліномів n-ого порядку, причому поліноми третього або п'ятого порядку, переважно, або в більшості випадків достатні. Якщо робочі валки 2 зсуваються один відносно одного по осі, то на зазор між валками може відповідно виявлятися вплив. Навантаження між робочими валками 2 і опорними валками 3 розподілено по області bcont контакту (див. фіг. 2) нерівномірно і змінюється із зміною позиції зсуву робочих валків. Одержувані в результаті форм валків навантаження і локальна позитивна або негативна відносна швидкість приводять - як ілюструється на фіг. 2 - до різних ободових зусиль Qi по ширині bcont контакту. Розподіл ободового зусилля Q i прокатки утворює момент М відносно середини прокатної кліті, що може привести до перехрещення валків і, тим самим, до осьових зусиль в підшипниках валків. Цього можна уникнути за рахунок того, що валкам надається відповідний профіль. У цьому випадку це здійснюється за допомогою характеристики радіуса, яка задається як поліном третього або п'ятого порядку. З EP 1 307 302 В2 відомо, що так званий коефіцієнт клина, тобто, коефіцієнт лінійної складової полінома, оптимізується, для чого пропонуються відповідні співвідношення. Як можна бачити на фіг. 3, передбачено, що характеристика радіуса робочих валків 2 виконується таким чином, що дотичні 5, які торкаються торцевого діаметра 6 і опуклої частини робочого валка 2, і дотичні 7, які торкаються іншого торцевого діаметра 8 і увігнутої частини валка 2, проходять паралельно один одному і з нахилом відносно осі валка на кут α клина. Аналогічне справедливе для характеристики радіуса опорних валків 3. Відповідно до цього запропонований принцип можна ще раз резюмувати таким чином: Правила для розрахунку контуру робочого валка і визначення складової клина (лінійний коефіцієнт функції полінома) виходять згідно або дуже схоже з тим, як вже відомо з EP 1 307 302 В1. Коефіцієнти а2, а3, а4 і а5 (у випадку полінома п'ятого порядку) виходять з бажаного діапазону регулювання або ефекту у вогнищі деформації або зазорі між валками. Як ширина контакту потрібно підставляти довжину контакту між робочим і опорним валком або, альтернативно, довжину робочого валка для розрахунку CVC-робочих валків і, особливо, для складової клина (а1), як описано в EP 1 307 302 В1. Якщо ці правила витримуються, то контури робочих валків і, особливо, коефіцієнт а 1 (складова клина) оптимально розраховуються. Для складової s1 клина контуру опорного валка, яка також може описуватися через функцію полінома, справедливі подібні співвідношення (які альтернативно можуть бути обчислені автономно). Значення для складової s1 клина варіюються залежно від контуру, що стосується цього, і довжини робочого валка. Форма опорного валка також повинна узгоджуватися з формою робочого валка. Коефіцієнти s2, s3, s4 і s5 (у випадку представлення контуру опорного валка поліномом п'ятого порядку) виходять з бажаного діапазону регулювання або узгодження з S-формою робочих валків. Для лінійної складової тут справедлива описана вище умова для проектування контуру опорного валка. Для особливого випадку, коли - при представленні характеристики радіуса як полінома третього порядку - опорний валок не має CVC-контуру, коефіцієнт s3 дорівнює нулю. Вищеназвані умови справедливі також для контурів, які подібні S-подібному контуру, для так званої "SmartCrown"-функції (функції синуса) або для контурів, які задаються послідовністю точок і можуть апроксимуватися однією з вищеназваних функцій полінома. У випадку шестивалкової прокатної кліті можна виконувати подібну процедуру. Тут аналогічно розраховується робочий валок. Розрахунок клинуватості проміжного валка йде як для опорного валка. Після того, як проміжний валок визначений, виконують розрахунок опорного валка шестивалкової кліті аналогічно розрахунку опорного валка чотирьохвалкової кліті. Загалом, при цьому враховуються відповідна лінійна складова, довжина контакту і діаметр відповідного сусіднього валка. В особливому випадку, наприклад, контур робочого валка може реалізовуватися за допомогою функції полінома п'ятого порядку, а опорний валок або проміжний валок - за допомогою функції полінома третього порядку, або навпаки. Тут для робочих валків справедливі наведені вище закономірності. Для контурів опорного і проміжного валків клинуватості оптимізуються також згідно з вищеописаним способом. 3 UA 100613 C2 5 10 Викладене вище справедливе і для апроксимації профілю радіуса за допомогою полінома третього порядку і для полінома п'ятого порядку. У принципі, природно, також можливо передбачати поліноми ще вищого порядку. Тим часом в більшості випадків рідко застосовуються поліноми вищого порядку, ніж п'ятий. Перелік посилальних позицій 1 - прокатуваний матеріал 2 - перший валок (робочий валок) 3 - другий валок (опорний валок) 4 - середня площина 5 - дотична 6 - торцевий діаметр 7 - дотична 8 - торцевий діаметр α - кут клина 15 ФОРМУЛА ВИНАХОДУ 20 25 30 35 40 45 50 55 60 1. Прокатна кліть для прокатки, зокрема, металевого прокату (1), яка має пару перших валків (2), що контактують з підтримуючими перші валки другими валками (3), причому перші валки (2), а також другі валки (3) забезпечені виконаною асиметрично відносно середньої площини (4) характеристикою радіуса (CVC-профілем), причому характеристика радіуса перших валків (2) задовольняє умову: 2 3 RAW(х) = a0 + а1∙х + а2∙х + а3∙x , де: RAW(x) - характеристика радіуса першого валка, х - координата в подовжньому напрямку бочки з початком координат (х=0) всередині бочки, a0 - поточний радіус першого валка, а1 - параметр оптимізації (коефіцієнт клина), а2, а3 - коефіцієнти (діапазон регулювання CVC-системи), яка відрізняється тим, що характеристика радіуса других валків (3) задовольняє умову: 2 3 RSW(х) = s0 + s1∙х + s2∙x + s3∙x , де: RSW(x) - характеристика радіуса другого валка, х - координата в подовжньому напрямку бочки з початком координат (х=0) всередині бочки, s0 - поточний радіус другого валка, s1 - параметр оптимізації (коефіцієнт клина), s2, s3 - коефіцієнти (діапазон регулювання CVC-системи), причому між вказаними параметрами існує наступний зв'язок: 2 2 2 s1 = f1∙[RSW /RAW∙(b contAW - b contSW )∙а3 + b contSW ∙s3], де: bcontAW - довжина контакту обох перших валків, bcontSW - довжина контакту між першим і другим валком або довжина другого валка, f1 = від -1/20 до -6/20. 2. Прокатна кліть за п. 1, яка відрізняється тим, що між коефіцієнтами характеристики радіуса перших валків (2) справедливе співвідношення: 2 а1 = f1 ∙ а3 ∙ b contAW , де: f1= від -1/20 до -6/20. 3. Прокатна кліть для прокатки, зокрема, металевого прокату (1), яка має пару перших валків (2), які контактують з підтримуючими перші валки другими валками (3), причому перші валки (2), а також другі валки (3) забезпечені виконаного асиметрично відносно середньої площини (4) характеристикою радіуса (CVC-профілем), причому характеристика радіуса перших валків (2) задовольняє умову: 2 3 4 5 RAW(х) = а0 + а1 ∙ х + а2 ∙ х + а3 ∙ х + а4 ∙ х + а5 · х , де: RAW(x) - характеристика радіуса першого валка, х - координата в подовжньому напрямку бочки, а0 - поточний радіус першого валка, а1 - параметр оптимізації (коефіцієнт клина), а2-а5 - коефіцієнти (діапазон регулювання CVC-системи), яка відрізняється тим, що характеристика радіуса других валків (3) задовольняє умову: 4 UA 100613 C2 2 5 10 15 20 25 30 3 4 5 RSW (х) = s0 + s1 ∙ х + s2 ∙ x + s3 ∙ x + s4∙x + s5 ∙ x , де: RSW(x) - характеристика радіуса другого валка, х - координата в подовжньому напрямку бочки, s0 - поточний радіус другого валка, s1 - параметр оптимізації (коефіцієнт клина), s2-s5 - коефіцієнти (діапазон регулювання CVC-системи), причому між вказаними параметрами існує наступний зв'язок: 2 2 2 4 4 4 s1=f1∙[RSW /RAW∙(b contAW -b contSW )∙а3+b contSW ∙s3]+f2∙[RSW /RAW ∙(b contAW -b contSW )∙а5+b contSW ∙s5], де: bcontAW - довжина контакту обох перших валків, bcontSW - довжина контакту між першим і другим валком або довжина другого валка, f1 = від -1/20 до -6/20, f2 = від 0 до -9/112. 4. Прокатна кліть за п. 3, яка відрізняється тим, що між коефіцієнтами характеристики радіуса перших валків (2) справедливе співвідношення: 2 4 а1 = f1 ∙ а3 ∙ b contAW + f2∙а5 ∙ b contAW , де: f1= від -1/20 до -6/20, f2 = від 0 до -9/112. 5. Прокатна кліть за п. 3 або п. 4, яка відрізняється тим, що коефіцієнти а4 і а5 характеристики радіуса перших валків (2) дорівнюють нулю. 6. Прокатна кліть за п. 3 або п. 4, яка відрізняється тим, що коефіцієнти s4 і s5 характеристики радіуса других валків (3) дорівнюють нулю. 7. Прокатна кліть за будь-яким із пп. 1-6, яка відрізняється тим, що характеристика RAW (x) радіуса перших валків (2) і/або характеристика RSW(x) других валків (3) виконана таким чином, що дотичні (5), які торкаються торцевого діаметра (6) і опуклої частини валка (2), і дотичні (7), які торкаються іншого торцевого діаметра (8) і увігнутої частини валка (2), проходять паралельно одна одній і відносно осі валка з нахилом на кут () клина. 8. Прокатна кліть за п. 1 або п. 3, яка відрізняється тим, що перші валки є робочими валками (2), а другі валки є опорними валками (3). 9. Прокатна кліть за п. 1 або п. 3, яка відрізняється тим, що прокатна кліть є шестивалковою кліттю, перші валки є проміжними валками, а другі валки - опорними валкам. 10. Прокатна кліть за будь-яким із пп. 1-9, яка складається з декількох валків, яка відрізняється тим, що в загальному випадку при визначенні коефіцієнтів враховуються відповідні лінійна частина, довжина контакту і діаметр відповідного суміжного валка. 5 UA 100613 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюRoll stand for rolling product, in particular made of metal
Автори англійськоюSeidel, Juergen, Jepsen, Olaf Norman
Назва патенту російськоюПрокатная клеть для прокатки, в частности, металлического проката
Автори російськоюЗайдель Юрген, Йепсен Олаф Норман
МПК / Мітки
МПК: B21B 27/02, B21B 13/14
Мітки: кліть, зокрема, прокатки, металевого, прокату, прокатна
Код посилання
<a href="https://ua.patents.su/8-100613-prokatna-klit-dlya-prokatki-zokrema-metalevogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Прокатна кліть для прокатки, зокрема, металевого прокату</a>
Прокатна кліть для гарячої або холодної прокатки металевого стрічкового матеріалу
Номер патенту: 75107
Опубліковано: 15.03.2006
Автор: Фіггє Дітер
МПК: B21B 31/00, B21B 31/16
Мітки: кліть, стрічкового, матеріалу, прокатна, металевого, прокатки, холодної, гарячої
Формула / Реферат:
1. Прокатна кліть для гарячої або холодної прокатки металевого стрічкового матеріалу, наприклад, зі сталі різних марок, що містить опорні і робочі валки, встановлені з можливістю обертання в подушках, причому подушки розташовані з обох сторін в напрямних рами станини з можливістю переміщення для регулювання міжвалкового зазору і додаткового зміщення за допомогою розташованих в рамі станини горизонтальних циліндро-поршневих вузлів щонайменше з...
Пристрій для прокатки, зокрема кліть для асиметричної прокатки
Номер патенту: 98501
Опубліковано: 25.05.2012
Автори: Лангер Хендрік, Бройєр Міхель, Мюнкер Йохен
МПК: B21B 31/20
Мітки: кліть, прокатки, асиметрично, зокрема, пристрій
Формула / Реферат:
1. Пристрій (50) для прокатки зі станиною (51) і двома комплектами валків (52, 53, 54, 55) щонайменше з двома валками, встановленими в станині (51) пристрою для прокатки, в якому прокатуваний матеріал (56) для прокатки пропускається між двома валками обох комплектів валків, при цьому щонайменше валки (52, 53) одного комплекту валків є зміщуваними відносно станини (51) в напрямку прокатки, причому між опорою для прийому валків і станиною по...
Прокатна кліть для виготовлення катаної штаби
Номер патенту: 86058
Опубліковано: 25.03.2009
Автори: Вайнгартен Людвіг, Клекнер Юрген, Боде Торстен
МПК: B21B 13/14
Мітки: штаби, виготовлення, кліть, прокатна, катаної
Формула / Реферат:
1. Прокатна кліть для виготовлення катаної штаби (1), що містить робочі валки (10, 11, 15, 16), які спираються за необхідності на опорні валки (30, 31) або на проміжні валки (20, 21) і опорні валки (30, 31), при цьому робочі валки (10, 11, 15, 16) і/або проміжні валки (20, 21), і/або опорні валки (30, 31) виконані з можливістю осьового переміщення, яка відрізняється тим, що довжина (L) бочки кожного проміжного валка (20, 21) у шестивалковій...
Прокатна кліть для прокатки різних заготовок, які потребують різних зусиль прокатки
Номер патенту: 78222
Опубліковано: 15.03.2007
Автор: Денкер Вольфганг
МПК: B21B 31/16
Мітки: прокатна, зусиль, потребують, кліть, прокатки, різних, заготовок
Формула / Реферат:
1. Прокатна кліть для прокатки різних заготовок, що потребують різних зусиль прокатки, з нижнім і верхнім робочими валками, опорними валками, які відповідають робочим валкам, за необхідності з пристроєм згинання для робочих валків, а також за необхідності з пристроями для установки і балансування опорного валка і з парою встановлювальних циліндрів (3) між станинами (1) кліті і подушками (2), яка відрізняється тим, що встановлювальні циліндри...
Універсальна прокатна кліть
Номер патенту: 40207
Опубліковано: 16.07.2001
Автори: Гринавцев Олег Валерійович, Кобиляков Денис Анатолійович
МПК: B21B 13/10
Мітки: кліть, прокатна, універсальна
Формула / Реферат:
Універсальна прокатна кліть, яка містить станину, привідні горизонтальні валки, арматурні бруси, закріплену на них касету з непривідними вертикальними валками і ексцентриковий натискний пристрій, яка відрізняється тим, що касета оснащена гідроциліндрами, які закріплені на арматурних брусах, для переміщення касети проти напрямку прокатки після захоплення смуги привідними валками.
Попередній патент: Багатофункціональна присадка “фосфолідін-біс” до пластичних мастил
Наступний патент: Пристрої для зміщення упорів кузова залізничного рухомого складу з візками на криволінійних ділянках шляху і кузов залізничного рухомого складу з візками
Випадковий патент: Шихта для виготовлення мулітокордієритових виробів