Зонд для вимірювання та взяття проб у металевому розплаві
Формула / Реферат
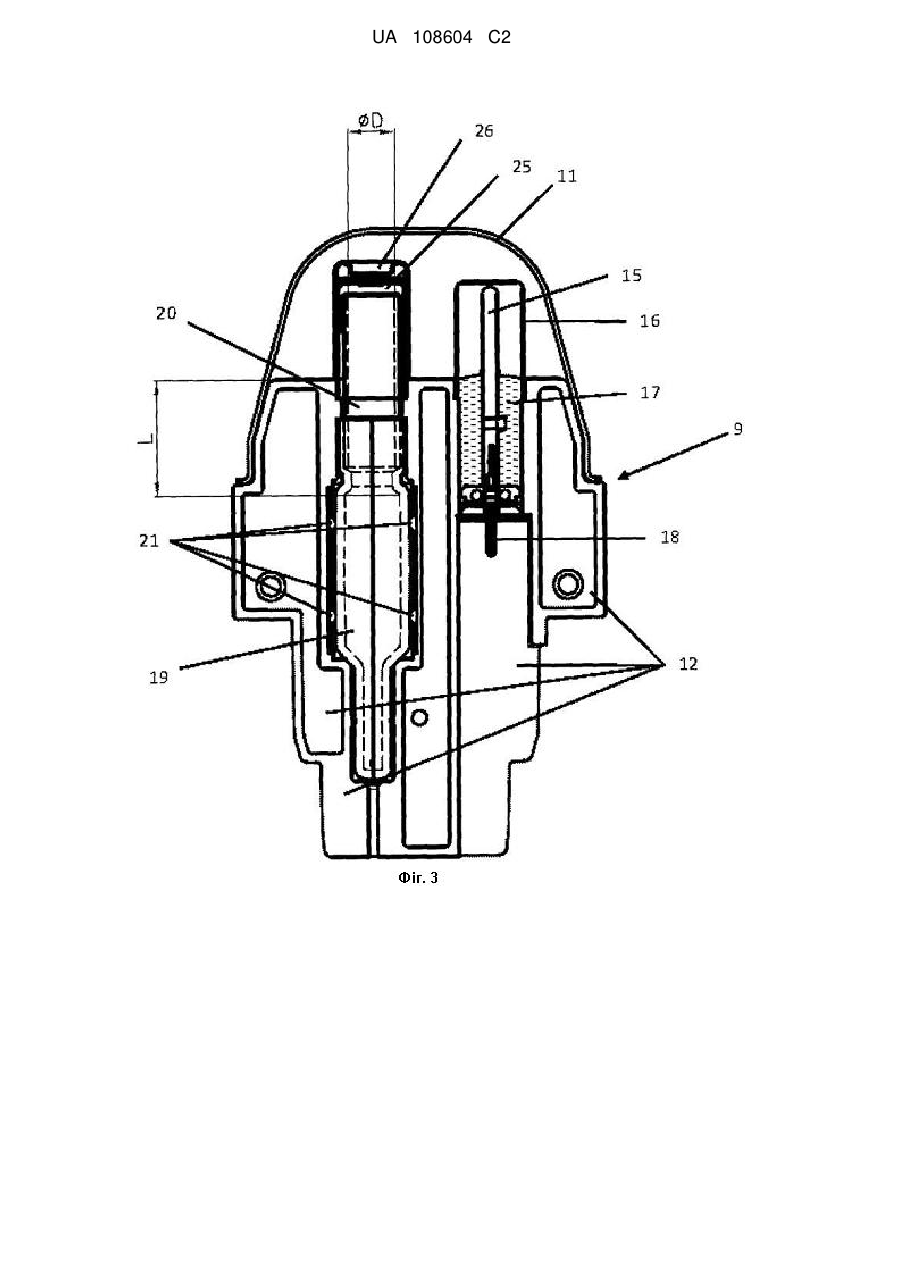
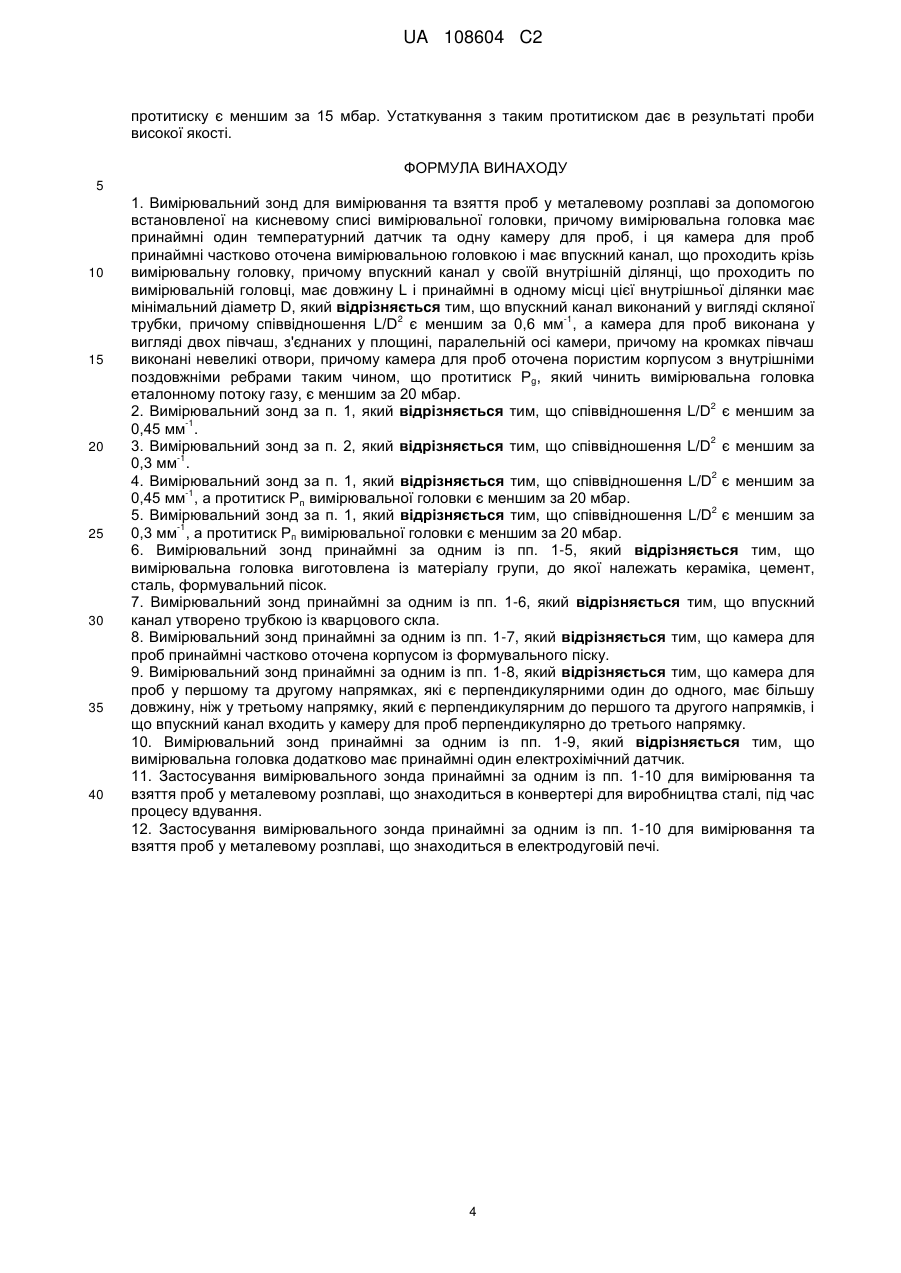
1. Вимірювальний зонд для вимірювання та взяття проб у металевому розплаві за допомогою встановленої на кисневому списі вимірювальної головки, причому вимірювальна головка має принаймні один температурний датчик та одну камеру для проб, і ця камера для проб принаймні частково оточена вимірювальною головкою і має впускний канал, що проходить крізь вимірювальну головку, причому впускний канал у своїй внутрішній ділянці, що проходить по вимірювальній головці, має довжину L і принаймні в одному місці цієї внутрішньої ділянки має мінімальний діаметр D, який відрізняється тим, що впускний канал виконаний у вигляді скляної трубки, причому співвідношення L/D2 є меншим за 0,6 мм-1, а камера для проб виконана у вигляді двох півчаш, з'єднаних у площині, паралельній осі камери, причому на кромках півчаш виконані невеликі отвори, причому камера для проб оточена пористим корпусом з внутрішніми поздовжніми ребрами таким чином, що протитиск Рg, який чинить вимірювальна головка еталонному потоку газу, є меншим за 20 мбар.
2. Вимірювальний зонд за п. 1, який відрізняється тим, що співвідношення L/D2 є меншим за 0,45 мм-1.
3. Вимірювальний зонд за п. 2, який відрізняється тим, що співвідношення L/D2 є меншим за 0,3 мм-1.
4. Вимірювальний зонд за п. 1, який відрізняється тим, що співвідношення L/D2 є меншим за 0,45 мм-1, а протитиск Рп вимірювальної головки є меншим за 20 мбар.
5. Вимірювальний зонд за п. 1, який відрізняється тим, що співвідношення L/D2 є меншим за 0,3 мм-1, а протитиск Рп вимірювальної головки є меншим за 20 мбар.
6. Вимірювальний зонд принаймні за одним із пп. 1-5, який відрізняється тим, що вимірювальна головка виготовлена із матеріалу групи, до якої належать кераміка, цемент, сталь, формувальний пісок.
7. Вимірювальний зонд принаймні за одним із пп. 1-6, який відрізняється тим, що впускний канал утворено трубкою із кварцового скла.
8. Вимірювальний зонд принаймні за одним із пп. 1-7, який відрізняється тим, що камера для проб принаймні частково оточена корпусом із формувального піску.
9. Вимірювальний зонд принаймні за одним із пп. 1-8, який відрізняється тим, що камера для проб у першому та другому напрямках, які є перпендикулярними один до одного, має більшу довжину, ніж у третьому напрямку, який є перпендикулярним до першого та другого напрямків, і що впускний канал входить у камеру для проб перпендикулярно до третього напрямку.
10. Вимірювальний зонд принаймні за одним із пп. 1-9, який відрізняється тим, що вимірювальна головка додатково має принаймні один електрохімічний датчик.
11. Застосування вимірювального зонда принаймні за одним із пп. 1-10 для вимірювання та взяття проб у металевому розплаві, що знаходиться в конвертері для виробництва сталі, під час процесу вдування.
12. Застосування вимірювального зонда принаймні за одним із пп. 1-10 для вимірювання та взяття проб у металевому розплаві, що знаходиться в електродуговій печі.
Текст
Реферат: Винахід належить до вимірювального зонда для вимірювання та взяття проб у металевому розплаві за допомогою встановленої на кисневому списі вимірювальної головки, яка має принаймні один температурний датчик та одну камеру для проб, причому камера для проб принаймні частково оточена вимірювальною головкою і має пронизуючий вимірювальну головку впускний канал, причому впускний канал в тій ділянці, що проходить всередині вимірювальної головки, має довжину L, а принаймні в одному місці цієї внутрішньої ділянки має мінімальний 2 -1 діаметр D, і співвідношення L/D є меншим за 0,6 мм , причому протитиск Рg, який чинить вимірювальна головка еталонному потокові газу, є меншим за 20 мбар. UA 108604 C2 (12) UA 108604 C2 UA 108604 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується зонда для вимірювання та взяття проб у металевому розплаві за допомогою встановленої на кисневому списі вимірювальної головки, причому вимірювальна головка має принаймні один температурний датчик та одну камеру для проб, і цю камеру для проб оточує вимірювальна головка, а також має впускний канал із виготовленої із кварцового скла трубки, який проходить крізь вимірювальну головку. Подібні вимірювальні зонди в принципі відомі і поряд з іншим застосовуються при виробництві сталі в так званих конвертерах або електродугових печах. В конвертері (так званому BOF-конверторі - фахове скорочення англійського терміну Basic Oxygen Furnace/конвертерна піч) за допомогою кисневого списа у металевий розплав вдувають кисень. Конвертер облицьовано жаростійким матеріалом, який оптимально протидіє ерозії внаслідок шлаків та тепла під час процесу вдування кисню. В конвертер додають шрот та вапно (оксид кальцію), щоб охолодити розплав та видалити фосфор, кремній та марганець. Кисень спалює вуглець, перетворюючи його в окис вуглецю та двоокис вуглецю. Марганець, кремній та фосфор окислюються і разом з окисом кальцію та окисом заліза перетворюються в шлак. Оскільки ця окислювальна реакція відбувається як надзвичайно екзотермічна, процес потребує охолодження, аби врегульовувати температуру розплаву. Охолодження здійснюється шляхом додавання шроту та залізної руди під час процесу вдування. Сам процес вдування кисню триває 15-20 хвилин, незалежно від розмірів конвертера, який може становити 70-400 тон. При цьому пропускна спроможність кисневого списа узгоджується з розмірами конвертера або вагою розплаву. Завантаження сталі та шлаку, включно з вимірюванням температури та взяттям проб для аналізу розплаву, дає в результаті тривалість процесу між двома виливаннями від 40 до 60 хвилин. Весь процес відрізняється високою продуктивністю і створює сталь з низьким вмістом забруднень. Виливання здійснюється шляхом відхилення печі крізь випускний отвір у ливарний ківш. Під час цієї операції додають сплави заліза, щоб врегулювати склад сталі у ковші. Важливий прогрес у технології застосування кисневих списів полягає у тому, що в розплав крізь дно конвертера вводять інертний газ, зазвичай аргон, щоб перемішувати розплав та шлаки. Завдяки цьому процесу ефективність значно зростає, а втрати заліза і вміст фосфору зменшуються. Крім того, покращується рівновага тепла та маси в процесі, а це призводить до скорочення коштів. Вимірювальні зонди, що застосовуються в конвертері, описані, наприклад, в DE 10 2005 060 492 та в DE 10 2005 060 493. В електродуговій печі шрот плавиться під впливом енергії електричної дуги, створеної між вістрями графітових електродів та електропровідним завантаженням шроту. Три електроди та стелю печі підіймають задля завантаження печі шротом, звільняючи завантажувальний отвір. Електроди підтримують електричну дугу відповідно заданій напрузі та заданій силі струму, завдяки чому створюється необхідна для плавлення та фришування енергія. Електродугові печі мають внутрішній діаметр близько 6-9 метрів та потужність на 100-200 тон сталі. Проміжок часу між двома виливаннями в цих печах триває 90-110 хвилин. Вимірювальні зонди, що застосовуються в електродугових печах, описані, наприклад, в DE 28 45 566, DE 32 03 505 та в DE 13 60 625. Для спостереження за процесом в конвертері або в електродуговій печі потрібно, щоб для взяття проб було забезпечене цілковите заповнення камери для проб вимірювального зонда при відносно низьких показниках температури, причому слід уникати газових пухирців у пробі. Таке взяття проб не завжди є простим, зокрема під час вдування в конвертер, оскільки теоретична щільність сталевого розплаву дуже коливається, по-перше, внаслідок вдування кисню зверху, по-друге, внаслідок вдування інертного газу крізь дно конвертера. Крім того, в промисловості переважає тенденція до застосування таких печей, які дозволяють лише незначне перегрівання розплаву (тобто незначну різницю між температурою ванни та температурою ліквідусу). Тому перед винаходом стоїть задача покращити існуючі вимірювальні зонди та прилади для взяття проб і дозволити брати проби зі значно меншою присутністю газу, тобто підвищити якість проб. Також добре було б спростити видалення проб із вимірювального зонда. Згідно з винаходом задачу вирішено за допомогою ознак незалежних пунктів формули винаходу. Доцільні форми виконання викладені у залежних пунктах формули. Виявилося, що вимірювальний зонд, призначений для вимірювання та взяття проб у металевому розплаві за допомогою встановленої на кисневому списі вимірювальної головки, яка має принаймні один температурний датчик та одну камеру для проб, причому камера для проб принаймні частково оточена вимірювальною головкою і має пронизуючий вимірювальну головку впускний канал, утворений краще за все трубкою із кварцового скла, лише тоді забезпечує отримання відмінних проб без газових пухирців, коли довжина L тієї ділянки трубки 1 UA 108604 C2 5 10 15 20 25 30 35 40 45 50 55 60 із кварцового скла, яка проходить у вимірювальній головці, співвідноситься з квадратом мінімального діаметра D, який має трубка із кварцового скла принаймні в одному місці у 2 -1 -1 внутрішній ділянці, як L/D
ДивитисяДодаткова інформація
Автори англійськоюBeyens Dries, Neyens Guido Jacobus
Автори російськоюНеенс Гвидо Якобус
МПК / Мітки
МПК: G01N 1/10, C21C 5/30, G01N 33/20
Мітки: проб, зонд, вимірювання, металевому, розплаві, взяття
Код посилання
<a href="https://ua.patents.su/10-108604-zond-dlya-vimiryuvannya-ta-vzyattya-prob-u-metalevomu-rozplavi.html" target="_blank" rel="follow" title="База патентів України">Зонд для вимірювання та взяття проб у металевому розплаві</a>
Спосіб вимірювання вмісту газу в металевому розплаві
Номер патенту: 102314
Опубліковано: 25.06.2013
Автори: Свеннен Йос, Егтен Йозеф Теодоор, Герітц Ерік, Ферстрекен Пауль Клемент
МПК: G01N 1/22, G01N 33/20
Мітки: металевому, розплаві, вимірювання, спосіб, вмісту, газу
Формула / Реферат:
1. Спосіб вимірювання вмісту газу в металевому розплаві, при якому газ вводять в металевий розплав, де він вступає в газообмін з газом, що міститься в металевому розплаві, а потім збирають і направляють у вимірювальний пристрій для оцінювання, причому в металевий розплав вводять, а потім оцінюють принаймні два різні гази, причому обидва гази мають в своєму складі газ-носій та відповідно домішку із газу, частку якого в металевому розплаві...
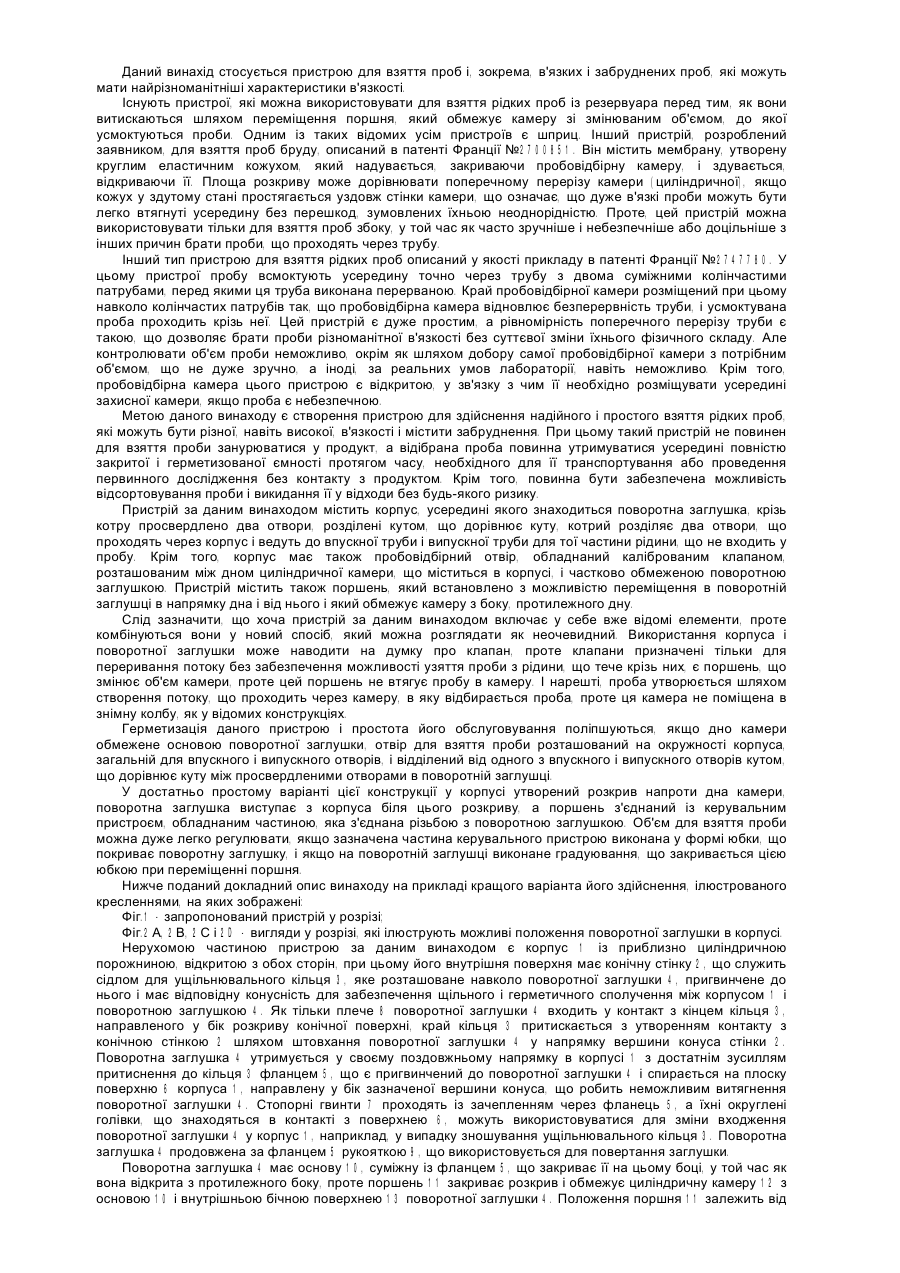
Пристрій для взяття проб
Номер патенту: 71964
Опубліковано: 17.01.2005
Автори: Ван Ійє Карін, Рой Домінік, Коньє П'єр-Емманюель
Формула / Реферат:
1. Пристрій для взяття проб, який містить корпус (1), усередині котрого знаходиться поворотна заглушка (4), крізь яку виконані два просвердлених отвори (24, 25), розділених кутом, який дорівнює куту, що розділяє два отвори (22, 23), що проходять через корпус і ведуть до впускної для проби труби і до випускної труби, при цьому корпус має також пробовідбірний отвір (18), обладнаний каліброваним клапаном (19), розташованим між дном циліндричної...
Пристрій для взяття проб пластової рідини зі свердловини
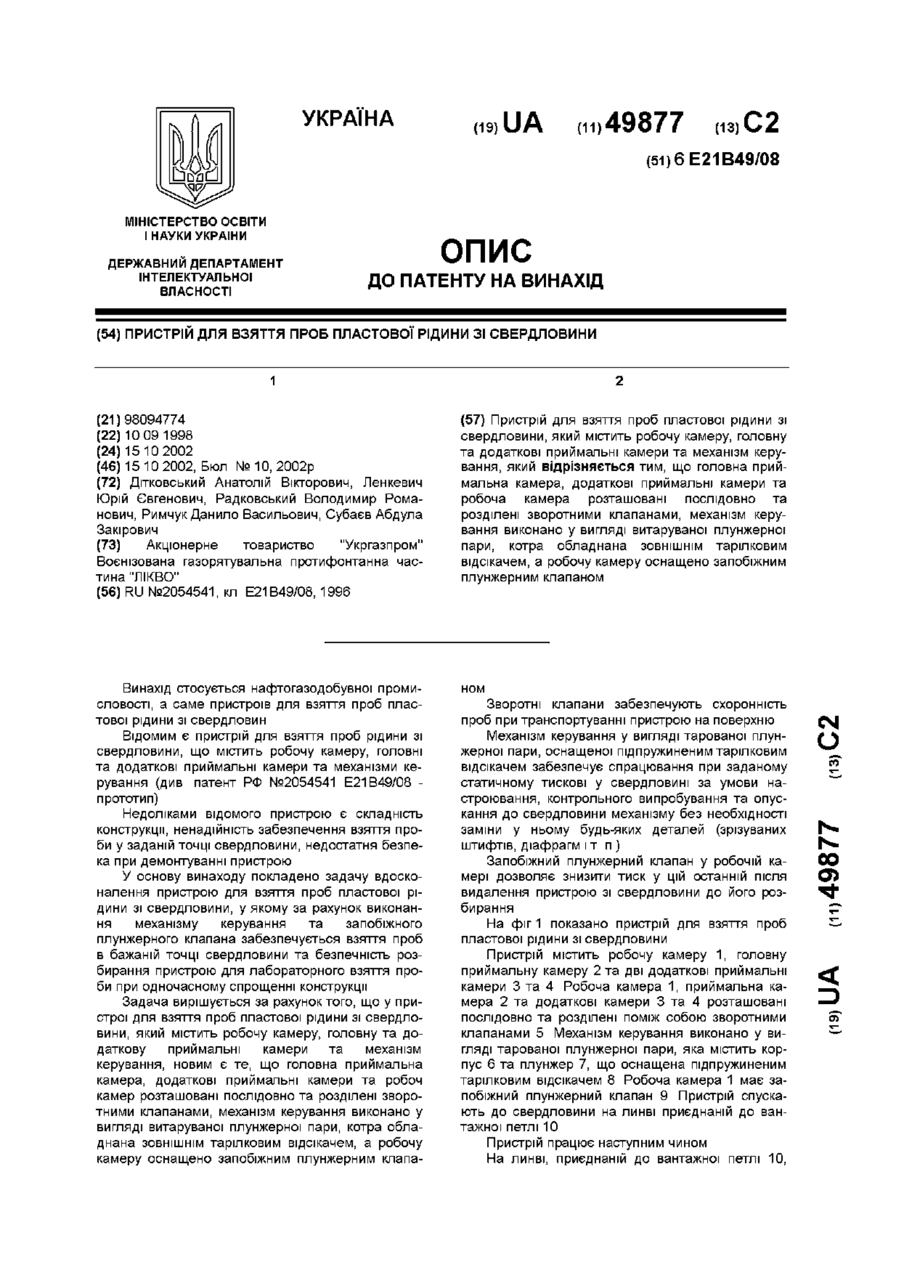
Номер патенту: 49877
Опубліковано: 15.10.2002
Автори: Ленкевич Юрій Євгенович, Радковський Володимир Романович, Римчук Данило Васильович, Дітковський Анатолій Вікторович, Субаєв Абдула Закірович
МПК: E21B 49/08
Мітки: проб, пластової, взяття, пристрій, свердловини, рідини
Формула / Реферат:
Пристрій для взяття проб пластової рідини зі свердловини, який містить робочу камеру, головну та додаткові приймальні камери та механізм керування, який відрізняється тим, що головна приймальна камера, додаткові приймальні камери та робоча камера розташовані послідовно та розділені зворотними клапанами, механізм керування виконано у вигляді витаруваної плунжерної пари, котра обладнана зовнішнім тарілковим відсікачем, а робочу камеру оснащено...
Пристрій для збирання газів у металевому розплаві
Номер патенту: 100493
Опубліковано: 10.01.2013
Автори: Свеннен Йос, Ферстрекен Пауль Клемент, Герітц Ерік, Егтен Йозеф Теодоор
МПК: G01N 1/22, G01N 33/20
Мітки: металевому, пристрій, газів, розплаві, збирання
Формула / Реферат:
1. Пристрій для збирання газів у металевих розплавах, який має занурювальну кінцеву частину з газовим накопичувачем, підвідну трубу для газу, що закінчується на занурювальній кінцевій частині, та відвідну трубу для газів, що пройшли крізь газовий накопичувач, причому газовий накопичувач має розташовану на занурювальній кінцевій частині торцеву сторону та бічні стінки, який відрізняється тим, що сам газовий накопичувач виконаний непроникним...
Спосіб взяття проб при післязабійній діагностиці трихінельозу
Номер патенту: 8453
Опубліковано: 15.08.2005
Автор: Ковбасенко Володимир Мусійович
МПК: G01N 33/48
Мітки: трихінельозу, діагностиці, проб, післязабійній, спосіб, взяття
Формула / Реферат:
Спосіб взяття проб при післязабійній діагностиці трихінельозу свиней, інших м'ясоїдних тварин та коней, що включає взяття проби з кінчика язика та опускача нижньої губи одразу ж після оглушення тварини, перед початком знекровлення, масою по 60 грамів з кожного місця взяття.
Попередній патент: Спосіб виробництва трубної секції з мінеральної вати та трубна секція, виготовлена згідно з даним способом
Наступний патент: Спосіб покращення фармакокінетики інгібіторів інтегрази віл
Випадковий патент: Активатор дисперсних сумішей