Пристрій для вакуумної герметизації склопакета
Формула / Реферат
1. Пристрій для вакуумної герметизації склопакета, який характеризується тим, що включає стіл для відкачування повітря, верхню притискну пластину та нагрівальний пристрій, причому стіл для відкачування повітря має розміщувальну виїмку для поміщення скляних пластин, які підлягають герметизації, верхня притискна пластина притискається до скляних пластин, які підлягають герметизації, у розміщувальній виїмці і герметично з'єднується зі столом для відкачування повітря навколо периферії розміщувальної виїмки, а потім скляні пластини, які підлягають герметизації, герметизуються у замкненому просторі; і стіл для відкачування повітря та/або верхня притискна пластина мають отвори для відкачування повітря, отвори для відкачування повітря застосовуються для вакуумування замкненого простору та скляних пластин, які підлягають герметизації у замкненому просторі, і нагрівальний пристрій застосовується для нагрівання частин, які підлягають герметизації на скляних пластинах, які підлягають герметизації з зовнішнього боку однієї сторони верхньої притискної пластини та/або з зовнішнього боку однієї сторони стола для відкачування повітря для виконання металевого зварювання частин, які підлягають герметизації.
2. Пристрій за п. 1, який відрізняється тим, що верхня притискна пластина герметично з'єднується зі столом для відкачування повітря навколо периферії розміщувальної виїмки через ущільнювальне кільце, і ущільнювальне кільце розташовується у пазу для встановлення ущільнювального кільця на столі для відкачування повітря та/або верхній притискній пластині.
3. Пристрій за п. 1, який відрізняється тим, що нагрівальний пристрій є індукційним нагрівальним пристроєм або мікрохвильовим нагрівальним пристроєм, і, відповідно, верхня притискна пластина або стіл для відкачування повітря, розташований між нагрівальним пристроєм та скляною пластиною, що підлягає герметизації, виконується з неметалевого матеріалу.
4. Пристрій за п. 1, який відрізняється тим, що нагрівальний пристрій є лазерним нагрівальним пристроєм, і верхня притискна пластина або стіл для відкачування повітря, розташований між нагрівальним пристроєм та скляною пластиною, що підлягає герметизації, є виконаним з прозорого матеріалу.
5. Пристрій за п. 1, який відрізняється тим, що нагрівальний пристрій розташовується на робочому механізмі і переноситься робочим механізмом для переміщення уздовж частин, які підлягають герметизації на скляних пластинах, які підлягають герметизації, для виконання зварювання частин, які підлягають герметизації, на периферії скляних пластин.
6. Пристрій за п. 1, який відрізняється тим, що стіл для відкачування повітря розташовується на відомому переміщувальному механізмі з кількома ступенями свободи і приводиться в рух переміщувальним механізмом таким чином, щоб частини, які підлягають герметизації на скляних пластинах, які підлягають герметизації, переміщувалися відносно нагрівального пристрою для виконання зварювання частин, які підлягають герметизації.
7. Пристрій за п. 1, який відрізняється тим, що герметизуючий пристрій також включає затискний пристрій, і верхня притискна пластина та стіл для відкачування повітря взаємно фіксуються через затискний пристрій.
8. Пристрій за п. 6, який відрізняється тим, що верхня притискна пластина виконується з неметалевого матеріалу, нагрівальний пристрій є індукційним нагрівальним пристроєм, і нагрівальний пристрій нагріває частини, які підлягають герметизації на скляних пластинах, які підлягають герметизації, з одного боку верхньої притискної пластини; і верхня притискна пластина також має кільцеву притискну пластину, кільцева притискна пластина розташовується на периферії розміщувальної виїмки, затискний пристрій являє собою притискний фланець, притискний фланець притискає верхню притискну пластину на столі для відкачування повітря через кільцеву притискну пластину, і певна кількість затискних кілець розташовується уздовж кільцевої притискної пластини.
9. Пристрій за п. 1, який відрізняється тим, що стіл для відкачування повітря складається з нижньої пластини та кільцевої обвідної пластини, нижній кінець кільцевої обвідної пластини розташовується на нижній пластині і ущільнюється з нижньою пластиною через ущільнювальне кільце, ущільнювальне кільце розташовується у пазу для встановлення у нижній пластині та/або нижньому кінці кільцевої обвідної пластини, і внутрішня сторона кільцевої обвідної пластини та верхня поверхня нижньої пластини разом утворюють розміщувальну виїмку; і верхній кінець кільцевої обвідної пластини герметично з'єднується з верхньою притискною пластиною через ущільнювальне кільце, і ущільнювальне кільце розташовується у пазу для встановлення у верхній притискній пластині та/або верхньому кінці кільцевої обвідної пластини.
10. Пристрій за п. 9, який відрізняється тим, що на столі для відкачування повітря утворено отвір для відкачування повітря, певна кількість отворів для відкачування повітря розташовується навколо стола для відкачування повітря з інтервалами, або певна кількість отворів для відкачування повітря розташовується на нижній пластині стола для відкачування повітря.
Текст
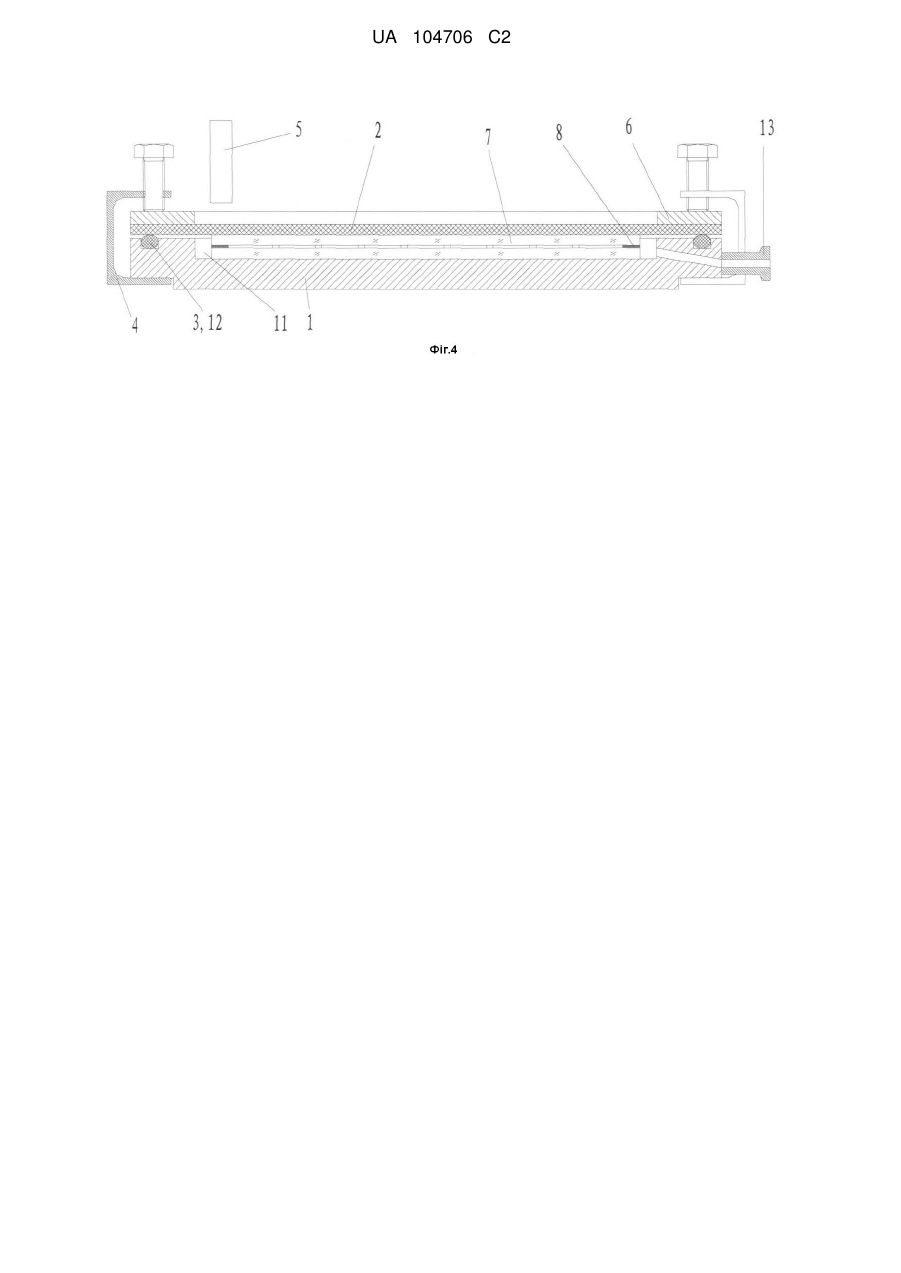
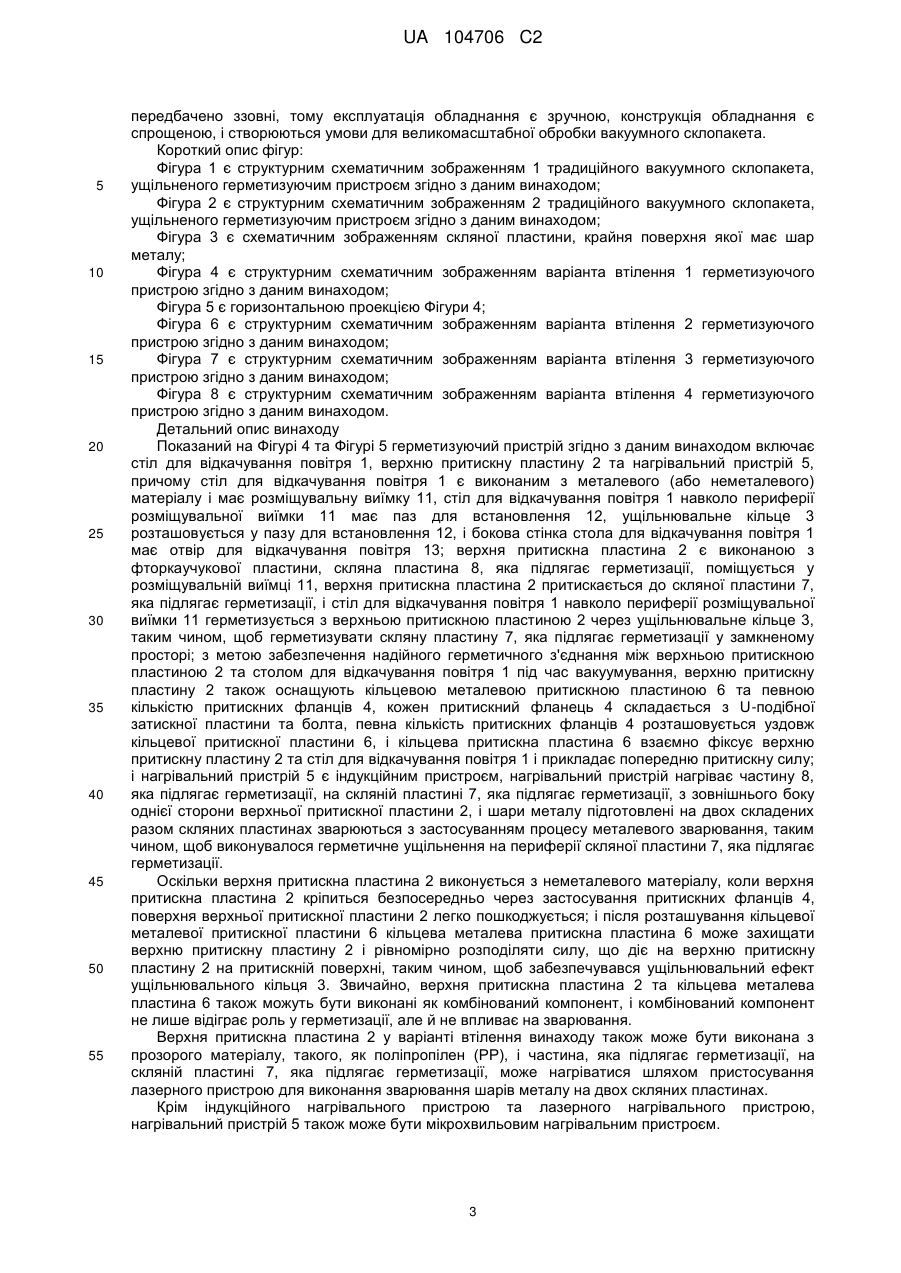
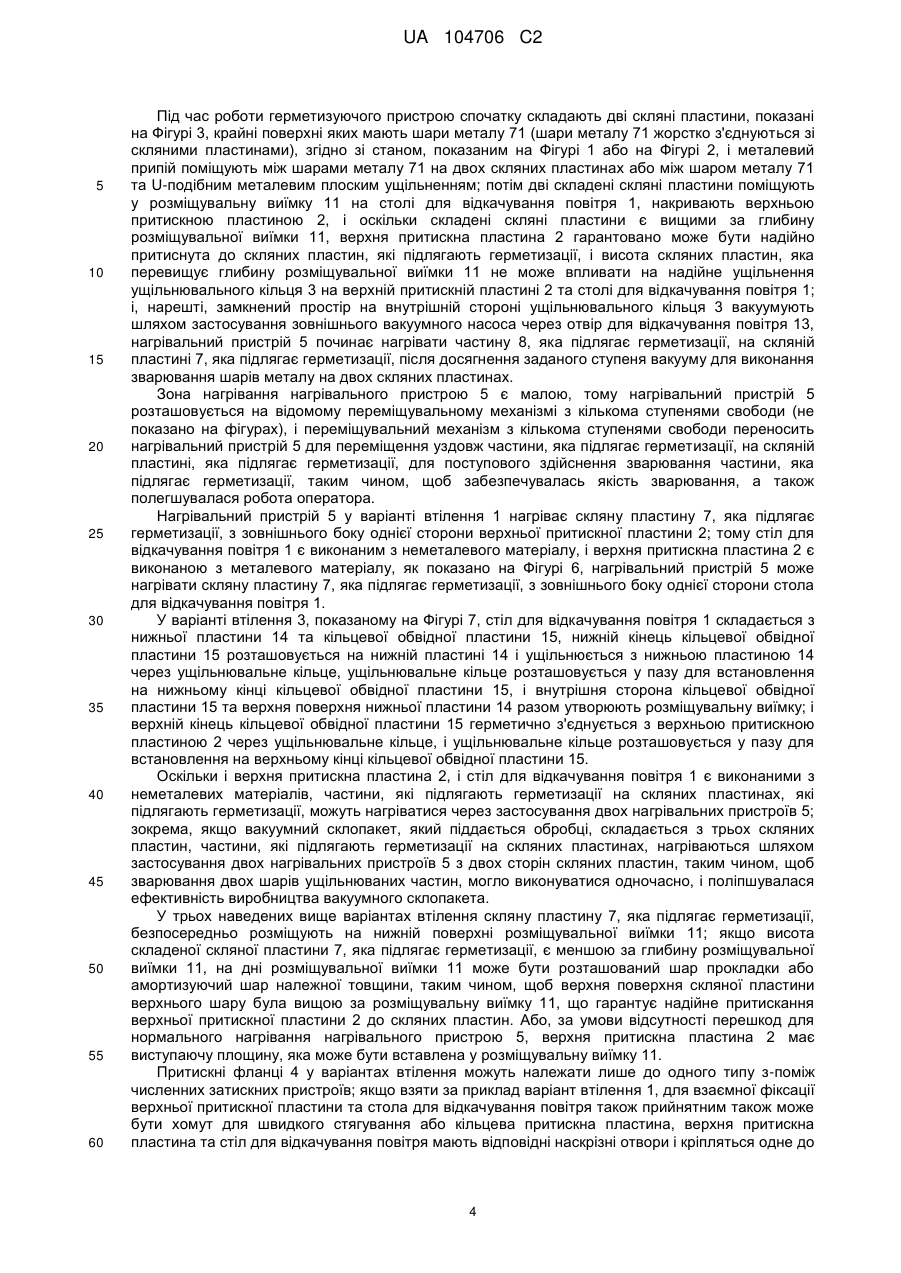
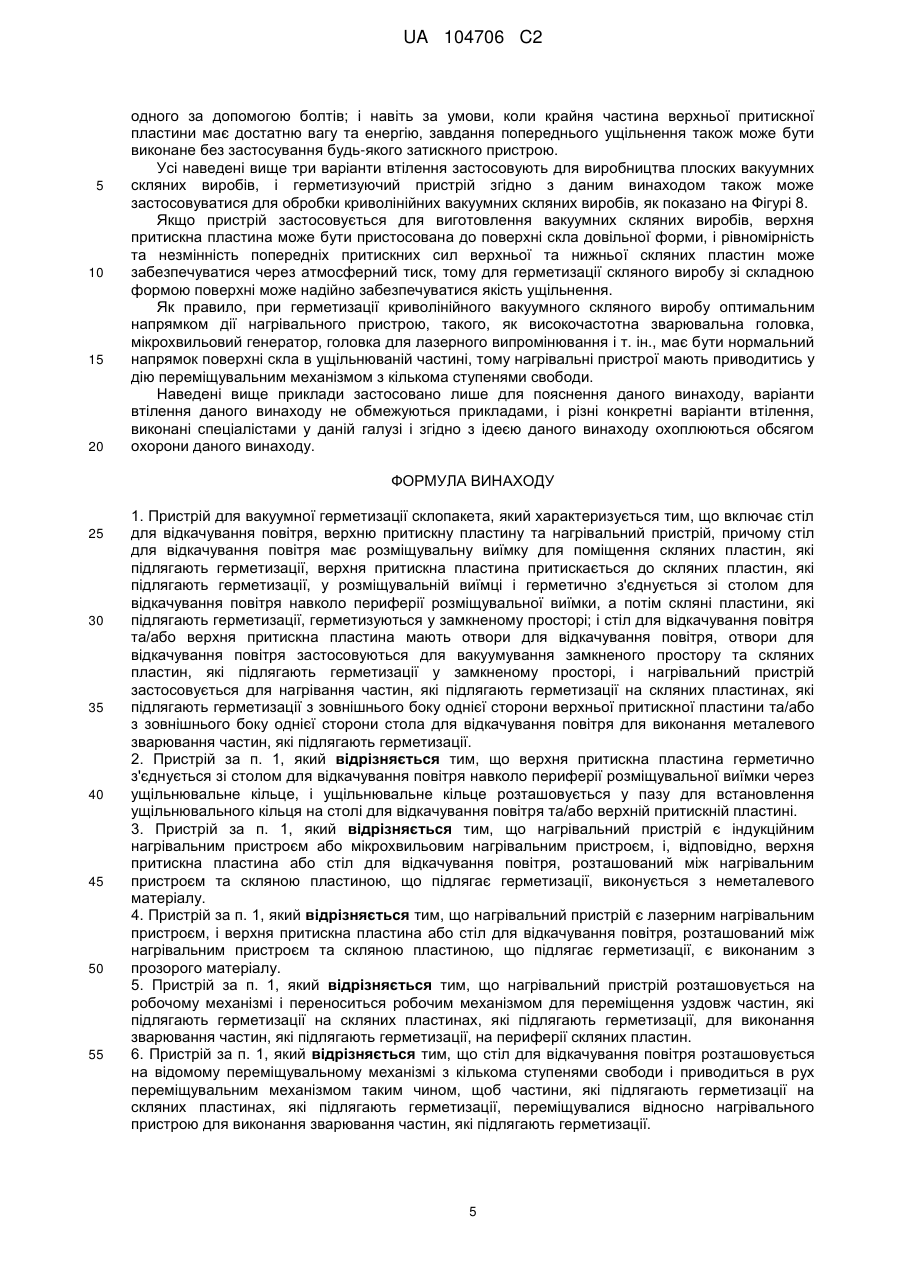
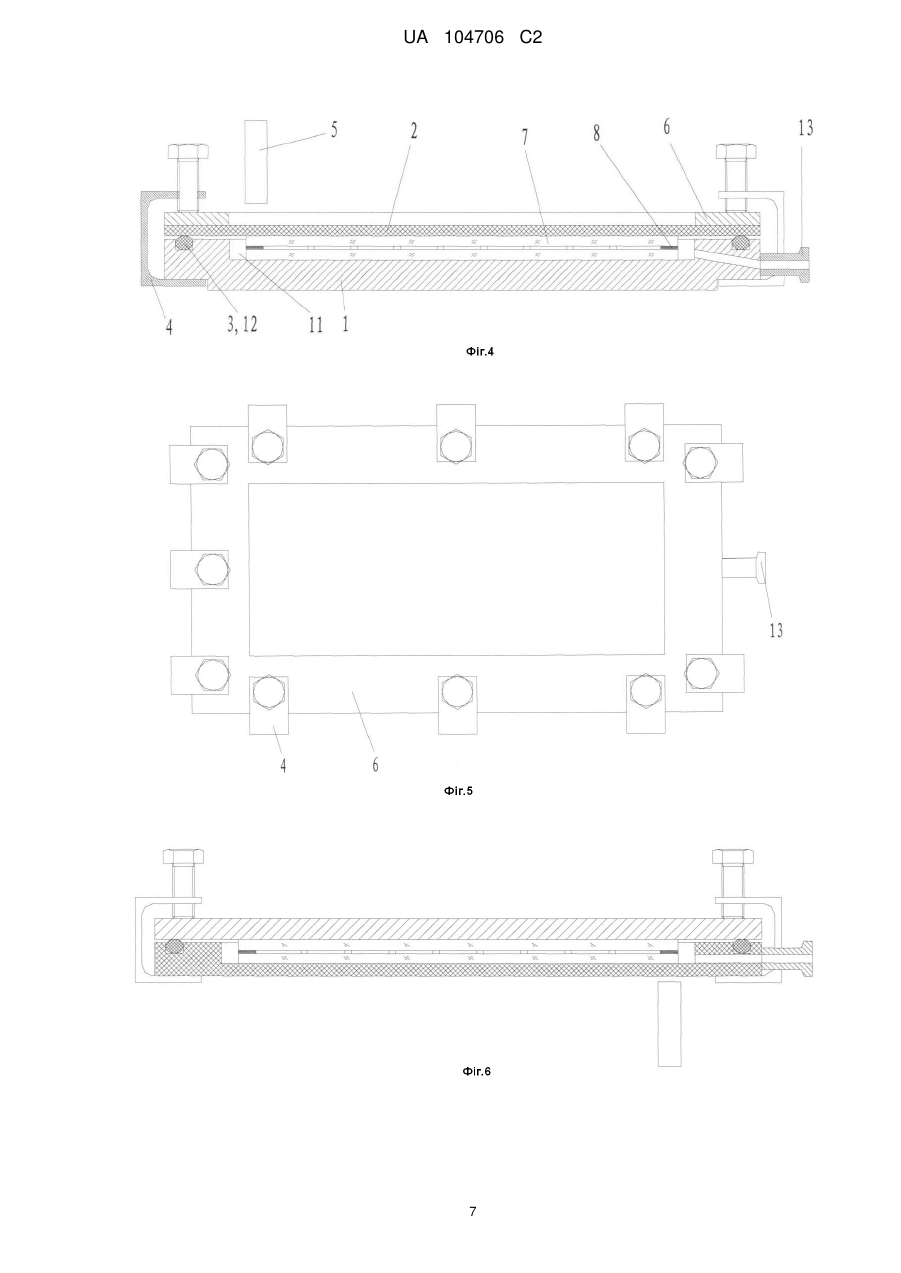
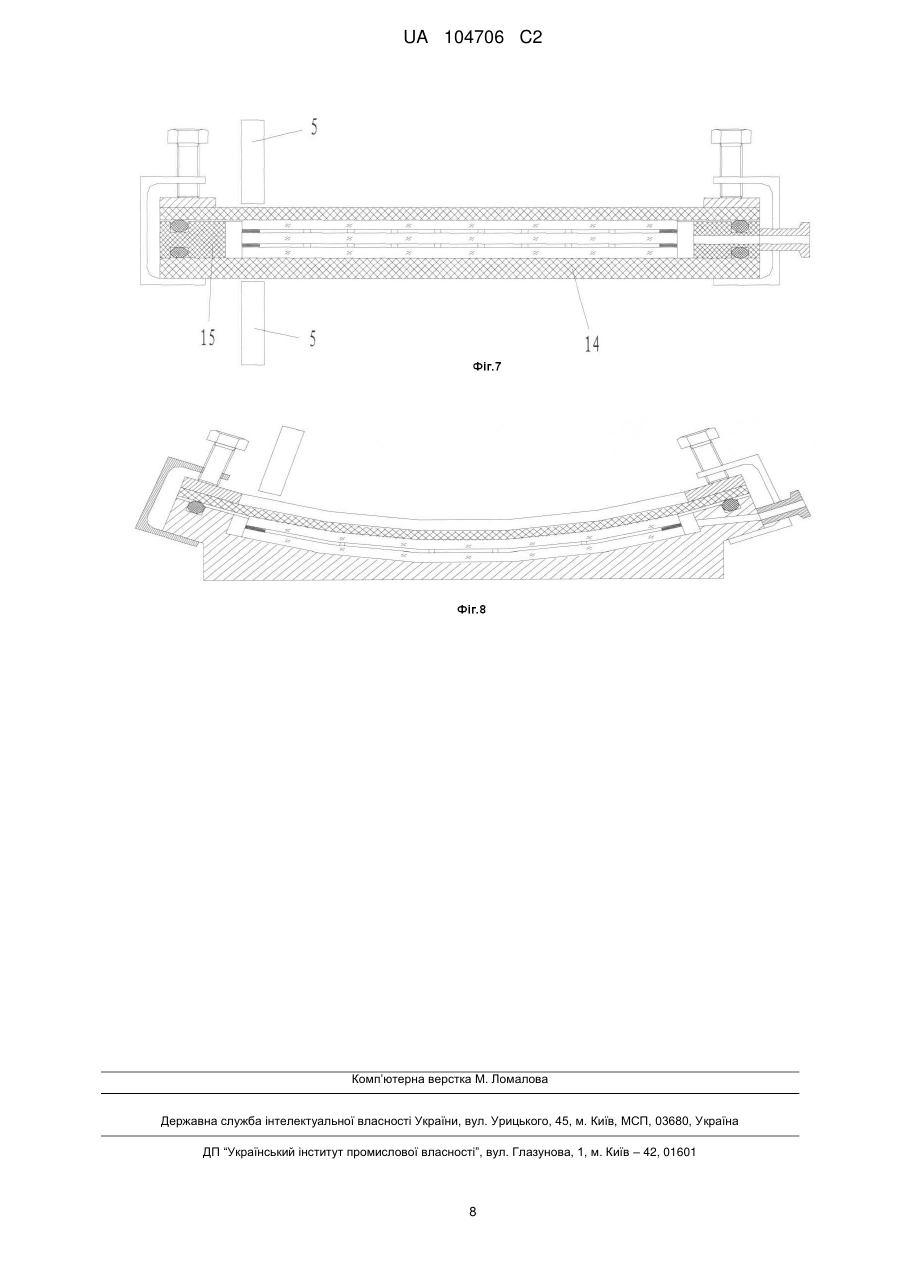
Реферат: Винахід розкриває пристрій для вакуумної герметизації склопакета. Пристрій включає стіл для відкачування повітря, верхню притискну пластину та нагрівальний пристрій, причому стіл для відкачування повітря має розміщувальну виїмку для поміщення скляних пластин, які підлягають герметизації, верхня притискна пластина притискається до скляних пластин, які підлягають герметизації, у розміщувальній виїмці і герметично з'єднується зі столом для відкачування повітря навколо периферії розміщувальної виїмки; і стіл для відкачування повітря та/або верхня притискна пластина мають отвори для відкачування повітря, і нагрівальний пристрій нагріває скляні пластини, які підлягають герметизації, ззовні. Стіл для відкачування повітря і верхня притискна пластина утворюють замкнений простір у герметизуючому пристрої, і верхня притискна пластина безпосередньо притискається до скляних пластин, які підлягають герметизації, тому об'єм замкненого простору значно зменшується, і створюються умови для швидкого вакуумування замкненого простору та швидкої герметизації вакуумного скла. Замкнений простір у герметизуючому пристрої застосовують лише для забезпечення вакуумного середовища, і нагрівальний пристрій для зварювання окремо передбачено ззовні, тому експлуатація обладнання є зручною, конструкція обладнання є спрощеною, і створюються умови для великомасштабної обробки вакуумного скла. UA 104706 C2 (12) UA 104706 C2 UA 104706 C2 5 10 15 20 25 30 35 40 45 50 55 Галузь винаходу Даний винахід належить до пристрою для вакуумної герметизації склопакета. Рівень техніки Вакуумний склопакет, виготовлений шляхом застосування двох або більшої кількості скляних пластин, привертає дедалі більше уваги з боку людей завдяки відмінним звукоізоляційним та теплоізоляційним характеристикам, тому успішно запроваджуються різні способи виготовлення вакуумних склопакетів та відповідні продукти з вакуумного скла. Заявник також винайшов спосіб герметизації композитної скляної пластини та продукт з вакуумного скла, який обробляється шляхом застосування цього способу, в результаті багаторічних досліджень та великої кількості експериментів і звернувся для отримання патенту до Державного відомства з інтелектуальної власності Китайської Народної Республіки. Периферію скляних пластин герметично ущільнюють завдяки пристосуванню процесу металевого зварювання до способу герметизації композитної скляної пластини, який пропонується заявником; і перед ущільненням спочатку шари металу, затверджені разом зі скляними пластинами, попередньо формують на поверхні периферії скляних пластин, потім складають дві або більше скляних пластин і відповідні шари металу на двох суміжних скляних пластинах герметично ущільнюють і з'єднують за допомогою процесу металевого зварювання після з'єднання. Під час зварювання два шари металу можуть зварюватися між собою й з'єднуватися безпосередньо, також може бути передбачене металеве плоске ущільнення між двома шарами металу, і герметичне ущільнення країв шарів скла виконують шляхом зварювання та з'єднання металевого плоского ущільнення та двох шарів металу. Структуру вакуумного склопакета показано на Фігурі 1 та Фігурі 2, причому на Фігурі 1 показано, що два шари металу безпосередньо зварюються й з'єднуються, а на Фігурі 2 показано, що два шари металу ущільнюються через металеве плоске ущільнення з U-подібним розрізом. Згідно зі способом герметизації композитної скляної пластини, який раніше було запропоновано заявником, як правило, два шматки скла ущільнюють, потім складені скляні пластини вакуумують через передбачений отвір для відкачування повітря і наприкінці отвір для відкачування повітря запечатують. Виробничий процес є складним і потребує складного виробничого обладнання, а також залишає певну непевність щодо якості продукту, обмежує ефективність обробки вакуумного склопакета і збільшує виробничі витрати для вакуумного склопакета. Крім того, вакуумні склопакети також можуть вироблятися з застосуванням вакуумної камери, тобто, складені скляні пластини поміщають у вакуумну камеру і у вакуумній камері виконують операції вакуумування та ущільнення вакуумного склопакета. Скляні пластини для утворення вакуумного склопакета та середня опора у вакуумному просторі деформуються під навантаженням атмосферного тиску, і деформація, звичайно викликає зменшення вакуумного простору у вакуумному склопакеті, і ступінь вакууму вакуумного склопакета знижується, тому важко забезпечити ступінь вакууму вакуумного склопакета, виготовленого з застосуванням вакуумної камери. Опис винаходу З огляду на проблеми існуючої технології даний винахід має на меті забезпечення пристрою для вакуумної герметизації склопакета з простою конструкцією, зручним функціонуванням, стійкою якістю, високою ефективністю ущільнення і без отвору для відкачування повітря. Для досягнення цих цілей пристрій для вакуумної герметизації склопакета включає стіл для відкачування повітря, верхню притискну пластину та нагрівальний пристрій; стіл для відкачування повітря має розміщувальну виїмку для поміщення скляних пластин, які підлягають герметизації, верхня притискна пластина притискається до скляних пластин, які підлягають герметизації, у розміщувальній виїмці і герметично з'єднується зі столом для відкачування повітря навколо периферії розміщувальної виїмки, а потім скляні пластини, які підлягають герметизації, герметизуються у замкненому просторі; і стіл для відкачування повітря та/або верхня притискна пластина мають отвори для відкачування повітря, отвори для відкачування повітря застосовуються для вакуумування замкненого простору та скляних пластин, які підлягають герметизації, у замкненому просторі, і нагрівальний пристрій застосовується для нагрівання частин, які підлягають герметизації на скляних пластинах, які підлягають герметизації з зовнішнього боку однієї сторони верхньої притискної пластини та/або з зовнішнього боку однієї сторони стола для відкачування повітря для виконання металевого зварювання частин, які підлягають герметизації. Крім того, верхня притискна пластина герметично з'єднується зі столом для відкачування повітря навколо периферії розміщувальної виїмки через ущільнювальне кільце, й 1 UA 104706 C2 5 10 15 20 25 30 35 40 45 50 55 60 ущільнювальне кільце розташовується у пазу для встановлення ущільнювального кільця на столі для відкачування повітря та/або верхній притискній пластині. Крім того, нагрівальний пристрій є індукційним нагрівальним пристроєм або мікрохвильовим нагрівальним пристроєм, і, відповідно, верхня притискна пластина або стіл для відкачування повітря, розташований між нагрівальним пристроєм та скляною пластиною, що підлягає герметизації, виконується з неметалевого матеріалу. Крім того, нагрівальний пристрій є лазерним нагрівальним пристроєм, і верхня притискна пластина або стіл для відкачування повітря, розташований між нагрівальним пристроєм та скляною пластиною, що підлягає герметизації, є виконаним з прозорого матеріалу. Крім того, нагрівальний пристрій розташовується на робочому механізмі й переноситься робочим механізмом для переміщення уздовж частин, які підлягають герметизації на скляних пластинах, які підлягають герметизації, для виконання зварювання частин, які підлягають герметизації, на периферії скляних пластин. Крім того, стіл для відкачування повітря розташовується на відомому переміщувальному механізмі з кількома ступенями свободи і приводиться в рух переміщувальним механізмом, таким чином, щоб частини, які підлягають герметизації на скляних пластинах, які підлягають герметизації, переміщувалися відносно нагрівального пристрою для виконання зварювання частин, які підлягають герметизації. Крім того, герметизуючий пристрій також включає затискний пристрій, і верхня притискна пластина та стіл для відкачування повітря взаємно фіксуються через затискний пристрій. Крім того, верхня притискна пластина виконується з неметалевого матеріалу, нагрівальний пристрій є індукційним нагрівальним пристроєм, і нагрівальний пристрій нагріває частини, які підлягають герметизації на скляних пластинах, які підлягають герметизації, з одного боку верхньої притискної пластини; і верхня притискна пластина також має кільцеву притискну пластину, кільцева притискна пластина розташовується на периферії розміщувальної виїмки, затискний пристрій являє собою притискний фланець, притискний фланець притискає верхню притискну пластину на столі для відкачування повітря через кільцеву притискну пластину, і певна кількість затискних кілець розташовується уздовж кільцевої притискної пластини. Крім того, стіл для відкачування повітря складається з нижньої пластини та кільцевої обвідної пластини, нижній кінець кільцевої обвідної пластини розташовується на нижній пластині і ущільнюється з нижньою пластиною через ущільнювальне кільце, ущільнювальне кільце розташовується у пазу для встановлення у нижній пластині та/або нижньому кінці кільцевої обвідної пластини, і внутрішня сторона кільцевої обвідної пластини та верхня поверхня нижньої пластини разом утворюють розміщувальну виїмку; і верхній кінець кільцевої обвідної пластини герметично з'єднується з верхньою притискною пластиною через ущільнювальне кільце, і ущільнювальне кільце розташовується у пазу для встановлення у верхній притискній пластині та/або верхньому кінці кільцевої обвідної пластини. Крім того, на столі для відкачування повітря утворено отвір для відкачування повітря, певна кількість отворів для відкачування повітря розташовується навколо стола для відкачування повітря з інтервалами, або певна кількість отворів для відкачування повітря розташовується на нижній пластині стола для відкачування повітря. У пристрої для вакуумної герметизації склопакета згідно з даним винаходом стіл для відкачування повітря і верхня притискна пластина утворюють замкнений простір у герметизуючому пристрої, і верхня притискна пластина притискається безпосередньо до скляної пластини, яка підлягає герметизації, і, таким чином, забезпечується достатня попередня притискна сила для скляних пластин, забезпечуються складений стан скляних пластин перед зварюванням та стійкість позицій у розміщувальних виїмках, забезпечується рівне зварювання скляних пластин, об'єм замкненого простору максимально зменшується, і створюються умови для швидкого вакуумування замкненого простору та швидкої герметизації вакуумного склопакета. Оскільки верхня притискна пластина у герметизуючому пристрої згідно з даним винаходом притискається до скляної пластини, тиск атмосфери безпосередньо діє на скляну пластину та середню опору через верхню притискну пластину, стискна деформація скляних пластин для утворення вакуумного склопакета та середньої опори відбувається вже при виконанні вакуумування вакуумного склопакета, і герметизований вакуумний склопакет безперервно створює дуже малу стискну деформацію після знімання зі стола для відкачування повітря, тому вакуумні скляні продукти з високим ступенем вакууму та стійким ступенем вакууму можуть оброблятися шляхом застосування герметизуючого пристрою. Замкнений простір у герметизуючому пристрої згідно з даним винаходом застосовують лише для забезпечення вакуумного середовища, і нагрівальний пристрій для зварювання окремо 2 UA 104706 C2 5 10 15 20 25 30 35 40 45 50 55 передбачено ззовні, тому експлуатація обладнання є зручною, конструкція обладнання є спрощеною, і створюються умови для великомасштабної обробки вакуумного склопакета. Короткий опис фігур: Фігура 1 є структурним схематичним зображенням 1 традиційного вакуумного склопакета, ущільненого герметизуючим пристроєм згідно з даним винаходом; Фігура 2 є структурним схематичним зображенням 2 традиційного вакуумного склопакета, ущільненого герметизуючим пристроєм згідно з даним винаходом; Фігура 3 є схематичним зображенням скляної пластини, крайня поверхня якої має шар металу; Фігура 4 є структурним схематичним зображенням варіанта втілення 1 герметизуючого пристрою згідно з даним винаходом; Фігура 5 є горизонтальною проекцією Фігури 4; Фігура 6 є структурним схематичним зображенням варіанта втілення 2 герметизуючого пристрою згідно з даним винаходом; Фігура 7 є структурним схематичним зображенням варіанта втілення 3 герметизуючого пристрою згідно з даним винаходом; Фігура 8 є структурним схематичним зображенням варіанта втілення 4 герметизуючого пристрою згідно з даним винаходом. Детальний опис винаходу Показаний на Фігурі 4 та Фігурі 5 герметизуючий пристрій згідно з даним винаходом включає стіл для відкачування повітря 1, верхню притискну пластину 2 та нагрівальний пристрій 5, причому стіл для відкачування повітря 1 є виконаним з металевого (або неметалевого) матеріалу і має розміщувальну виїмку 11, стіл для відкачування повітря 1 навколо периферії розміщувальної виїмки 11 має паз для встановлення 12, ущільнювальне кільце 3 розташовується у пазу для встановлення 12, і бокова стінка стола для відкачування повітря 1 має отвір для відкачування повітря 13; верхня притискна пластина 2 є виконаною з фторкаучукової пластини, скляна пластина 8, яка підлягає герметизації, поміщується у розміщувальній виїмці 11, верхня притискна пластина 2 притискається до скляної пластини 7, яка підлягає герметизації, і стіл для відкачування повітря 1 навколо периферії розміщувальної виїмки 11 герметизується з верхньою притискною пластиною 2 через ущільнювальне кільце 3, таким чином, щоб герметизувати скляну пластину 7, яка підлягає герметизації у замкненому просторі; з метою забезпечення надійного герметичного з'єднання між верхньою притискною пластиною 2 та столом для відкачування повітря 1 під час вакуумування, верхню притискну пластину 2 також оснащують кільцевою металевою притискною пластиною 6 та певною кількістю притискних фланців 4, кожен притискний фланець 4 складається з U-подібної затискної пластини та болта, певна кількість притискних фланців 4 розташовується уздовж кільцевої притискної пластини 6, і кільцева притискна пластина 6 взаємно фіксує верхню притискну пластину 2 та стіл для відкачування повітря 1 і прикладає попередню притискну силу; і нагрівальний пристрій 5 є індукційним пристроєм, нагрівальний пристрій нагріває частину 8, яка підлягає герметизації, на скляній пластині 7, яка підлягає герметизації, з зовнішнього боку однієї сторони верхньої притискної пластини 2, і шари металу підготовлені на двох складених разом скляних пластинах зварюються з застосуванням процесу металевого зварювання, таким чином, щоб виконувалося герметичне ущільнення на периферії скляної пластини 7, яка підлягає герметизації. Оскільки верхня притискна пластина 2 виконується з неметалевого матеріалу, коли верхня притискна пластина 2 кріпиться безпосередньо через застосування притискних фланців 4, поверхня верхньої притискної пластини 2 легко пошкоджується; і після розташування кільцевої металевої притискної пластини 6 кільцева металева притискна пластина 6 може захищати верхню притискну пластину 2 і рівномірно розподіляти силу, що діє на верхню притискну пластину 2 на притискній поверхні, таким чином, щоб забезпечувався ущільнювальний ефект ущільнювального кільця 3. Звичайно, верхня притискна пластина 2 та кільцева металева пластина 6 також можуть бути виконані як комбінований компонент, і комбінований компонент не лише відіграє роль у герметизації, але й не впливає на зварювання. Верхня притискна пластина 2 у варіанті втілення винаходу також може бути виконана з прозорого матеріалу, такого, як поліпропілен (РР), і частина, яка підлягає герметизації, на скляній пластині 7, яка підлягає герметизації, може нагріватися шляхом пристосування лазерного пристрою для виконання зварювання шарів металу на двох скляних пластинах. Крім індукційного нагрівального пристрою та лазерного нагрівального пристрою, нагрівальний пристрій 5 також може бути мікрохвильовим нагрівальним пристроєм. 3 UA 104706 C2 5 10 15 20 25 30 35 40 45 50 55 60 Під час роботи герметизуючого пристрою спочатку складають дві скляні пластини, показані на Фігурі 3, крайні поверхні яких мають шари металу 71 (шари металу 71 жорстко з'єднуються зі скляними пластинами), згідно зі станом, показаним на Фігурі 1 або на Фігурі 2, і металевий припій поміщують між шарами металу 71 на двох скляних пластинах або між шаром металу 71 та U-подібним металевим плоским ущільненням; потім дві складені скляні пластини поміщують у розміщувальну виїмку 11 на столі для відкачування повітря 1, накривають верхньою притискною пластиною 2, і оскільки складені скляні пластини є вищими за глибину розміщувальної виїмки 11, верхня притискна пластина 2 гарантовано може бути надійно притиснута до скляних пластин, які підлягають герметизації, і висота скляних пластин, яка перевищує глибину розміщувальної виїмки 11 не може впливати на надійне ущільнення ущільнювального кільця 3 на верхній притискній пластині 2 та столі для відкачування повітря 1; і, нарешті, замкнений простір на внутрішній стороні ущільнювального кільця 3 вакуумують шляхом застосування зовнішнього вакуумного насоса через отвір для відкачування повітря 13, нагрівальний пристрій 5 починає нагрівати частину 8, яка підлягає герметизації, на скляній пластині 7, яка підлягає герметизації, після досягнення заданого ступеня вакууму для виконання зварювання шарів металу на двох скляних пластинах. Зона нагрівання нагрівального пристрою 5 є малою, тому нагрівальний пристрій 5 розташовується на відомому переміщувальному механізмі з кількома ступенями свободи (не показано на фігурах), і переміщувальний механізм з кількома ступенями свободи переносить нагрівальний пристрій 5 для переміщення уздовж частини, яка підлягає герметизації, на скляній пластині, яка підлягає герметизації, для поступового здійснення зварювання частини, яка підлягає герметизації, таким чином, щоб забезпечувалась якість зварювання, а також полегшувалася робота оператора. Нагрівальний пристрій 5 у варіанті втілення 1 нагріває скляну пластину 7, яка підлягає герметизації, з зовнішнього боку однієї сторони верхньої притискної пластини 2; тому стіл для відкачування повітря 1 є виконаним з неметалевого матеріалу, і верхня притискна пластина 2 є виконаною з металевого матеріалу, як показано на Фігурі 6, нагрівальний пристрій 5 може нагрівати скляну пластину 7, яка підлягає герметизації, з зовнішнього боку однієї сторони стола для відкачування повітря 1. У варіанті втілення 3, показаному на Фігурі 7, стіл для відкачування повітря 1 складається з нижньої пластини 14 та кільцевої обвідної пластини 15, нижній кінець кільцевої обвідної пластини 15 розташовується на нижній пластині 14 і ущільнюється з нижньою пластиною 14 через ущільнювальне кільце, ущільнювальне кільце розташовується у пазу для встановлення на нижньому кінці кільцевої обвідної пластини 15, і внутрішня сторона кільцевої обвідної пластини 15 та верхня поверхня нижньої пластини 14 разом утворюють розміщувальну виїмку; і верхній кінець кільцевої обвідної пластини 15 герметично з'єднується з верхньою притискною пластиною 2 через ущільнювальне кільце, і ущільнювальне кільце розташовується у пазу для встановлення на верхньому кінці кільцевої обвідної пластини 15. Оскільки і верхня притискна пластина 2, і стіл для відкачування повітря 1 є виконаними з неметалевих матеріалів, частини, які підлягають герметизації на скляних пластинах, які підлягають герметизації, можуть нагріватися через застосування двох нагрівальних пристроїв 5; зокрема, якщо вакуумний склопакет, який піддається обробці, складається з трьох скляних пластин, частини, які підлягають герметизації на скляних пластинах, нагріваються шляхом застосування двох нагрівальних пристроїв 5 з двох сторін скляних пластин, таким чином, щоб зварювання двох шарів ущільнюваних частин, могло виконуватися одночасно, і поліпшувалася ефективність виробництва вакуумного склопакета. У трьох наведених вище варіантах втілення скляну пластину 7, яка підлягає герметизації, безпосередньо розміщують на нижній поверхні розміщувальної виїмки 11; якщо висота складеної скляної пластини 7, яка підлягає герметизації, є меншою за глибину розміщувальної виїмки 11, на дні розміщувальної виїмки 11 може бути розташований шар прокладки або амортизуючий шар належної товщини, таким чином, щоб верхня поверхня скляної пластини верхнього шару була вищою за розміщувальну виїмку 11, що гарантує надійне притискання верхньої притискної пластини 2 до скляних пластин. Або, за умови відсутності перешкод для нормального нагрівання нагрівального пристрою 5, верхня притискна пластина 2 має виступаючу площину, яка може бути вставлена у розміщувальну виїмку 11. Притискні фланці 4 у варіантах втілення можуть належати лише до одного типу з-поміж численних затискних пристроїв; якщо взяти за приклад варіант втілення 1, для взаємної фіксації верхньої притискної пластини та стола для відкачування повітря також прийнятним також може бути хомут для швидкого стягування або кільцева притискна пластина, верхня притискна пластина та стіл для відкачування повітря мають відповідні наскрізні отвори і кріпляться одне до 4 UA 104706 C2 5 10 15 20 одного за допомогою болтів; і навіть за умови, коли крайня частина верхньої притискної пластини має достатню вагу та енергію, завдання попереднього ущільнення також може бути виконане без застосування будь-якого затискного пристрою. Усі наведені вище три варіанти втілення застосовують для виробництва плоских вакуумних скляних виробів, і герметизуючий пристрій згідно з даним винаходом також може застосовуватися для обробки криволінійних вакуумних скляних виробів, як показано на Фігурі 8. Якщо пристрій застосовується для виготовлення вакуумних скляних виробів, верхня притискна пластина може бути пристосована до поверхні скла довільної форми, і рівномірність та незмінність попередніх притискних сил верхньої та нижньої скляних пластин може забезпечуватися через атмосферний тиск, тому для герметизації скляного виробу зі складною формою поверхні може надійно забезпечуватися якість ущільнення. Як правило, при герметизації криволінійного вакуумного скляного виробу оптимальним напрямком дії нагрівального пристрою, такого, як високочастотна зварювальна головка, мікрохвильовий генератор, головка для лазерного випромінювання і т. ін., має бути нормальний напрямок поверхні скла в ущільнюваній частині, тому нагрівальні пристрої мають приводитись у дію переміщувальним механізмом з кількома ступенями свободи. Наведені вище приклади застосовано лише для пояснення даного винаходу, варіанти втілення даного винаходу не обмежуються прикладами, і різні конкретні варіанти втілення, виконані спеціалістами у даній галузі і згідно з ідеєю даного винаходу охоплюються обсягом охорони даного винаходу. ФОРМУЛА ВИНАХОДУ 25 30 35 40 45 50 55 1. Пристрій для вакуумної герметизації склопакета, який характеризується тим, що включає стіл для відкачування повітря, верхню притискну пластину та нагрівальний пристрій, причому стіл для відкачування повітря має розміщувальну виїмку для поміщення скляних пластин, які підлягають герметизації, верхня притискна пластина притискається до скляних пластин, які підлягають герметизації, у розміщувальній виїмці і герметично з'єднується зі столом для відкачування повітря навколо периферії розміщувальної виїмки, а потім скляні пластини, які підлягають герметизації, герметизуються у замкненому просторі; і стіл для відкачування повітря та/або верхня притискна пластина мають отвори для відкачування повітря, отвори для відкачування повітря застосовуються для вакуумування замкненого простору та скляних пластин, які підлягають герметизації у замкненому просторі, і нагрівальний пристрій застосовується для нагрівання частин, які підлягають герметизації на скляних пластинах, які підлягають герметизації з зовнішнього боку однієї сторони верхньої притискної пластини та/або з зовнішнього боку однієї сторони стола для відкачування повітря для виконання металевого зварювання частин, які підлягають герметизації. 2. Пристрій за п. 1, який відрізняється тим, що верхня притискна пластина герметично з'єднується зі столом для відкачування повітря навколо периферії розміщувальної виїмки через ущільнювальне кільце, і ущільнювальне кільце розташовується у пазу для встановлення ущільнювального кільця на столі для відкачування повітря та/або верхній притискній пластині. 3. Пристрій за п. 1, який відрізняється тим, що нагрівальний пристрій є індукційним нагрівальним пристроєм або мікрохвильовим нагрівальним пристроєм, і, відповідно, верхня притискна пластина або стіл для відкачування повітря, розташований між нагрівальним пристроєм та скляною пластиною, що підлягає герметизації, виконується з неметалевого матеріалу. 4. Пристрій за п. 1, який відрізняється тим, що нагрівальний пристрій є лазерним нагрівальним пристроєм, і верхня притискна пластина або стіл для відкачування повітря, розташований між нагрівальним пристроєм та скляною пластиною, що підлягає герметизації, є виконаним з прозорого матеріалу. 5. Пристрій за п. 1, який відрізняється тим, що нагрівальний пристрій розташовується на робочому механізмі і переноситься робочим механізмом для переміщення уздовж частин, які підлягають герметизації на скляних пластинах, які підлягають герметизації, для виконання зварювання частин, які підлягають герметизації, на периферії скляних пластин. 6. Пристрій за п. 1, який відрізняється тим, що стіл для відкачування повітря розташовується на відомому переміщувальному механізмі з кількома ступенями свободи і приводиться в рух переміщувальним механізмом таким чином, щоб частини, які підлягають герметизації на скляних пластинах, які підлягають герметизації, переміщувалися відносно нагрівального пристрою для виконання зварювання частин, які підлягають герметизації. 5 UA 104706 C2 5 10 15 20 25 7. Пристрій за п. 1, який відрізняється тим, що герметизуючий пристрій також включає затискний пристрій, і верхня притискна пластина та стіл для відкачування повітря взаємно фіксуються через затискний пристрій. 8. Пристрій за п. 6, який відрізняється тим, що верхня притискна пластина виконується з неметалевого матеріалу, нагрівальний пристрій є індукційним нагрівальним пристроєм, і нагрівальний пристрій нагріває частини, які підлягають герметизації на скляних пластинах, які підлягають герметизації, з одного боку верхньої притискної пластини; і верхня притискна пластина також має кільцеву притискну пластину, кільцева притискна пластина розташовується на периферії розміщувальної виїмки, затискний пристрій являє собою притискний фланець, притискний фланець притискає верхню притискну пластину на столі для відкачування повітря через кільцеву притискну пластину, і певна кількість затискних кілець розташовується уздовж кільцевої притискної пластини. 9. Пристрій за п. 1, який відрізняється тим, що стіл для відкачування повітря складається з нижньої пластини та кільцевої обвідної пластини, нижній кінець кільцевої обвідної пластини розташовується на нижній пластиніі ущільнюється з нижньою пластиною через ущільнювальне кільце, ущільнювальне кільце розташовується у пазу для встановлення у нижній пластині та/або нижньому кінці кільцевої обвідної пластини, і внутрішня сторона кільцевої обвідної пластини та верхня поверхня нижньої пластини разом утворюють розміщувальну виїмку; і верхній кінець кільцевої обвідної пластини герметично з'єднується з верхньою притискною пластиною через ущільнювальне кільце, і ущільнювальне кільце розташовується у пазу для встановлення у верхній притискній пластині та/або верхньому кінці кільцевої обвідної пластини. 10. Пристрій за п. 9, який відрізняється тим, що на столі для відкачування повітря утворено отвір для відкачування повітря, певна кількість отворів для відкачування повітря розташовується навколо стола для відкачування повітря з інтервалами, або певна кількість отворів для відкачування повітря розташовується на нижній пластині стола для відкачування повітря. 6 UA 104706 C2 7 UA 104706 C2 Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Назва патенту англійськоюVacuum glass sealing device
Автори англійськоюLi, Yanbing, Wang, Zhangsheng
Автори російськоюЛи Янбинг, Ван Чжаншен
МПК / Мітки
МПК: C03B 23/00
Мітки: вакуумної, склопакета, пристрій, герметизації
Код посилання
<a href="https://ua.patents.su/10-104706-pristrijj-dlya-vakuumno-germetizaci-sklopaketa.html" target="_blank" rel="follow" title="База патентів України">Пристрій для вакуумної герметизації склопакета</a>
Спосіб виготовлення вакуумного склопакета
Номер патенту: 22158
Опубліковано: 10.04.2007
Автор: Волочай Вадим Михайлович
МПК: E06B 3/66
Мітки: спосіб, вакуумного, склопакета, виготовлення
Формула / Реферат:
1. Спосіб виготовлення вакуумного склопакета, що включає виготовлення листів віконного скла, їх очищення, нанесення шва герметизації, збирання, герметизацію і відкачування повітря, який відрізняється тим, що під час герметизації при зниженні температури проводять відкачування повітря зі склопакета.2. Спосіб виготовлення вакуумного склопакета за п. 1, який відрізняється тим, що при використанні як герметика легкоплавкого припійного скла...
Пристрій для завантаження, створення вакууму та герметизації бутильованих біг-бегів
Номер патенту: 75132
Опубліковано: 26.11.2012
Автори: Любін Микола Володимирович, Курнаєв Олександр Миколайович, Линник Володимир Олександрович, Сироватко Катерина Максимівна, Токарчук Олексій Анатолійович, Нікітенко Людмила Григорівна, Пилипчук Микола Михайлович
МПК: B65B 31/00, A23B 9/00
Мітки: герметизації, завантаження, біг-бегів, вакууму, пристрій, бутильованих, створення
Формула / Реферат:
Пристрій для завантаження, створення вакууму та герметизації бутильованих біг-бегів, що виконаний як завантажувальний пристрій у вигляді воронки, змонтованої на вивантажувальному шнеку навантажувача зерна, яка складається з приймальної чаші і вивантажувальної горловини із затискачем полімерного вкладиша, який відрізняється тим, що при вході у вивантажувальну горловину змонтовано герметичний клапан, а в ньому штуцер, з'єднаний з вакуумною...
Пристрій для герметизації муфтового з`єднання труб
Номер патенту: 29453
Опубліковано: 10.01.2008
Автори: Онищук Станіслав Юрійович, Копей Богдан Володимирович
МПК: E21B 17/04
Мітки: муфтового, труб, з'єднання, герметизації, пристрій
Формула / Реферат:
Пристрій для герметизації муфтових з'єднань труб, що встановлюється між торцями труб і являє собою циліндричну втулку, який відрізняється тим, що циліндрична втулка виконана у вигляді пружини з витками, виступ кожного наступного з яких накладається на попередній виток, утворюючи гладку, герметичну циліндричну поверхню.
Пристрій для очищення телуру методом вакуумної дистиляції
Номер патенту: 66382
Опубліковано: 26.12.2011
Автори: Біляков Віктор Миколайович, Канібор Юрій Олександрович, Єрмаков Олексій Сергійович, Нетак Борислав Борисович, Єрмаков Сергій Юрійович, Черненков Данило Віталійович
МПК: C01B 19/00
Мітки: пристрій, методом, дистиляції, очищення, вакуумної, телуру
Формула / Реферат:
1. Пристрій для очищення телуру методом вакуумної дистиляції, що містить вакуумну камеру із засобами відкачування повітря і нагрівниками, усередині якої розміщені резервуар для телуру, що очищують, конденсатор, встановлений над резервуаром, і фільтр, який відрізняється тим, що вакуумна камера обладнана принаймні двома завантажувальними камерами, з'єднаними з бічною поверхнею її верхньої частини за допомогою патрубків, і двома або більше...
Пристрій для очищення телуру методом вакуумної дистиляції
Номер патенту: 98751
Опубліковано: 11.06.2012
Автори: Черненков Данило Віталійович, Нетак Борислав Борисович, Єрмаков Сергій Юрійович, Біляков Віктор Миколайович, Канібор Юрій Олександрович, Єрмаков Олексій Сергійович
МПК: C22B 9/04, C01B 19/00, C22B 9/02
Мітки: пристрій, телуру, вакуумної, методом, дистиляції, очищення
Формула / Реферат:
1. Пристрій для очищення телуру методом вакуумної дистиляції, що містить вакуумну камеру із засобами відкачування повітря і нагрівниками, усередині якої розміщені резервуар для телуру, що очищують, конденсатор, встановлений над резервуаром, і фільтр, який відрізняється тим, що вакуумна камера обладнана принаймні двома завантажувальними камерами, з'єднаними з бічною поверхнею її верхньої частини за допомогою патрубків, і двома або більше...
Попередній патент: Відцентровий пристрій
Наступний патент: Спосіб моделювання вибухового руйнування гірських порід
Випадковий патент: Мультиплікатор для різання струменем рідини