Спосіб контактного точкового зварювання
Номер патенту: 29554
Опубліковано: 10.01.2008
Автори: Нічєпоренко Олександр Васильович, Сендецький Євгеній Миколайович

Формула / Реферат
Спосіб контактного точкового зварювання переважно прутків дроту при виготовленні сітки, при якому в початковий момент зварювання прутки стискають із зусиллям стиснення, величина якого менше зварювального зусилля стиснення, пропускають імпульс струму, а потім стискаюче зусилля збільшують до зварювального зусилля стиснення, пропускають імпульс зварювального струму і знімають зусилля стиснення, який відрізняється тим, що в початковий момент зварювання прутки стискають із зусиллям в 1,5-1,9 рази меншим від зварювального зусилля стиснення і пропускають протягом 0,05-0,1 с імпульс струму, величина якого в 9-10 разів менше зварювального струму.
Текст
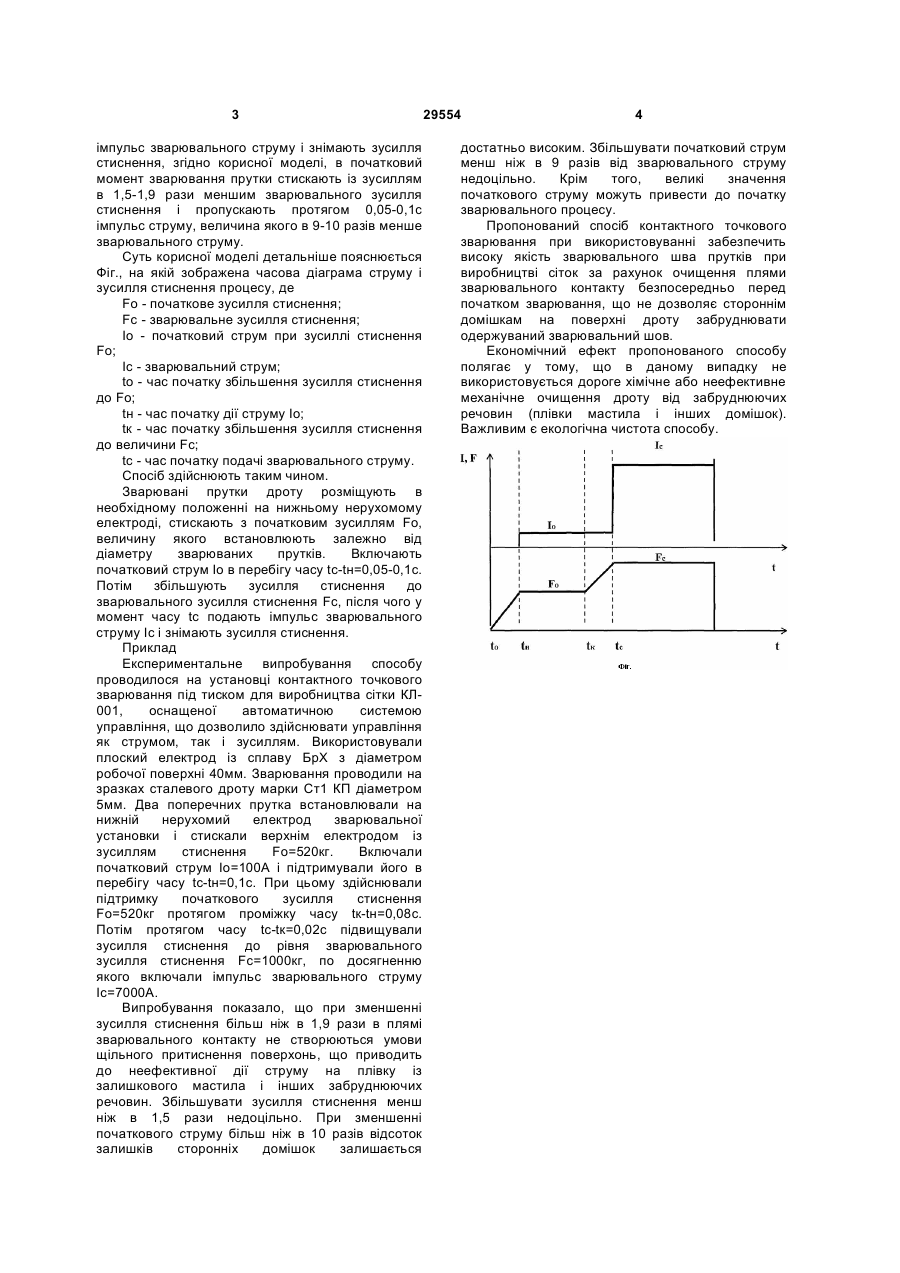
Спосіб контактного точкового зварювання переважно прутків дроту при виготовленні сітки, при якому в початковий момент зварювання прутки стискають із зусиллям стиснення, величина 3 імпульс зварювального струму і знімають зусилля стиснення, згідно корисної моделі, в початковий момент зварювання прутки стискають із зусиллям в 1,5-1,9 рази меншим зварювального зусилля стиснення і пропускають протягом 0,05-0,1с імпульс струму, величина якого в 9-10 разів менше зварювального струму. Суть корисної моделі детальніше пояснюється Фіг., на якій зображена часова діаграма струму і зусилля стиснення процесу, де Fo - початкове зусилля стиснення; Fc - зварювальне зусилля стиснення; Іо - початковий струм при зусиллі стиснення Fo; Іс - зварювальний струм; to - час початку збільшення зусилля стиснення до Fo; tн - час початку дії струму Іо; tк - час початку збільшення зусилля стиснення до величини Fc; tc - час початку подачі зварювального струму. Спосіб здійснюють таким чином. Зварювані прутки дроту розміщують в необхідному положенні на нижньому нерухомому електроді, стискають з початковим зусиллям Fo, величину якого встановлюють залежно від діаметру зварюваних прутків. Включають початковий струм Іо в перебігу часу tc-tн=0,05-0,1с. Потім збільшують зусилля стиснення до зварювального зусилля стиснення Fc, після чого у момент часу tc подають імпульс зварювального струму Іс і знімають зусилля стиснення. Приклад Експериментальне випробування способу проводилося на установці контактного точкового зварювання під тиском для виробництва сітки КЛ001, оснащеної автоматичною системою управління, що дозволило здійснювати управління як струмом, так і зусиллям. Використовували плоский електрод із сплаву БрХ з діаметром робочої поверхні 40мм. Зварювання проводили на зразках сталевого дроту марки Ст1 КП діаметром 5мм. Два поперечних прутка встановлювали на нижній нерухомий електрод зварювальної установки і стискали верхнім електродом із зусиллям стиснення Fo=520кг. Включали початковий струм Іо=100А і підтримували його в перебігу часу tc-tн=0,1с. При цьому здійснювали підтримку початкового зусилля стиснення Fo=520кг протягом проміжку часу tк-tн=0,08с. Потім протягом часу tc-tк=0,02с підвищували зусилля стиснення до рівня зварювального зусилля стиснення Fc=1000кг, по досягненню якого включали імпульс зварювального струму Іс=7000А. Випробування показало, що при зменшенні зусилля стиснення більш ніж в 1,9 рази в плямі зварювального контакту не створюються умови щільного притиснення поверхонь, що приводить до неефективної дії струму на плівку із залишкового мастила і інших забруднюючих речовин. Збільшувати зусилля стиснення менш ніж в 1,5 рази недоцільно. При зменшенні початкового струму більш ніж в 10 разів відсоток залишків сторонніх домішок залишається 29554 4 достатньо високим. Збільшувати початковий струм менш ніж в 9 разів від зварювального струму недоцільно. Крім того, великі значення початкового струму можуть привести до початку зварювального процесу. Пропонований спосіб контактного точкового зварювання при використовуванні забезпечить високу якість зварювального шва прутків при виробництві сіток за рахунок очищення плями зварювального контакту безпосередньо перед початком зварювання, що не дозволяє стороннім домішкам на поверхні дроту забруднювати одержуваний зварювальний шов. Економічний ефект пропонованого способу полягає у тому, що в даному випадку не використовується дороге хімічне або неефективне механічне очищення дроту від забруднюючих речовин (плівки мастила і інших домішок). Важливим є екологічна чистота способу.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of resistance spot welding
Автори англійськоюNichieporenko Oleksandr Vasyliovych, Sendetskyi Yevhenii Mykolaiovych
Назва патенту російськоюСпособ контактной точечной сварки
Автори російськоюНичепоренко Александр Васильевич, Сендецкий Евгений Николаевич
МПК / Мітки
МПК: B23K 11/00, B21F 27/00, B23K 11/10
Мітки: зварювання, спосіб, контактного, точкового
Код посилання
<a href="https://ua.patents.su/2-29554-sposib-kontaktnogo-tochkovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб контактного точкового зварювання</a>
Пристрій для керування процесом контактного точкового зварювання
Номер патенту: 79189
Опубліковано: 25.05.2007
Автори: Паеранд Юрій Едуардович, Бондаренко Олександр Федорович
МПК: B23K 11/24
Мітки: керування, контактного, процесом, зварювання, пристрій, точкового
Формула / Реферат:
Пристрій для керування процесом контактного точкового зварювання, що містить джерело зварювального струму, регулятор зварювального струму, включений у вторинний ланцюг джерела зварювального струму, буферний підсилювач, блок порівняння, блок множення, керуючий вхід регулятора зварювального струму через буферний підсилювач з'єднаний з виходом блока порівняння, перший вхід якого з'єднаний з виходом блока множення, датчик зварювального струму і...
Спосіб керування процесом контактного точкового зварювання
Номер патенту: 20927
Опубліковано: 15.02.2007
Автори: Паеранд Юрій Едуардович, Бондаренко Олександр Федорович
МПК: B23K 11/24
Мітки: керування, зварювання, контактного, точкового, спосіб, процесом
Формула / Реферат:
Спосіб керування процесом контактного точкового зварювання, що включає вимірювання поточної міжелектродної напруги і зварювального струму, збільшення потужності зварювального струму за квадратичним законом, дозування виділеної між електродами енергії, порівнюючи її із заданою величиною, який відрізняється тим, що потужність зварювального струму збільшують за квадратичним законом доти, доки міжелектродна напруга не досягне порогового значення,...
Пристрій для керування процесом контактного точкового зварювання
Номер патенту: 21356
Опубліковано: 15.03.2007
Автори: Бондаренко Олександр Федорович, Паеранд Юрій Едуардович
МПК: B23K 11/24
Мітки: зварювання, точкового, контактного, пристрій, процесом, керування
Формула / Реферат:
Пристрій для керування процесом контактного точкового зварювання, що містить джерело зварювального струму, регулятор зварювального струму, датчики зварювального струму і напруги між електродами, підключені до входів блока множення, перший інтегратор і перший задатчик, з'єднані з входами першого компаратора, блок керування, перший і другий виходи якого підключені до керуючих входів першого і другого інтеграторів, другий задатчик і блок...
Електрод для контактного точкового зварювання стрижневої сталі

Номер патенту: 62756
Опубліковано: 15.12.2003
Автори: Шебанова Тетяна Володимировна, Шебанов Володимир Олександрович, Щербіна Ніла Павлівна
МПК: B23K 11/30
Мітки: електрод, точкового, контактного, стрижневої, сталі, зварювання
Формула / Реферат:
Електрод для контактного точкового зварювання стрижневої сталі, що має корпус, установлені в його порожнині змінний струмопровідний стрижень і пружний елемент, сполучений з корпусом за допомогою гайки, силовий пуансон, який відрізняється тим, що пружний елемент виконаний з теплостійкого матеріалу, встановлений з зазором по відношенню до корпуса і змінного струмопровідного стрижня, робочий торець якого має фігурну поверхню, а силовий пуансон...
Електрод для контактного точкового зварювання

Номер патенту: 8832
Опубліковано: 15.08.2005
Автори: Кузьменко Анатолій Григорович, Горват Валентин Васильович, Горват Віталій Васильович
МПК: B23K 11/30
Мітки: точкового, електрод, зварювання, контактного
Формула / Реферат:
Електрод для контактного точкового зварювання, що містить центральну струмоведучу частину з високоелектропровідного матеріалу, який відрізняється тим, що на кінці електрода виконана різьба і він оснащений зовнішнім кільцем, виконаним з ізоляційного, термостійкого, жароміцного матеріалу.
Попередній патент: Закупорювальний пристрій “ад-7 мет”
Наступний патент: Спосіб доклінічної діагностики дисбіозу кишечнику у новонароджених від матерів, інфікованих вірусом простого герпесу 2-го типу
Випадковий патент: Коток із змінною довжиною вальця