Спосіб одержання армуючого кутика
Формула / Реферат
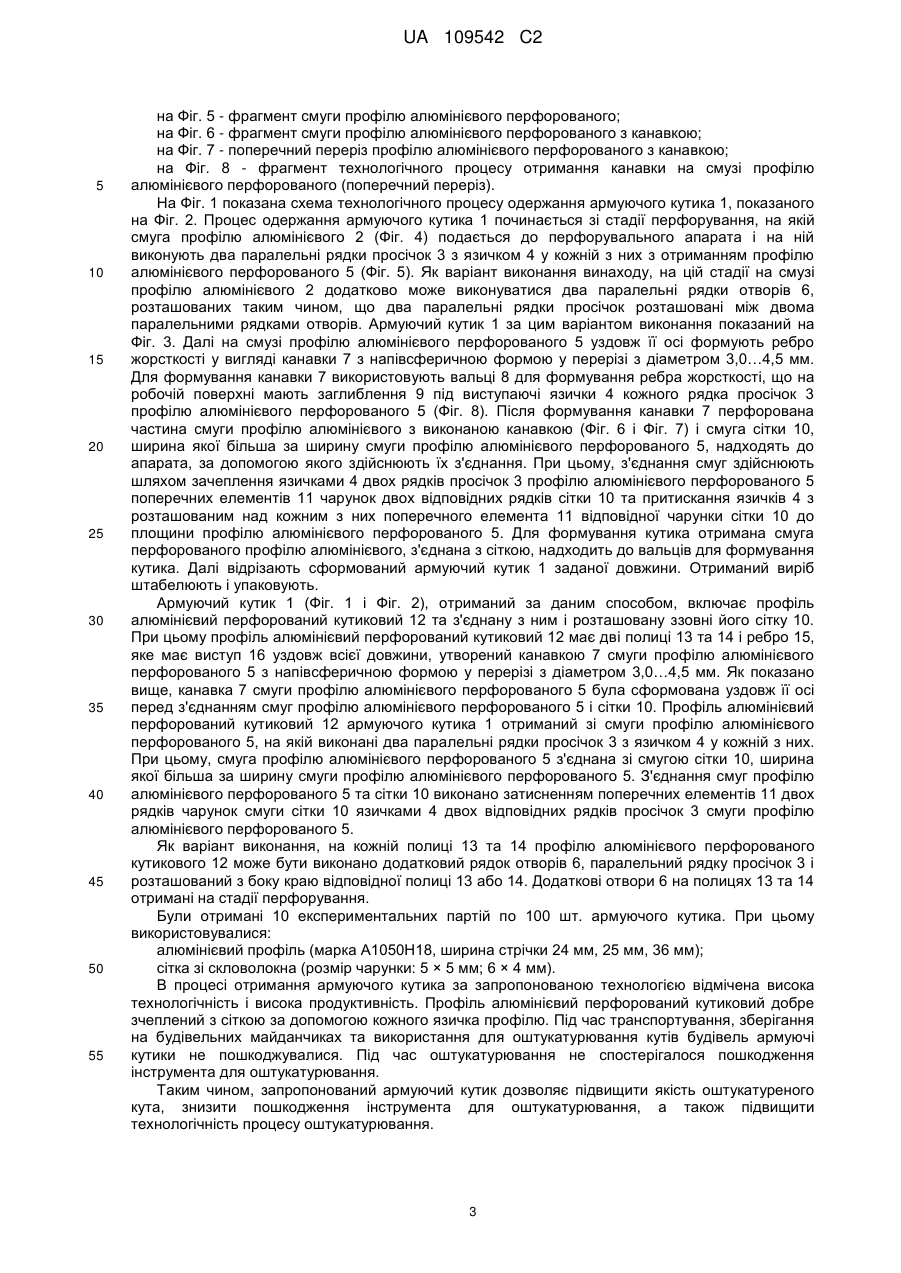
1. Спосіб одержання армуючого кутика, що включає:
перфорування, при якому на смузі профілю алюмінієвого виконують два паралельні рядки просічок з язичком у кожній з них;
з'єднання отриманої перфорованої частини смуги профілю алюмінієвого зі смугою сітки, ширина якої більша за ширину смуги профілю алюмінієвого перфорованого, причому з'єднання смуг здійснюють шляхом зачеплення язичками двох рядків просічок перфорованого профілю алюмінієвого поперечних елементів чарунок двох відповідних рядків сітки та притискання язичків з розташованим над кожним з них поперечного елемента відповідної чарунки сітки до площини профілю алюмінієвого перфорованого;
формування кутика зі смуги перфорованого профілю алюмінієвого, з'єднаноїз сіткою, за допомогою вальців для формування кутика; і
відрізання отриманого армуючого кутика заданої довжини,
який відрізняється тим, що додатково перед з'єднанням смуги профілю алюмінієвого перфорованого зі смугою сітки на смузі профілю алюмінієвого перфорованого уздовж її осі формують ребро жорсткості у вигляді канавки з напівсферичною формою у перерізі з діаметром 3,0…4,5 мм.
2. Спосіб за п. 1, який відрізняється тим, що канавку формують за допомогою вальців для формування ребра жорсткості, що на робочій поверхні мають заглиблення під виступаючі язички кожного рядка просічок профілю алюмінієвого перфорованого.
3. Спосіб за п. 1 або 2, який відрізняється тим, що додатково при перфоруванні на смузі профілю алюмінієвого виконують два паралельні рядки отворів, розташованих таким чином, що два паралельні рядки просічок розташовані між двома паралельними рядками отворів.
Текст
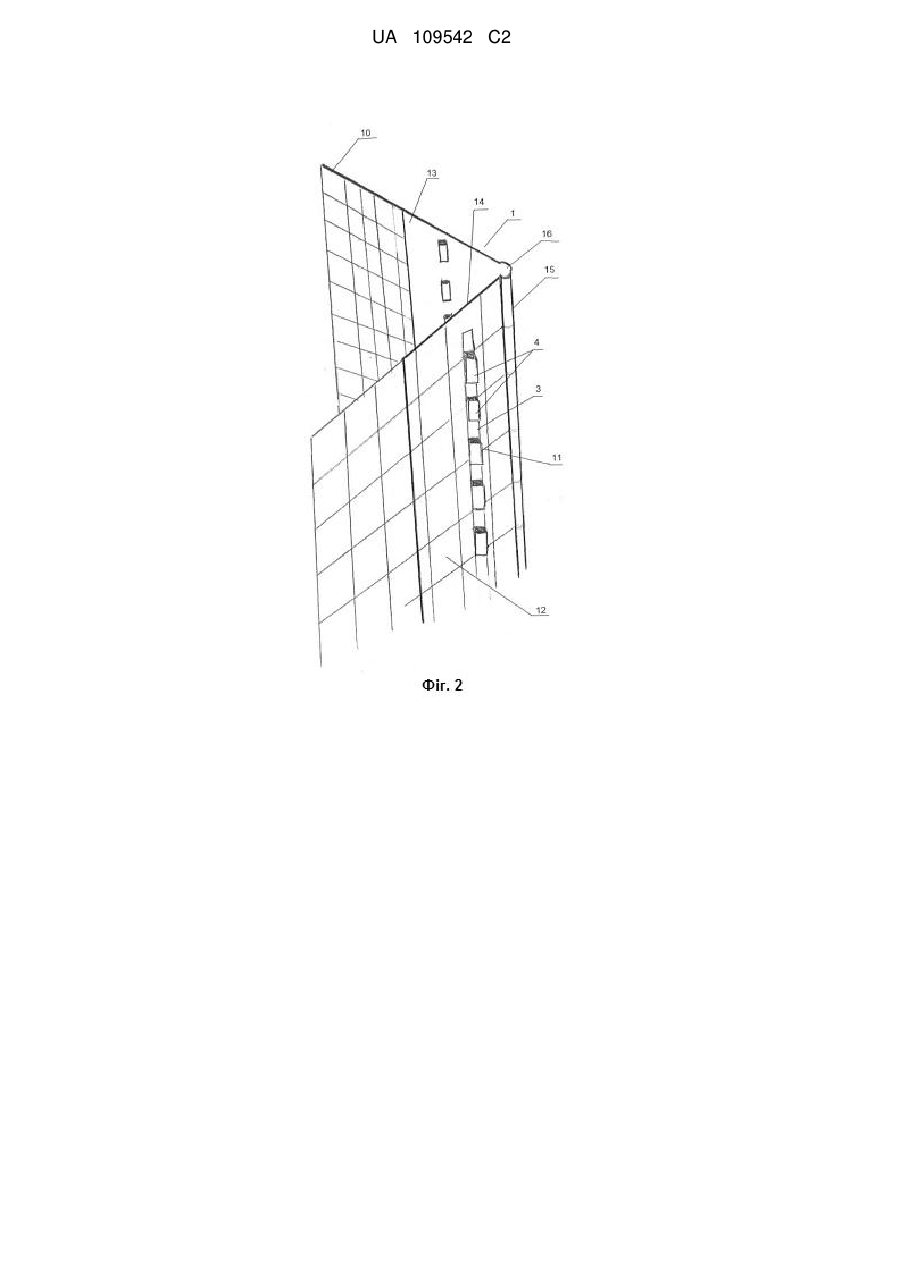
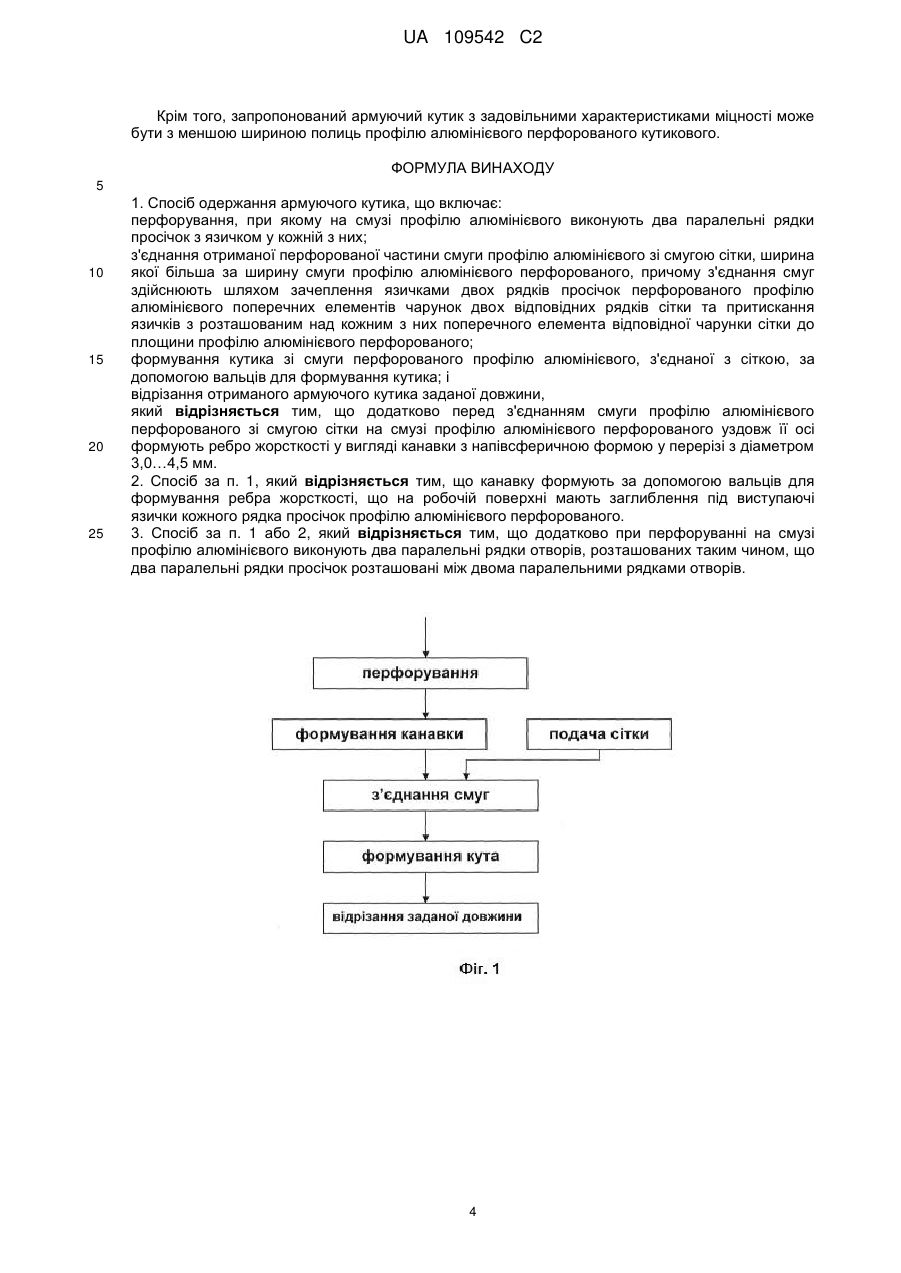
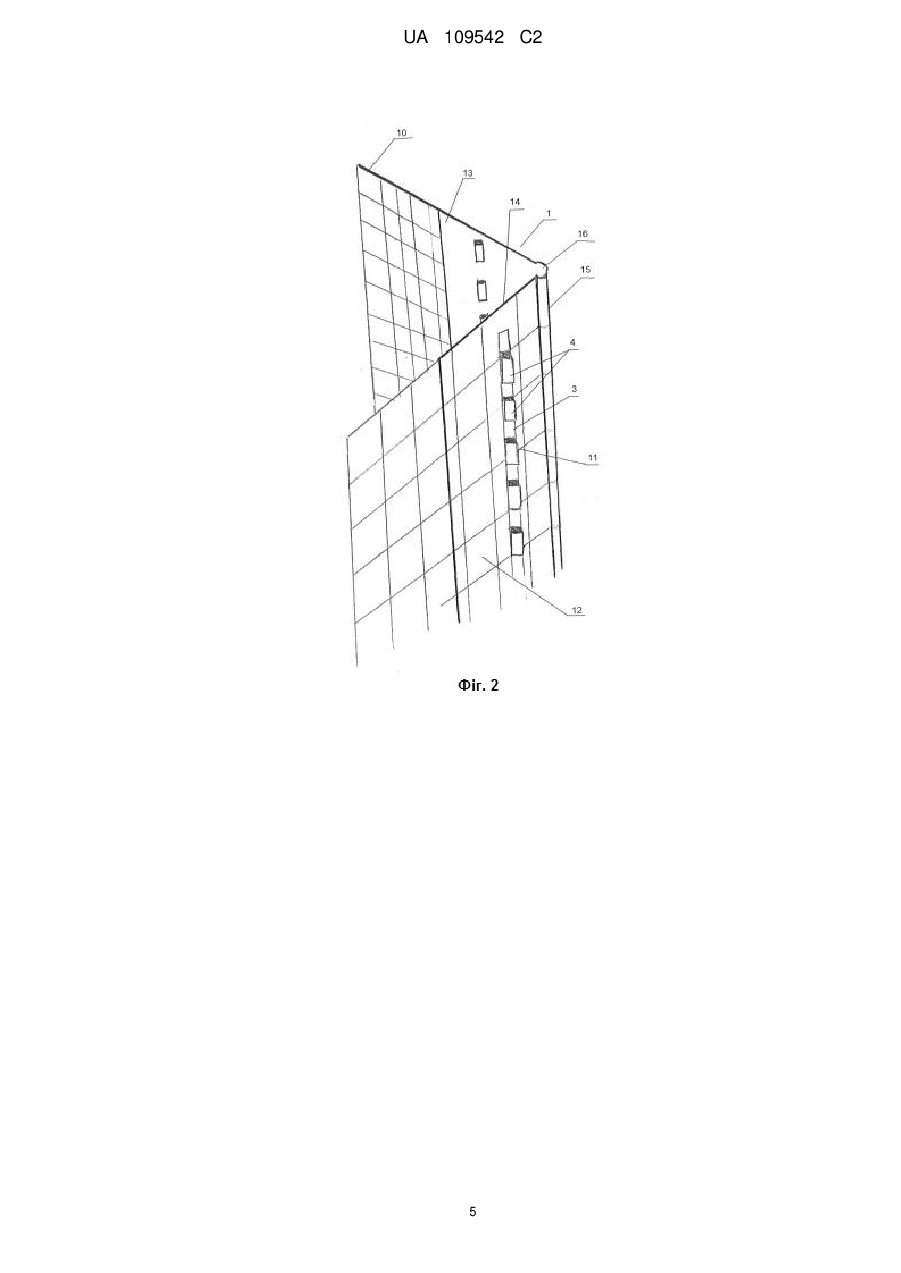
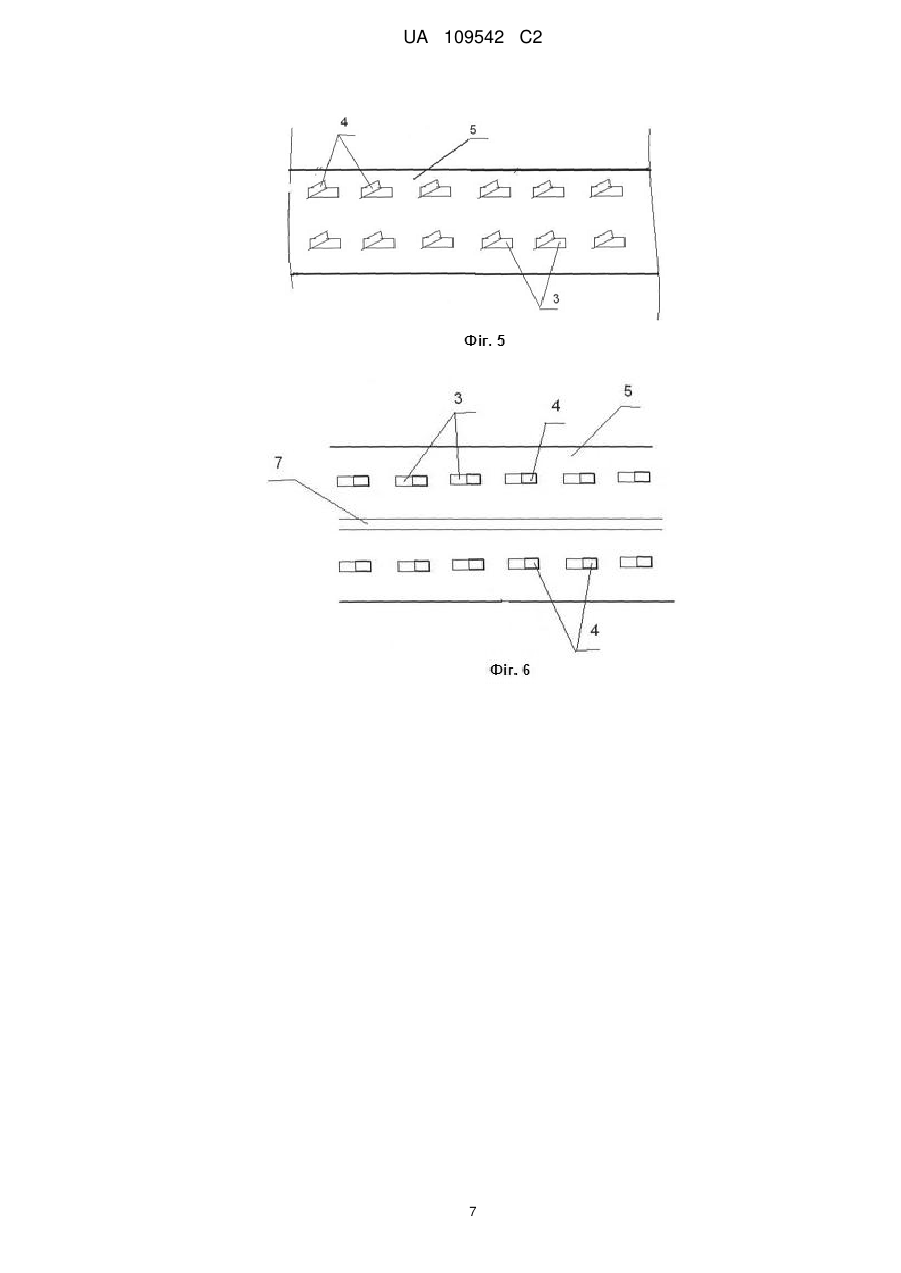
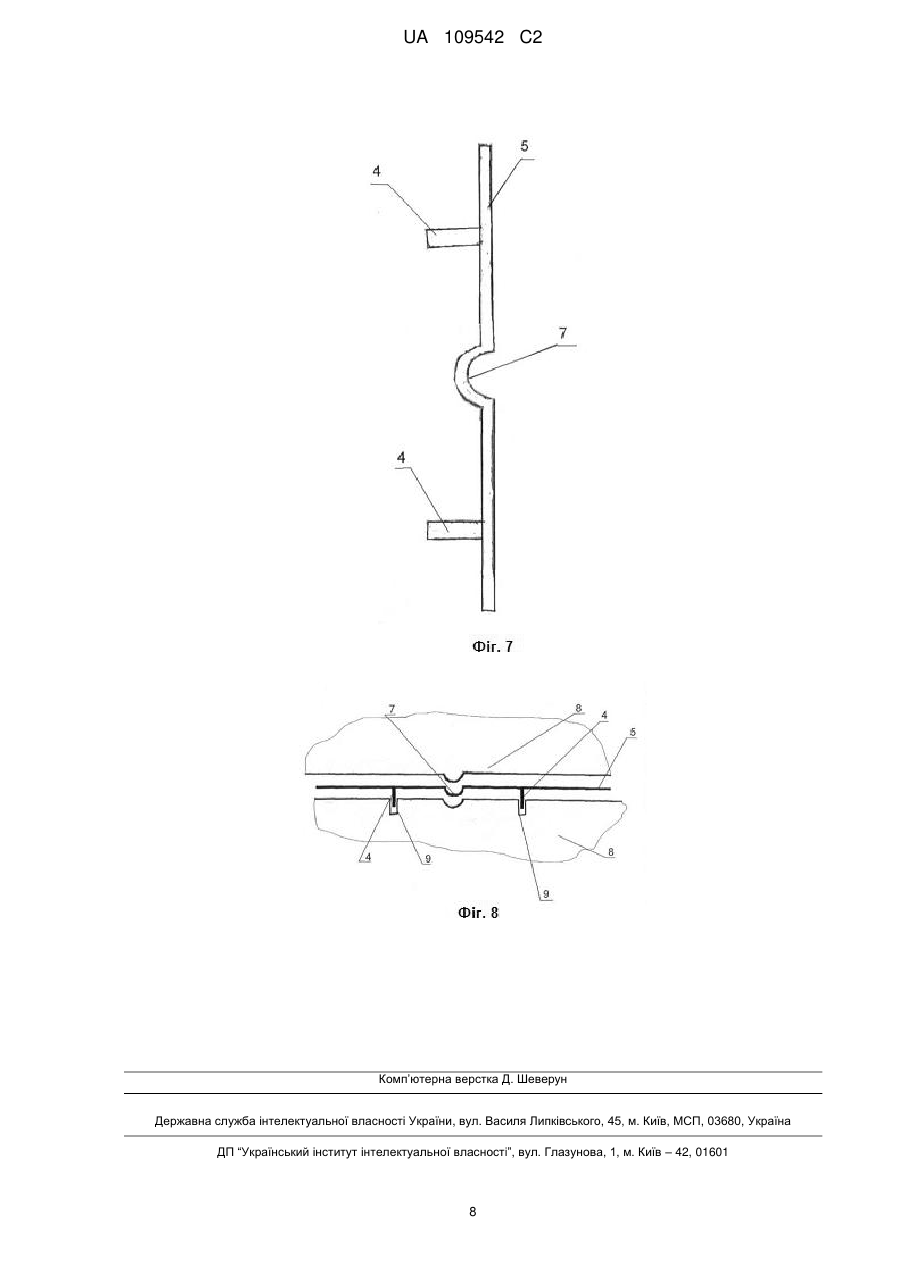
Реферат: Винахід належить до виробництва армуючого обладнання, а саме армуючого кутика. Спосіб одержання армуючого кутика включає перфорування з отриманням на смузі профілю алюмінієвого двох паралельних рядків просічок з язичком у кожній з них, формування ребра жорсткості у вигляді канавки з подальшим з'єднанням отриманої перфорованої частини смуги профілю алюмінієвого зі смугою сітки, та формування кутика зі смуги перфорованого профілю алюмінієвого, з'єднаної з сіткою. При цьому, формування канавки на профілі алюмінієвому перфорованому здійснюють за допомогою вальців для формування кутика. Отриманий армуючий кутик, що складається з профілю алюмінієвого перфорованого кутикового і сітки, має має виступ уздовж всієї довжини профілю алюмінієвого перфорованого кутикового. Таке виконання армованого кутика дозволяє підвищити якість оштукатуреного кутка, знизити пошкодження інструмента для оштукатурювання, підвищити технологічність процесу оштукатурювання. UA 109542 C2 (12) UA 109542 C2 UA 109542 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до виробництва армуючого обладнання, а саме армуючого кутика, і може бути використаний у будівництві та ремонті будівель. При будівництві та ремонті будівель широко застосовується армуюче обладнання, в тому числі армуючі кутики. Армуючий кутик може бути застосований: в зовнішніх теплоізоляційних композитних системах (ETICS), що призначені для утеплення і оздоблення будівель і встановлюються безпосередньо на зовнішніх поверхнях зовнішніх стін; при вирівнюванні штукатурного шару у кутових зонах фасадів будівель та внутрішніх кутків будівель; при опорядженні арочних кутів віконних і дверних прорізів; при опорядженні нестандартних кутів. З рівня техніки (www.profil-systems.ru [1], www.dnplast.dp.ua [2]) відомий армуючий кутик, що складається з полівінілхлоридного профілю перфорованого кутикового (далі - ПВХ профіль перфорований кутиковий) і сітки, розташованої ззовні профілю. ПВХ профіль перфорований кутиковий з'єднаний з сіткою за допомогою клею. Недоліком армуючого кутика, профіль якого виконаний з ПВХ, є наявність клейового шару між ПВХ профілем перфорованим кутиковим і сіткою. Необхідність застосування операції склеювання погіршує технологічні умови при виробництві армуючого кутика. Крім того, при транспортуванні такого армуючого кутика, при зберіганні його на будівельних майданчиках і при роботі з ним, відбувається пошкодження армуючого кутика через відшаровування сітки від ПВХ профілю, що приводить до погіршення якості виробу або до появи бракованої продукції. Найбільш близьким є спосіб одержання армуючого кутика, відомий з заявки № 381213, PL (дата подання 04.12.2006, опубл. у Biuletyn Urzedu Patentowego № 12 (899), 2008 [3]). Відомий спосіб одержання армуючого кутика включає: перфорування, при якому на смузі профілю алюмінієвого виконують два паралельні рядки просічок з язичком у кожній з них, з'єднання отриманої перфорованої частини смуги профілю алюмінієвого зі смугою сітки, ширина якої більша за ширину смуги профілю алюмінієвого перфорованого, формування кутика зі смуги профілю алюмінієвого перфорованого, з'єднаною з сіткою, за допомогою вальців для формування кутика і відрізання отриманого армуючого кутика заданої довжини. При цьому, з'єднання смуг здійснюють шляхом зачеплення язичками двох рядків просічок профілю алюмінієвого перфорованого поперечних елементів чарунок двох відповідних рядків сітки та притискання язичків з розташованим над кожним з них поперечного елемента відповідної чарунки сітки до площини профілю алюмінієвого перфорованого. Недоліком відомого способу є отримання армуючого кутика, при використанні якого при оштукатурюванні відбувається пошкодження притиснутих язичків профілю алюмінієвого перфорованого кутикового через зачіплювання їх за інструмент для оштукатурювання (штукатурне правило, рейку, малку). В результаті на оштукатуреній поверхні кута залишаються дефекти. Найбільш близьким є також армуючий кутик, що включає профіль алюмінієвий перфорований кутиковий, і розташовану ззовні сітку, з'єднану з ним ([3]). При цьому профіль алюмінієвий перфорований кутиковий, що має дві полиці і ребро, отриманий зі смуги профілю алюмінієвого перфорованого, на якій виконані два паралельні рядки просічок з язичком у кожній з них і яка з'єднана зі смугою сітки, ширина якої більша за ширину смуги профілю алюмінієвого перфорованого. З'єднання смуг профілю алюмінієвого перфорованого і сітки виконано затисненням поперечних елементів двох рядків чарунок смуги сітки язичками двох відповідних рядків просічок смуги профілю алюмінієвого перфорованого. Недоліком відомого армуючого кутика є пошкодження притиснутих язичків профілю алюмінієвого перфорованого кутикового при використанні його під час оштукатурювання, що відбувається через зачіплювання їх за інструмент для оштукатурювання (штукатурне правило, рейку, малку). В результаті на оштукатуреній поверхні кута залишаються дефекти. Задачею винаходу є удосконалення способу одержання армуючого кутика, в якому за рахунок формування ребра жорсткості на смузі профілю алюмінієвому перфорованому отриманий армуючий кутик не пошкоджується під час оштукатурювання, що дозволяє підвищити якість оштукатуреного кутка, знизити пошкодження інструмента для оштукатурювання, підвищити технологічність процесу оштукатурювання. Задачею винаходу також є удосконалення армуючого кутика, який завдяки запропонованого виконання з виступом на ребрі профілю алюмінієвого перфорованого кутикового, виконаного на певному етапі одержання армуючого кутика, не пошкоджується під час оштукатурювання, що дозволяє підвищити якість оштукатуреного кутка, знизити пошкодження інструмента для оштукатурювання, а також підвищити технологічність процесу оштукатурювання. 1 UA 109542 C2 5 10 15 20 25 30 35 40 45 50 55 60 Крім того, завдяки підсилення профілю алюмінієвого перфорованого кутикового ребром жорсткості, отриманий армуючий кутик має достатні характеристики міцності при меншій ширині полиць профілю алюмінієвого перфорованого кутикового. Поставлена задача вирішується запропонованим способом одержання армуючого кутика, що включає: перфорування, при якому на смузі профілю алюмінієвого виконують два паралельні рядки просічок з язичком у кожній з них, з'єднання отриманої перфорованої частини смуги профілю алюмінієвого зі смугою сітки, ширина якої більша за ширину смуги профілю алюмінієвого перфорованого, при цьому, з'єднання смуг здійснюють шляхом зачеплення язичками двох рядків просічок перфорованого профілю алюмінієвого поперечних елементів чарунок двох відповідних рядків сітки та притискання язичків з розташованим над кожним з них поперечного елемента відповідної чарунки сітки до площини профілю алюмінієвого перфорованого, формування кутика зі смуги перфорованого профілю алюмінієвого, з'єднаної з сіткою, за допомогою вальців для формування кутика і відрізання отриманого армуючого кутика заданої довжини, в якому додатково перед з'єднанням смуги профілю алюмінієвого перфорованого зі смугою сітки на смузі профілю алюмінієвого перфорованого уздовж її осі формують ребро жорсткості у вигляді канавки з напівсферичною формою у перерізі з діаметром 3,0…4,5 мм. Зазначену канавку формують за допомогою вальців для формування ребра жорсткості, що на робочій поверхні мають заглиблення під виступаючі язички кожного рядка просічок профілю алюмінієвого перфорованого. Як варіант виконання винаходу, при перфоруванні на смузі профілю алюмінієвого виконують два паралельні рядки отворів, розташованих таким чином, що два паралельні рядки просічок розташовані між двома паралельними рядками отворів. Поставлена задача вирішується також запропонованим армуючим кутиком, що включає профіль алюмінієвий перфорований кутиковий, і розташовану ззовні його сітку, з'єднану з ним, при цьому профіль алюмінієвий перфорований кутиковий, що має дві полиці і ребро, отриманий зі смуги профілю алюмінієвого перфорованого, на якій виконані два паралельні рядки просічок з язичком у кожній з них і яка з'єднана зі смугою сітки, ширина якої більша за ширину смуги профілю алюмінієвого перфорованого, і з'єднання смуг профілю алюмінієвого перфорованого та сітки виконано затисненням поперечних елементів двох рядків чарунок смуги сітки язичками двох відповідних рядків просічок смуги профілю алюмінієвого перфорованого, в якому ребро профілю алюмінієвого перфорованого кутикового має виступ уздовж всієї довжини, утворений канавкою смуги профілю алюмінієвого перфорованого з напівсферичною формою у перерізі з діаметром 3,0…4,5 мм, сформованою на смузі профілю алюмінієвого перфорованого уздовж її осі перед з'єднанням смуг профілю алюмінієвого перфорованого і сітки. Виступ ребра профілю алюмінієвого перфорованого кутикового виконаний вальцями для формування ребра жорсткості, що на робочій поверхні мають заглиблення під виступаючі язички кожного рядка просічок профілю алюмінієвого перфорованого. Як варіант виконання цього винаходу, на кожній полиці профілю алюмінієвого перфорованого кутикового виконаний додатковий рядок отворів, паралельний рядку просічок і розташований з боку краю полиці. Армований кутик отримують за способом, описаним вище. Експериментально нами було встановлено, що при одержанні амуючого кутика, складеного з профілю алюмінієвого перфорованого кутикового, і сітки, що з'єднані за допомогою язичків, додаткове формування ребра жорсткості у вигляді канавки, здійснене перед з'єднанням смуг, дозволило отримати виступ уздовж всієї довжини ребра профілю алюмінієвого перфорованого кутикового армуючого кутика. Зазначений вступ дозволив не тільки підвищити показники міцності армуючого кутика або знизити матеріалоємність при збереженні показників міцності армуючого кутика, а також дозволив запобігти пошкодженню армуючого кутика під час оштукатурювання. В отриманому кутику виключена можливість зачіплювання язичків профілю алюмінієвого перфорованого кутикового з інструментом для оштукатурювання, оскільки завдяки сформованого ребра з виступом при оштукатурюванні виключений контакт інструмента для оштукатурювання з язичками профілю алюмінієвого перфорованого кутикового. Винахід ілюструється, але не обмежується кресленнями, на яких зображено: на Фіг. 1 - схема технологічного процесу одержання армуючого кутика; на Фіг. 2 - армуючий кутик; на Фіг. 3 - армуючий кутик, варіант виконання з отворами; на Фіг. 4 - фрагмент смуги профілю алюмінієвого; 2 UA 109542 C2 5 10 15 20 25 30 35 40 45 50 55 на Фіг. 5 - фрагмент смуги профілю алюмінієвого перфорованого; на Фіг. 6 - фрагмент смуги профілю алюмінієвого перфорованого з канавкою; на Фіг. 7 - поперечний переріз профілю алюмінієвого перфорованого з канавкою; на Фіг. 8 - фрагмент технологічного процесу отримання канавки на смузі профілю алюмінієвого перфорованого (поперечний переріз). На Фіг. 1 показана схема технологічного процесу одержання армуючого кутика 1, показаного на Фіг. 2. Процес одержання армуючого кутика 1 починається зі стадії перфорування, на якій смуга профілю алюмінієвого 2 (Фіг. 4) подається до перфорувального апарата і на ній виконують два паралельні рядки просічок 3 з язичком 4 у кожній з них з отриманням профілю алюмінієвого перфорованого 5 (Фіг. 5). Як варіант виконання винаходу, на цій стадії на смузі профілю алюмінієвого 2 додатково може виконуватися два паралельні рядки отворів 6, розташованих таким чином, що два паралельні рядки просічок розташовані між двома паралельними рядками отворів. Армуючий кутик 1 за цим варіантом виконання показаний на Фіг. 3. Далі на смузі профілю алюмінієвого перфорованого 5 уздовж її осі формують ребро жорсткості у вигляді канавки 7 з напівсферичною формою у перерізі з діаметром 3,0…4,5 мм. Для формування канавки 7 використовують вальці 8 для формування ребра жорсткості, що на робочій поверхні мають заглиблення 9 під виступаючі язички 4 кожного рядка просічок 3 профілю алюмінієвого перфорованого 5 (Фіг. 8). Після формування канавки 7 перфорована частина смуги профілю алюмінієвого з виконаною канавкою (Фіг. 6 і Фіг. 7) і смуга сітки 10, ширина якої більша за ширину смуги профілю алюмінієвого перфорованого 5, надходять до апарата, за допомогою якого здійснюють їх з'єднання. При цьому, з'єднання смуг здійснюють шляхом зачеплення язичками 4 двох рядків просічок 3 профілю алюмінієвого перфорованого 5 поперечних елементів 11 чарунок двох відповідних рядків сітки 10 та притискання язичків 4 з розташованим над кожним з них поперечного елемента 11 відповідної чарунки сітки 10 до площини профілю алюмінієвого перфорованого 5. Для формування кутика отримана смуга перфорованого профілю алюмінієвого, з'єднана з сіткою, надходить до вальців для формування кутика. Далі відрізають сформований армуючий кутик 1 заданої довжини. Отриманий виріб штабелюють і упаковують. Армуючий кутик 1 (Фіг. 1 і Фіг. 2), отриманий за даним способом, включає профіль алюмінієвий перфорований кутиковий 12 та з'єднану з ним і розташовану ззовні його сітку 10. При цьому профіль алюмінієвий перфорований кутиковий 12 має дві полиці 13 та 14 і ребро 15, яке має виступ 16 уздовж всієї довжини, утворений канавкою 7 смуги профілю алюмінієвого перфорованого 5 з напівсферичною формою у перерізі з діаметром 3,0…4,5 мм. Як показано вище, канавка 7 смуги профілю алюмінієвого перфорованого 5 була сформована уздовж її осі перед з'єднанням смуг профілю алюмінієвого перфорованого 5 і сітки 10. Профіль алюмінієвий перфорований кутиковий 12 армуючого кутика 1 отриманий зі смуги профілю алюмінієвого перфорованого 5, на якій виконані два паралельні рядки просічок 3 з язичком 4 у кожній з них. При цьому, смуга профілю алюмінієвого перфорованого 5 з'єднана зі смугою сітки 10, ширина якої більша за ширину смуги профілю алюмінієвого перфорованого 5. З'єднання смуг профілю алюмінієвого перфорованого 5 та сітки 10 виконано затисненням поперечних елементів 11 двох рядків чарунок смуги сітки 10 язичками 4 двох відповідних рядків просічок 3 смуги профілю алюмінієвого перфорованого 5. Як варіант виконання, на кожній полиці 13 та 14 профілю алюмінієвого перфорованого кутикового 12 може бути виконано додатковий рядок отворів 6, паралельний рядку просічок 3 і розташований з боку краю відповідної полиці 13 або 14. Додаткові отвори 6 на полицях 13 та 14 отримані на стадії перфорування. Були отримані 10 експериментальних партій по 100 шт. армуючого кутика. При цьому використовувалися: алюмінієвий профіль (марка А1050Н18, ширина стрічки 24 мм, 25 мм, 36 мм); сітка зі скловолокна (розмір чарунки: 5 × 5 мм; 6 × 4 мм). В процесі отримання армуючого кутика за запропонованою технологією відмічена висока технологічність і висока продуктивність. Профіль алюмінієвий перфорований кутиковий добре зчеплений з сіткою за допомогою кожного язичка профілю. Під час транспортування, зберігання на будівельних майданчиках та використання для оштукатурювання кутів будівель армуючі кутики не пошкоджувалися. Під час оштукатурювання не спостерігалося пошкодження інструмента для оштукатурювання. Таким чином, запропонований армуючий кутик дозволяє підвищити якість оштукатуреного кута, знизити пошкодження інструмента для оштукатурювання, а також підвищити технологічність процесу оштукатурювання. 3 UA 109542 C2 Крім того, запропонований армуючий кутик з задовільними характеристиками міцності може бути з меншою шириною полиць профілю алюмінієвого перфорованого кутикового. ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 1. Спосіб одержання армуючого кутика, що включає: перфорування, при якому на смузі профілю алюмінієвого виконують два паралельні рядки просічок з язичком у кожній з них; з'єднання отриманої перфорованої частини смуги профілю алюмінієвого зі смугою сітки, ширина якої більша за ширину смуги профілю алюмінієвого перфорованого, причому з'єднання смуг здійснюють шляхом зачеплення язичками двох рядків просічок перфорованого профілю алюмінієвого поперечних елементів чарунок двох відповідних рядків сітки та притискання язичків з розташованим над кожним з них поперечного елемента відповідної чарунки сітки до площини профілю алюмінієвого перфорованого; формування кутика зі смуги перфорованого профілю алюмінієвого, з'єднаної з сіткою, за допомогою вальців для формування кутика; і відрізання отриманого армуючого кутика заданої довжини, який відрізняється тим, що додатково перед з'єднанням смуги профілю алюмінієвого перфорованого зі смугою сітки на смузі профілю алюмінієвого перфорованого уздовж її осі формують ребро жорсткості у вигляді канавки з напівсферичною формою у перерізі з діаметром 3,0…4,5 мм. 2. Спосіб за п. 1, який відрізняється тим, що канавку формують за допомогою вальців для формування ребра жорсткості, що на робочій поверхні мають заглиблення під виступаючі язички кожного рядка просічок профілю алюмінієвого перфорованого. 3. Спосіб за п. 1 або 2, який відрізняється тим, що додатково при перфоруванні на смузі профілю алюмінієвого виконують два паралельні рядки отворів, розташованих таким чином, що два паралельні рядки просічок розташовані між двома паралельними рядками отворів. 4 UA 109542 C2 5 UA 109542 C2 6 UA 109542 C2 7 UA 109542 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
МПК / Мітки
МПК: E04F 13/06, B21D 28/26, E04F 13/073
Мітки: армуючого, спосіб, кутика, одержання
Код посилання
<a href="https://ua.patents.su/10-109542-sposib-oderzhannya-armuyuchogo-kutika.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання армуючого кутика</a>
Спосіб виготовлення армуючого шару для базису знімного пластиночного протезу
Номер патенту: 38713
Опубліковано: 15.05.2001
Автори: Король Михайло Дмитрович, Писаренко Олег Анатолійович, Левітов Олександр Миколайович
МПК: A61C 13/00
Мітки: базису, пластиночного, армуючого, спосіб, виготовлення, шару, знімного, протезу
Формула / Реферат:
1. Спосіб виготовлення армуючого шару для базису знімного пластиночного протезу, що включає отримання відтиску протезного ложа, відливку моделі щелепи, встановлення армуючого елементу, який відрізняється тим, що виготовляють поетапно моделі двох базисів та встановлюють між цими базисами матеріал для армуючого шару.2. Спосіб по п. 1, який відрізняється тим, що два базиса накладають один на другий, створюючи при цьому верхній та...
Спосіб виготовлення армуючого елемента для дисперсного армування бетону
Номер патенту: 70690
Опубліковано: 15.10.2004
Автор: Прикмета Олександр Васильович
МПК: E04C 5/01
Мітки: армуючого, виготовлення, бетону, спосіб, армування, елемента, дисперсного
Формула / Реферат:
1. Спосіб виготовлення армуючого елемента для дисперсного армування бетону, що включає операцію деформування кінцевих ділянок відрізка дроту, який відрізняється тим, що деформування кінцевих ділянок відрізка дроту виконують в різних площинах відносно осі дроту.2. Спосіб виготовлення армуючого елемента для дисперсного армування бетону за п. 1, який відрізняється тим, що деформування виконують шляхом загинання кінцевих ділянок відрізка...
Пристрій для рубання армуючого волокнистого матеріалу

Номер патенту: 1433
Опубліковано: 15.10.2002
Автори: Бондар Василь Іванович, Горячев Олег Юрійович, Сергєєв Сергій Іванович, Нестеров Микола Григорович, Радік Михайло Іванович, Нєсмєянова Віра Павлівна
МПК: C03B 37/10
Мітки: пристрій, рубання, волокнистого, матеріалу, армуючого
Формула / Реферат:
1. Пристрій для рубання армуючого волокнистого матеріалу, який включає ножовий барабан, що складається із металевого вала з трапецоїдними виступами, розміщеними впродовж осі вала, і прорізними пазами між ними, усередині яких розміщені ножові засоби також трапецоїдної форми, які утримуються в пазах стопорними фланцями, жорстко укріпленими з торцевих боків, який відрізняється тим, що ножові засоби розміщені усередині прорізних пазів з...
Застосування аміноалкоксисилану як апрету для армуючого наповнювача та полімерна композиція
Номер патенту: 84515
Опубліковано: 27.10.2008
Автори: ТОВАРИСТВО З ОБМЕЖЕНОЮ ВІДПОВІДАЛЬНІСТЮ "НВП" УКРОЛІХІМСИНТЕЗ", ДЕРЖАВНИЙ ВИЩИЙ НАВЧАЛЬНИЙ ЗАКЛАД "УКРАЇНСЬКИЙ ДЕРЖАВНИЙ ХІМІКО-ТЕХНОЛОГІЧНИЙ УНІВЕРСИТЕТ"
МПК: C08K 5/54, C08L 23/00, C08L 83/04
Мітки: застосування, композиція, полімерна, аміноалкоксисилану, армуючого, апрету, наповнювача
Формула / Реферат:
1. Застосування аміноалкоксисиланів загальної формули:(R'O)4-k Si (OR")k або [RSiO(3-x)/2(OR')x(OR”)y]n, (1)де: R = -R', алкіл C1-C9; -C6H5; -CH = CH2; -CH2CH2CF3; R' = (алкіл, ізоалкіл) С1-С4;R" = -(CH2)m-N(R"')2; m = 2-3;R"' = -H, -CH3, -C2H5;k = 1-2; x = 3¸0.1; y = (1/4¸1/2)x; n = 1¸12,як апрету для армуючого наповнювача полімерної композиції.2....
Застосування алкоксіамінотитанатів як апрету для армуючого наповнювача та полімерна композиція
Номер патенту: 95354
Опубліковано: 25.07.2011
Автори: Баштаник Петро Іванович, Кузьменко Світлана Миколаївна, Науменко Марія Олександрівна, Кузьменко Олексій Миколайович, Кузьменко Микола Якович, Федорова Марина Андріївна
МПК: C08K 5/54, C08K 7/02, C03C 25/24, C08L 23/12, C03C 25/38
Мітки: застосування, апрету, наповнювача, алкоксіамінотитанатів, армуючого, композиція, полімерна
Формула / Реферат:
1 .Застосування алкоксіамінотитанатів загальної формули:{R'O-TiO(3-x)/2-(OR)(3/4÷1/2)·x-[O-(CH2)m-NR2"](1/4÷1/2)·x}n , (1) де: R=-СН3, -С2Н5, -С3Н7, -С4Н9; R'=насичений алкіл (С6÷С23) або R; R"=-Н, -СН3, -C2Н5; m=2–3; х=3,00–0,05;...
Попередній патент: Катіонна композиція для електроосаджуваного покриття, яка містить лігнін
Наступний патент: Гетероарилциклогексилтетраазабензо[e]азулени як антагоністи рецептора вазопресину v1a
Випадковий патент: Блок детектирування іонізуючого випромінювання