Електрод для декоративного зварювання поверхневих покриттів

Формула / Реферат
1. Електрод (5) для декоративного зварювання для з'єднання елементів (1, 2, 3) декоративного поверхневого покриття, що включає нерозплавлені і пофарбовані частки на основі ПВХ, причому згаданий електрод для декоративного зварювання включає гелеподібну сполуку на основі пластизолю, що включає полівінілхлоридну смолу в бензоатному пластифікаторі і нерозплавлені частки на основі ПВХ, що мають розмір і колір, ідентичний або відповідний часткам, використовуваним в з'єднувальних елементах декоративної поверхні.
2. Електрод для декоративного зварювання за п. 1, який відрізняється тим, що сполука на основі пластизолю додатково включає фталатний пластифікатор і/або фосфатний пластифікатор.
3. Електрод для декоративного зварювання за п. 1 або 2, який відрізняється тим, що бензоатний пластифікатор становить від 2,5 % до 34 % загальної маси сполуки.
4. Електрод для декоративного зварювання за п. 2 або 3, який відрізняється тим, що співвідношення бензоатного пластифікатора та іншого фталатного пластифікатора та/або фосфатного пластифікатора становить від 5 до 100.
5. Електрод для декоративного зварювання згідно за будь-якими попередніми пунктами, який відрізняється тим, що сполука на основі пластизолю включає присадку, причому ця присадка є стабілізатором, присадкою для видалення повітря, добавкою, яка зменшує в'язкість, пігментом або їх сумішшю.
6. Електрод для декоративного зварювання згідно за будь-якими попередніми пунктами, який відрізняється тим, що частки на основі ПВХ складають до 50 % загальної маси сполуки на основі пластизолю.
7. Спосіб виготовлення електрода за пп. 1-6, який відрізняється тим, що включає нерозплавлені і пофарбовані частки на базі ПВХ, які включають наступні етапи для декоративного зварювання для з'єднання елементів декоративного поверхневого покриття:
беруть частки на основі ПВХ з розміром і кольором, ідентичними або відповідними розмірами і кольорам, використаних в з'єднувальних елементах декоративної поверхні,
беруть рідку суспензію полівінілхлоридної смоли в бензоатному пластифікаторі, домішують згадані пофарбовані частки на основі ПВХ в сполуку для утворення сполуки на основі пластизолю, розміщують згадану сполуку на основі пластизолю на термостійкому стрічковому конвеєрі (12),
нагрівають сполуку на основі пластизолю до утворення гелю із сполуки на основі пластизолю для утворення листа (13),
виконують тиснення згаданого листа (13) за допомогою пристрою тиснення (14), формуючи декілька зварювальних електродів (15).
8. Спосіб за п. 7, який відрізняється тим, що рідка суспензія полівінілхлоридної смоли додатково включає фталатний пластифікатор і/або фосфатний пластифікатор.
9. Спосіб за будь-яким з пп. 7 або 8, який відрізняється тим, що пристрій тиснення (14) включає два гравіровані циліндри, що взаємодіють для отримання стрижнів з практично круглим перерізом.
10. Підлогове покриття за пп. 1-6, яке включає зварювальний шов, реалізований за допомогою зварювального електрода.
11. Застосування електрода для декоративного зварювання за будь-яким з пп. 1-6 для з'єднання елементів підлогового покриття.
Текст
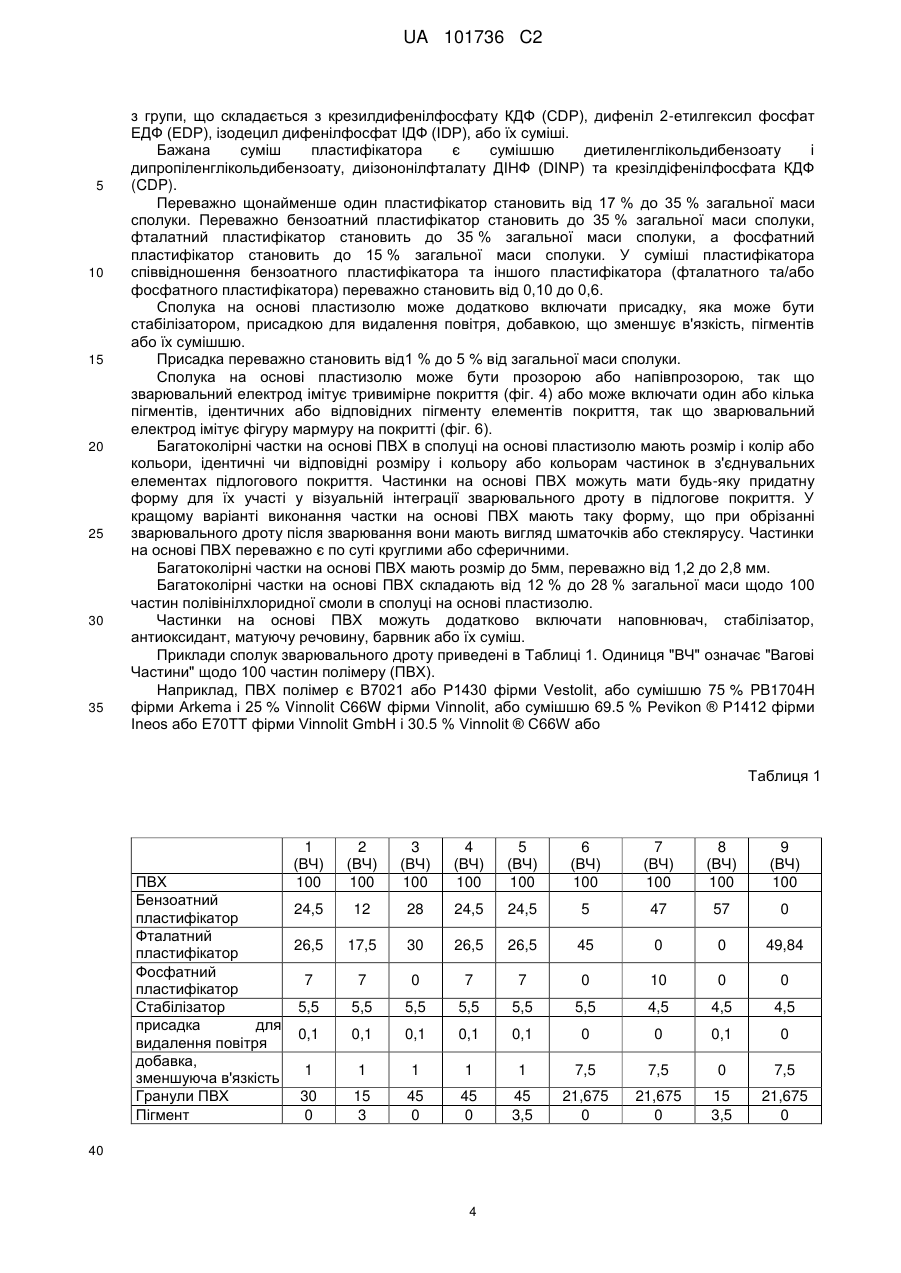
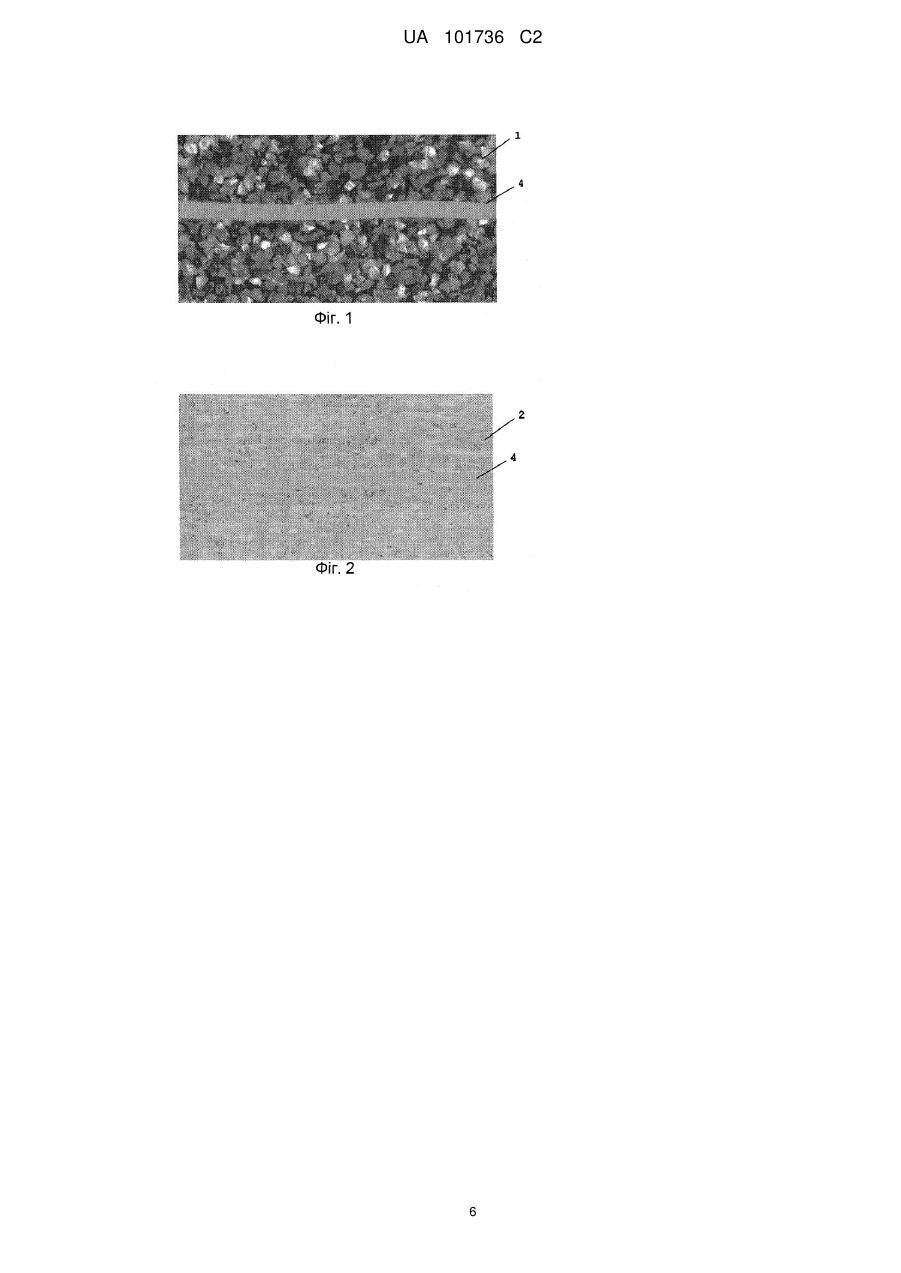
Реферат: Даний винахід стосується електрода для декоративного зварювання і до способу виготовлення електрода для декоративного зварювання, що включає гелеподібну сполуку на основі пластизолю, що включає полівінілхлоридні смоли в бензоатному пластифікаторі і нерозплавлені частки на основі ПВХ. UA 101736 C2 (12) UA 101736 C2 UA 101736 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки Даний винахід стосується електроду для декоративного зварювання, що з'єднує елементи поверхневого покриття. Даний винахід також стосується способу виготовлення подібного електроду для декоративного зварювання. Рівень техніки Поверхневі покриття на основі полівінілхлориду, поліолефіну або каучуку широко застосовуються при декоруванні поверхонь будівель або будинків, так як вони стають красивими, естетичними і більш зручними, ніж забарвлені поверхні. Однак, ці поверхневі покриття, особливо, підлогові покриття, як правило виготовляють у вигляді плиток або панелей, які необхідно з'єднувати один з одним. Добре відомо застосування зварювального дроту для цієї мети. Як правило, для цього використовують термоплавкий електрод круглого перерізу, що вставляється в зварювальний апарат, де електрод нагрівають гарячим повітрям, внаслідок чого він проникає в простір між двома суміжними елементами підлогового покриття і з'єднує їх один з одним. Після охолодження надлишок зваювального електроду відрізається або сточується П-подібним різаком. Зварювальні електроди зазвичай виготовленні з полімерних сполук, що мають хорошу адгезією з сполучуваними елементами покриття і забезпечують гнучкість зварювальних електродів при температурі нижчій за температуру сполуки з'єднуються і в той же час їх легко обрізають після зварювання. Крім того, зварювальний електрод має температуру розплавлення нижчу, ніж для з'єднування підлогових елементів, щоб запобігти розплавлення згаданих підлогових елементів при з'єднанні їх зварювальним електродом. Для підлогових покриттів з різнобарвним декоративним малюнком переважне застосування різнокольорових зварювальних дротів. Таким чином, з естетичної точки зору зварювальний електрод має відтворювати елемент дизайну поверхневого покриття. Зазвичай для покриття на основі полівінілхлориду багатобарвні зварювальні електроди мають сполуку на основі полівінілхлориду та виготовлені екструзією. Однак, екструдовані кольорові зварювальні електроди мають зовнішній вигляд шва контрастного кольору (фіг. 1-3), так як вони не здатні належним чином відтворювати складну різнокольорову фігуру, особливо, тривимірну фігуру. Для покриттів, що мають різнокольорову ламану фігуру або мають аспект тривимірності, були розроблені електроди для декоративного зварювання, що мають кольорові включення або гранули. Однак, для подібних електродів для декоративного зварювання непридатний екструзійний процес унаслідок суперечливих вимог для екструзійного процесу та процесу зварювання елементів поверхневого покриття. Таким чином, пропонується виготовити електроди для декоративного зварювання пресуванням ПВХ (PVC) плівки, яку раніше каландрували в напівкруглій формі для тиснення, як описано в EP 0775563. У публікації WO 00/26004 описаний процес, при якому кольорові гранули розподіляють на стрічці конвеєра з канавками, а згадані гранули потім гарячим пресуванням наплавляють один на одного для утворення листа, який потім розрізають на зварювальні електроди. У той час як в патенті США 5635266 описаний процес, в якому кольорові шматочки розташовують на несучому конвеєрі і групують на аркуші, який розрізають на зварювальні електроди і формують пресуванням у зварювальні електроди з напівкруглим перетином. Крім того, у заявці США 2003/0072936 описаний процес, в якому перший шар забарвлених частинок з ПВХ розміщують на прокладковому папері, а другий шар прозорих або напівпрозорих твердих частинок з ПВХ розміщують на пофарбованих частках, причому частки першого і другого шару розплавляють за допомогою тепла і тиску в процесі пресування прокаткою. Проте, якщо зварювальні електроди згідно рівня техніки повторюють кольори і загальний аспект зварювальних елементів підлогового покриття, вони візуально не інтегруються в візерунок підлогового покриття. Особливо для тривимірних покриттів, зображення шматочка зварювального дроту створює зображення, відмінне від оригінального покриття, що призводить до переривання послідовності візерунка поверхневого покриття. Спосіб імітації елемента дизайну зварювальних елементів підлогового покриття може складатися у виготовленні кількох зварювальних електродів гарячим тисненням одного або двох елементів декоративного поверхневого покриття в циліндричному пристрої тиснення, як описано в EP 1619009; Однак, як добре відомо, зварювальний електрод повинен мати властивості, відмінні від властивостей елементів підлогового покриття, які, як правило, є багатошаровими елементами. Це рішення не є задовільним, оскільки подібні зварювальні електроди не мають необхідні властивості, наприклад, з точки зору температури розплавлення, гнучкості, адгезії і легкості обрізання, які повинен мати зварювальний електрод. Згідно EP 1 UA 101736 C2 5 10 15 20 25 30 35 40 45 50 55 1619009 зварювальний електрод не має позитивного результату у випробуванні адгезивного зчеплення, через слабку адгезію і сполучні властивості. Більше того, вони не мають діаметри достатнього розміру для забезпечення гарної адгезії і простого відрізання. Цілі винаходу Метою винаходу є створення зварювального електроду для декоративного зварювання, що не має недоліків рівня техніки і способу його виготовлення. Метою винаходу є створення нових рішень для електроду декоративного зварювання та способів їх виготовлення. Метою винаходу є створення електроду для декоративного зварювання, візуально інтегрованого у візерунок підлогового покриття, і спосіб виготовлення цього електроду для декоративного зварювання. Крім того, метою даного винаходу є створення пристрою для здійснення способу виготовлення електроду для декоративного зварювання. Метою винаходу також є створення підлогового покриття, що включає електрод для декоративного зварювання. Стислий опис винаходу Даний винахід стосується електроду для декоративного зварювання, що з'єднує елементи декоративного поверхневого покриття, що включає нерозплавлені пофарбовані частки на основі ПВХ, причому згаданий електрод для декоративного зварювання включає гелеподібну сполуку на основі пластизолю, що включає полівінілхлоридні смоли в бензоатному пластифікаторі і нерозплавлені частки на основі ПВХ, що мають розмір і колір, ідентичний або відповідний часткам, які використовуються в з'єднувальних елементах декоративної поверхні. Вираз "сполука на основі пластизолю" необхідно розуміти як сполуку, яка включає "пластизоль", тобто рідку суспензію, що включає дисперсію одного або різних типів ПВХ в неводній рідині, тобто пластифікатор. Згідно варіантів здійснення винаходу, зварювальний електрод може включати одну будь-яку з наступних характеристик або їх відповідне поєднання: - композиція на базі пластизолю, яка додатково включає фталатний пластифікатор і/або фосфатний пластифікатор, - де бензоатний пластифікатор становить від 2,5 % до 34 % маси від загальної маси сполуки, - де співвідношення бензоатного пластифікатора та іншого фталатного пластифікатора та/або фосфатного пластифікатора становить від 5 до 100, - де сполука на основі пластизолю включає присадку, причому ця присадка є стабілізатором, присадкою для видалення повітря, добавкою, що зменшує в'язкість, пігментом або їх сумішшю. - де частки на основі ПВХ складають до 50 % загальної маси сполуки на основі пластизолю. Винахід стосується способу виготовлення електроду для декоративного зварювання згідно винаходу, який включає етапи, на яких беруть частки на основі ПВХ з розміром і кольором, ідентичним або відповідним розмірами і кольорами, використовуваним в з'єднанні елементів декоративної поверхні, беруть рідку суспензію полівінілхлоридної смоли в бензоатному пластифікаторі, домішують згадані пофарбовані частки на основі ПВХ в сполуку на основі пластизолю, розміщують згадану сполуку на основі пластизолю на термостійкий стрічковий конвеєр, нагрівають сполуку на основі пластизолю до утворення гелю з композиції на основі пластизолю для утворення листа, виконують тиснення згаданого листа за допомогою пристрою тиснення для утворення декількох зварювальних дротів. Згідно варіантів здійснення винаходу спосіб може включати одну характеристику або поєднання будь-яких з наведених нижче характеристик: - рідка суспензія полівінілхлоридної смоли додатково включає фталатний пластифікатор і/або фосфатний пластифікатор, -пристрій тиснення включає два гравіровані циліндри, що взаємодіють для отримання стрижнів з по суті круглим перетином. Крім того, даний винахід стосується підлогового покриття, що включає зварювальний шов, реалізований за допомогою зварювального дроту згідно винаходу. Короткий опис креслень Фіг. 1 показує електрод для декоративного зварювання згідно рівня техніки, що з'єднує тривимірні елементи підлогового покриття. Фіг. 2 показує зварювальний електрод згідно рівня техніки, що з'єднує елементи багатобарвного підлогового покриття. 2 UA 101736 C2 5 10 15 20 25 30 35 40 45 50 55 60 Фіг. 3 показує зварювальний електрод згідно рівня техніки, що з'єднує елементи підлогового покриття, що включають багатобарвні вставки. Фіг. 4 показує зварювальний електрод згідно винаходу, що з'єднує тривимірні елементи підлогового покриття. Фіг. 5 показує зварювальний електрод згідно винаходу, що з'єднує багатобарвні елементи підлогового покриття. Фіг. 6 показує зварювальний електрод згідно винаходу, що з'єднує елементи підлогового покриття, що включають багатобарвні вставки. Фіг. 7 показує схематичне подання обладнання для виготовлення зварювального дроту згідно винаходу. Детальний опис винаходу Зварювальний електрод для поверхневих покриттів повинен поєднувати в собі не тільки естетичні вимоги, але також і багато механічних вимог (гнучкість, адгезію, …), які відмінні від вимог до елементів підлогового покриття. Даний винахід стосується електроду 5 для декоративного зварювання до способу виготовлення подібного електроду для декоративного зварювання, що сполучає елементи підлогового покриття, зокрема елементи покриття на основі ПВХ, а саме елементи 2 покриття на основі ПВХ, що включають різнокольорові включення або гранули, або елементи 1 або 3 покриття, що мають тривимірний ефект. На відміну від зварювальних електродів згідно рівня техніки 4, електрод 5 для декоративного зварювання згідно винаходу представляє перевагу, що полягає в тому, що він має необхідні властивості зварювального дроту, а також є візуально інтегрованим в тривимірне зображення або зображення гранул підлогового покриття. Електрод 5 для декоративного зварювання згідно винаходу включає гелеподібну сполуку на базі пластизолю, що включає полівінілхлоридну смолу, зважену в пластифікаторі, і по суті включає ті ж самі частинки на основі ПВХ, що й частки, які використовуються і з'єднуються в декоративних поверхневих елементах, тобто частинки на основі ПВХ, ідентичні або еквівалентні часткам, використовуваним в з'єднуються елементах декоративної поверхні. Перевага використання сполуки на основі пластизолю полягає в тому, що на додаток до забезпечення гарної адгезії зварювального дроту з будь-якими поверхневими покриттями на основі ПВХ, він дозволяє отримати зварювальний електрод 5, який може ідентичним або аналогічним чином відтворювати елементи дизайну великої кількості покриттів з різнокольоровими фігурами (фіг. 4-6), пристосовуючи розмір і колір нерозплавлених і забарвлених частинок на основі ПВХ електрод до часток елементів покриття та факультативно включає пігмент. Імітовані покриття можуть бути однорідними покриттями або покриттями з декількох шарів, і мати пофарбовані включення або гранули або мати друковані пофарбовані фігури. Більше того, сполуки на основі пластизолю мають перевагу, що полягає в тому, що їх створюють в прямому процесі, придатному для виготовлення зварювального дроту, що відтворює дизайн мармуру, або імітацію обсягу будь-яких елементів підлогових покриттів. Сполука на основі пластизолю є суспензією або емульсією частинок однієї або декількох гомополімерних або сополімерних полівінілхлоридних смол, зваженої щонайменше в одному і що є фталатним пластифікатором, бензоатним пластифікатором, фосфатним пластифікатором або їх сумішшю. Сполука на основі пластизолю, переважно включає бензоатний пластифікатор. Бензоатний пластифікатор переважно є монобензоатним або дібензоатним пластифікатором або їх сумішшю. У кращому варіанті здійснення винаходу монобензоат є ізононілбензоатом або 2етілгексілбензоатом. В іншому варіанті виконання винаходу пластифікатор є дібензоатним, переважно, сумішшю диетиленглікольдибензоату і дипропіленглікольдибензоату. Надаючи консистенцію густої пасти в сполуку на основі пластизолю, бензоатний пластифікатор має перевагу, що полягає в тому, що забезпечено більш просте згелювання сполуки в плівку, наприклад, 4-міліметрову плівку, порівняно з згелюванням з використанням класичних пластифікаторів. Крім того, бензоатний пластифікатор має перевагу, що полягає в забезпеченні зварювального дроту стійкістю до утворення плям. Сполука на основі пластизолю, переважно включає суміш бензоатного пластифікатора і фталатного пластифікатора та/або фосфатного пластифікатора. Фталатний пластифікатор переважно вибирають з групи, що складається з бензил-бутил фталату ББФ (BBP), ди-(2етилгексил) фталату ДЕГФ (DEHP), диізобутилфталату ДІБФ (DIBP), диізодецилу ДІДФ (DIDP), диізогептилфталату ДІГФ (DIHP), ді (ізононіл) циклогексану-1, 2-дикарбоксилату ДІНЦГ (DINCH), диізононілфталату ДІНФ (DINP) або їх суміші. Фосфатний пластифікатор переважно вибирають 3 UA 101736 C2 5 10 15 20 25 30 35 з групи, що складається з крезилдифенілфосфату КДФ (CDP), дифеніл 2-етилгексил фосфат ЕДФ (EDP), ізодецил дифенілфосфат ІДФ (IDP), або їх суміші. Бажана суміш пластифікатора є сумішшю диетиленглікольдибензоату і дипропіленглікольдибензоату, диізононілфталату ДІНФ (DINP) та крезілдіфенілфосфата КДФ (CDP). Переважно щонайменше один пластифікатор становить від 17 % до 35 % загальної маси сполуки. Переважно бензоатний пластифікатор становить до 35 % загальної маси сполуки, фталатний пластифікатор становить до 35 % загальної маси сполуки, а фосфатний пластифікатор становить до 15 % загальної маси сполуки. У суміші пластифікатора співвідношення бензоатного пластифікатора та іншого пластифікатора (фталатного та/або фосфатного пластифікатора) переважно становить від 0,10 до 0,6. Сполука на основі пластизолю може додатково включати присадку, яка може бути стабілізатором, присадкою для видалення повітря, добавкою, що зменшує в'язкість, пігментів або їх сумішшю. Присадка переважно становить від1 % до 5 % від загальної маси сполуки. Сполука на основі пластизолю може бути прозорою або напівпрозорою, так що зварювальний електрод імітує тривимірне покриття (фіг. 4) або може включати один або кілька пігментів, ідентичних або відповідних пігменту елементів покриття, так що зварювальний електрод імітує фігуру мармуру на покритті (фіг. 6). Багатоколірні частки на основі ПВХ в сполуці на основі пластизолю мають розмір і колір або кольори, ідентичні чи відповідні розміру і кольору або кольорам частинок в з'єднувальних елементах підлогового покриття. Частинки на основі ПВХ можуть мати будь-яку придатну форму для їх участі у візуальній інтеграції зварювального дроту в підлогове покриття. У кращому варіанті виконання частки на основі ПВХ мають таку форму, що при обрізанні зварювального дроту після зварювання вони мають вигляд шматочків або стеклярусу. Частинки на основі ПВХ переважно є по суті круглими або сферичними. Багатоколірні частки на основі ПВХ мають розмір до 5мм, переважно від 1,2 до 2,8 мм. Багатоколірні частки на основі ПВХ складають від 12 % до 28 % загальної маси щодо 100 частин полівінілхлоридної смоли в сполуці на основі пластизолю. Частинки на основі ПВХ можуть додатково включати наповнювач, стабілізатор, антиоксидант, матуючу речовину, барвник або їх суміш. Приклади сполук зварювального дроту приведені в Таблиці 1. Одиниця "ВЧ" означає "Вагові Частини" щодо 100 частин полімеру (ПВХ). Наприклад, ПВХ полімер є B7021 або P1430 фірми Vestolit, або сумішшю 75 % PB1704H фірми Arkema і 25 % Vinnolit C66W фірми Vinnolit, або сумішшю 69.5 % Pevikon ® P1412 фірми Ineos або E70TT фірми Vinnolit GmbH і 30.5 % Vinnolit ® C66W або Таблиця 1 1 (ВЧ) 100 ПВХ Бензоатний 24,5 пластифікатор Фталатний 26,5 пластифікатор Фосфатний 7 пластифікатор Стабілізатор 5,5 присадка для 0,1 видалення повітря добавка, 1 зменшуюча в'язкість Гранули ПВХ 30 Пігмент 0 2 (ВЧ) 100 3 (ВЧ) 100 4 (ВЧ) 100 5 (ВЧ) 100 6 (ВЧ) 100 7 (ВЧ) 100 8 (ВЧ) 100 9 (ВЧ) 100 12 28 24,5 24,5 5 47 57 0 17,5 30 26,5 26,5 45 0 0 49,84 7 0 7 7 0 10 0 0 5,5 5,5 5,5 5,5 5,5 4,5 4,5 4,5 0,1 0,1 0,1 0,1 0 0 0,1 0 1 1 1 1 7,5 7,5 0 7,5 15 3 45 0 45 0 45 3,5 21,675 0 21,675 0 15 3,5 21,675 0 40 4 UA 101736 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 1. Електрод (5) для декоративного зварювання для з'єднання елементів (1, 2, 3) декоративного поверхневого покриття, що включає нерозплавлені і пофарбовані частки на основі ПВХ, причому згаданий електрод для декоративного зварювання включає гелеподібну сполуку на основі пластизолю, що включає полівінілхлоридну смолу в бензоатному пластифікаторі і нерозплавлені частки на основі ПВХ, що мають розмір і колір, ідентичний або відповідний часткам, використовуваним в з'єднувальних елементах декоративної поверхні. 2. Електрод для декоративного зварювання за п. 1, який відрізняється тим, що сполука на основі пластизолю додатково включає фталатний пластифікатор і/або фосфатний пластифікатор. 3. Електрод для декоративного зварювання за п. 1 або 2, який відрізняється тим, що бензоатний пластифікатор становить від 2,5 % до 34 % загальної маси сполуки. 4. Електрод для декоративного зварювання за п. 2 або 3, який відрізняється тим, що співвідношення бензоатного пластифікатора та іншого фталатного пластифікатора та/або фосфатного пластифікатора становить від 5 до 100. 5. Електрод для декоративного зварювання згідно за будь-якими попередніми пунктами, який відрізняється тим, що сполука на основі пластизолю включає присадку, причому ця присадка є стабілізатором, присадкою для видалення повітря, добавкою, яка зменшує в'язкість, пігментом або їх сумішшю. 6. Електрод для декоративного зварювання згідно за будь-якими попередніми пунктами, який відрізняється тим, що частки на основі ПВХ складають до 50 % загальної маси сполуки на основі пластизолю. 7. Спосіб виготовлення електрода за пп. 1-6, який відрізняється тим, що включає нерозплавлені і пофарбовані частки на базі ПВХ, які включають наступні етапи для декоративного зварювання для з'єднання елементів декоративного поверхневого покриття: беруть частки на основі ПВХ з розміром і кольором, ідентичними або відповідними розмірам і кольорам, використаним в з'єднувальних елементах декоративної поверхні, беруть рідку суспензію полівінілхлоридної смоли в бензоатному пластифікаторі, домішують згадані пофарбовані частки на основі ПВХ в сполуку для утворення сполуки на основі пластизолю, розміщують згадану сполуку на основі пластизолю на термостійкому стрічковому конвеєрі (12), нагрівають сполуку на основі пластизолю до утворення гелю із сполуки на основі пластизолю для утворення листа (13), виконують тиснення згаданого листа (13) за допомогою пристрою тиснення (14), формуючи декілька зварювальних електродів (15). 8. Спосіб за п. 7, який відрізняється тим, що рідка суспензія полівінілхлоридної смоли додатково включає фталатний пластифікатор і/або фосфатний пластифікатор. 9. Спосіб за будь-яким з пп. 7 або 8, який відрізняється тим, що пристрій тиснення (14) включає два гравіровані циліндри, що взаємодіють для отримання стрижнів з практично круглим перерізом. 10. Підлогове покриття за пп. 1-6, яке включає зварювальний шов, реалізований за допомогою зварювального електрода. 11. Застосування електрода для декоративного зварювання за будь-яким з пп. 1-6 для з'єднання елементів підлогового покриття. 5 UA 101736 C2 6 UA 101736 C2 7 UA 101736 C2 Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Назва патенту англійськоюDecorative welding rod
Автори англійськоюBoquillon, Nicolas
Назва патенту російськоюЭлектрод для декоративной сварки поверхностных покрытий
Автори російськоюБокийон Николя
МПК / Мітки
МПК: B32B 37/12, B29C 65/12, B29C 43/22, B29C 67/00, B29C 43/20, B29C 41/00, B32B 37/14
Мітки: зварювання, декоративного, покриттів, поверхневих, електрод
Код посилання
<a href="https://ua.patents.su/10-101736-elektrod-dlya-dekorativnogo-zvaryuvannya-poverkhnevikh-pokrittiv.html" target="_blank" rel="follow" title="База патентів України">Електрод для декоративного зварювання поверхневих покриттів</a>
Плавкий біметалевий електрод для зварювання та наплавлення
Номер патенту: 31166
Опубліковано: 25.03.2008
Автори: Савуляк Валерій Іванович, Заболотний Сергій Антонович
МПК: B23K 35/365
Мітки: зварювання, електрод, наплавлення, плавкий, біметалевий
Формула / Реферат:
Плавкий біметалевий електрод для зварювання та наплавлення, що виконаний у вигляді стрічки, який відрізняється тим, що додатково має другу стрічку, причому стрічки нероз'ємно з'єднані між собою по всій їх довжині, крім того стрічки мають різні коефіцієнти температурного розширення.
Спосіб електродугового зварювання плавким електродом та електрод для його здійснення
Номер патенту: 68361
Опубліковано: 16.08.2004
Автори: Кузьменко Володимир Григорович, Кузьменко Георгій Володимирович
МПК: B23K 9/02
Мітки: електрод, здійснення, зварювання, електродугового, спосіб, електродом, плавким
Формула / Реферат:
1. Спосіб електродугового зварювання плавким електродом, що складається з електропровідної частини та ізолюючого покриття, який включає розміщення електрода між деталями, що зварюються, зведення останніх на близьку відстань до зіткнення з електродом, подачу напруги до електрода й обох деталей, що зварюються, збудження дуги між ними з утворенням надлишкового тиску парів у зоні зварювання, який відрізняється тим, що для ізолюючого покриття...
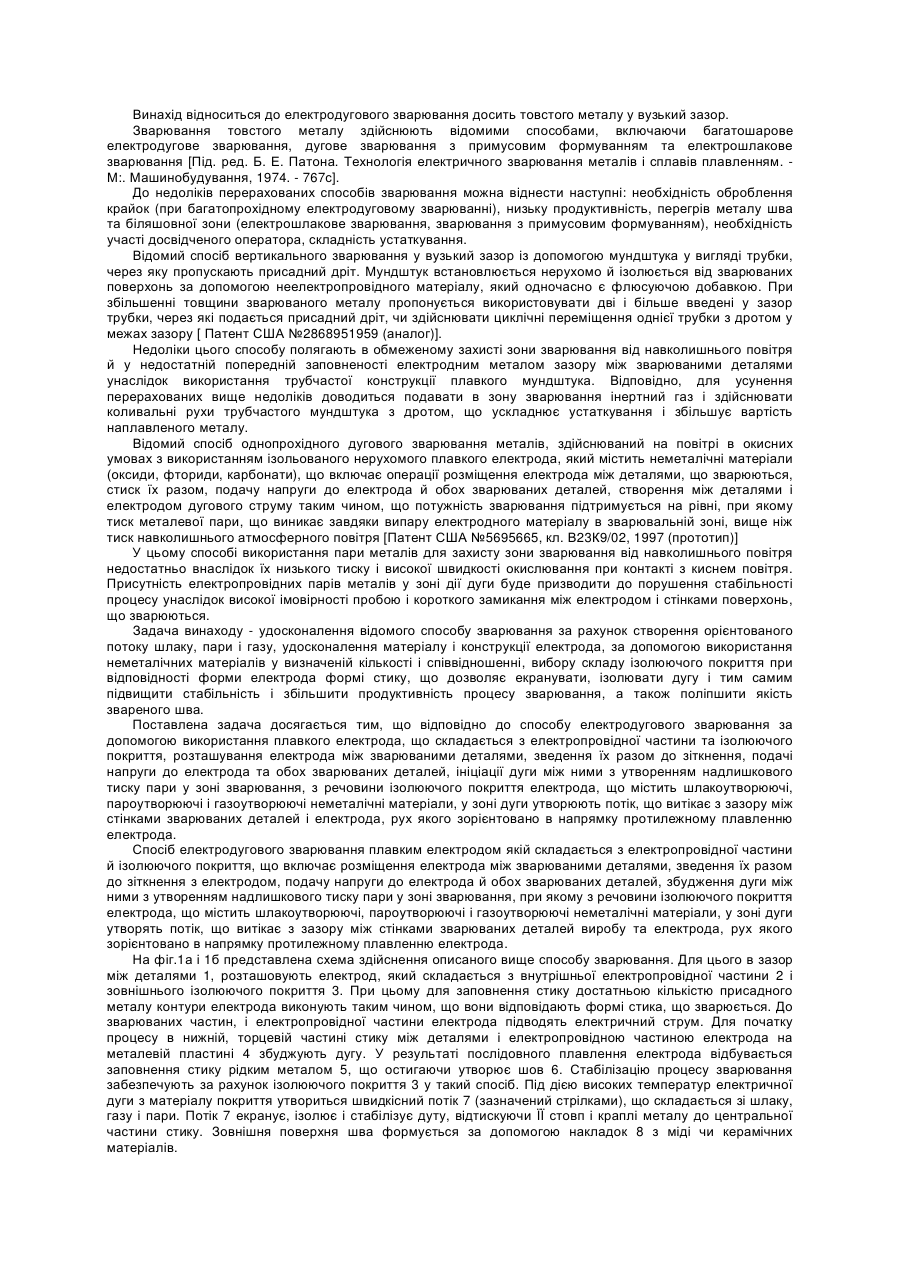
Високопродуктивний електрод для ручного дугового зварювання
Номер патенту: 69045
Опубліковано: 25.04.2012
Автор: Добровольський Олександр Георгійович
МПК: B23K 35/18
Мітки: ручного, електрод, дугового, високопродуктивний, зварювання
Формула / Реферат:
Високопродуктивний електрод для ручного дугового зварювання, що містить металевий стрижень і покриття, який відрізняється тим, що його стрижень не є суцільним і складається з двох або більшої кількості дротів будь-якого діаметра, будь-якої форми перерізу, однакового або різного будь-якого складу, які з'єднані між собою в пучок.
Електрод для дугового зварювання

Номер патенту: 42534
Опубліковано: 10.07.2009
Автори: Гринь Олександр Григорович, Гринь Владислав Олександрович, Шимко Володимир Ігорович, Заблоцький Володимир Кирилович
МПК: B23K 35/30
Мітки: зварювання, дугового, електрод
Формула / Реферат:
Електрод для дугового зварювання, що складається з електродного стрижня і захисного покриття, до складу якого входить мармур, плавиковий шпат, хром, марганець металевий, який відрізняється тим, що стрижень електрода виготовлено з низьковуглецевого дроту, на поверхню якого методом алітування нанесено шар алюмініду, товщиною (0,05-0,1) діаметра стрижня, а зверху нього захисне покриття, що додатково містить рутиловий концентрат, оксид цирконію,...
Спосіб випробування захисних покриттів електродів для ручного дугового зварювання

Номер патенту: 65271
Опубліковано: 25.11.2011
Автори: Бондарев Сергій Володимирович, Кассов Валерій Дмитрович
МПК: B23K 35/40
Мітки: спосіб, захисних, випробування, електродів, дугового, зварювання, покриттів, ручного
Формула / Реферат:
Спосіб випробування захисних покриттів електродів для ручного дугового зварювання, який включає занурення електрода з нанесеним захисним покриттям у металеву ємність з рідиною, який відрізняється тим, що як рідина застосовується електроліт, та до стрижня електрода і металевої ємності підключається електричний пристрій, з якого подається напруга та відбувається підвищення напруги до виникнення пробою захисного покриття при наявності у ньому...
Попередній патент: Ведучий керований міст транспортного засобу
Випадковий патент: Спосіб отримання напівфабрикату зі знежиреного молока з екстрактом кореня солодки