Спосіб зварювання і наплавлення з керованим перенесенням електродного металу (варіанти)
Номер патенту: 102737
Опубліковано: 12.08.2013
Автори: Римша Віталій Вікторович, Радимов Ігор Миколайович, Гулий Михайло Вікторович, Патон Борис Євгенович, Лебедєв Володимир Олександрович, Мальований Олег Євгенович, Максимов Сергій Юрійович, Пічак Володимир Григорович, Владіміров Андрєй Вікторовіч, Хабузов Васілій Арсєнієвіч
Формула / Реферат
1. Спосіб зварювання і наплавлення з керованим перенесенням електродного металу, при якому поєднують формування імпульсу подачі електродного дроту з імпульсом джерела зварювального струму із фазовим зсувом, який відрізняється тим, що на початку процесу формують синхронізуючий імпульс і одночасно з цим формують імпульс подачі електродного дроту, далі з фазовим зсувом, величину якого визначають за параметрами каналу подавання дроту, формують імпульс джерела зварювального струму, після чого цикл формування імпульсів повторюють до закінчення процесу.
2. Спосіб зварювання і наплавлення з керованим перенесенням електродного металу, при якому поєднують формування імпульсу подачі електродного дроту з імпульсом джерела зварювального струму із фазовим зсувом, який відрізняється тим, що використовують два види напруги джерела зварювального струму - постійну за рівнем та імпульсну, при цьому на початку циклу перенесення електродного металу формують імпульс подачі електродного дроту з керованими параметрами при постійному рівні зварювальної напруги, а потім при зміні величини дугового проміжку за зміною рівня сигналу струму або напруги формують імпульс від джерела зварювального струму.
Текст
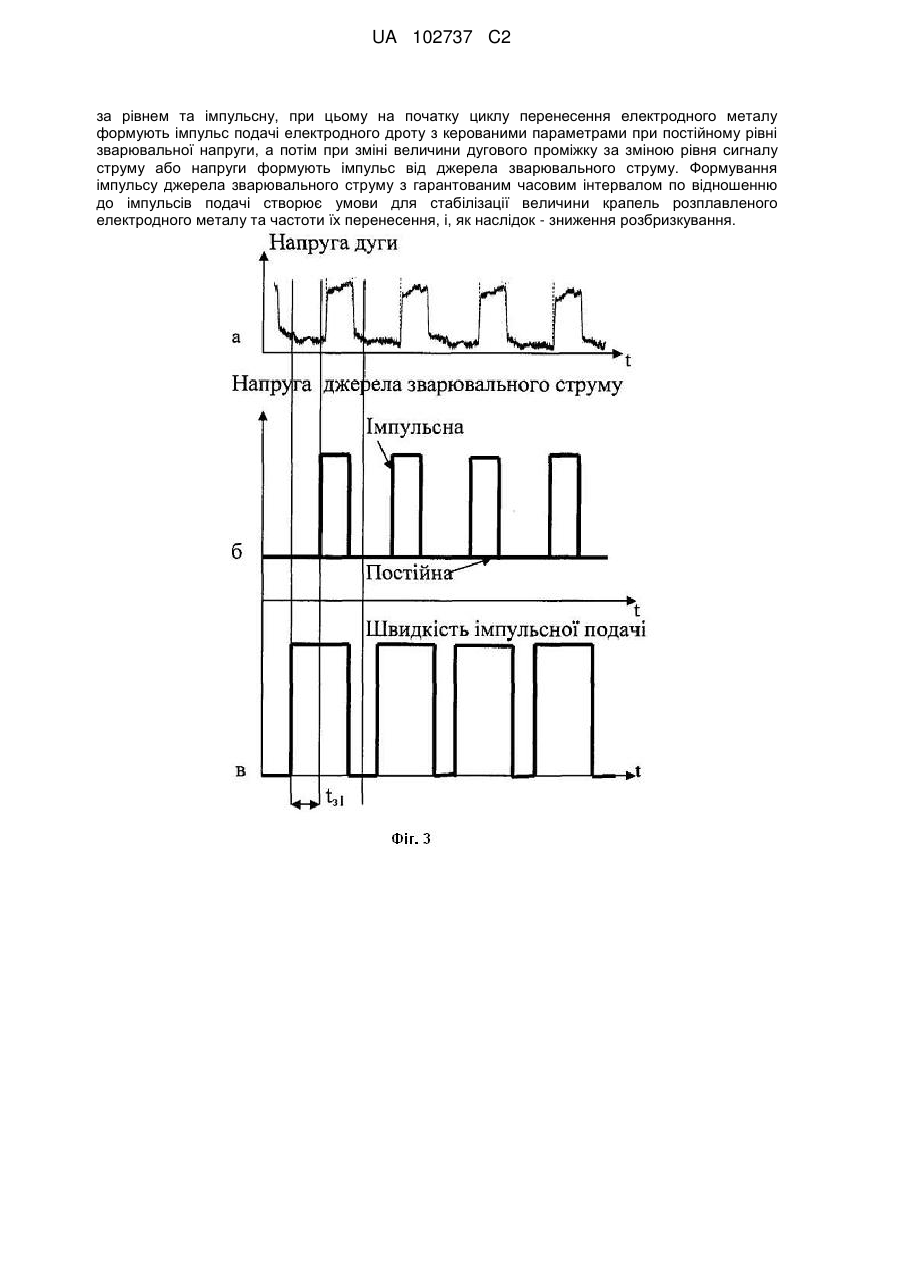
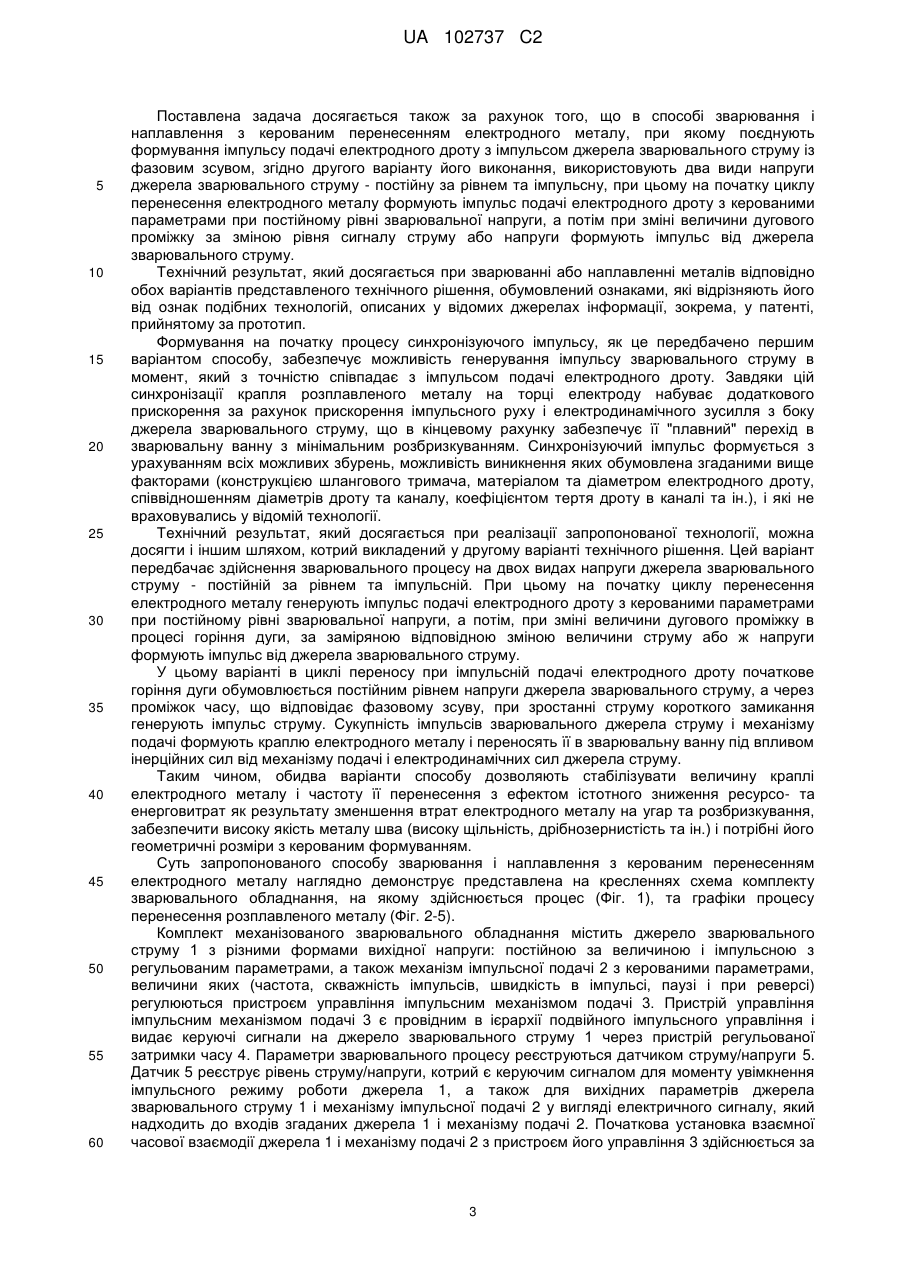
Реферат: Винахід належить до зварювання плавким електродом, зокрема до механізованого зварювання і наплавлення з керованим перенесенням електродного металу, і може бути використаним при розробці, виробництві та експлуатації напівавтоматів для зварювання сталей та сплавів алюмінію. В способі зварювання і наплавлення з керованим перенесенням електродного металу поєднують формування імпульсу подачі електродного дроту з імпульсом джерела зварювального струму із фазовим зсувом. При цьому у першому варіанті виконання способу на початку процесу формують синхронізуючий імпульс і одночасно з цим формують імпульс подачі електродного дроту, далі з фазовим зсувом, величину якого визначають за параметрами каналу подавання дроту, формують імпульс джерела зварювального струму, після чого цикл формування імпульсів повторюють до закінчення процесу. При виконанні способу згідно з другим варіантом використовують два види напруги джерела зварювального струму - постійну UA 102737 C2 (12) UA 102737 C2 за рівнем та імпульсну, при цьому на початку циклу перенесення електродного металу формують імпульс подачі електродного дроту з керованими параметрами при постійному рівні зварювальної напруги, а потім при зміні величини дугового проміжку за зміною рівня сигналу струму або напруги формують імпульс від джерела зварювального струму. Формування імпульсу джерела зварювального струму з гарантованим часовим інтервалом по відношенню до імпульсів подачі створює умови для стабілізації величини крапель розплавленого електродного металу та частоти їх перенесення, і, як наслідок - зниження розбризкування. UA 102737 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до зварювання плавким електродом, зокрема, до механізованого зварювання і наплавлення з керованим перенесенням електродного металу і може бути використаним при розробці, виробництві та експлуатації напівавтоматів для зварювання сталей та сплавів алюмінію. Підвищене розбризкування електродного металу є одним із найбільших недоліків механізованого зварювання плавким електродом. Відомо, що однією з причин розбризкування при механізованому зварюванні є газодинамічний удар, який виникає при випаровуванні перемички між зварювальним дротом і краплею, яка переходить у зварювальну ванну. Тиск, що виникає при цьому, направлений радіально від місця вибуху краплі. Таким чином, при газодинамічному ударі виникають реальні умови для викиду бризок рідкого металу не тільки самої перемички, але і рідкого металу, що знаходиться на торці електрода. Термодинамічні, фізико-хімічні та інші властивості зварного шва у великій мірі залежать від особливостей переходу краплі розплавленого металу в зварювальну ванну, тому темі розробки технологій, котрі дозволяють мінімізувати розбризкування, приділяється особлива увага. Одним із методів зниження розбризкування є зварювання з імпульсною подачею зварювального дроту або зварювання імпульсним струмом. Якщо провести порівняння традиційного способу зварювання з неперервною подачею дроту та зварювання з імпульсною подачею дроту, можна помітити, що при одному і тому ж значенні зварювального струму і, відповідно, при однаковій силі вибуху, зварювання з імпульсною подачею зварювального дроту має менше розбризкування у порівнянні зі зварюванням з безперервною подачею. Існує чимало способів управління зварюванням з короткими замиканнями, при яких вирішується задача регулярного перенесення електродного металу. Так, наприклад, відомий спосіб зварювання у вуглекислому газі пульсуючою дугою з оптимальним вибором нахилу зовнішньої характеристики джерела живлення, коли струм імпульсу забезпечують при роботі на 7 жорсткій характеристиці, а струм паузи на крутопадаючій (а.с. СРСР N 837665, МПК : В23K9/16, опубл. 15.06.1981 p.). Але реалізація способу при зварюванні з короткими замиканнями дугового проміжку не забезпечує стабільності процесу через значне розбризкування на жорсткій характеристиці, що знижує якість зварювання. Відомий також спосіб управління перенесенням електродного металу, при якому перенесення здійснюється примусово, шляхом імпульсного впливу джерела живлення дуги на розплавлений електродний метал (Патон Б.Е., Шейко ПП. Управление переносом металла при дуговой сварке плавящимся електродом / Атоматическая сварка.-1965 - № 5 - с. 1-7). Цей спосіб імпульсно-дугового зварювання також має ряд недоліків і обмежень, основні з яких полягають у тому, що ефективно цей спосіб може бути реалізований лише у випадках, коли використовуються захисні гази та їх суміші, які знижують енергію перенесення краплі електродного металу в металеву ванну, наприклад, при зварюванні алюмінію і його сплавів у середовищі захисного газу. В інших випадках енергія імпульсного впливу джерела живлення дуги повинна бути надто високою, що неодмінно призведе до додаткових і невиправданих витрат. Крім цього, неконтрольований рівень імпульсного впливу джерела живлення дуги на краплю електродного металу може інтенсифікувати розбризкування внаслідок додаткового прискорення краплі при її переході в зварювальну ванну. Це технічне рішення має обмежену сферу застосування, наприклад, для зварювання порошковим дротом, котре потребує значних вкладень енергії при відриві краплі, воно є практично неприйнятним. Відомий спосіб дугового механізованого процесу з імпульсною подачею електродного дроту, у якому управління перенесенням електродного металу в зварювальну ванну здійснюється за рахунок інерційних сил при наданні краплі додаткового прискорення (Лебедєв В.А., Пичак В.Г. Механизированная дуговая сварка в СО2 с регулируемой импульсной подачей электродной проволоки // Сварочное производство - 1998 - № 5 - с. 30-33). Цей спосіб може бути застосований до більшості дугових механізованих процесів і є ефективним щодо зниження розбризкування електродного металу, стабілізації зварювання, наплавлення, можливості управління формуванням зварювального шва або валика наплавленого металу. Ця ефективність обумовлена можливістю примусового управління перенесенням електродного металу з детермінованим характером створення умов для такого перенесення. Однак, і це технічне рішення має певні недоліки і обмеження. Головними з них є складність отримання значних прискорень на торці електродного дроту, зокрема, при його просуванні по довгому гнучкому каналу механізму подачі, а також відносна складність вибору оптимальних параметрів імпульсної подачі для конкретного дугового механізованого технологічного процесу. 1 UA 102737 C2 5 10 15 20 25 30 35 40 45 50 55 За прототип винаходу прийнятий спосіб зварювання і наплавлення з керованим перенесенням електродного металу, при якому поєднують формування імпульсу подачі електродного дроту з імпульсом джерела зварювального струму із фазовим зсувом (Патент 9 США № 3581053, Syncho arc metal transfer, кл. 219-137 (МПК: В23K9/00), опубл. 5.12.67 р.). Подача електродного дроту у цьому способі здійснюється за допомогою механізму подачі, оснащеного гнучкими напрямними каналами (шлангами). Така конструкція механізму подачі є класичним варіантом подавальних механізмів штовхаючого типу, які використовуються при зварюванні металів з імпульсною подачею плавкого електроду. З метою зниження розбризкування спосіб передбачає перенесення електродного металу за спільної дії на краплю електродного металу імпульсних складових джерела живлення дуги та інерційних сил, що виникають при наданні електродному дроту імпульсного характеру просування. При цьому здійснюється живлення дуги пульсуючим струмом з одночасною поздовжньою вібрацією електродного дроту з частотою, кратною частоті пульсацій струму і з заданим зсувом фаз між вібрацією і імпульсами струму. Але в реальних умовах здійснення цього зварювального процесу має місце значне розбризкування електродного металу, причиною якого є недосконалість узгодження між імпульсом подачі електродного дроту та імпульсом джерела живлення. Іншими словами, генерування обох імпульсів відбувається без урахування змін (збурень), котрих ці імпульси зазнають при проходженні зварювального дроту через напрямні канали механізму подачі. Ці зміни можуть бути спровоковані не тільки конструктивними особливостями та просторовим орієнтуванням напрямних каналів, а і багатьма іншими факторами, які впливають на формування імпульсів (як-то матеріал та діаметр електродного дроту, співвідношення діаметрів дроту та каналу, коефіцієнт тертя дроту в каналі тощо), і саме всі ці вищезазначені фактори не враховані у відомому технічному рішенні. Через це при здійсненні зварювального процесу згідно відомої технології точне забезпечення зсуву фаз між імпульсом подачі та імпульсом джерела живлення є практично неможливим, а наперед заданий зсув фаз дуги не спричиняє необхідного технологічного ефекту при примусовому (детермінованому) перенесенні краплі електродного металу певної оптимальної маси у ванну. Таким чином, виходячи з викладеної інформації, можна дійти висновку, що у відомому винаході через застосування джерела струму і механізму подачі з некерованими параметрами неможливо досягти точного забезпечення зсуву фаз між згаданими імпульсами. В основу винаходу поставлена задача підвищення ефективності способу зварювання і наплавлення з керованим перенесенням електродного металу шляхом упорядкування впливу імпульсного джерела струму і імпульсного механізму подачі на формування краплі розплавленого металу, зокрема, шляхом одночасного генерування на початку процесу синхронізуючого імпульсу і імпульсу подачі електродного дроту та подальшого формування імпульсу джерела зварювального струму із завчасно визначеним, оптимальним для конкретного зварювального процесу фазовим зсувом, в результаті чого формування імпульсів джерела зварювального струму здійснюється з гарантованим часовим інтервалом по відношенню до імпульсів подачі, що створює умови для стабілізації величини крапель розплавленого електродного металу та частоти їх перенесення, і, як наслідок - зниження розбризкування. В основу винаходу поставлена також задача підвищення ефективності способу зварювання і наплавлення з керованим перенесенням електродного металу шляхом упорядкування впливу імпульсного джерела струму і імпульсного механізму подачі на формування краплі розплавленого металу, зокрема, шляхом здійснення зварювального процесу на постійній за рівнем та імпульсній напрузі джерела зварювального струму і формування імпульсу від джерела зварювального струму з орієнтацією на зміну величини струму або напруги, викликану зміною величини дугового проміжку, в результаті чого формування імпульсу джерела зварювального струму здійснюється з гарантованим часовим інтервалом по відношенню до імпульсів подачі, що створює умови для стабілізації величини крапель розплавленого електродного металу та частоти їх перенесення, і, як наслідок - зниження розбризкування. Поставлена задача досягається за рахунок того, що в способі зварювання і наплавлення з керованим перенесенням електродного металу, при якому поєднують формування імпульсу подачі електродного дроту з імпульсом джерела зварювального струму із фазовим зсувом, згідно першого варіанту його виконання, на початку процесу формують синхронізуючий імпульс і одночасно з цим формують імпульс подачі електродного дроту, далі з фазовим зсувом, величину якого визначають за параметрами каналу подавання дроту, формують імпульс джерела зварювального струму, після чого цикл формування імпульсів повторюють до закінчення процесу. 2 UA 102737 C2 5 10 15 20 25 30 35 40 45 50 55 60 Поставлена задача досягається також за рахунок того, що в способі зварювання і наплавлення з керованим перенесенням електродного металу, при якому поєднують формування імпульсу подачі електродного дроту з імпульсом джерела зварювального струму із фазовим зсувом, згідно другого варіанту його виконання, використовують два види напруги джерела зварювального струму - постійну за рівнем та імпульсну, при цьому на початку циклу перенесення електродного металу формують імпульс подачі електродного дроту з керованими параметрами при постійному рівні зварювальної напруги, а потім при зміні величини дугового проміжку за зміною рівня сигналу струму або напруги формують імпульс від джерела зварювального струму. Технічний результат, який досягається при зварюванні або наплавленні металів відповідно обох варіантів представленого технічного рішення, обумовлений ознаками, які відрізняють його від ознак подібних технологій, описаних у відомих джерелах інформації, зокрема, у патенті, прийнятому за прототип. Формування на початку процесу синхронізуючого імпульсу, як це передбачено першим варіантом способу, забезпечує можливість генерування імпульсу зварювального струму в момент, який з точністю співпадає з імпульсом подачі електродного дроту. Завдяки цій синхронізації крапля розплавленого металу на торці електроду набуває додаткового прискорення за рахунок прискорення імпульсного руху і електродинамічного зусилля з боку джерела зварювального струму, що в кінцевому рахунку забезпечує її "плавний" перехід в зварювальну ванну з мінімальним розбризкуванням. Синхронізуючий імпульс формується з урахуванням всіх можливих збурень, можливість виникнення яких обумовлена згаданими вище факторами (конструкцією шлангового тримача, матеріалом та діаметром електродного дроту, співвідношенням діаметрів дроту та каналу, коефіцієнтом тертя дроту в каналі та ін.), і які не враховувались у відомій технології. Технічний результат, який досягається при реалізації запропонованої технології, можна досягти і іншим шляхом, котрий викладений у другому варіанті технічного рішення. Цей варіант передбачає здійснення зварювального процесу на двох видах напруги джерела зварювального струму - постійній за рівнем та імпульсній. При цьому на початку циклу перенесення електродного металу генерують імпульс подачі електродного дроту з керованими параметрами при постійному рівні зварювальної напруги, а потім, при зміні величини дугового проміжку в процесі горіння дуги, за заміряною відповідною зміною величини струму або ж напруги формують імпульс від джерела зварювального струму. У цьому варіанті в циклі переносу при імпульсній подачі електродного дроту початкове горіння дуги обумовлюється постійним рівнем напруги джерела зварювального струму, а через проміжок часу, що відповідає фазовому зсуву, при зростанні струму короткого замикання генерують імпульс струму. Сукупність імпульсів зварювального джерела струму і механізму подачі формують краплю електродного металу і переносять її в зварювальну ванну під впливом інерційних сил від механізму подачі і електродинамічних сил джерела струму. Таким чином, обидва варіанти способу дозволяють стабілізувати величину краплі електродного металу і частоту її перенесення з ефектом істотного зниження ресурсо- та енерговитрат як результату зменшення втрат електродного металу на угар та розбризкування, забезпечити високу якість металу шва (високу щільність, дрібнозернистість та ін.) і потрібні його геометричні розміри з керованим формуванням. Суть запропонованого способу зварювання і наплавлення з керованим перенесенням електродного металу наглядно демонструє представлена на кресленнях схема комплекту зварювального обладнання, на якому здійснюється процес (Фіг. 1), та графіки процесу перенесення розплавленого металу (Фіг. 2-5). Комплект механізованого зварювального обладнання містить джерело зварювального струму 1 з різними формами вихідної напруги: постійною за величиною і імпульсною з регульованим параметрами, а також механізм імпульсної подачі 2 з керованими параметрами, величини яких (частота, скважність імпульсів, швидкість в імпульсі, паузі і при реверсі) регулюються пристроєм управління імпульсним механізмом подачі 3. Пристрій управління імпульсним механізмом подачі 3 є провідним в ієрархії подвійного імпульсного управління і видає керуючі сигнали на джерело зварювального струму 1 через пристрій регульованої затримки часу 4. Параметри зварювального процесу реєструються датчиком струму/напруги 5. Датчик 5 реєструє рівень струму/напруги, котрий є керуючим сигналом для моменту увімкнення імпульсного режиму роботи джерела 1, а також для вихідних параметрів джерела зварювального струму 1 і механізму імпульсної подачі 2 у вигляді електричного сигналу, який надходить до входів згаданих джерела 1 і механізму подачі 2. Початкова установка взаємної часової взаємодії джерела 1 і механізму подачі 2 з пристроєм його управління 3 здійснюється за 3 UA 102737 C2 5 10 15 20 25 30 35 40 45 50 55 60 допомогою пристрою синхронізації 6. Цикл зварювання і наплавлення управляється пусковим пристроєм 7, вихід якого підключений до входів джерела зварювального струму 1, пристрою управління механізмом подачі 3 та пристрою синхронізації 6. Механізм імпульсної подачі 2, який побудований на основі безредукторного вентильного електроприводу постійного струму з керованими параметрами, подавальними роликами 8 здійснює подачу електродного дроту 9 через струмопідвідний наконечник 10, до якого також підведена зварювальна напруга від джерела зварювального струму 1. Цикл зварювання-наплавлення з використанням запропонованого способу перенесення електродного металу може здійснюватися за двома основними алгоритмами. При подачі пускового керуючого сигналу на вхід пускового пристрою 7 останній видає сигнали на запуск пристрою синхронізації 6 і пристрій управління імпульсним механізмом подачі 3 та підготовку до імпульсного режиму роботи джерела зварювального струму 1. Без пристрою синхронізації 6 неможлива точна спільна робота в імпульсних режимах джерела 1 і механізму подачі 2 з пристроєм управління 3, тому що будь-який збій у часі і функціонуванні зазначених пристроїв призведе до хаотичної роботи системи і невиконання запропонованого способу зварювання. Очевидно, що в даному способі реалізується принцип адаптивної фазової синхронізації. Після отримання команд управління починається цикл імпульсної подачі електродного дроту по напрямному каналу. При досягненні дротом зварювального виробу збуджується дуга з напругою горіння, обумовленою напругою постійного рівня джерела зварювального струму 1. По закінченні часу затримки (фазового зсуву) tз, встановленого при використанні пристрою регулювання затримки часу 4, джерело зварювального струму 1 генерує імпульс струму, який у цей момент часу збігається з імпульсом подачі електродного дроту 9. При цьому відбувається перенесення краплі електродного металу, яка набуває деякого прискорення за рахунок прискорення імпульсного руху та електродинамічної сили від джерела зварювального струму 1. Цей процес повторюється із заданою по частоті імпульсів періодичністю. При зварюванні короткою дугою відбувається замикання дугового проміжку і перенесення краплі в зварювальну ванну. При зварюванні довгою дугою відбувається відрив краплі і її перенесення без короткого замикання. Як було зазначено вище, величина tз обумовлена в основному конструкцією шлангового тримача, співвідношенням діаметрів напрямного каналу і дроту та іншими факторами, і вибирається на основі експериментальних досліджень провідних властивостей каналу або розрахунковим шляхом, котрий, наприклад, викладений в дослідницькій роботі (Лебедев В.А. Переходные процессы при подаче электродной проволоки по гибкому направляющему каналу // Сварочное производство - 2000. - № 6. - с. 24-28.)- Цей алгоритм запропонованого способу управління перенесенням відображений на графіках, представлених на Фіг. 2. На Фіг. 2 показані ідеалізовані форми напруги джерела зварювального струму (постійна і імпульсні складові) та швидкості імпульсного подавання електродного дроту. Формування імпульсних складових напруги джерела живлення та швидкості подачі електродного дроту здійснюється в наступній послідовності. В момент, який на Фіг. 2 позначений літерою "а", формується синхронізуючий імпульс і одночасно з ним формується імпульс подавання електродного дроту. Далі із зсувом часу tзI, який обумовлений вищезазначеними параметрами каналу для подавання дроту, формується імпульс від джерела зварювального струму. Таким чином досягається одночасний вплив двох імпульсних складових на краплю електродного металу і забезпечується її кероване перенесення в ванну. При цьому в період відсутності імпульсів джерела зварювального струму діє постійна складова напруги цього джерела. Можливе також використання в пропонованому способі ще одного алгоритму, який графічно показаний на Фіг. 3 і використовується в основному при зварюванні з короткими замиканнями дугового проміжку. У цьому разі команда на генерування імпульсу від джерела зварювального струму 1 формується датчиком струму/напруги 5. В циклі перенесення при імпульсній подачі електродного дроту початкове горіння дуги обумовлюється постійним рівнем напруги джерела зварювального струму 1. Далі через часовий проміжок tз (фазовий зсув) при зростанні струму короткого замикання або зниженні напруги при короткому замиканні відповідний сигнал надходить до вхід джерела зварювального струму 1 і останній генерує імпульс струму. Далі сукупність імпульсів джерела зварювального струму 1 та механізму подачі 2 формують краплю електродного металу і переносять її до зварювальної ванни під впливом інерційних сил від механізму імпульсної подачі 2 та електродинамічних сил джерела 1. На діаграмах Фіг. 3 показані форми напруги дуги, напруги джерела зварювального струму (постійна і імпульсні складові) та швидкості імпульсного подавання електродного дроту. 4 UA 102737 C2 5 10 15 20 25 30 35 40 45 50 Формування імпульсних складових напруги джерела живлення та швидкості подачі електродного дроту здійснюється в наступній послідовності. В період відсутності імпульсів зварювання ведеться при постійній величині напруги джерела. При цьому діє імпульс подачі електродного дроту (діаграма "в" Фіг. 3), формується крапля розплавленого електродного металу, яка наближається до зварювальної ванни і при цьому, природно, зменшується дуговий проміжок зі зміною напруги та струму в дузі. На діаграмі "а" Фіг. 2 показана реальна зміна напруги в циклі переносу. При досягненні визначеного мінімального значення напруги чи максимального значення току формується команда на включення імпульсної напруги джерела живлення (діаграма "б" Фіг. 3). Таким чином, на краплю електродного металу діє два імпульсних джерела з фазовим зсувом tзI (Фіг. 3), які і дають ефект керованого переносу цієї краплі. На Фіг. 4 наведені осцилограми реального процесу зварювання в середовищі СО2 з використанням керованих імпульсного джерела живлення та імпульсного механізму подачі електродного дроту, які працюють по алгоритму, згідно з яким на початку процесу формують синхронізуючий імпульс і одночасно з цим формують імпульс подачі електродного дроту, далі з фазовим зсувом формують імпульс джерела зварювального струму. На Фіг. 5 показані зразки наплавки (вони пронумеровані як 6, 7, 8, 9, 10) з використанням різних параметрів імпульсів джерела зварювального струму і імпульсного механізму подачі при одних і тих же інтегральних значеннях струму, напруги і швидкості зварювання. Крім зниження втрат електродного металу відзначається вплив процесу на формування валика та глибини проплавлення. Приклад Використовувалось джерело зварювального струму інверторного типу ЛЕТ-350 з імпульсними вихідними характеристиками, що регулюються комп'ютеризованою системою, і механізм подачі електродного дроту з вентильним електроприводом, який також має комп'ютеризовану систему регулювання. Подавальний ролик встановлювався безпосередньо на валу вентильного електродвигуна. Гранична частота імпульсної подачі - 70 Гц. Використовувався шланговий тримач довжиною 1700 мм. В програмуванні всієї системи використовували протокол RS 285. Розглянуті алгоритми реалізувались з наступними параметрами: захисний газ - СО2; електродний дріт - СвО8Г2С діаметром 2,0 мм; частота імпульсної подачі - 24 Гц; час дії імпульсу подачі - 1,021 с; час паузи-0,021с; величина постійної напруги джерела зварювального струму - 27…32 В; величина струму в генерованому імпульсі - 600…700 А; інтегральна величина зварювального струму - 280 А; час затримки (фазовий зсув) tз - 20 мс. Виконання процесу на вказаних параметрах дало змогу одержати зварювання та наплавлення з керованим перенесенням електродного металу, котрий показаний на осцилограмах, наведених на Фіг. 4. При цьому одержані валики наплавленого металу мали задовільне формування із задовільним зовнішнім виглядом і значною глибиною проплавлення. Відзначається висока повторюваність процесу і його позитивних результатів. Втрати електродного металу не перевищували 5 %, при цьому великих крапель, приварених до основного металу, не було. На цих же параметрах здійснювався конвенційний процес зварювання (зварювання без використання імпульсних режимів роботи обладнання). Процес також здійснювався в середовищі вуглекислого газу електродним дротом СвО8Г2С діаметром 2,0 мм з короткими замиканнями дугового проміжку. Результати проведення цього процесу засвідчили незадовільне формування наплавленого валика і підвищене розбризкування електродного металу (понад 10 %). ФОРМУЛА ВИНАХОДУ 55 1. Спосіб зварювання і наплавлення з керованим перенесенням електродного металу, при якому поєднують формування імпульсу подачі електродного дроту з імпульсом джерела зварювального струму із фазовим зсувом, який відрізняється тим, що на початку процесу формують синхронізуючий імпульс і одночасно з цим формують імпульс подачі електродного дроту, далі з фазовим зсувом, величину якого визначають за параметрами каналу подавання 5 UA 102737 C2 5 10 дроту, формують імпульс джерела зварювального струму, після чого цикл формування імпульсів повторюють до закінчення процесу. 2. Спосіб зварювання і наплавлення з керованим перенесенням електродного металу, при якому поєднують формування імпульсу подачі електродного дроту з імпульсом джерела зварювального струму із фазовим зсувом, який відрізняється тим, що використовують два види напруги джерела зварювального струму - постійну за рівнем та імпульсну, при цьому на початку циклу перенесення електродного металу формують імпульс подачі електродного дроту з керованими параметрами при постійному рівні зварювальної напруги, а потім при зміні величини дугового проміжку за зміною рівня сигналу струму або напруги формують імпульс від джерела зварювального струму. 6 UA 102737 C2 7 UA 102737 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of welding and cladding with controlled transfer of electrode metal (embodiments)
Автори англійськоюPaton Borys Yevhenovych, Lebediev Volodymyr Oleksandrovych, Maksymov Serhii Yuriiovich, Pichak Volodymyr Hryhorovych, Hulyi Mykhailo Viktorovych, Maliovanyi Oleh Yevhenovych, Radymov Ihor Mykolaiovych, Rymsha Vitalii Viktorovych, Khabuzov Vasilii Arsieniievich, Vladimirov Andriei Viktorovich
Назва патенту російськоюСпособ сварки и наплавки с управляемым переносом электродного металла (варианты)
Автори російськоюПатон Борис Евгеньевич, Лебедев Владимир Александрович, Максимов Сергей Юрьевич, Пичак Владимир Григорьевич, Гулий Михайло Викторович, Малеванный Олег Евгеньевич, Радимов Игорь Николаевич, Рымша Виталий Викторович, Хабузов Василий Арсеньевич, Владимиров Андрей Викторович
МПК / Мітки
Мітки: електродного, варіанти, зварювання, спосіб, металу, наплавлення, керованим, перенесенням
Код посилання
<a href="https://ua.patents.su/10-102737-sposib-zvaryuvannya-i-naplavlennya-z-kerovanim-perenesennyam-elektrodnogo-metalu-varianti.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання і наплавлення з керованим перенесенням електродного металу (варіанти)</a>
Спосіб керування процесом перенесення електродного металу із застосуванням імпульсних електромагнітних полів
Номер патенту: 29439
Опубліковано: 10.01.2008
Автори: Рижов Роман Миколайович, Сидоренко Павло Юрійович
МПК: B23K 9/08
Мітки: перенесення, процесом, електродного, застосуванням, імпульсних, металу, керування, електромагнітних, спосіб, полів
Формула / Реферат:
Спосіб керування процесом перенесення електродного металу із застосуванням імпульсних електромагнітних полів, що полягає в перенесенні з заданою частотою крапель електродного металу імпульсом електромагнітної сили, створеної взаємодією високочастотного поля індуктора з індукованим струмом в об'ємі краплі, який відрізняється тим, що тривалість імпульсу електромагнітної сили регулюють шляхом послідовного генерування у зоні зварювання імпульсних...
Випрямляч для дугового зварювання та наплавлення під флюсом
Номер патенту: 30840
Опубліковано: 11.03.2008
Автори: Драган Станіслав Володимирович, Галь Анатолій Феодосійович, Ярос Юрій Олександрович, Ярос Олександр Онисимович
МПК: B23K 9/18
Мітки: дугового, флюсом, випрямляч, наплавлення, зварювання
Формула / Реферат:
Випрямляч для дугового зварювання і наплавлення під флюсом, що містить силовий трансформатор зі співвісним розташуванням первинної і вторинної обмоток, головний керований випрямний міст, виконаний за подвійною трифазною схемою випрямлення на тиристорах зі зрівняльним реактором, який відрізняється тим, що він оснащений додатковими силовими обмотками, розташованими співвісно первинній обмотці силового трансформатора, і додатковим напівкерованим...
Джгутовий порошковий дріт для зварювання і наплавлення
Номер патенту: 50057
Опубліковано: 15.10.2002
Автори: Шрамко Олександр Павлович, Пліс Сергій Григорович, Карпенко Володимир Михайлович
МПК: B23K 35/02
Мітки: джгутовий, зварювання, дріт, наплавлення, порошковий
Формула / Реферат:
Джгутовий порошковий дріт для зварювання і наплавлення, що складається зі скрутня декількох порошкових дротів, який відрізняється тим, що складові дроту розташовані під кутом 20°-30° відносно осі і мають вигляд секторів, між якими додатково може розміщуватись шихта, ідентична шихті порошкових дротів, або інша, а переріз джгута має вигляд кола.
Спосіб контактного точкового зварювання

Номер патенту: 29554
Опубліковано: 10.01.2008
Автори: Сендецький Євгеній Миколайович, Нічєпоренко Олександр Васильович
МПК: B23K 11/10, B21F 27/00, B23K 11/00
Мітки: зварювання, точкового, спосіб, контактного
Формула / Реферат:
Спосіб контактного точкового зварювання переважно прутків дроту при виготовленні сітки, при якому в початковий момент зварювання прутки стискають із зусиллям стиснення, величина якого менше зварювального зусилля стиснення, пропускають імпульс струму, а потім стискаюче зусилля збільшують до зварювального зусилля стиснення, пропускають імпульс зварювального струму і знімають зусилля стиснення, який відрізняється тим, що в початковий момент...
Спосіб дугового зварювання плавким електродом з комбінованим імпульсним впливом
Номер патенту: 79088
Опубліковано: 10.04.2013
Автори: Бернацький Артемій Володимирович, Максимов Сергій Юрійович, Гончаров Павло Васильович, Тимошенко Олександр Микитович, Лебедєв Володимир Олександрович, Лобанов Леонід Михайлович
МПК: B23K 9/09
Мітки: електродом, комбінованим, імпульсним, впливом, плавким, дугового, зварювання, спосіб
Формула / Реферат:
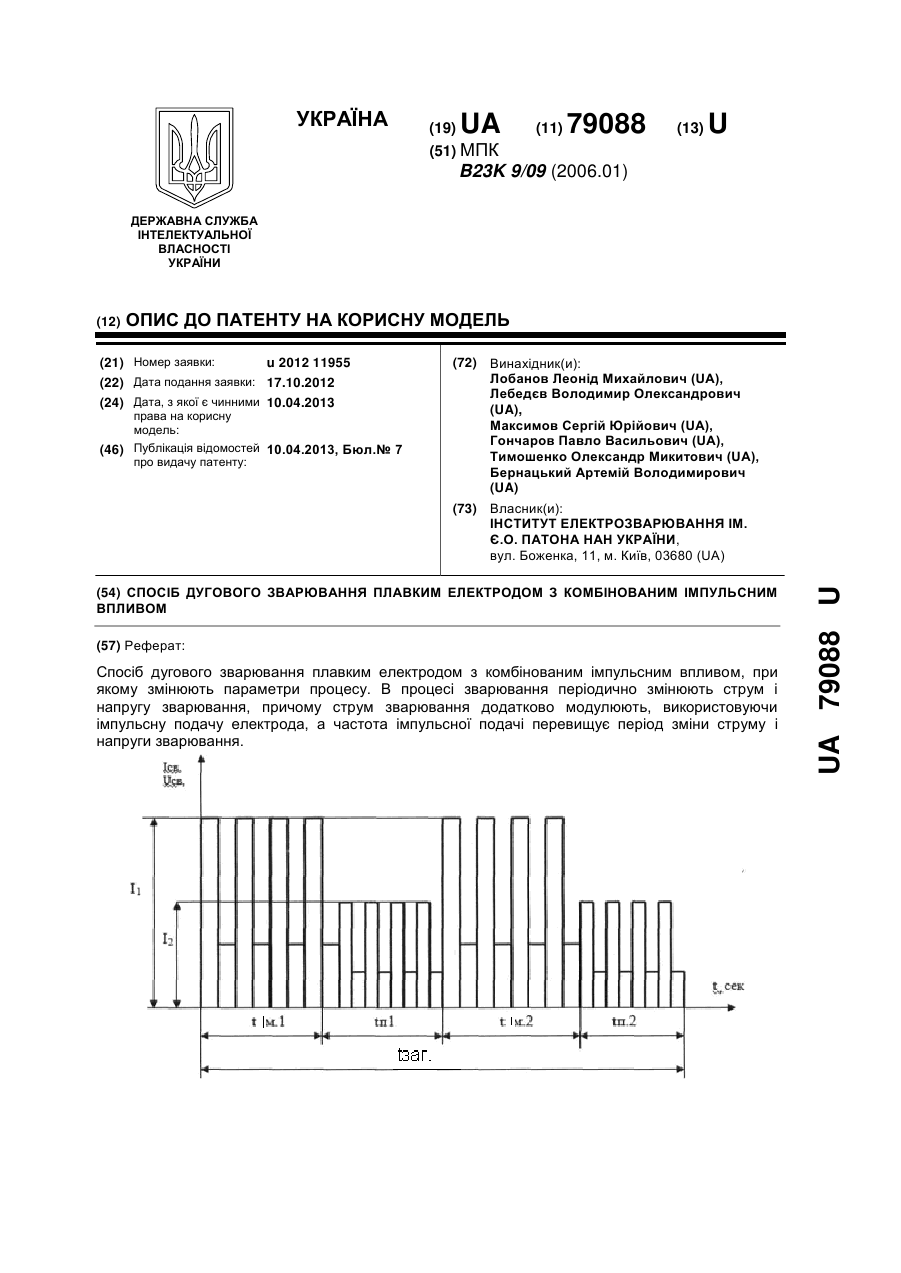
Спосіб дугового зварювання плавким електродом з комбінованим імпульсним впливом, при якому змінюють параметри процесу, який відрізняється тим, що в процесі зварювання періодично змінюють струм і напругу зварювання, причому струм зварювання додатково модулюють, використовуючи імпульсну подачу електрода, а частота імпульсної подачі перевищує період зміни струму і напруги зварювання.
Попередній патент: Спосіб і пристрій для обробки ґрунту виїмки, видобутого за домогою земснаряда
Випадковий патент: Спосіб повороту зображення на екрані матричного індикатора на заданий кут