Пристрій для створення поперечного магнітного поля при дуговому зварюванні і наплавленні
Номер патенту: 104566
Опубліковано: 10.02.2014
Автори: Размишляєв Олександр Денисович, Міронова Марина Володимирівна, Ярмонов Станіслав Володимирович, Видмиш Павло Олександрович
Формула / Реферат
1. Пристрій для створення поперечного магнітного поля при дуговому зварюванні і наплавленні, що містить два верхніх електромагніти однакових розмірів з однаковим числом витків на стрижнях, які встановлені на струмопідвідному мундштуку зварювального автомата над зварювальною пластиною, який відрізняється тим, що додатково оснащений двома нижніми електромагнітами, які встановлені під зварювальною пластиною, як дзеркальне відображення від верхньої поверхні зварювальної пластини верхніх електромагнітів, причому одна пара електромагнітів, верхній та нижній, мають однакові полюси (наприклад, північні), а інша пара електромагнітів, верхній і нижній, мають також однакові полюси (наприклад, південні), які протилежні полюсам першої пари електромагнітів.
2. Пристрій за п. 1, який відрізняється тим, що електромагніти встановлені під кутом 45°≤a> 0 до вертикальної осі.
3. Пристрій за п. 1, який відрізняється тим, що додатково оснащений стрижнями-перемичками, які з'єднують верхні кінці стрижнів електромагнітів.
Текст
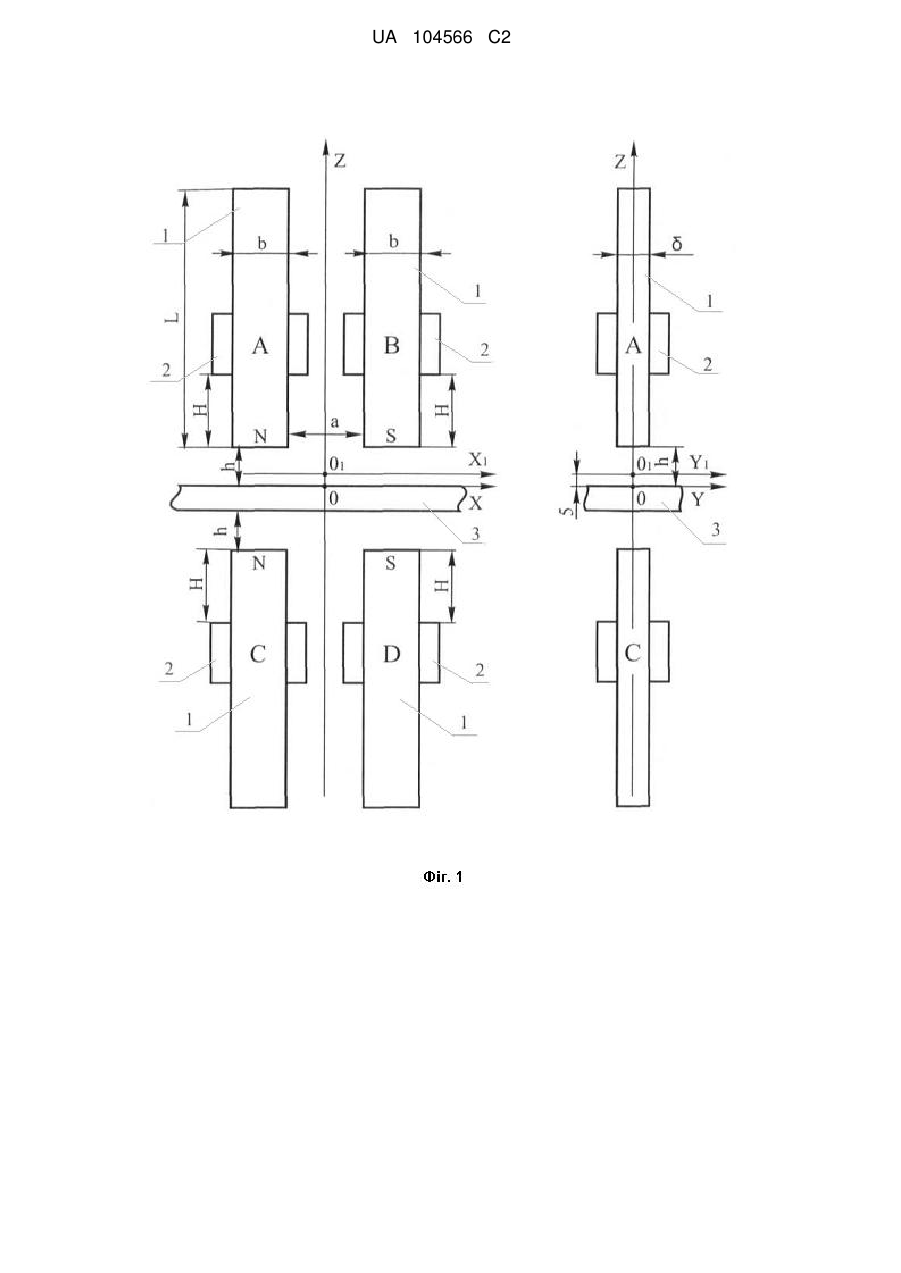
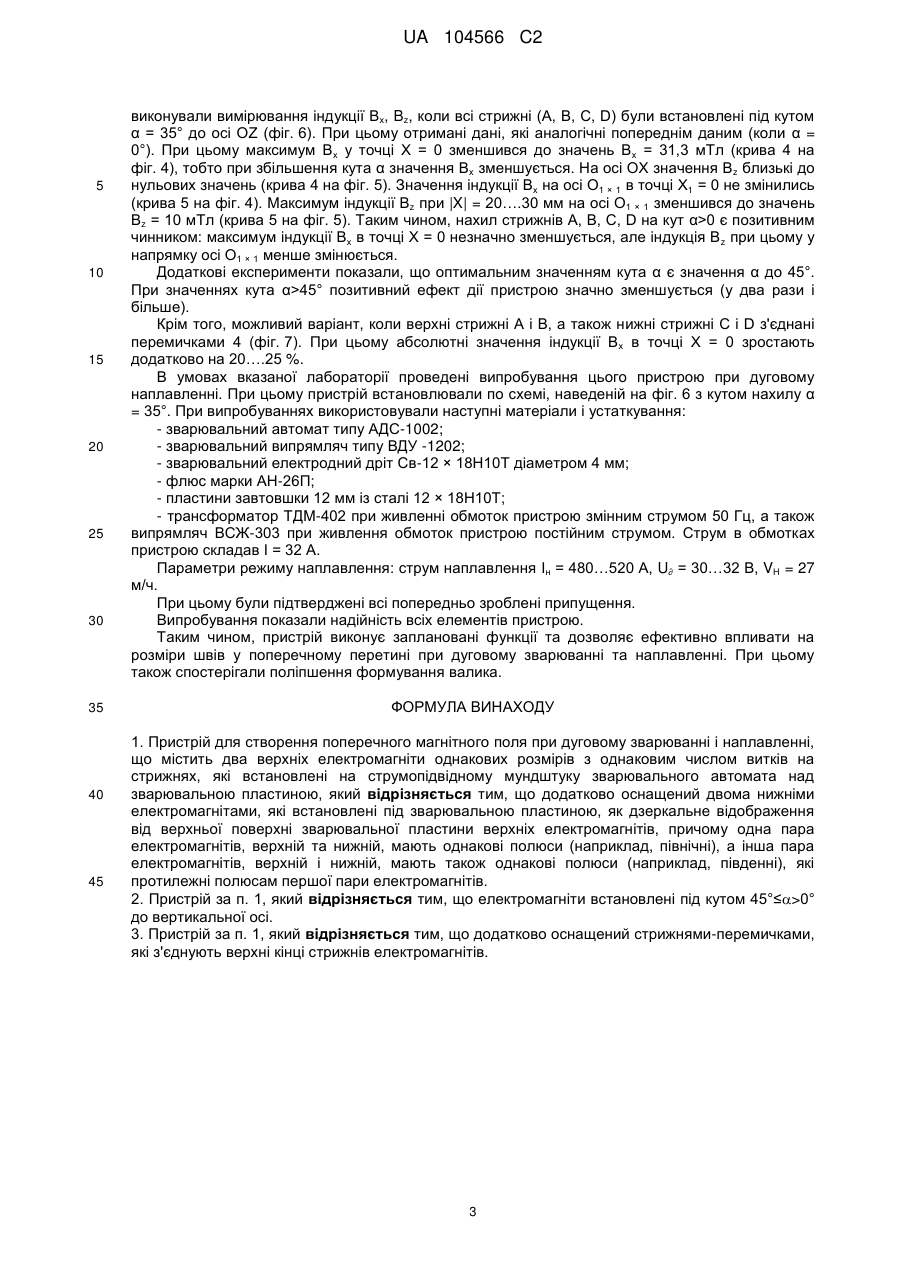
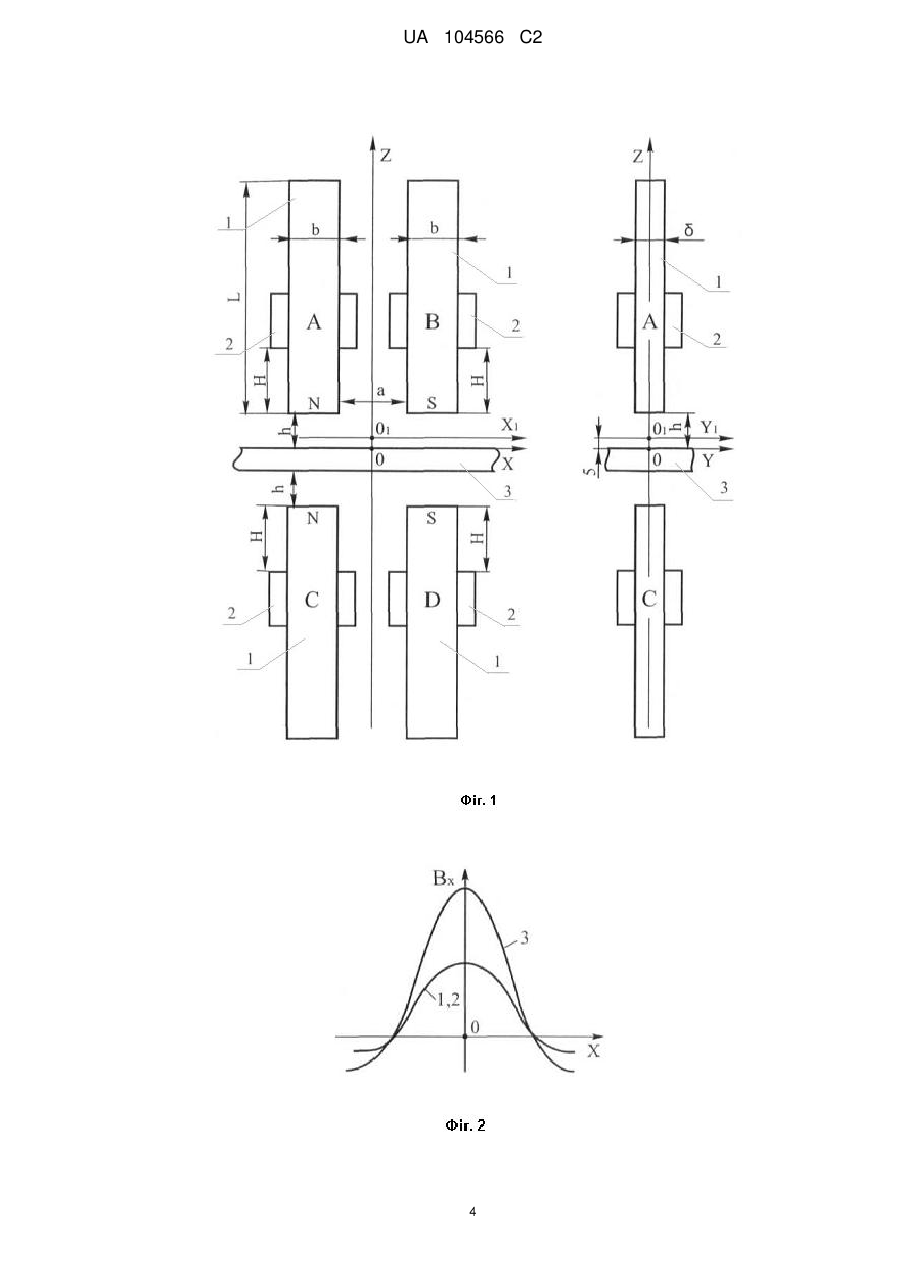
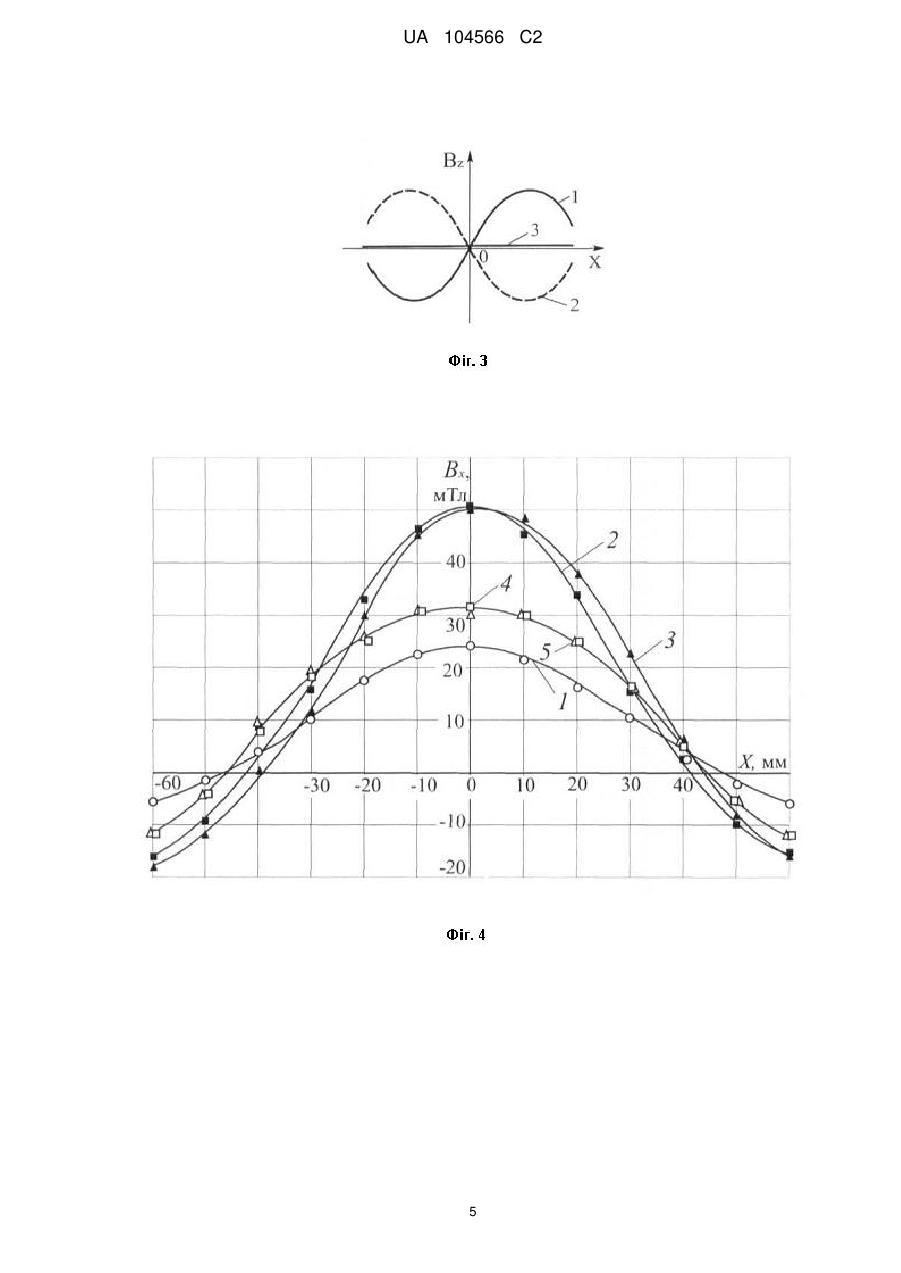
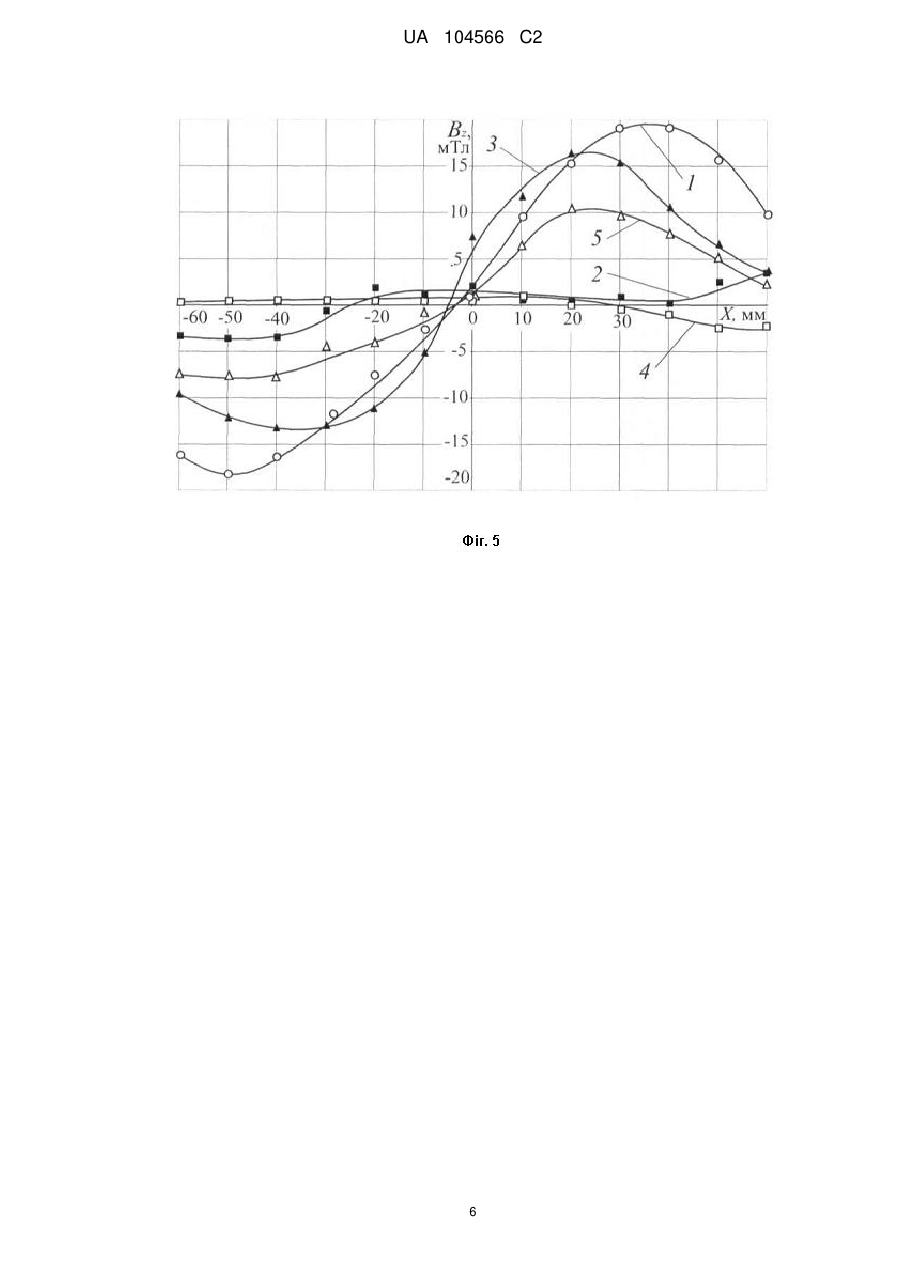
Реферат: Винахід належить до зварювального виробництва і може бути використаний в машинобудуванні для дугового зварювання плавким і неплавким електродом, а також для наплавлення плавким електродом під флюсом металевих конструкцій. Пристрій для створення поперечного магнітного поля при дуговому зварюванні і наплавленні містить два верхніх електромагніти однакових розмірів з однаковим числом витків на стрижнях, які встановлені на струмопідвідному мундштуку зварювального автомата над зварювальною пластиною та додатково оснащений двома нижніми електромагнітами, які встановлені під зварювальною пластиною, як дзеркальне відображення від верхньої поверхні зварювальної пластини верхніх електромагнітів, причому одна пара електромагнітів (верхній та нижній) мають однакові полюси (наприклад, північні), а інша пара електромагнітів (верхній і нижній) мають також однакові полюси (наприклад, південні), які протилежні полюсам першої пари електромагнітів. У пристрої електромагніти встановлені під кутом 45°≤>0 до вертикальної осі. Пристрій може бути додатково оснащений стрижнями-перемичками, які з'єднують верхні кінці стрижнів електромагнітів. Вказана конструкція забезпечує усунення значної величини подовжньої компоненти індукції поперечного магнітного поля, яка впливає на формування зварних швів і наплавлених валиків і забезпечує ефективний вплив на розміри швів у поперечному перетині при дуговому зварюванні та наплавленні. UA 104566 C2 (12) UA 104566 C2 UA 104566 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до зварювального виробництва і може бути використаний в машинобудуванні для дугового зварювання плавким і неплавким електродом, а також для наплавлення плавким електродом під флюсом металевих конструкцій. Відома конструкція для створення поперечного магнітного поля (ПОМП) стосовно дугового зварювання дротом під флюсом [Пацкевич И.Р., Зернов А.В., Иванцов В.Я. Распределение индукции наведенного магнитного поля в зоне горения сварочной дуги // Сварочное производство. - 1970. - № 2. - С. 9-10]. Пристрій призначений для управління формуванням швів при дуговому зварюванні дротом під флюсом. Пристрій має П-подібний електромагніт з котушками на двох стрижнях, тобто має два полюси на торцях цих стрижнів. Стрижні розташовані зверху пластини над зварювальною ванною. У цій роботі в зоні стику вимірювалася тільки поперечна компонента магнітного поля В х. Але в цій же зоні має місце значна величина подовжньої компоненти індукції Bz, яка не вимірювалася. Недоліком цієї конструкції є те, що на форму швів в цьому випадку могла впливати не тільки поперечна, але і подовжня компонента індукції магнітного поля. Відома конструкція пристрою для створення поперечного магнітного поля для управління формуванням швів при дуговому зварюванні і наплавленні плавким електродом під флюсом [Размышляев А.Д., Миронова М.В. Производительность расплавления электродной проволоки при дуговой наплавке под флюсом с воздействием поперечного магнитного поля // Автоматическая сварка. - 2011. - № 5. - С. 48-51], прийнята за прототип. Цей пристрій має конструкцію, аналогічну описаній вище. В цій роботі встановлено, що подовжня компонента індукції ПОМП носить зростаючий характер по мірі віддалення від осі електрода до полюсів пристрою. В зоні під торцем електрода поперечна компонента індукції ПОМП значно менша, ніж подовжня компонента індукції цього поля. Цей пристрій має такі недоліки: створене пристроєм магнітне поле містить значну величину подовжньої компоненти індукції магнітного поля, яка впливає на зварювальну дугу і рідкий метал зварювальної ванни і тим самим на формування зварних швів і наплавлених валиків. Задачею, на вирішення якої направлений запропонований винахід, є удосконалення пристрою для створення ПОМП шляхом введення нових конструктивних елементів у вигляді двох додаткових електромагнітів, розміщених під зварювальною пластиною і створення нового конструктивного взаємозв'язку, що забезпечує зменшення подовжньої компоненти індукції магнітного поля в зоні рідкого металу зварювальної ванни і дуги і підвищує поперечну індукцію магнітного поля в цих зонах. Це дозволить більш ефективно впливати на розміри швів і валиків у поперечному перетині при дуговому зварюванні та наплавленні. Для вирішення поставленої задачі пристрій для створення поперечного магнітного поля при дуговому зварюванні і наплавленні, що містить два верхніх електромагніти однакових розмірів з однаковим числом витків на стрижнях, які встановлені на струмопідвідному мундштуку зварювального автомата над зварювальною пластиною, згідно винаходу, додатково оснащений двома нижніми електромагнітами, які встановлені під зварювальною пластиною, як дзеркальне відображення від верхньої поверхні зварювальної пластини верхніх електромагнітів, причому одна пара електромагнітів (верхній та нижній) мають однакові полюси (наприклад, північні), а інша пара електромагнітів (верхній і нижній) мають також однакові полюси (наприклад, південні), які протилежні полюсам першої пари електромагнітів. Крім того, у пристрої електромагніти встановлені під кутом 45°≤α>0 до вертикальної осі. Крім того, пристрій додатково оснащений стрижнями-перемичками, які з'єднують верхні кінці електромагнітів. Усунути вказаний недолік стало можливим, виходячи з таких міркувань. Якщо взяти систему із двох електромагнітів, у яких різні полюси на торцях стрижнів і які розташовані над зварювальною пластиною (як за прототипом), то поперечна компонента індукція В х ПОМП між полюсами системи у поверхні зварювальної пластини (рідкого металу зварювальної ванни і дуги) має максимум в центрі системи, а максимум подовжньої компоненти індукції Вz ПОМП має місце під полюсами системи, тобто під стрижнями електромагнітів А і В. Якщо в систему добавити ще два електромагніти С і D, які розмістити під зварювальною пластиною, як дзеркальне відображення від верхньої поверхні зварювальної пластини електромагнітів А і В (фіг. 1), то компонента індукції Вх ПОМП у поверхні пластини складаються і зростуть у два рази (фіг. 2), а компонента подовжньої індукції Bz ПОМП зменшиться практично до нуля під стрижнями електромагнітів А і С, а також В і D, оскільки вони направлені зустрічно у поверхні пластини (фіг. 3). Схема запропонованої конструкції (розміщення 4-х стрижнів системи з котушками) складається з наступних елементів: 1 - стрижні на фіг. 1, фіг. 6, фіг. 7; 2 - котушки на фіг. 1, 1 UA 104566 C2 5 10 15 20 25 30 35 40 45 50 55 60 фіг. 6, фіг. 7; 3 - пластина (виріб) на фіг. 1, фіг. 6, фіг. 7. На цій схемі наведена прийнята система координат. Розподіл індукції Вх уздовж осі ОХ показаний на фіг. 2, а розподіл індукції Bz - на фіг. 3, де крива 1 - крива розподілу від дії електромагнітів А, В; 2 - крива розподілу від дії електромагнітів С, D; 3 - крива розподілу від сумісної дії електромагнітів А, В, С, D. При цьому одна пара електромагнітів А та С повинна мати однакові полюси (наприклад, північні), а інша пара електромагнітів В і D мають також однакові полюси (наприклад, південні), які протилежні полюсам пари електромагнітів А і В. Цим самим буде ліквідовано недолік, що має місце у відомих пристроях із двох електромагнітів для створення ПОМП для процесів дугового зварювання і наплавлення. Однак треба відзначити, що зварювальна пластини (виріб) не повинна бути із феромагнітних матеріалів, який, як відомо, спотворює побудову електромагнітного поля. Тобто ідея пристрою може бути реалізована, якщо зварювальний виріб не є феромагнетиком. В умовах лабораторії Державного вищого навчального закладу "Приазовський державний технічний університет" було виготовлено запропонований пристрій. Пристрій містив стрижні 1 із пластин електротехнічної сталі товщиною 0,5 мм набраних у прямокутний пакет поперечним перетином 26×32 мм довжиною 130 мм. Стрижні можуть бути виконані з будь-якого феромагнітного матеріалу або сплаву. Котушки 2 виконані з мідного ізольованого дроту діаметром 2,0 мм чотиришарово числом витків W = 100. Котушки 2 з'єднували між собою послідовно і живили від зварювального випрямляча типу ВСЖ-303. Для регулювання струму в котушках послідовно з ними включали баластний реостат типу РБ-301, який дозволяв ступінчасто регулювати струм в котушках, а більш плавно струм регулювали регулятором напруги зварювального випрямляча ВСЖ-303. Струм у котушках дорівнювався Ік = 32 А. Стрижні з обмотками закріплюються (елементи кріплення не показані) до зварювального автомата на висоті h над пластиною (виробом) 3. Встановлюється зазор "а" між стрижнями електромагнітів С і D таким же, який встановлений між стрижнями А і В. Торці стрижнів С і D розміщуються на відстані h до верхньої поверхні пластини 3. Торці стрижнів А і В також встановлені на відстані h від цієї ж поверхні. Координатна вісь ОХ розташована на поверхні зварювальної пластини 3. відстань від котушок 2 до торців стрижнів 1 були однакові і дорівнювали Н = 25 мм, відстань від торців стрижнів 1 до виробу (пластини 3) дорівнювала h = 25 мм, а відстань між нижніми внутрішніми кромками стрижнів А і В, а також стрижнів С і D була однакова і дорівнювала а = 35 мм. Кут між віссю OZ із стрижнями А і В, С і D у першій частині експериментів дорівнював α = 0°, а у другій частині експериментів - α = 35°. Складові індукцій Вх, Bz (які спрямовані уздовж осей ОХ і OZ відповідно) вимірювали у поверхні виробу (пластини 3) від точки "0" в напряму осі ОХ через кожні 10 мм мілітесламетром типу 43205 з датчиком Холу, що мав вимірювальну базу 0,9×0,9 мм. Спочатку вимірювали індукцію Вх, Вz у напряму осі ОХ при розташуванні над пластино 3 тільки двох електромагнітів (зі стрижнями А і В) з нахилом їх до осі OZ на кут α = 0° (фіг. 1). Дані вимірювань наведені на фіг. 4 та фіг. 5. Дані експериментів (крива 1 на фіг. 4) показують характер розподілу компонент індукції у напряму осі ОХ при встановленні у поверхні пластини двох електромагнітів зі стрижнями А і В. Характерно, що максимальне значення індукції Вх має місце у точці X = 0 і дорівнює Вх = 25 мТл, а максимум індукції Bz має місце при значеннях |Х| = 20…25 мм і дорівнює Bz = 19 мТл (крива 1 на фіг. 5). При встановлені додаткових двох електромагнітів зі стрижнями С і D (фіг. 1) у поверхні пластини 3 розподіл індукцій Вх, Bz суттєво змінюється. Максимум індукції Вх спостерігається також у точці X = 0, але він дорівнює величину Вх = 50 мТл (крива 2 на фіг. 4), тобто зріс у двічі у порівнянні, коли в системі були тільки стрижні А і В. Складова індукції B z, як передбачували, повинна зменшуватися до нульових значень. Дані експерименту (крива 2 на фіг. 5) показують, що значення індукції Bz уздовж осі ОХ практично досягають нульових значень. Тобто ці дані підтверджують міркування і припущення, які були попередньо зроблені. Ці дані підтверджують, що пристрій дозволяє збільшити індукції В х у два рази, а компоненту індукції Вz зменшити практично до нульових значень. Виконували також додатково вимірювання індукції В х, Bz уздовж осі О1 × 1, яка зміщена у напряму осі OZ на 5 мм. Дані вимірювань показали (крива 3 на фіг. 4), що індукція Вх при цьому не змінюється, а індукція Bz при значеннях |X| = 20…30 мм зросла до Вz = 16,4 мТл (крива 3 на фіг. 5). Тобто для досягнення позитивного ефекту доцільно стрижні А і В, С і D розташовувати на однаковій відстані h від верхньої поверхні виробу - пластини 3 (фіг. 1). Крім того, якщо значення кута α = 0° є неможливим для встановлення електромагнітів для деяких конструкцій зварювальних автоматів, наприклад автомата типу АДС-1002, АДФ-1004, то необхідно електромагніти встановлювати під кутом α до вертикальної осі. Для цього випадку 2 UA 104566 C2 5 10 15 20 25 30 35 40 45 виконували вимірювання індукції Вх, Bz, коли всі стрижні (А, В, С, D) були встановлені під кутом α = 35° до осі OZ (фіг. 6). При цьому отримані дані, які аналогічні попереднім даним (коли α = 0°). При цьому максимум Вх у точці X = 0 зменшився до значень В х = 31,3 мТл (крива 4 на фіг. 4), тобто при збільшення кута α значення Вх зменшується. На осі ОХ значення Bz близькі до нульових значень (крива 4 на фіг. 5). Значення індукції Вх на осі О1 × 1 в точці Х1 = 0 не змінились (крива 5 на фіг. 4). Максимум індукції Bz при |X| = 20….30 мм на осі O1 × 1 зменшився до значень Вz = 10 мТл (крива 5 на фіг. 5). Таким чином, нахил стрижнів А, В, С, D на кут α>0 є позитивним чинником: максимум індукції Вх в точці Х = 0 незначно зменшується, але індукція B z при цьому у напрямку осі О1 × 1 менше змінюється. Додаткові експерименти показали, що оптимальним значенням кута α є значення α до 45°. При значеннях кута α>45° позитивний ефект дії пристрою значно зменшується (у два рази і більше). Крім того, можливий варіант, коли верхні стрижні А і В, а також нижні стрижні С і D з'єднані перемичками 4 (фіг. 7). При цьому абсолютні значення індукції Вх в точці X = 0 зростають додатково на 20….25 %. В умовах вказаної лабораторії проведені випробування цього пристрою при дуговому наплавленні. При цьому пристрій встановлювали по схемі, наведеній на фіг. 6 з кутом нахилу α = 35°. При випробуваннях використовували наступні матеріали і устаткування: - зварювальний автомат типу АДС-1002; - зварювальний випрямляч типу ВДУ -1202; - зварювальний електродний дріт Св-12 × 18Н10Т діаметром 4 мм; - флюс марки АН-26П; - пластини завтовшки 12 мм із сталі 12 × 18Н10Т; - трансформатор ТДМ-402 при живленні обмоток пристрою змінним струмом 50 Гц, а також випрямляч ВСЖ-303 при живлення обмоток пристрою постійним струмом. Струм в обмотках пристрою складав I = 32 А. Параметри режиму наплавлення: струм наплавлення Ін = 480…520 А, U∂ = 30…32 В, VH = 27 м/ч. При цьому були підтверджені всі попередньо зроблені припущення. Випробування показали надійність всіх елементів пристрою. Таким чином, пристрій виконує заплановані функції та дозволяє ефективно впливати на розміри швів у поперечному перетині при дуговому зварюванні та наплавленні. При цьому також спостерігали поліпшення формування валика. ФОРМУЛА ВИНАХОДУ 1. Пристрій для створення поперечного магнітного поля при дуговому зварюванні і наплавленні, що містить два верхніх електромагніти однакових розмірів з однаковим числом витків на стрижнях, які встановлені на струмопідвідному мундштуку зварювального автомата над зварювальною пластиною, який відрізняється тим, що додатково оснащений двома нижніми електромагнітами, які встановлені під зварювальною пластиною, як дзеркальне відображення від верхньої поверхні зварювальної пластини верхніх електромагнітів, причому одна пара електромагнітів, верхній та нижній, мають однакові полюси (наприклад, північні), а інша пара електромагнітів, верхній і нижній, мають також однакові полюси (наприклад, південні), які протилежні полюсам першої пари електромагнітів. 2. Пристрій за п. 1, який відрізняється тим, що електромагніти встановлені під кутом 45°≤>0° до вертикальної осі. 3. Пристрій за п. 1, який відрізняється тим, що додатково оснащений стрижнями-перемичками, які з'єднують верхні кінці стрижнів електромагнітів. 3 UA 104566 C2 4 UA 104566 C2 5 UA 104566 C2 6 UA 104566 C2 7 UA 104566 C2 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Автори англійськоюRazmyshliaiev Oleksandr Denysovych, Mironova Maryna Volodymyrivna, Vydmysh Pavlo Oleksandrovych
Автори російськоюРазмышляев Александр Денисович, Миронова Марина Владимировна, Видмиш Павел Александрович
МПК / Мітки
Мітки: наплавленні, поперечного, поля, дуговому, створення, зварюванні, пристрій, магнітного
Код посилання
<a href="https://ua.patents.su/10-104566-pristrijj-dlya-stvorennya-poperechnogo-magnitnogo-polya-pri-dugovomu-zvaryuvanni-i-naplavlenni.html" target="_blank" rel="follow" title="База патентів України">Пристрій для створення поперечного магнітного поля при дуговому зварюванні і наплавленні</a>
Пристрій для створення подовжнього магнітного поля при дуговому зварюванні та наплавленні
Номер патенту: 39671
Опубліковано: 10.03.2009
Автори: Размишляєв Олександр Денисович, Міронова Марина Володимирівна, Кіф'юк Євген Самуїлович
Мітки: створення, поля, дуговому, наплавленні, подовжнього, магнітного, зварюванні, пристрій
Формула / Реферат:
Пристрій для створення подовжнього магнітного поля при дуговому зварюванні та наплавленні, що містить основні соленоїди однакових розмірів з однаковим числом витків на осердях прямокутної форми з електротехнічної сталі, встановлені на струмопідвідному мундштуку зварювального автомата симетрично осі зварювального електрода, який відрізняється тим, що він оснащений додатковим соленоїдом, осердям якого є струмопідвідний мундштук, причому число...
Пристрій для електромагнітного перемішування металу ванни при дуговому зварюванні та наплавленні
Номер патенту: 58770
Опубліковано: 26.04.2011
Автори: Розмишляєв Олександр Денисович, Видмиш Павло Олександрович, Міронова Марина Володимирівна, Кузьменко Костянтин Григорович
Мітки: металу, зварюванні, перемішування, дуговому, ванни, електромагнітного, пристрій, наплавленні
Формула / Реферат:
Пристрій для електромагнітного перемішування металу ванни при дуговому зварюванні та наплавленні виробів електродним дротом з феромагнітними властивостями, що містить основну обмотку з числом витків W1, розташовану над вильотом електродного дроту, який відрізняється тим, що він додатково оснащений електромагнітом, розташованим над зварювальною ванною, з феромагнітним осердям з електротехнічної сталі і додатковою обмоткою з числом витків W2,...
Спосіб керування плавленням безперервного розплавного електрода при дуговому зварюванні та наплавленні ю.в. белоусова
Номер патенту: 40334
Опубліковано: 10.04.2009
Автори: Мартинюк Ніколай Павлович, Корягін Євген Іванович, Білоусов Юрій Васильович, Орлова Лариса Іванівна
МПК: B23K 9/00
Мітки: белоусова, спосіб, розплавного, ю.в, безперервного, плавленням, зварюванні, керування, дуговому, наплавленні, електрода
Формула / Реферат:
1. Спосіб керування плавленням безперервного розплавного електрода при дуговому зварюванні та наплавленні, що включає ступінчасте регулювання напруги на дуговому проміжку і пропорційне регулювання лінійної швидкості плавлення електрода, який відрізняється тим, що ступінчасте регулювання лінійної і масової швидкостей безперервного плавлення електрода здійснюють дискретним зміненням форми поперечного перерізу безперервного розплавного електрода...
Пристрій для створення однорідного магнітного поля
Номер патенту: 47792
Опубліковано: 25.02.2010
Автори: Терещенко Микола Федорович, Рудик Валентин Юрійович
МПК: G01R 33/02
Мітки: однорідного, створення, магнітного, поля, пристрій
Формула / Реферат:
Пристрій для створення однорідного магнітного поля, що містить n послідовно включених контурів, симетрично розташованих відносно центру та встановлених на каркасі, причому твірна каркаса, на якій укладені витки кожного контуру в розрізі площини, що проходить через n контурів, нахилена під кутом, що визначається кількістю контурів і їх геометричними розмірами, який відрізняється тим, що він додатково містить n резонансних контурів, створених...
Пристрій для створення високоградієнтного магнітного поля в лунках біологічного планшету
Номер патенту: 67861
Опубліковано: 12.03.2012
Автори: Кириленко Олександр Васильович, Кондратенко Ігор Петрович, Чехун Василь Федорович, Демаш Дмитро Валерійович, Хаєцький Ігор Костянтинович, Лук'янова Наталія Юріївна, Бондар Володимир Васильович, Подольцев Олександр Дмитрович, Кучерява Ірина Миколаївна
МПК: B03C 1/01
Мітки: пристрій, поля, лунках, високоградієнтного, біологічного, створення, планшету, магнітного
Формула / Реферат:
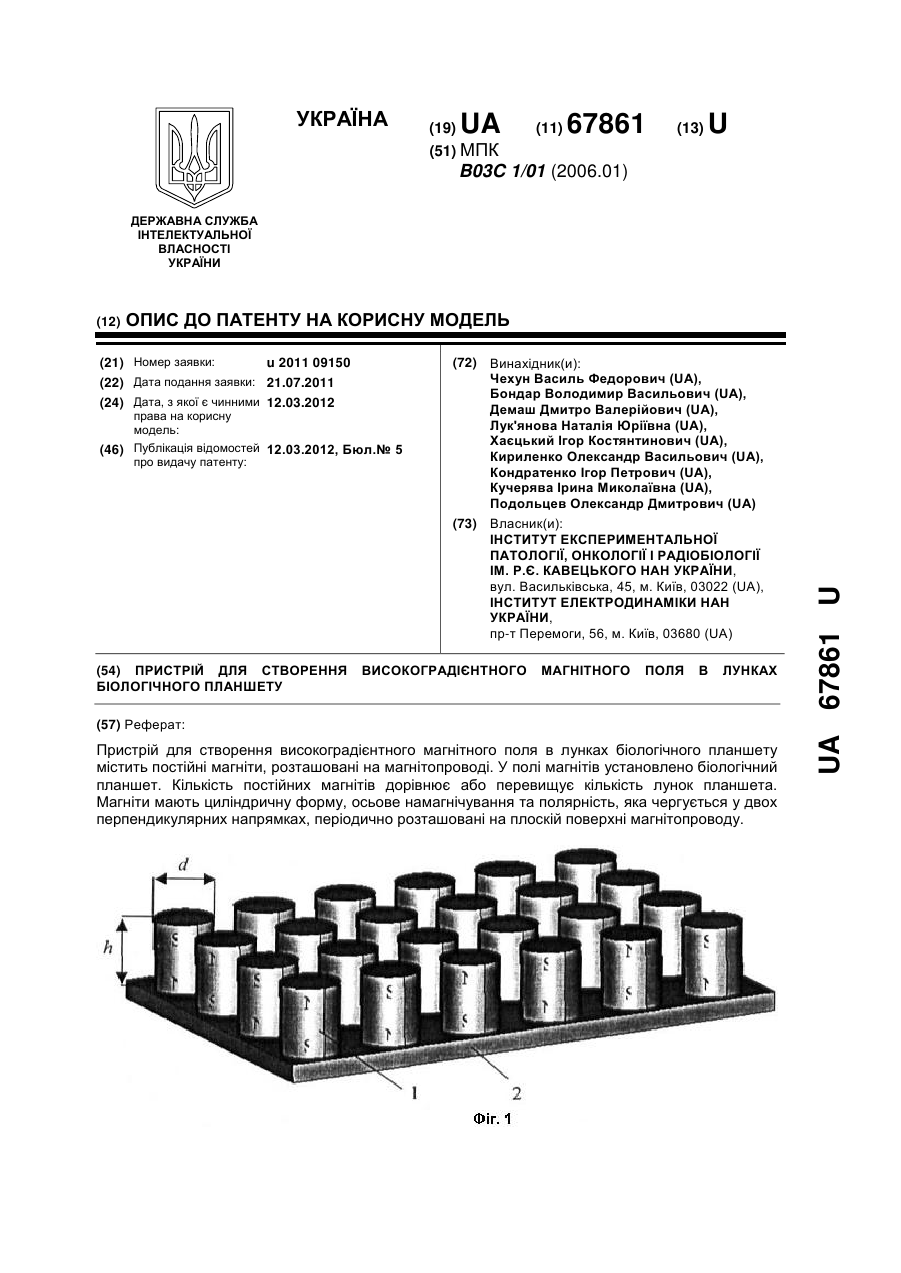
1. Пристрій для створення високоградієнтного магнітного поля в лунках біологічного планшету, що містить постійні магніти, розташовані на магнітопроводі, який відрізняється тим, що в полі магнітів установлено біологічний планшет, кількість постійних магнітів дорівнює або перевищує кількість лунок планшета, магніти мають циліндричну форму, осьове намагнічування та полярність, яка чергується у двох перпендикулярних напрямках, періодично...
Попередній патент: Шихта для одержання нефритованої поливи
Наступний патент: Ультразвуковий малоапертурний магнітострикційний перетворювач
Випадковий патент: Пристрій для отримання композиційних матеріалів