Спосіб прокатки-поділу сортових заготовок
Номер патенту: 29072
Опубліковано: 10.01.2008
Автори: Нєфєдьєв Сергій Павлович, Теряєв Олександр Митрофанович, Нечепоренко Володимир Андрійович, Корінь Андрій Олександрович, Нєфєдьєв Олександр Сергійович, Кукуй Давид Пенхусович
Формула / Реферат
1. Спосіб прокатки-поділу сортових заготовок, що включає прокатку сляба або розкату прямокутного перерізу в з'єднані між собою нитки і наступне відділення ниток у поділяючому калібрі, у якому площа поперечного перерізу центрального рівчака дорівнює або більше площі поперечного перерізу центральних ниток, який відрізняється тим, що в чотиринитковому розкаті центральні нитки 2 і 3 з'єднані між собою перемичкою, у якій співвідношення ширини і висоти значно більше одиниці, а крайні нитки 1 і 4 з'єднані із центральними нитками перемичками, у яких співвідношення висоти і ширини значно більше одиниці.
2. Спосіб за п. 1, який відрізняється тим, що співвідношення висот центральної і крайньої перемичок становить hц = (0,1-0,4).hкр, де hц - висота центральної перемички, а hкр - висота крайніх перемичок.
3. Спосіб за п. 2, який відрізняється тим, що поділяючу перемичку формують з шириною, що забезпечує при переміщенні під дією зовнішніх поверхонь гребенів запобігання упиранню ниток 2 і 3 у центральний гребінь.
4. Спосіб за п. 1, який відрізняється тим, що центральний гребінь виготовляють з шириною, що забезпечує його міцність і стійкість при прокатці-поділі сортових заготовок.
5. Спосіб за п. 1, який відрізняється тим, що перший поділяючий калібр виготовляють таким, що має два поділяючі гребені, осі яких збігаються з осями крайніх перемичок сформованого чотириниткового розкату.
6. Спосіб за п. 5, який відрізняється тим, що центральний струмок калібра по висоті виготовляють рівним або більшим від висоти центральних ниток 2 і 3 і таким, що має центральний гребінь для створення концентратора напруг між центральними нитками.
7. Спосіб за п. 6, який відрізняється тим, що центральний гребінь для створення концентратора напруг між центральними нитками виготовляють таким, що має кут між двома твірними конусних частин гребеня не більше 60°.
8. Спосіб за п. 6, який відрізняється тим, що крайні рівчаки калібра мають висоту і ширину на 20-25 % більшу, ніж відповідні розміри ниток 1 і 4.
9. Спосіб за п. 1, який відрізняється тим, що в першому поділяючому калібрі в момент захоплення металу валками гребені центрують чотиринитковий розкат по осі калібру.
10. Спосіб за п. 9, який відрізняється тим, що при входженні розкату вглиб калібра крайні гребені впроваджують у перемички між нитками 1-2 і 3-4 і розсовують один від одного нитки, з'єднані цими перемичками.
11. Спосіб за п. 9, який відрізняється тим, що нитки 1 і 4 розсовують від осі розкату назовні, а нитки 2 і 3 до центрального гребеня назустріч один одному.
12. Спосіб за п. 9, який відрізняється тим, що при впровадженні гребенів у перемички здійснюють стоншення перемичок до того моменту, коли зазор між валками становить 0,1...0,9 мм.
13. Спосіб за п. 1, який відрізняється тим, що центральний розкат виконаний таким, що має форму, яка забезпечує виникнення між нитками 2 і 3 складки, що виконує роль концентратора напруг і дозволяє розділити нитки 2 і 3.
14. Спосіб за п. 13, який відрізняється тим, що поділ ниток 2 і 3 здійснюють у наступній кліті, що має поділяючі гребені.
15. Спосіб за п. 14, який відрізняється тим, що відділені нитки 1 і 4 пропускають через рівчаки валків цієї ж кліті як через транспортні калібри без деформації.
16. Спосіб за п. 13, який відрізняється тим, що поділ ниток 2 і 3 здійснюють у непривідному поділяючому пристрої, встановленому на вивідному брусі цієї ж кліті (слітинг-процес).
17. Спосіб за п. 1, який відрізняється тим, що перший поділяючий калібр виконують без центрального гребеня.
18. Спосіб за п. 1, який відрізняється тим, що в п’ятинитковому розкаті центральна нитка 3 з'єднана з двома нитками по 2 нитки з кожної сторони (1-2 і 4-5) двома перемичками, у яких співвідношення ширини і висоти значно більше одиниці, а спарені крайні нитки з кожної сторони центральної нитки (1-2 і 4-5) з'єднані одна з одною перемичками, у яких співвідношення висоти і ширини значно більше одиниці.
19. Спосіб за п. 18, який відрізняється тим, що в першому поділяючому калібрі похилі стінки гребенів використовують як неактивні гребені, що не обжимають центральну нитку 3.
20. Спосіб за п. 19, який відрізняється тим, що неактивні гребені виконують з кутом між їх внутрішніми похилими поверхнями, меншим ніж 90°.
21. Спосіб за п. 18, який відрізняється тим, що активні гребені впроваджують у перемички між нитками 1-2 і 4-5, у яких співвідношення висоти і ширини значно більше одиниці.
22. Спосіб за п. 21, який відрізняється тим, що нитки 1 і 5 розсовують назовні від центральної нитки 3, а нитки 2 і 4 - усередину до центральної нитки 3.
23. Спосіб за п. 18, який відрізняється тим, що в другому поділяючому калібрі здійснюють відділення ниток 2 і 4 від нитки 3.
24. Спосіб за п. 23, який відрізняється тим, що в другому поділяючому калібрі нитки 2 і 4 відсувають від нитки 3 зовнішніми поверхнями гребенів.
25. Спосіб за п. 23, який відрізняється тим, що раніше відділені нитки 1 і 5 пропускають у цій же кліті через рівчаки не використовуваних тепер калібрів без деформації як через транспортні калібри.
26. Спосіб за п. 18, який відрізняється тим, що в другому поділяючому калібрі кінці гребенів виконують на відстані один від одного більшій, ніж відстань між сформованими жолобками з концентраторами напруг.
Текст
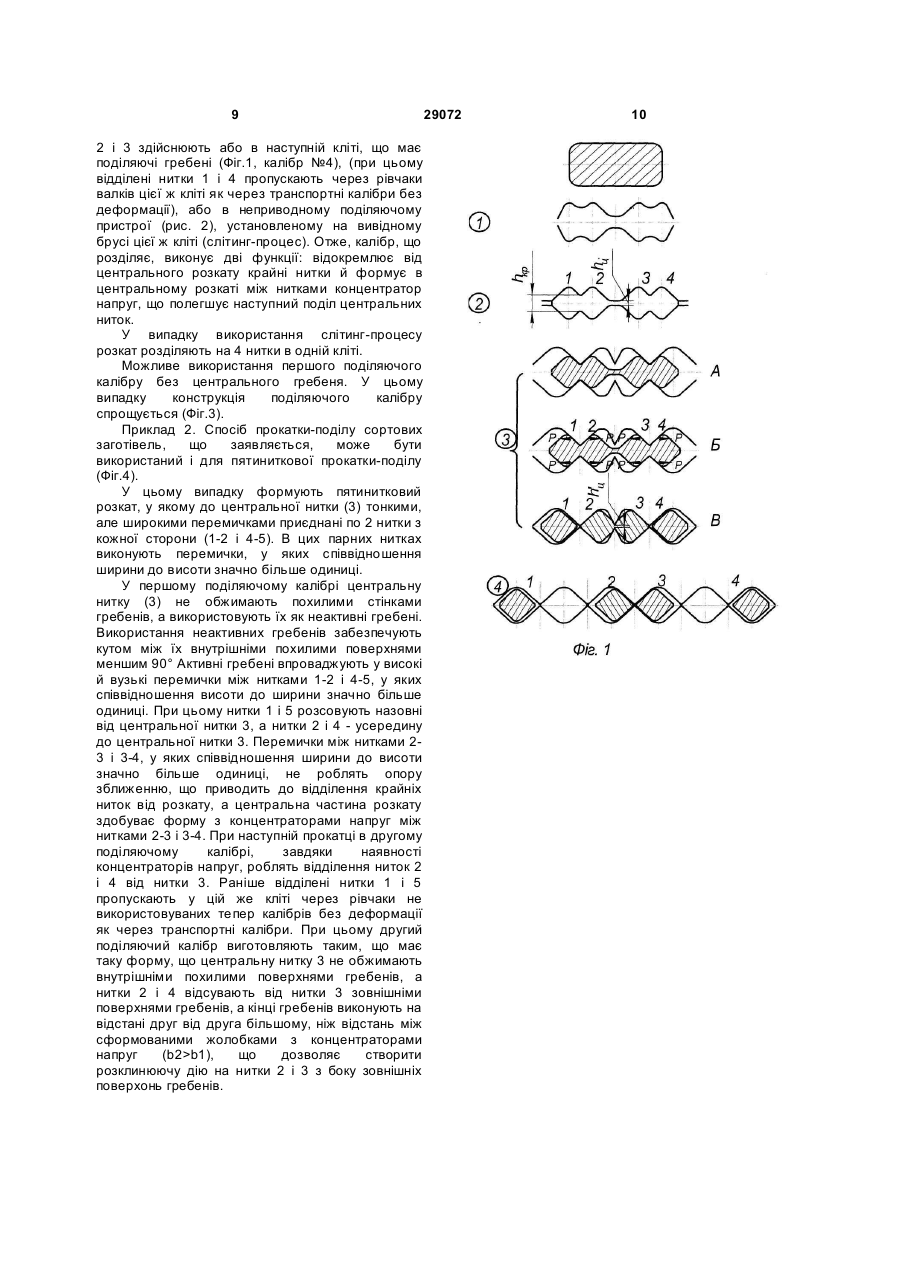
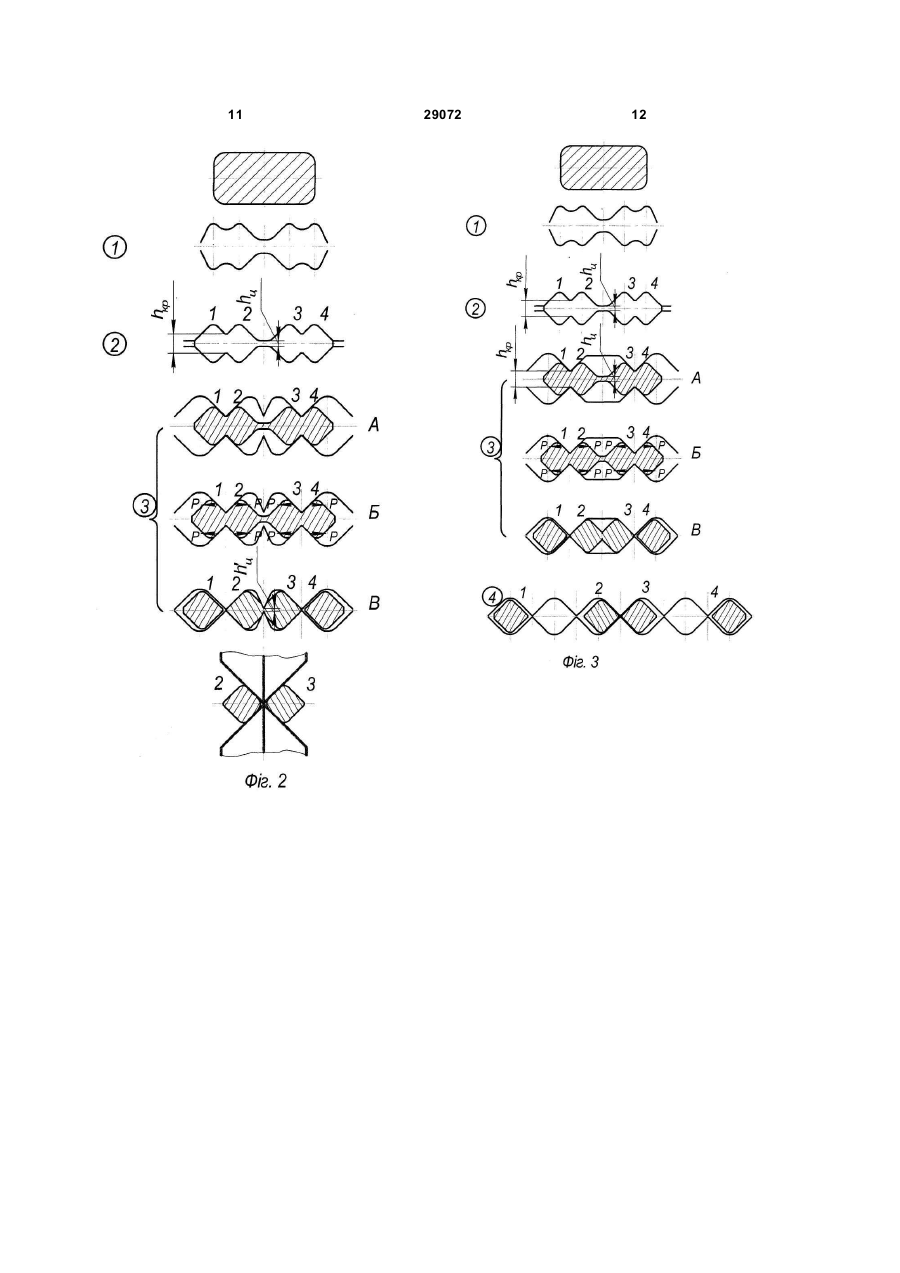
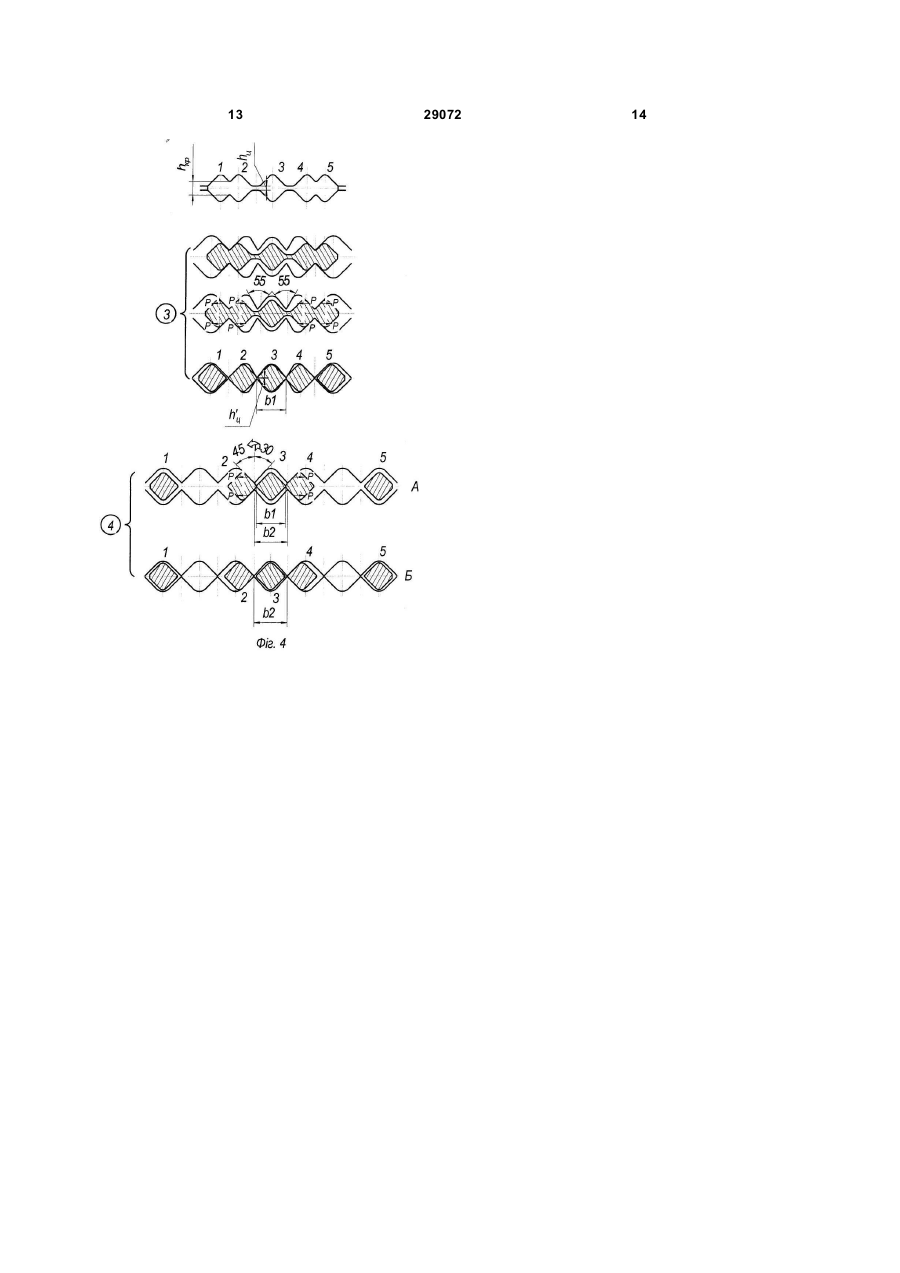
1. Спосіб прокатки-поділу сортових заготовок, що включає прокатку сляба або розкату прямокутного перерізу в з'єднані між собою нитки і наступне відділення ниток у поділяючому калібрі, у якому площа поперечного перерізу центрального рівчака дорівнює або більше площі поперечного перерізу центральних ниток, який відрізняється тим, що в чотиринитковому розкаті центральні нитки 2 і 3 з'єднані між собою перемичкою, у якій співвідношення ширини і висоти значно більше одиниці, а крайні нитки 1 і 4 з'єднані із центральними нитками перемичками, у яких співвідношення висоти і ширини значно більше одиниці. 2. Спосіб за п. 1, який відрізняється тим, що співвідношення висот центральної і крайньої перемичок становить hц = (0,1-0,4).hкр, де hц висота центральної перемички, а hкр - висота крайніх перемичок. 3. Спосіб за п. 2, який відрізняється тим, що поділяючу перемичку формують з шириною, що забезпечує при переміщенні під дією зовнішніх поверхонь гребенів запобігання упиранню ниток 2 і 3 у центральний гребінь. 4. Спосіб за п. 1, який відрізняється тим, що центральний гребінь виготовляють з шириною, що забезпечує його міцність і стійкість при прокатціподілі сортових заготовок. 5. Спосіб за п. 1, який відрізняється тим, що перший поділяючий калібр виготовляють таким, що має два поділяючі гребені, осі яких збігаються з 2 (19) 1 3 29072 4 поділяючому пристрої, встановленому на вивідному брусі цієї ж кліті (слітинг-процес). 17. Спосіб за п. 1, який відрізняється тим, що перший поділяючий калібр виконують без центрального гребеня. 18. Спосіб за п. 1, який відрізняється тим, що в п’ятинитковому розкаті центральна нитка 3 з'єднана з двома нитками по 2 нитки з кожної сторони (1-2 і 4-5) двома перемичками, у яких співвідношення ширини і висоти значно більше одиниці, а спарені крайні нитки з кожної сторони центральної нитки (1-2 і 4-5) з'єднані одна з одною перемичками, у яких співвідношення висоти і ширини значно більше одиниці. 19. Спосіб за п. 18, який відрізняється тим, що в першому поділяючому калібрі похилі стінки гребенів використовують як неактивні гребені, що не обжимають центральну нитку 3. 20. Спосіб за п. 19, який відрізняється тим, що неактивні гребені виконують з кутом між їх внутрішніми похилими поверхнями, меншим ніж 90°. 21. Спосіб за п. 18, який відрізняється тим, що активні гребені впроваджують у перемички між нитками 1-2 і 4-5, у яких співвідношення висоти і ширини значно більше одиниці. 22. Спосіб за п. 21, який відрізняється тим, що нитки 1 і 5 розсовують назовні від центральної нитки 3, а нитки 2 і 4 - усередину до центральної нитки 3. 23. Спосіб за п. 18, який відрізняється тим, що в другому поділяючому калібрі здійснюють відділення ниток 2 і 4 від нитки 3. 24. Спосіб за п. 23, який відрізняється тим, що в другому поділяючому калібрі нитки 2 і 4 відсувають від нитки 3 зовнішніми поверхнями гребенів. 25. Спосіб за п. 23, який відрізняється тим, що раніше відділені нитки 1 і 5 пропускають у цій же кліті через рівчаки не використовуваних тепер калібрів без деформації як через транспортні калібри. 26. Спосіб за п. 18, який відрізняється тим, що в другому поділяючому калібрі кінці гребенів виконують на відстані один від одного більшій, ніж відстань між сформованими жолобками з концентраторами напруг. Корисна модель ставитися до галузі прокатного виробництва, зокрема, до виробництва заготівель і сортових профілів із застосуванням прокатки-поділу. Найбільш близьким по основних ознаках до способу, що заявляється, є спосіб прокатки-поділу сортових заготівель, що включає формування багатониточного розкату із зонами майбутнього поділу, локальне деформування зон майбутнього поділу в проміжку між формуючим і поділяючим проходами за допомогою пристрою з холостими роликами й наступне відділення крайніх ниток від центральних у поділяючому калібрі, у якому площа поперечного перерізу центрального рівчака більше або дорівнює сумі площ поперечного перерізу центральних ниток, а крайні нитки відокремлюють від центральних за допомогою поперечних сил, що розтягують, які створюються валками на внутрішніх похилих поверхнях крайніх ниток [патент України №52187]. Недоліками даного способу є: 1. Використання в міжклітьовому проміжку пристрою з холостими роликами, які повинні за рахунок сили, що заштовхує, валків попередньої кліті локально деформувати перемички між нитками розкату від товщини 12мм до товщини 4мм, тобто продавлювати кожну з перемичок на 8мм, що вимагає додатка значної поздовжньої сили, що заштовхує. При виході заднього кінця розкату з формуючого калібру сила, що заштовхує, припиняє свою дію й, для проходження даної ділянки розкату через пристрій з холостими роликами необхідно прикладати додаткову поздовжню тягнучу силу. У випадку використання окремо стоячої кліті, від якої розкат транспортується рольгангом до наступної кліті, сил тертя з боку роликів рольганга не вистачить, щоб протягти задній кінець розкату через холості ролики, що деформують перемички. У випадку використання безперервного стана, додатковою поздовжньою тягнучою силою є сила, що діє з боку валків наступної кліті з поділяючим калібром. Але в цьому поділяючому калібрі з боку поділяючих гребенів діють поперечні сили, що розтягують крайні нитки розкату в поперечному напрямку. Ці сили недостатні для протягання розкату. Результатом з'явиться буксування розкату в даній кліті, як тільки задній кінець його вийде з попередньої кліті, тобто процес прокатки-поділу переривається. И тільки наступна за поділяючою кліть, у якій деформуються вже розділені розкати, створює необхідну поздовжню силу для протягання заднього кінця розкату через пристрій з холостими роликами. Але в цей момент міняються умови прокатки на безперервному стані: від прокатки без натягу на короткий проміжок часу стан переходить до прокатки з натягом між цими трьома клітями, а потім знову до прокатки без натягу, тому що в основі одержання правильного профілю по всій довжині розкату лежить прокатка без натягу. Такі переходи позначаються на якості готового прокату й на стабільності процесу прокатки. Крім цього, даний спосіб обмежує галузь його застосування використанням тільки на безперервних станах. 2. Ролики для створення концентраторів напруг у перемичках мають досить гострі гребені. Якщо кут між гранями ниток розкату дорівнює 90°, то кут між утворюючі конусні поверхні ролика повинен бути не більше 50°- 40°, тобто саме ребро ролика повинне бути гострим, що автоматично означає його низьку стійкість. А тому що діаметр роликів малий (менше діаметра робочих валків), 5 тобто навіть при нетривалій роботі таких роликів буде відбуватися їхнє швидке зношування за рахунок того, що ребро при впровадженні в розкат буде швидко нагріватися (оскільки саме воно тонке) і втрачати свою твердість і міцність, що також приведе до припинення процесу. Сукупними ознаками найближчого аналога є: - прокатка сляба або розкату прямокутного перетину в з'єднані між собою нитки; - наступне відділення ниток у поділяючому калібрі (у якому площа поперечного перерізу центрального рівчака дорівнює або більше площі поперечного перерізу центральних ниток). В основу корисної моделі поставлене завдання вдосконалення способу прокатки-поділу сортового металу шляхом поліпшення умов поділу й збільшення ресурсу поділу гребенів за рахунок того, що формуючий і поділяючий калібри виконують такої форми, що дозволяє відмовитися від пристрою з холостими роликами, а концентратор напруг у місці наступного поділу центральних ниток створюють у самому поділяючому калібрі при відділенні крайніх ниток від центральних. Очікуваним технічним результатом корисної моделі, що заявляється, є поліпшення умов поділу й збільшення ресурсу поділу гребенів. Зазначений технічний результат досягається тим, що в способі прокатки-поділу сортового металу, що включає прокатку сляба або розкату прямокутного перерізу в з'єднані між собою нитки й наступне відділення ниток у поділяючому калібрі (у якому площа поперечного перерізу центрального рівчака дорівнює або більше площі поперечного перерізу центральних ниток), * в чотиринитковому розкаті центральні нитки 2 і 3 з'єднані між собою перемичкою, у якої співвідношення ширини до висоти значно більше одиниці, а крайні нитки 1 і 4 з’єднані із центральними нитками перемичками, у яких співвідношення висоти і ширини значно більше одиниці; - співвідношення висот центральної й крайньої перемичок становить hц=(0,1-0,4)hKp, де hц - висота центральної перемички, a hKp - висота крайніх перемичок; поділяючу перемичку формують шириною, що забезпечує достатню свободу при переміщенні під дією зовнішніх поверхонь гребенів і запобігає деформації ниток 2 і 3 центральним гребенем у першому поділяючому калібрі; - центральний гребінь виготовляють шириною, що забезпечує його міцність і стійкість при прокатці-поділу сортових заготівель; - перший поділяючий калібр виготовляють таким, що має два поділяючі гребені, осі яких збігаються з осями крайніх перемичок сформованого чотириниткового розкату; - центральний струмок калібру по висоті виготовляють рівним або більшим висоти центральних ниток 2 і 3 та таким, що має центральний гребінь для створення концентратора напруг між центральними нитками; - центральний гребінь для створення концентратора напруг між центральними нитками 29072 6 виготовляють таким, що має кут між двома твірними конусних частин гребеня не більше 60°; - крайні рівчаки калібру мають висоту й ширину на 20-25% більшу, ніж відповідні розміри ниток 1 і 4. - у першому поділяючому калібрі в момент захвата металу валками гребені центрують чотиринитковий розкат по осі калібру; - при входженні розкату вглиб калібру крайні гребені впроваджують у перемички між нитками 12 і 3-4 і розсовують друг від друга нитки, з'єднані цими перемичками; - нитки 1 і 4 розсовують від осі розкату назовні, а нитки 2 і 3 до центрального гребеня назустріч один одному; - при впровадженні гребенів у перемички роблять утоншення перемичок до того моменту, коли зазор між валками дорівнює 0,1...0,9мм. - центральний розкат виконаний таким, що має форму, що забезпечує в першому поділяючому калібрі виникнення між нитками 2 і 3 складки, що грає роль концентратора напруг і дозволяє розділити нитки 2 і 3; - поділ ниток 2 і 3 здійснюють у наступній кліті, що має поділяючі гребені (або в наступному проході в цій же кліті в калібрі, що має поділяючі гребені); - відділені нитки 1 і 4 пропускають через рівчаки валків цієї ж кліті як через транспортні калібри без деформації; - поділ ниток 2 і 3 здійснюють у непривідному поділяючому пристрої, установленому на вивідному брусі цієї ж кліті (слітинг-процес); - перший поділяючий калібр виконують без центрального гребеня; * в пятинитковому розкаті центральна нитка 3 з'єднана із двома нитками по 2 нитки з кожної сторони (1-2 і 4-5) двома перемичками, у яких співвідношення ширини до висоти значно більше одиниці, а спарені крайні нитки з кожної сторони центральної нитки (1-2 і 4-5) з'єднані один з одним перемичками, у яких співвідношення висоти і ширини значно більше одиниці; - у першому поділяючому калібрі похилі стінки гребенів використовують як неактивні гребені, що не обжимають центральну нитку 3; - неактивні гребені виконують із кутом між їх внутрішніми похилими поверхнями меншим 90°; - активні гребені впроваджують у перемички між нитками 1-2 і 4-5, у яких співвідношення висоти і ширини значно більше одиниці; - нитки 1 і 5 розсовують назовні від центральної нитки 3, а нитки 2 і 4 - усередину до центральної нитки 3; - у другому поділяючому калібрі роблять відділення ниток 2 і 4 від нитки 3; - у другому поділяючому калібрі нитки 2 і 4 відсувають від нитки 3 зовнішніми поверхнями гребенів; - раніше відділені нитки 1 і 5 пропускають у цій же кліті через рівчаки не використовуваних тепер калібрів без деформації як через транспортні калібри; - у другому поділяючому калібрі кінці гребенів виконують на відстані друг від друга більшому, ніж 7 відстань між сформованими жолобками з концентраторами напруг. Сутність способу прокатки-поділу сортових заготівель, що заявляється, полягає в наступному. Формуючий і поділяючий калібри виконують такої форми, що дозволяє відмовитися від пристрою з холостими роликами. Концентратор напруг у місці наступного поділу центральних ниток створюють у самому поділяючому калібрі при відділенні крайніх ниток від центральних. Кожний з поділяючих гребенів діє на парі зчленованих ниток своїми двома похилими (конусними) поверхнями, розсовуючи їх друг від друга на відстань у два рази більше, ніж у способі-прототипі. Тому що в способі-прототипі в поділяючому калібрі тільки одна конусна поверхня гребеня діє на крайню нитку, то відстань на яке переміститься крайня нитка від центральної при впровадженні гребеня й дії на неї конусної поверхні гребеня буде дорівнює L : = Dh × tan( s) ÙÙÙÙ де: L - величина переміщення крайньої нитки від центральної, мм; Dh - величина впровадження одного гребеня в перемичку, мм; s - кут нахилу утворюючого конуса до підстави конуса, град. У технічному рішенні, що заявляється, обидві конусні поверхні гребеня діють таким чином, що одна з них зміщає крайню нитку від центра на величину, що розраховується по вищенаведеній формулі, друга ж конусна поверхня зміщає центральну нитку до центра, і величина зсуву розраховується по цій же формулі, тобто взаємне видалення поділюваних суміжних ниток друг від друга дорівнює: L .2 : = 2 × D h × tg( s ) тобто, дві суміжні нитки будуть розсунутий друг від друга поділяючим гребенем на відстань в 2 рази більше, ніж у способі-прототипі, що веде до поліпшення умов поділу й збільшенню ресурсу поділу гребенів. Використання способу прокатки-поділу сортового металу, що заявляється,ілюструється наступними прикладами конкретного здійснення. Приклад 1. У калібрі спеціальної форми (рис.1, калібр №2) формують чотиринитковий розкат. Чотиринитковий розкат являє собою нитки квадратного перетину (або іншого перетину: круглого, ромбічного й т.д.). Центральні нитки 2 і 3 з'єднані між собою перемичкою, у якої співвідношення ширини до висоти значно більше одиниці, а крайні нитки 1 і 4 з'єднані із центральними нитками перемичками, у яких співвідношення висоти до ширини значно більше одиниці. Співвідношення висот центральної й крайньої перемичок hц=(0,1-0,4) hKp Центральну перемичку роблять зі співвідношенням ширини до висоти значно більше одиниці для того, щоб при зближенні центральних ниток назустріч друг до друга, вона чинила мінімальний опір цьому зближенню, а також для того, щоб забезпечити простір для зближення центральних ниток без перекручування їхньої 29072 8 форми. Для забезпечення таких умов центральний гребінь виготовляють шириною, що забезпечує його міцність і стійкість при прокатці-поділу сортових заготівель, тобто тривалу працездатність. Перший поділяючий калібр (Фіг.1, калібр №3) виготовляють таким, що має два поділяючі гребені, осі яких збігаються з осями крайніх перемичок сформованого чотири-ниткового розкату. Центральний струмок калібру по висоті виготовляють рівним або небагато більшим висоти ниток 2 і 3 та маючим центральний гребінь, що використовують для створення концентратора напруг між центральними нитками, та таким, що має кут між двома утворюючими конусних частин гребеня не більше 60° Крайні рівчаки калібру мають висоту й ширину на 20-25% більшу, ніж відповідні розміри ниток 1 і 4. У першому поділяючому калібрі (Фіг.1, калібр №3) відбувається наступне: Фаза А. У момент захвата металу валками гребені калібру попадають у жолобки перемичок і в такий спосіб центрують чотиринитковий розкат по осі калібру; Фаза Б. При входженні розкату вглиб калібру крайні гребені впроваджуються в перемички між нитками 1-2 і 3-4 і розсовують друг від друга нитки, з'єднані цими перемичками. Нитки 1 і 4 розсовують від осі розкату назовні, а нитки 2 і 3 до центрального гребеня назустріч один одному. Тому що центральна перемичка виготовлена малої висоти, то вона чинить мінімальний опір зближенню, а центральний гребінь першого поділяючого калібру практично не бере участь у деформації. У той же час ширину поділяючої перемички вибирають таким чином, щоб при переміщенні під дією зовнішніх поверхонь гребенів нитки 2 і 3 не впиралися в центральний гребінь, і не починалася деформація цих ниток з перетіканням металу з ниток 2 і 3 у нитки 1 і 4. Це веде до порушення процесу відділення ниток 1 і 4, які тільки ввійшли в зіткнення із центральним гребенем. Таким чином, навантаження на центральний гребінь практично дорівнює нулю, і, відповідно, його зношування буде мінімальним. При цьому центральний гребінь все-таки сформує концентратор напруг; Фаза В. При впровадженні гребенів у перемички роблять утоншення перемичок. Під дією розклинюючих сил у перемичках виникають напруги, що розтягують. Ці два фактори приводять до руйнування перемичок між нитками 1-2 і 3-4, відповідно. Фазу В здійснюють до того моменту, коли зазор між валками стає мінімальним і становить приблизно рівним 0,8-1,0мм. Таким чином, від центрального розкату відокремлюють дві крайні нитки 1 і 4. У цей же час на центральний розкат, що виходить із першого поділяючого калібру, з боку внутрішніх поверхонь гребенів симетрично діють розклинюючі сили, а це гарантує його прямолінійний рух у заданому напрямку без скручувань і скривлень. Крім цього, центральний розкат виконаний таким, що має форму, що забезпечує виникнення між нитками 2 і 3 складки, що грає роль концентратора напруг і дозволяє надалі розділити нитки 2 і 3. Поділ ниток 9 2 і 3 здійснюють або в наступній кліті, що має поділяючі гребені (Фіг.1, калібр №4), (при цьому відділені нитки 1 і 4 пропускають через рівчаки валків цієї ж кліті як через транспортні калібри без деформації), або в неприводному поділяючому пристрої (рис. 2), установленому на вивідному брусі цієї ж кліті (слітинг-процес). Отже, калібр, що розділяє, виконує дві функції: відокремлює від центрального розкату крайні нитки й формує в центральному розкаті між нитками концентратор напруг, що полегшує наступний поділ центральних ниток. У випадку використання слітинг-процесу розкат розділяють на 4 нитки в одній кліті. Можливе використання першого поділяючого калібру без центрального гребеня. У цьому випадку конструкція поділяючого калібру спрощується (Фіг.3). Приклад 2. Спосіб прокатки-поділу сортових заготівель, що заявляється, може бути використаний і для пятиниткової прокатки-поділу (Фіг.4). У цьому випадку формують пятинитковий розкат, у якому до центральної нитки (3) тонкими, але широкими перемичками приєднані по 2 нитки з кожної сторони (1-2 і 4-5). В цих парних нитках виконують перемички, у яких співвідношення ширини до висоти значно більше одиниці. У першому поділяючому калібрі центральну нитку (3) не обжимають похилими стінками гребенів, а використовують їх як неактивні гребені. Використання неактивних гребенів забезпечують кутом між їх внутрішніми похилими поверхнями меншим 90° Активні гребені впроваджують у високі й вузькі перемички між нитками 1-2 і 4-5, у яких співвідношення висоти до ширини значно більше одиниці. При цьому нитки 1 і 5 розсовують назовні від центральної нитки 3, а нитки 2 і 4 - усередину до центральної нитки 3. Перемички між нитками 23 і 3-4, у яких співвідношення ширини до висоти значно більше одиниці, не роблять опору зближенню, що приводить до відділення крайніх ниток від розкату, а центральна частина розкату здобуває форму з концентраторами напруг між нитками 2-3 і 3-4. При наступній прокатці в другому поділяючому калібрі, завдяки наявності концентраторів напруг, роблять відділення ниток 2 і 4 від нитки 3. Раніше відділені нитки 1 і 5 пропускають у цій же кліті через рівчаки не використовуваних тепер калібрів без деформації як через транспортні калібри. При цьому другий поділяючий калібр виготовляють таким, що має таку форму, що центральну нитку 3 не обжимають внутрішніми похилими поверхнями гребенів, а нитки 2 і 4 відсувають від нитки 3 зовнішніми поверхнями гребенів, а кінці гребенів виконують на відстані друг від друга більшому, ніж відстань між сформованими жолобками з концентраторами напруг (b2>b1), що дозволяє створити розклинюючу дію на нитки 2 і 3 з боку зовнішніх поверхонь гребенів. 29072 10 11 29072 12 13 29072 14
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling-division of profiled billets
Автори англійськоюNecheporenko Volodymyr Andriiovych, Kukui Davyd Penkhusovych, Kukui Davyd Penhusovych, Kukuj Davyd Penkhusovych, Korin Andrii Oleksandrovych, Teriaiev Oleksandr Mytrofanovych, Nefediev Oleksandr Serhiiovych, Niefiediev Oleksandr Serhiiovych, Niefiediev Serhii Pavlovych
Назва патенту російськоюСпособ прокатки-деления сортовых заготовок
Автори російськоюНечепоренко Владимир Андреевич, Кукуй Давид Пенхусович, Коринь Андрей Александрович, Теряев Александр Митрофанович, Нефедьев Александр Сергеевич, Нефедьев Сергей Павлович
МПК / Мітки
МПК: B21B 1/00
Мітки: заготовок, спосіб, сортових, прокатки-поділу
Код посилання
<a href="https://ua.patents.su/7-29072-sposib-prokatki-podilu-sortovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки-поділу сортових заготовок</a>
Спосіб прокатки-поділу сортових заготівок
Номер патенту: 26922
Опубліковано: 10.10.2007
Автори: Нєфєдьєв Олександр Сергійович, Нечепоренко Володимир Андрійович, Нєфєдьєв Сергій Павлович
Мітки: спосіб, прокатки-поділу, сортових, заготівок
Формула / Реферат:
1. Спосіб прокатки-поділу сортових заготівок, що включає формування багатониткового розкату, у якому окремі нитки мають квадратний або інший профіль (круглий, овальний, ромбічний і т.д.), руйнування сполучних перемичок, який відрізняється тим, що формування багатониткового розкату й руйнування сполучних перемичок здійснюють за один прохід у чотиривалковій кліті з валками східчастої форми.2. Спосіб за п. 1, який відрізняється тим,...
Спосіб прокатування-розділяння сортових заготівок
Номер патенту: 52187
Опубліковано: 15.03.2005
Автори: Нєфєдьєв Олександр Сергійович, Солод Володимир Сергійович, Нєфєдьєв Сергій Павлович, Бенецький Олексій Геннадійович, Нечепоренко Володимир Андрійович
Мітки: прокатування-розділяння, заготівок, сортових, спосіб
Формула / Реферат:
Шахтна однобарабанна підйомна установка, що включає копрові шківи, установлені на одній геометричній осі, канати і однобарабанну піднімальну машину, яка відрізняється тим, що кріплення каната від правого копрового шківа виконано у лівого торця барабана піднімальної машини і відповідно кріплення каната від лівого копрового шківа - у правого торця барабана.
Спосіб прокатки заготовок на безперервних сортових станах
Номер патенту: 69791
Опубліковано: 15.09.2004
Автори: Карпинський Юрій Пантелеймонович, Шеремет Володимир Олександрович, Куваєв Володимир Миколайович, Костюченко Михайло Іванович, Сокуренко Анатолій Валентинович, Чигринський Володимир Олександрович
МПК: B21B 1/16
Мітки: безперервних, станах, прокатки, спосіб, сортових, заготовок
Формула / Реферат:
Спосіб прокатки заготовок на безперервних сортових станах з натягом прокату в міжклітьових проміжках, що включає попереднє задання рівнів неузгодженості швидкостей валків клітей з прокатом і без прокату, монотонне зменшення неузгодженості на початковій ділянці прокату від заданого рівня неузгодженості швидкостей валків клітей без прокату до заданого рівня неузгодженості швидкостей валків клітей із прокатом і монотонне збільшення...
Спосіб прокатки заготовок на безперервних сортових станах
Номер патенту: 6982
Опубліковано: 15.06.2005
Автори: Чигринський Володимир Олександрович, Іванов Дмитро Олексійович, Куваєв Володимир Миколайович, Політов Ігор Вітальйович, Кокшаров Олександр Миколайович, Блохін Дмитро Парфірйович, Бабенко Михайло Антонович, Квашин Валерій Миколайович, Шеремет Володимир Олександрович, Сокуренко Анатолій Валентинович, Костюченко Михайло Іванович, Карпинський Юрій Пантелеймонович, Криворучко Павло Петрович
МПК: B21B 1/16
Мітки: заготовок, станах, спосіб, прокатки, безперервних, сортових
Формула / Реферат:
Спосіб прокатки заготовок на безперервних сортових станах з натягом прокату в міжклітьових проміжках, що містить попереднє завдання рівня неузгодженості швидкостей обертання валків суміжних клітей, монотонне зменшення неузгодженості на початковій ділянці прокату до заданого рівня і монотонне збільшення неузгодженості від заданого рівня на кінцевій ділянці прокату, який відрізняється тим, що роздільно задають максимальні рівні неузгодженості...
Спосіб прокатки заготовок
Номер патенту: 60030
Опубліковано: 15.09.2003
Автори: Стєблов Анвер Борісовіч, Маточкін Віктор Аркадьєвіч, Тімошпольскій Владімір Ісааковіч, Шувякова Ірина Володимирівна, Рябцев Олєг Вікторовіч, Жучков Сергій Михайлович, Тіщєнко Владімір Андрєєвіч, Курбатов Гєннадій Алєксандровіч, Бондарєнко Алєксандр Ніколаєвіч, Луценко Владислав Анатолійович
МПК: B21B 1/02
Мітки: заготовок, спосіб, прокатки
Формула / Реферат:
1. Спосіб прокатки заготовок, що включає послідовне чорнове, проміжне і чистове формування із злитка в системі трирівчакових калібрів валків прокатного стану, переважно реверсивного, триниткового розкату з різними площами поперечного перерізу кожної з частин, з'єднаних між собою перемичками по ширині, і наступний подовжній поділ заготовок у чистовому калібрі валків прокатного стану шляхом розтягування перемички до розриву і одержання...