Установка для пресування екранів катодно-променевих трубок
Формула / Реферат
1. Установка для прессования экранов катодно-лучевых трубок, содержащая круглый стол, установленный с возможностью вращения вокруг центральной оси, перпендикулярной к столу, пресс-формы, расположенные по окружности с центром на оси и на равном расстоянии друг от друга, формующие кольца, смонтированные на устройстве их подачи к пресс-форме, с которой они соединены, нажимной штемпель для выдавливания в пресс-форме стекломассы, установленную концентрично колонне ступицу, выполненную в виде роликов с выступающей осью, которые взаимодействуют с цилиндрическим кулачком, выполненным со спиральным выступающим на его поверхности фланцем с конусообразными стенками и вращающимися от привода, выполненного в виде червячного колеса, взаимодействующего с червяком, смонтированными на приводном валу, и связанными через муфту и ременную передачу с электродвигателем, отличающаяся тем, что установка снабжена смонтированными соосно приводному валу входным и выходным валом и муфтой, соединяющей между собой эти валы, а также снабжена резервируемым двигателем, соединяющим выходной вал с приводным, и дополнительными двигателями, соединенным с помощью дополнительной гидравлической муфты со свободным концом приводного вала.
2. Установка по п.1, отличающаяся тем, что спиральный фланец цилиндрического кулачка имеет основной цилиндрический участок на кривой кулачка, соответствующий циклу простоя круглого стола и другой участок, соответствующий циклу движения круглого стола.
3. Установка по п.2, отличающаяся тем, что спиральный фланец смонтирован с возможностью зацепления с двумя смежными роликами ступицы на всем протяжении вращения цилиндрического кулачка.
Текст
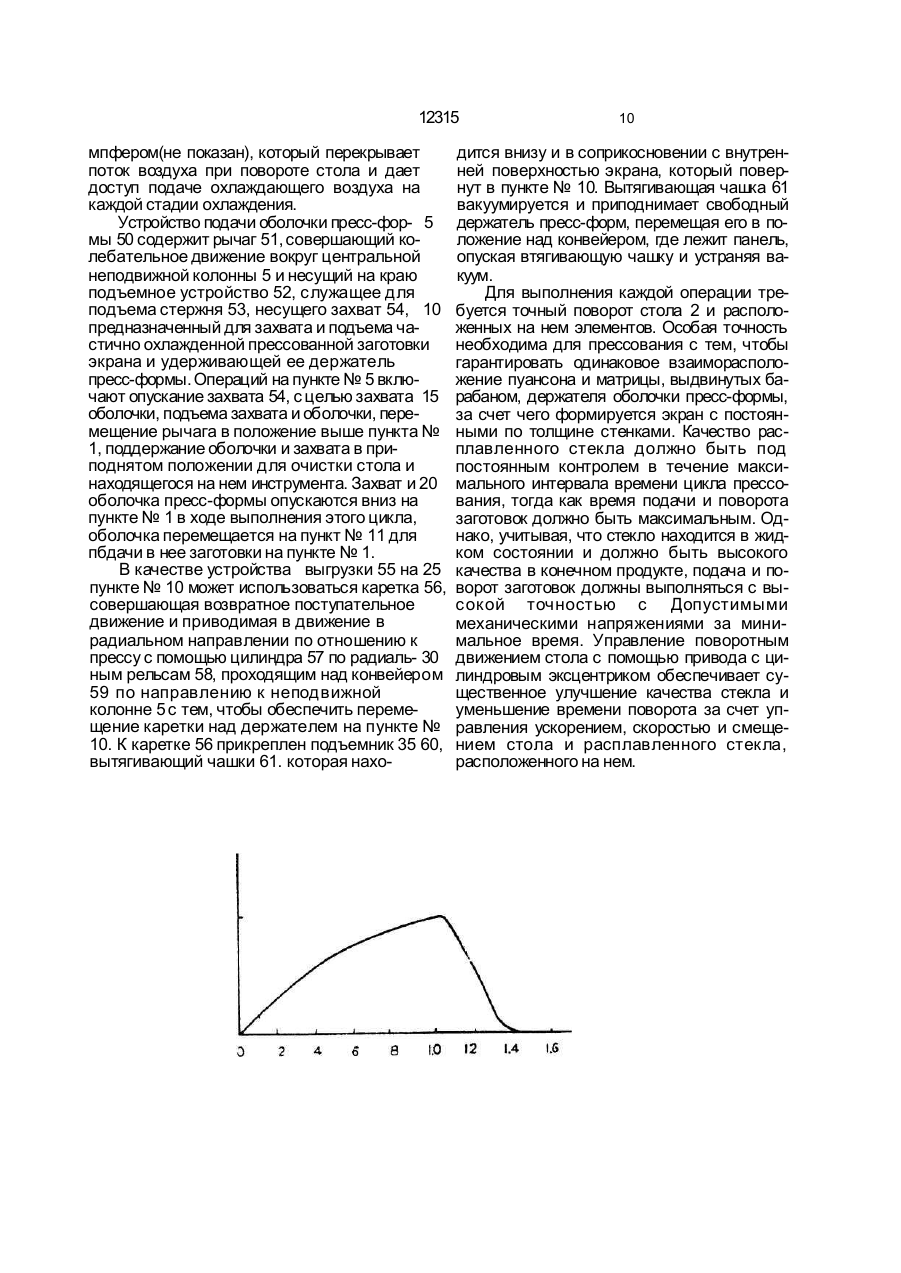
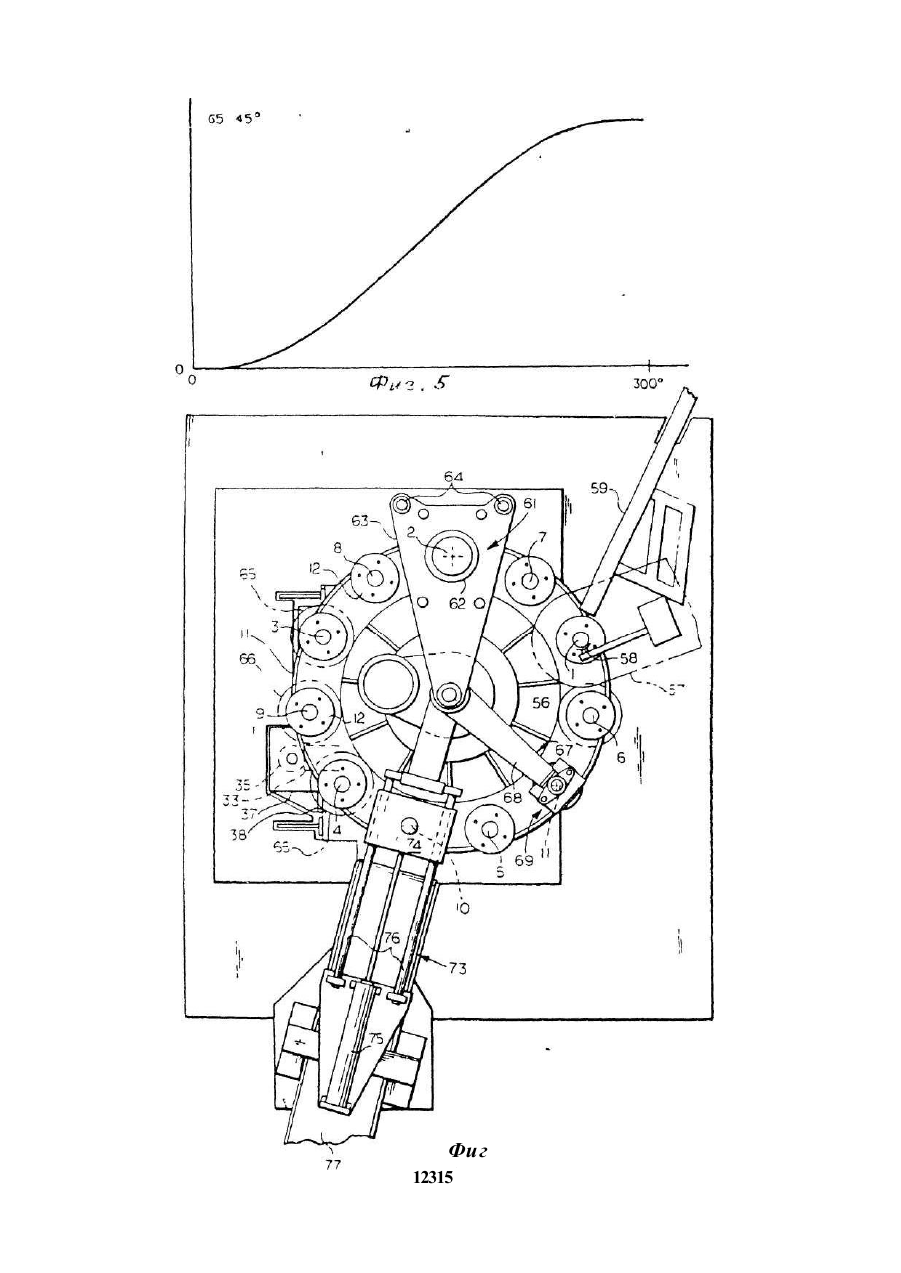
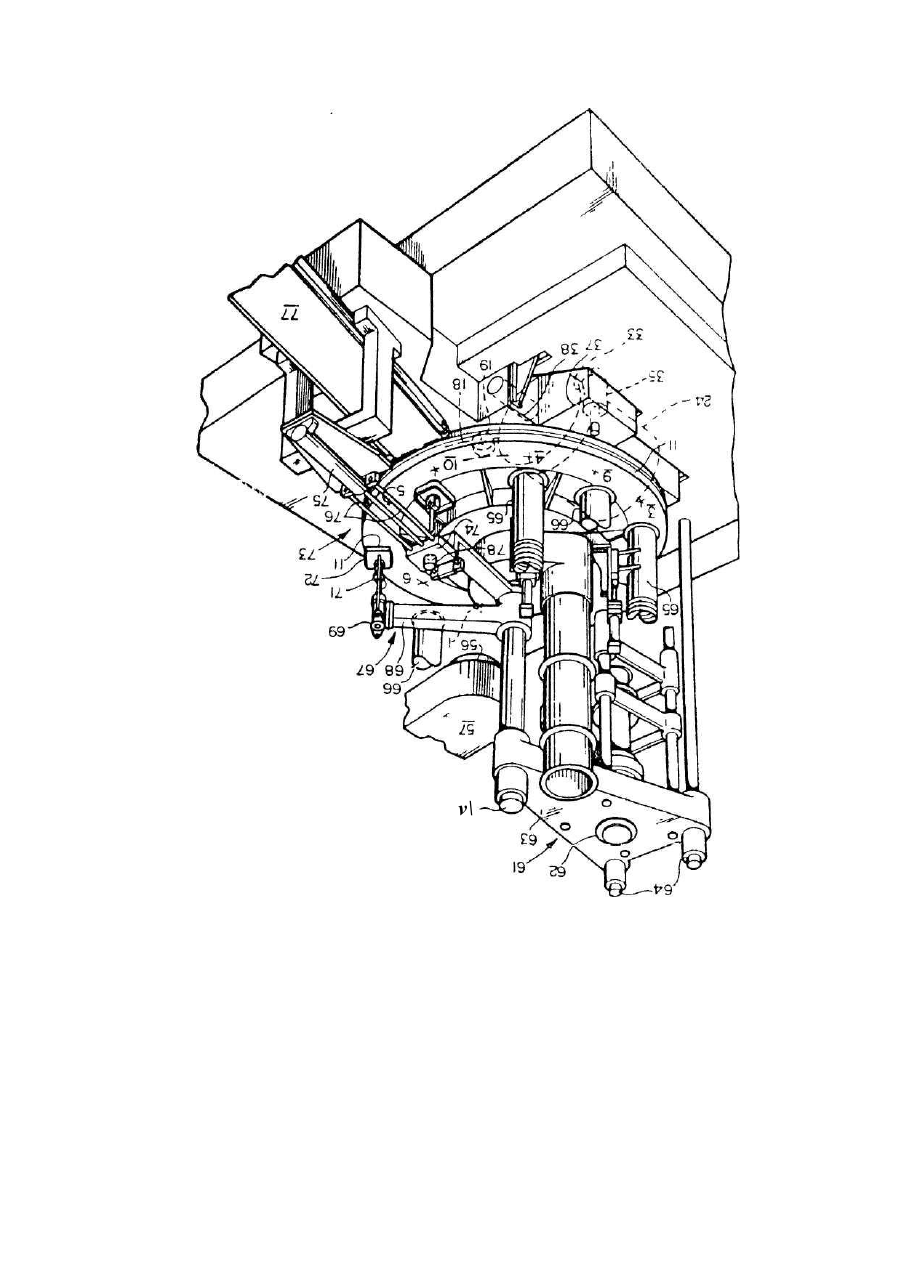
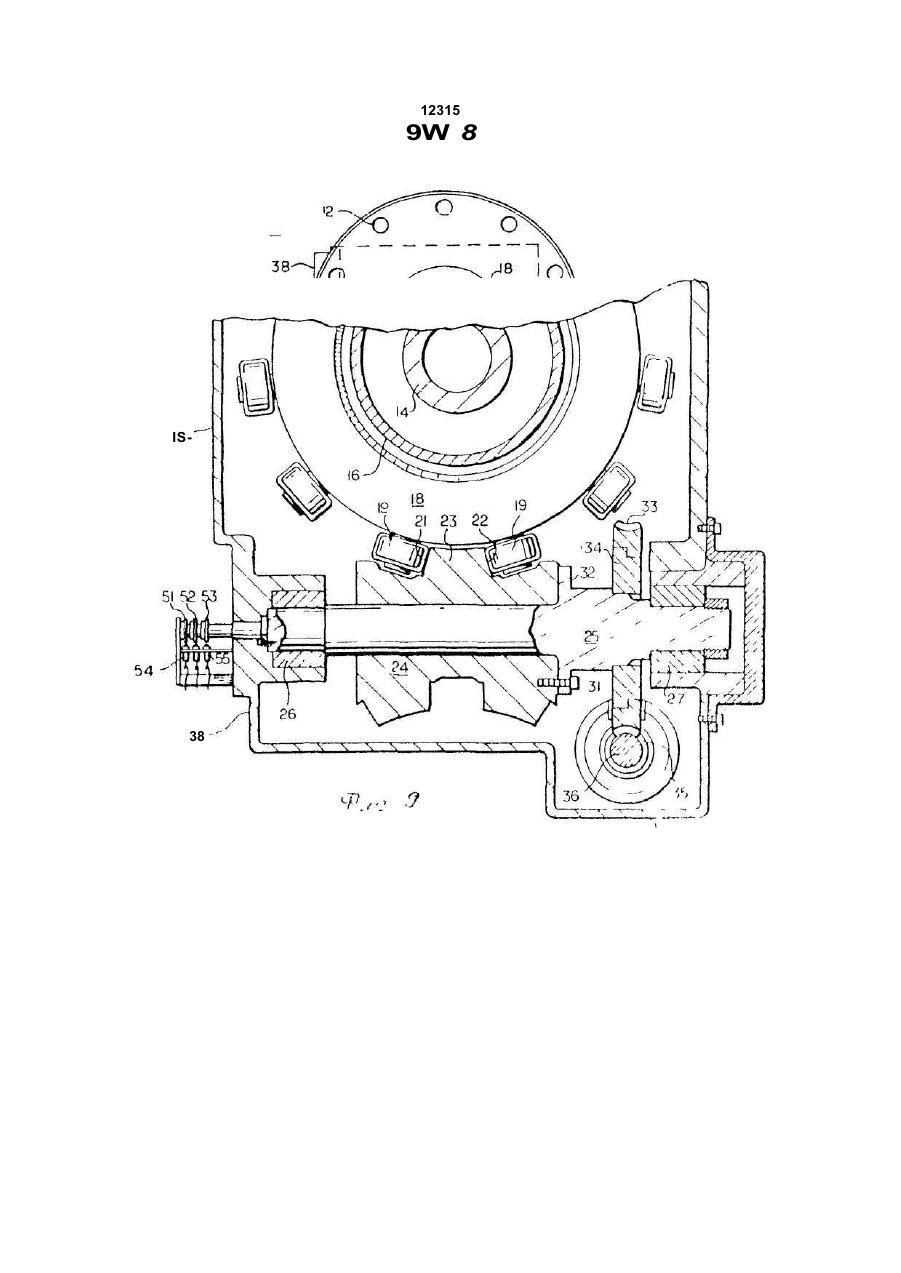
1. Установка для прессования экранов катодно-лучевых трубок, содержащая круг лый стол, установленный с возможностью вращения вокруг центральной оси, перпен дикулярной к столу, пресс-формы, располо женные по окружности с центром на оси и на равном расстоянии друг от друга, форму ющие кольца, смонтированные на устройст ве их подачи к пресс-форме, с которой они соединены, нажимной штемпель для выдавления в пресс-форме стекломассы, установ ленную к онцентрично колонне ступицу, выполненную в виде роликов с выступаю щей осью, которые взаимодействуют с ци линдрическим кулачком, выполненным со спиральным выступающим на его поверхно сти фланцем с конусообразными стенками и вращающимис я от привода, выполненного в виде червячного колеса, взаимодействующего с червяком, смонтированными на приводном валу, и связанными через муфту и ременную передачу с электродвигателем,отличающаяся тем, что установка снабжена смонтированными соосно приводному валу входным и выходным валом и муфтой, соединяющей между собой эти валы, а также снабжена резервируемым двигателем, соединяющим выходной вал с приводным, и дополнительными двигателями, соединенным с помощью дополнительной гидравлической муфты со свободным концом приводного вала. 2. Установка по п.1,о т л и ч а ю щ а я с я тем, что спиральный фланец цилиндрического кулачка имеет основной цилиндрический участок на кривой кулачка, соответствующий циклу простоя круглого стола и другой участок, соответствующий циклу движения круглого стола. 3.Установка по п.2, о т л и ч а ю щ а я с я тем, что спиральный фланец смонтирован с возможностью зацепления с двумя смежными роликами ступицы на всем протяжении вращения цилиндрического кулачка. Изобретение относится к оборудованию для формирования изделий из стекла. Известна установка для прессования экранов катодно-лучевых трубок, содержащая круглый стол, установленный с возможностью вращения вокруг центральной оси, перпендикулярной к столу, пресс-формы, расположенные по окружности с центром на указанной оси и на равном расстоянии друг от друга, формующие кольца, смонтированы на устройстве их подачи к пресс-форме, с которой они сопряжены, нажимной штемпель для выдавливания в пресс-форме стекломассы, установленную концентрично центральной колонне ступицу, выполненную в виде роликов с выступающей осью, С > ю СА) ел О 12315 которые взаимод ейс твуют с цилинд рическим ку лачком, выполненным со спиральным в ыс ту паю щ им на его по верх н ос ти фланцем с коническими с тенк ами и вращающимис я от привода, выполненного в вид е червяч ного колеса, взаимод ейс тву ющего с червяк ом, смонтированным на привод ном валу, и связанным через му фту и ременную передачу с электродвигателем [ 1]. Экраны телевизионных тру бок д олжны быть высокого качес тва и иметь точные раз меры. Заготовка с текла, под аваемая с питател я, д олж на точн о р ас пред ел я тьс я в принимающей матрице, также должна быть точно отпресс ована в пунк те пресс ования. Мягкая с теклянная форма, прод вигающ аяся к пункту ох лажд ения, не д олжна быть искажена в ход е э того продвижения. След овательно, необх од имо, чтобы при повороте стола, несущего пресс -форму и с текло, не происход ило бы нежелательных смещений нес формованного и с формованного с текла. Движение д олжно происход ить с минималь ными вибрациями и вс трясками и с точным позиционированием кажд ой пресс-формы в пункте обработки, например, плу нжер, привод ящий в д вижение пу ансон должен вх од и ть п о ц ен тру м а тр и ц ы, о б р азу я вну треннюю поверх нос ть экрана с требу емой поверхнос тью изображения, контурами юбки и требу емой толщины. В резу льтате этих ограничений на д вижение и позиционирование работа поворотного с тола при пресс ов ан и и э к ра н ов з ам ед л яе тс я и с то л соверш ает движение, траектория которого далека от оптимальной, поскольку на определенных этапах цикла возник ают скорос ти, ускорения и толчки такой величины, что расплавленное с текло под вергается ус илием, доход ящ им д о д опускаемых пределов. Целью является повыш ение производ ительнос ти и улучш ение качес тва тру бок. Сущнос ть изобретения пояс няется чертежами, где на фиг. 1 изображено устройство прессования экранов, вид сверху; фиг. 2 - то же, общ ий вид; фиг.З - с тол, вид сверху, на фиг. 4 - с тол с приводом, включающим направляющую вту лку, толкатели, цилиндровый э кс цен тр ик и его пр ивод , фиг. 5 прессовочный с тол с эксцентриком и толкателем и элементами привод а эксцентрика, прод оль ны й раз рез, фи г. 6 вид с боку электродвигателя привода и связанных с ним элементов, приводящ их в движение эксцентрик. На фиг.1 предс тавлен пресс 1 д ля формовки экранов, в котором поворотный рабочий с то л 2 им ее т бо л ьш о й д иа ме тр, например, и имеетс я 11, рас положенных на одинак овом расс тоянии друг от друга по ок ружнос ти с тола, гнезд 3, предназначенных для ус тановки матриц пресс -форм (не показаны). Маш ина ус тановлена на ос новании 4, из верх ней час ти которого выс тупает непод 5 вижная колонна 5. Ступица 6, рас положенн а я к о н ц е н тр и ч е с к и с н е п о д в и ж н о й колонной 5, уд ерживает рабочий с тол 2 и установлена на роликовых подшипниках 7 в ее верх ней и нижней час ти, обеспеч иваю10 щих вращ ение с ту пицы и с тола на ос новании 4 и непод вижной колонне 5. В ну три основания 4 на сту пице 6 с тола установлена вращающаяс я шес теренчатая вту лка 8. Из втулки выс ту паю т толкатели 9 экс центрика, 15 рас положенные рад иально, на одинаковому расс тоянии д ру г от д руга и вх од ящ ие в зацепление с поверхнос тью эксцентриков 10 и 11, образующими боковые с тороны сужаю щихся краев 12 цилинд рового э кс центрика 20 13, нас аженного на вал 14, ус тановленные в основании 4 так, что его прод ольная ось перпенд ику лярна с ту пице и радиусу, проходящ ему от ос и вращ ения до э той с тупицы. По крайней мере, д ва толкателя 9 вход ят в 25 зацепление с сужающимся краем 12 цилиндрового экс центрика в течение вс его времен и ег о р а б о ты , а э к с ц е н тр ик и м е е т изменяемый по с пирали угол, который является прямым при повороте на 60° и изменя30 етс я при повороте на 300° таким образом, что д о того, как один ролик придет в зацепление с эксцентриком и приблизитс я в точке выход а из зацепления, второй ведомый ролик, который нах одится в зацеплении с экс 35 центриком, попадает в ньрезку и вмес те с первым вед омым роликом ох ватывает экс центрик. Цилинд ровый э кс центрик 13 обес печивает необх од имую с корос ть , ус корение и 40 смещение с тола 2 на дуге 65, 45° при повороте э кс центрика на 300° вокруг своей ос и с оответс твенно при пос тоянной с корос ти вращения, за счет чего угловое перемещение может бы ть приравнено ко времени. 45 При повороте цилиндрового экс центрика 13 в начальной стадии цикла ступица 6 и стол 2 остаются неподвижными до тех пор, пока роликовые толкатели 9 не пройдет прямой участок окружности эксцентрика 12. Когда при повороте эксцен50 трика участок его окружности, который нак лонен к оси эксцентрика, войдет в зацепление с роликовыми толкателями 9, стол начинает вращаться в соответствии с определенным графиком. После прохождения эксцентриком одного полного обо55 рота оба ролика пройдут по эксцентрику и стол повернется на угол равный 2/11 оборота, или 65,45°. Оба ролика в течение всего времени входят в зацепление с сужающейс я окру жностью эксцентрика, обеспечивая управление положения с тола. 12315 Для поворота стола на один оборот требуется 5,5 циклов, поскольку стол проходит через цикл прессования экрана за 11 циклов обработки, делая при этом два полных оборота. Установка прессования проходит два 5 оборота и возвращается в исходное рабочее положение. Эксцентрик-13 насажен на вал 14, уста новленный в основании 4 с использованием конических роликов подшипников 15 и 16. 10 Его ось вращения лежит в плоскости ролико вых толкателей 19, установленных на враща ющейся шестеренчатой втулке 8, прикрепленной к ступице 6 поворотного сто ла. Из втулки 8 радиально выступают 11 тол- 15 кателей, каждый проходит в радиальной плоскости от оси вращения стола 2 по сред ней линии места матриц пресс-формы в сто ле 2. Винты 17 проходят через фланец 18 на валу 14 и входят в конические отверстия в 20 теле эксцентрика. Вал 14 приводится в дви жение червячно-зубчатой передачей, состо ящей из з убчатог о ко леса 19, прикрепленного болтами к фланцу 20, кото рый приварен к валу 21, которые входят в 25 зацепление с червяком 22, насаженном на вал 23 привода так, что его ось вращения параллельна оси вращения 2. Края вала 23 выступают на корпус червяка 22. прикреп ленного к корпусу 24 эксцентрика на осно- 30 ван и и 4. Ве р хн и й кр а й ч ер ез гидравлическую муфту сцепления 25, присо единен к дополнительному приводу 26 в ви де реверсивного электродвигателя для позиционирования стола в ходе регулиров- 35 ки. Нижний край присоединен к блоку 27, показанному наилучшим образом на фиг.З и 6, приводящему в движение стол 2 через двойной гибкий дисковый привод с нулевым люфтом 28. 40 Блок 27 состоит из электродвигателя 29, установленного на основании 4 пресса и соединенного с помощью зубчатого ремня 30 с верхним валом 31 муфты сцепления и торможения 32, выходной вал которой 33 через 45 сцепление соединен с валом червячка 23. На входном валу 31 муфты сцепления и торможения установлен маховик 34, который служит для создания запаса энергии, необходимой для ускорения движения чер- 50 вяка, червячного колеса, цилиндрового эксцентрика, стола, и элементов, расположенных на столе до полной скорости при включенном муфте сцепления. Блок сцепления и торможения пред- 55 ставляет собой многодисковую систему, работающую на масле и приводимую в действие с помощью гидравлического давления Масло циркулирует по охлажденному водой теплообменнику (не показан) с целью рассеивания тепла, регулируемого при работе механизма сцепления и торможения Управление столом скоординировано с остаточными функциями изменения давления с помощью группы переключателей, показанных на фиг.4. На конце вала 14 имеются кулачки 35, 36 и 37, дающие сигналы на включение муфты сцепления и торможения 32 и, следовательно, освобождение сцепления как в положении эксцентрика, соответствующем паузе, так и чрезмерном ходе. Кулачок 35 тормоза является регулируемым, за счет чего он может подавать сигнал на муфту сцепления и торможения и останавливать вращение вала эксцентрика в середине паузы. Кулачок 36 индикации паузы эксцентрика закреплен на валу эксцентрика и является регулируемым, поскольку он показывает, что эксцентрик привода находится в нейтральном положении, т.е. от 0° до 60° поворота вала 14 и эксцентрика 13. Кулачок 37 блокировки также закреплен на валу для индикации состоянии, когда эксцентрик привода вышел за стартовое положение цикла, т.е от 50° до 110°, что случается при таком чрезмерном перемещении эксцентрика. Когда эксцентрик и стол достигли чрезмерного положения, они должны быть возвращены в исходное положение с помощью дополнительного привода 26, который может перемещать его как вперед, так и назад. До того, как начнется поворот стола, он должен находиться в нейтральном положении и пресс-формы должны быть центрированы относительно пунктов обработки. Половина нейтрального промежутка используется для остановки эксцентрика, после чего стол центрируется относительно пункта обработки, а половина - для начала движения эксцентрика перед тем, как начнется движение стола. Время рабочего цикла оборудования, в целом составляет 5 секунд, а время поворота стола 5,977 секунд и разделяется на начало цикла с пресс-формами, центрированными в их положениях, и работу инструмента на пунктах обработки. По истечении 5 сек работа всех инструментов завершается и начинается поворот стола путем подачи питания на соленоидный клапан, который управляет муфтой сцепления, подавая гидравлическое давление на муфту сцепления и заставляя ее работать. Это занимает 0,054 сек При работе муфты сцепления полный динамический крутящий момент подается на червяк, его зубчатое колесо, эксцентрик привода и его вал, приводя эти элементы в ускоренное движение для достижения скорости вращения 65 об/мин в данном примере за время дополнительно 0,077 12315 с ек или угол поворота вала экс центрика в 30°, за счет чего через 0,131 сек после начала цикла с тол начинает д вижение. Движение с тола полнос тью заверш аетс я пос ле поворота вала экс центрика д ополнительно на 5 300° или через 0, 769 с ек , и полное время работы инс тру мента и перемещения с тола сос тавляет 5,900 с ек. В э тот момент включается тормоз, при э том му фта с цепления отпу с каетс я и гид равлич ес кое д авле ние 10 прик лад ываетс я к тормозному ус тройс тву, ос танавливая экс центрик при угле поворота 30° или через 0, 077 сек, после начала дейс твия тормоза, так что общее время цикла составляет 5, 977 сек. При 6, 00 с ек, от начала 15 цикла, на вс ех пу нк тах обработки начинают работать инс трументы и начинаетс я новый цикл Момент с тарта иницииру етс я с игналом (не показан) от переключателя 38, до тех пор, пок а он не буд ет заблокирован пере- 20 ключателем 39. Как только сработает стартовый таймер, переключатель 39 блокируетс я, благод аря чему эксцентрик может быть привед ен в д вижение д ля работы по его циклу В том с лучае, когда вал при вращении пере- 25 ход ит положение ос тановки, ку лачок блокировк и замык ае т перек лю ча тель и с демп ферного клапана с нимается питание в резу льтате с му фты с цепления и торможения снимаетс я гидравлическое д авление и 30 пресс перех од ит в нейтральное положение, отключаетс я питание на двигателе 29 поворота стола и работа инс тру мента либо ос тана в л ив а е тс я, л и бо п ос ту п ае т с игн а л о возврате в безопас ное положение, а на ма- 35 ховик д ейс твует тормозное ус тройс тво, (не пок азано) ос танавливая ус тройс тво. Управление работойустройства во времени может быть выполнено с помощью переключающего поворотного ограничивающего 40 таймера (не показан), который выдает э лектрический сигнал, требу емый для работы различных обраба тывающ их инс тру ментов и поворота стола. Механизм передачи и разд еления заготовок (не показан) выдает заготов- 45 ки на пресс-форму (не пок азан) в пунк те Ne 1 из чаши питателя 40, управляемой таймером (не показан), который соединен с переключающим ограничителем таймером экс центрика с помощью фазового устройс тва управления 50 (не пок азано). Работа пресс а включает подачу заготовки в вид е рас плавленного с текла из чаш и питателя 40 в пресс- форму на пу нк те № 1, прессование заготовки прош едшей предва- 55 рительную обработку, когд а заготовка в ее пресс -форме поворачивается в пунк те № 2, ох лажд ение отпресс ованного экрана пу тем опускания держателя и оболочки пресс -формы из отпрес с ованного экрана пу тем опу 8 скания держателя и оболочки пресс-формы из отпресс ованного и час тично ох лажд енного экрана на пу нк те Ns 5 и передача заготовки на пу нкт № 11, ох лажд ения экрана, который уд ален из оболочки пресс-формы в ходе предшествующего цикла, на пункте Ns 6, охлажд ение экранов на открытом воздухе в пунк тах № 7 и № 8, позиционирование экрана под с тационарный д ержатель на пункте выхода № 10 и размещение оболочки прессформы с пункта № 5, на пункте № 11 для его приготовления к приему расплавленной заготовки, которая затем поворачивается в положение № 1. Следовательно, заготовка, подаваемая на пункте N? 1 из чаши питателя, рас положенной на краю передней час ти 41, за 60 с ек послед овательно поворачиваетс я через 10 из 11 пунктов. Указанные вид ы работ выполняются одновременно на различных пунк тах в течение 3 сек работы инс трумента между кажд ым поворотом Для выполнения э тих работ ис пользуютс я извес тные ус тройс тва, располож е нн ы е на д пу нк та ми о б ра б о тк и и л и рад иально, как показано на фиг. 1 и 2. На пу нк те загру зки заготовок № 1 перед няя часть 41 питателя из емкос ти со с теклом (не показан) выс тупает к питателю (не показан), служащему для под ачи из чаш и питателя 40 д ос таточного количес тва материала при температуре, необх одимой д ля прессования экранов. На пу нкте № 1 имеется отклоняющая плас тина 42 и желоб 43, срабатываю щ ие, к огд а в ы та лк и ва н и е с тек л а прод олжаетс я при неработающ ем пресс е. Стойка 44 пресса с барабаном 45, установлена на подд ерживающем кронш тейне 46 между неподвижной колонной 5 и забортными с тойками 47. На барабане ус тановлен пуанс он (не показан) д ля прессования экранов в матрице на пу нк те Ns 2 Штыри держате ля (н е п ок а з ан ы ) п р и п од н я ты и удерживают с тол 2 вну три пресс- формы на пункте № 2 с тем, чтобы избежать смещения стола и пресс-формы в ходе операции прессования. В ыс тупы ох лаждающего блока с лужат д ля под ачи ох лажд ающего воздуха на верхнюю поверхность стола 2 на пунк тах N? 3, № 4, № 6 и Ns 9, при этом выступы 48 охлаждающего блока на пунк тах № 3 и № 4 распол ож е н ы на под ъ ем н ом м ех а ни зм е, приводимом в дейс твие с помощью таймера и слу жащ им д ля опуск ания выс тупов поворота с тола и подъемом выс тупов д ля того, как буд ет выполнен с леду ющий поворот, благодаря чему не происход ит пересечения с траекторией движения оболочки пресс формы, Охлажд ающие выс ту пы 49 на пунк тах Ns 6 и Ns 9 могу т быть с тационарными. Кажд ый ох лажд ающий выс туп с набжен де 12315 мпфером(не показан), который перекрывает поток воздуха при повороте стола и дает доступ подаче охлаждающего воздуха на каждой стадии охлаждения. Устройство подачи оболочки пресс-фор- 5 мы 50 содержит рычаг 51, совершающий колебательное движение вокруг центральной неподвижной колонны 5 и несущий на краю подъемное устройство 52, служащее для подъема стержня 53, несущего захват 54, 10 предназначенный для захвата и подъема частично охлажденной прессованной заготовки экрана и удерживающей ее держатель пресс-формы. Операций на пункте № 5 включают опускание захвата 54, с целью захвата 15 оболочки, подъема захвата и оболочки, перемещение рычага в положение выше пункта № 1, поддержание оболочки и захвата в приподнятом положении для очистки стола и находящегося на нем инструмента. Захват и 20 оболочка пресс-формы опускаются вниз на пункте № 1 в ходе выполнения этого цикла, оболочка перемещается на пункт № 11 для пбдачи в нее заготовки на пункте № 1. В качестве устройства выгрузки 55 на 25 пункте № 10 может использоваться каретка 56, совершающая возвратное поступательное движение и приводимая в движение в радиальном направлении по отношению к прессу с помощью цилиндра 57 по радиаль- 30 ным рельсам 58, проходящим над конвейером 59 по направлению к неподвижной колонне 5 с тем, чтобы обеспечить перемещение каретки над держателем на пункте № 10. К каретке 56 прикреплен подъемник 35 60, вытягивающий чашки 61. которая нахо 10 дится внизу и в соприкосновении с внутренней поверхностью экрана, который повернут в пункте № 10. Вытягивающая чашка 61 вакуумируется и приподнимает свободный держатель пресс-форм, перемещая его в положение над конвейером, где лежит панель, опуская втягивающую чашку и устраняя вакуум. Для выполнения каждой операции требуется точный поворот стола 2 и расположенных на нем элементов. Особая точность необходима для прессования с тем, чтобы гарантировать одинаковое взаиморасположение пуансона и матрицы, выдвинутых барабаном, держателя оболочки пресс-формы, за счет чего формируется экран с постоянными по толщине стенками. Качество расплавленного стекла должно быть под постоянным контролем в течение максимального интервала времени цикла прессования, тогда как время подачи и поворота заготовок должно быть максимальным. Однако, учитывая, что стекло находится в жидком состоянии и должно быть высокого качества в конечном продукте, подача и поворот заготовок должны выполняться с высокой точностью с Допустимыми механическими напряжениями за минимальное время. Управление поворотным движением стола с помощью привода с цилиндровым эксцентриком обеспечивает существенное улучшение качества стекла и уменьшение времени поворота за счет управления ускорением, скоростью и смещением стола и расплавленного стекла, расположенного на нем. Фиг ( 12315 v\ 12315 9W 8 IS 38 (5 Го =j\\\\\\\\V\ \\ \ \ \\\\ V\\ \\ V\ \ \ \ \ \ \ \ = A\\ / / / / / / щ 12315 Фи\ Фиг. 11 Упорядник Замовлення 4058 Техред М.Моргентал Коректор А. Обручар Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул Гагаріна. 101 J
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for pressing of screens of cathode ray tubes
Автори англійськоюDonald Herald Davy
Назва патенту російськоюУстановка для прессования экранов катодно-лучевых трубок
Автори російськоюДональд Геральд Дэви
МПК / Мітки
МПК: C03B 11/02
Мітки: екранів, установка, трубок, катодно-променевих, пресування
Код посилання
<a href="https://ua.patents.su/10-12315-ustanovka-dlya-presuvannya-ekraniv-katodno-promenevikh-trubok.html" target="_blank" rel="follow" title="База патентів України">Установка для пресування екранів катодно-променевих трубок</a>
Коректуюча лінза для фотоекспонування екранів кольорових електронно-променевих трубок з планарним розташуванням прожекторів
Номер патенту: 9063
Опубліковано: 30.09.1996
Автори: Кірлан Валерій Микитович, Мартинова Віра Петрівна, Альберт Ізраіль Павлович
МПК: H01J 9/20
Мітки: лінза, електронно-променевих, екранів, планарним, розташуванням, кольорових, прожекторів, фотоекспонування, трубок, коректуюча
Формула / Реферат:
Корректирующая линза для фотоэкспонирования экранов цветных электронно-лучевых трубок с планарным расположением прожекторов, выполненная в виде диска, одна из торцовых поверхностей которого выполнена плоской, а другая - гладкой криволинейной, отличающаяся тем, что, с целью повышения технологичности изготовления, криволинейная торцовая поверхность диска выполнена симметричной относительно центральной оси и двух взаимно перпендикулярных...
Спосіб визначення залишкового ресурсу електронно-променевих трубок
Номер патенту: 9909
Опубліковано: 30.09.1996
Автори: Козак Михайло Михайлович, Дума Іван Михайлович, Герасимович Михайло Васильович, Стасюк Зиновій Васильович
МПК: H01J 9/42
Мітки: трубок, ресурсу, визначення, спосіб, електронно-променевих, залишкового
Формула / Реферат:
(57) Способ определения остаточного ресурса электронно-лучевых трубок, включающий двухкратное последовательное определение давления остаточных газов по результатам измерения суммарного тока колектора электронно-лучевой трубки при установившемся электронном токе и тока утечки, отличающийся тем, что предварительно производят форсированный нагрев катода электронно-лучевой трубки до температуры 900-1000°С путем подачи повышенного напряжения на...
Прес напівсухого пресування
Номер патенту: 6989
Опубліковано: 31.03.1995
Автори: Савченко Олександр Григорович, Федоров Георгій Дмитрович, Тимощенков Володимир Георгійович, Бартош Юрій Леонідович, Лисяк Генадій Миколайович, Ковтун Олександр Павлович
МПК: B30B 11/02, B28B 5/00
Мітки: прес, пресування, напівсухого
Формула / Реферат:
1. Пресс полусухого прессования, содержащий размещенные на движущемся возвратно-поступательном столе пресс-формы, питатель, устройство подпрессовки, механизм прессования и калибрующий нож, отличающийся тем, что питатель размещен между механизмом прессования и устройством подпрессовки, а калибрующий нож с рабочей пилообразной кромкой смонтирован на обращенной к механизму прессования стенке питателя.2. Пресс по п. 1, отличающийся тем,...
Спосіб одержання дрібноструктурних катодолюмінесцентних покриттів для електронно-променевих трубок високої розрізняльної здатності

Номер патенту: 11036
Опубліковано: 25.12.1996
Автори: Пігрух Володимир Володимирович, Гаврилів Віра Дмитрівна, Кузь Віра Іванівна, Лущік Галина Ярославівна, Солтис Михайло Миколайович
МПК: H01J 9/22
Мітки: електронно-променевих, катодолюмінесцентних, покриттів, розрізняльної, трубок, здатності, одержання, високої, спосіб, дрібноструктурних
Прес напівсухого пресування
Номер патенту: 6990
Опубліковано: 31.03.1995
Автори: Савченко Олександр Григорович, Тимощенков Володимир Георгійович, Ковтун Олександр Павлович, Лисяк Генадій Миколайович, Бартош Юрій Леонідович, Федоров Георгій Дмитрович
МПК: B30B 11/02
Мітки: напівсухого, пресування, прес
Формула / Реферат:
Пресс полусухого прессования, состоящий из рамы, механизма прессования, плавающей пресс-формы, ползуна с подвижными относительно него пуансонами, опирающимися при прессовании на поршни гидроблока, и нижних штампов, связанных с пуансонами, отличающийся тем, что поршни гидроблока размещены на двух уровнях, а каждый из пуансонов снабжен упругим ограничителем, установленным с возможностью регулировки положения пуансона относительно ползуна,...
Попередній патент: Пристрій для складання затравок
Наступний патент: Фюзеляж літака
Випадковий патент: Спосіб комплексного лікування розповсюдженого раку яєчника