Спосіб витягування заготовок та пристрій для його здійснення
Номер патенту: 12726
Опубліковано: 28.02.1997
Автори: Шапочка Сергій Миколайович, Піроженко Микола Григорович, Дюдкін Дмитро Олександрович, Левін Павло Олександрович

Формула / Реферат
(57) 1. Способ вытягивания заготовок, преимущественно при непрерывном литье, включающий приложение к заготовке усилия вытягивания, отличающийся тем, что измеряют периодическое сопротивление вытягиванию, прикладывают к заготовке прижатием поверхности трения без проскальзывания уравновешивающее усилие, равное
где G - уравновешивающее усилие;
Fmax - предельное значение периодического сопротивления вытягиванию F;
Fmaxоб - предельное отрицательное значение периодического сопротивления вытягиванию Fmaxo6=-(0,2...1,0)Fmax;
k - коэффициент запаса,
причем за положительное принято направление уравновешивающего усилия, противоположное направлению вытягивания, а при отсутствии заготовки в месте прижатия поверхности трения, и в случае, если F>(0,5...10)xFmax, ей сообщают скорость, равную скорости вытягивания.
2. Устройство для вытягивания заготовок, содержащее тянущие валки, сочлененные посредством механической передачи с приводным электродвигателем реверсивный тиристорный преобразователь, датчик, задатчик и регулятор скорости вращения приводного электродвигателя, сумматор и датчик тока приводного электродвигателя, отличающееся тем, что оно снабжено валками и вторым электродвигателем, кинематически сочлененными между собой, вторым реверсивным тиристорным преобразователем, элементом ИЛИ, регуляторами тока и скорости второго электродвигателя, вторым и третьим сумматорами управляемым контактом, датчиком отсутствия заготовки в месте прижатия, задатчиком тока второго электродвигателя и компараторами, причем выход датчика скорости второго электродвигателя соединен с ”минус"-входом второго сумматора, "плюс"-вход которого соединен с "плюс"-входом первого сумматора и выходом задатчика скорости, выход первого сумматора соединен со входом регулятора скорости первого электродвигателя, "минус"-вход первого сумматора соединен с выходом датчика скорости первого электродвигателя, выход регулятора скорости первого электродвигателя соединен со входом первого реверсивного тиристорного преобразователя, выход которого соединен с первым электродвигателем, датчик тока которого соединен с входами компаратора и задатчика тока второго электродвигателя, выход которого соединен с первым зажимом управляемого контакта, управляющий вход которого соединен с выходом элемента ИЛИ, первый вход которого соединен с выходом компаратора, а второй вход соединен с выходом датчика отсутствия заготовки, второй зажим управляемого контакта соединен с выходом регулятора скорости второго электродвигателя вход регулятора скорости второго электродвигателя подсоединен к выходу второго сумматора, третий вход управляемого контакта соединен с "плюс"-входом третьего сумматора, "минус"-вход которого соединен с датчиком тока второго электродвигателя, а выход - со сходом регулятора тока, выход которого соединен со входом второго реверсивного тиристорного преобразователя.
3. Устройство по п.2, отличающееся тем, что задатчик тока второго электродвигателя содержит три компаратора, входы которых объединены и являются входом задатчика, выход первого компаратора соединен с первым входом двухвходового сумматора, выходы второго и третьего компараторов соединены с соответствующими входами двухвходового элемента, выходы второго и третьего компараторов соединены со входом четвертого компаратора, выход которого подсоединен ко второму входу двухвходового сумматора, выход которого является выходом задатчика.
4. Устройство по пп.2,3. отличающееся тем, что датчик отсутствия заготовки содержит сумматор. "плюс"-вход которого соединен с выходом датчика скорости второго электродвигателя, "минус"-вход которого соединен с выходом датчика скорости приводного электродвигателя, выход сумматора подсоединен ко входу компаратора, выход которого, являясь выходом датчика отсутствия заготовки, соединен с реле и, посредством замыкающего контакта и кнопки, с плюсом источника питания.
Текст
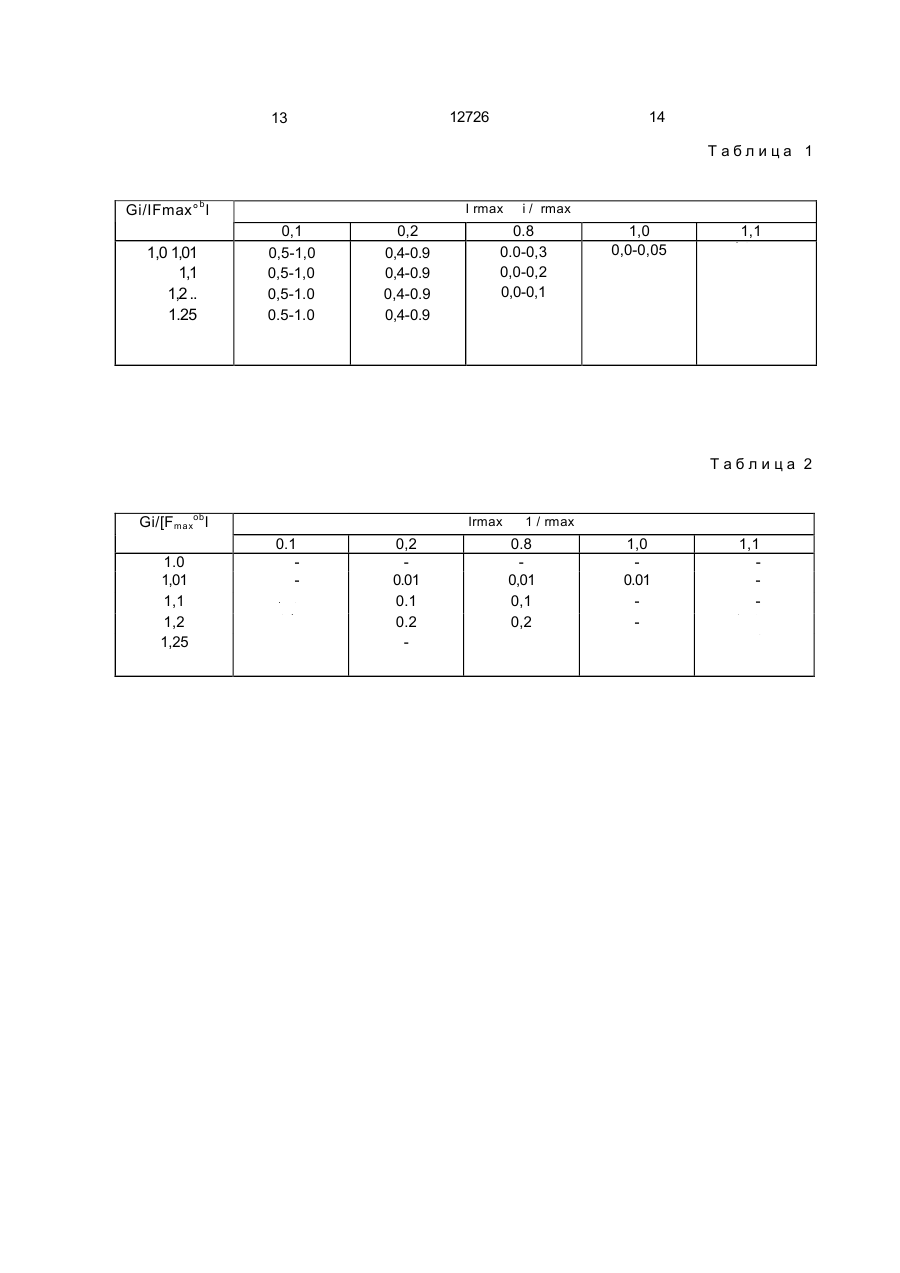
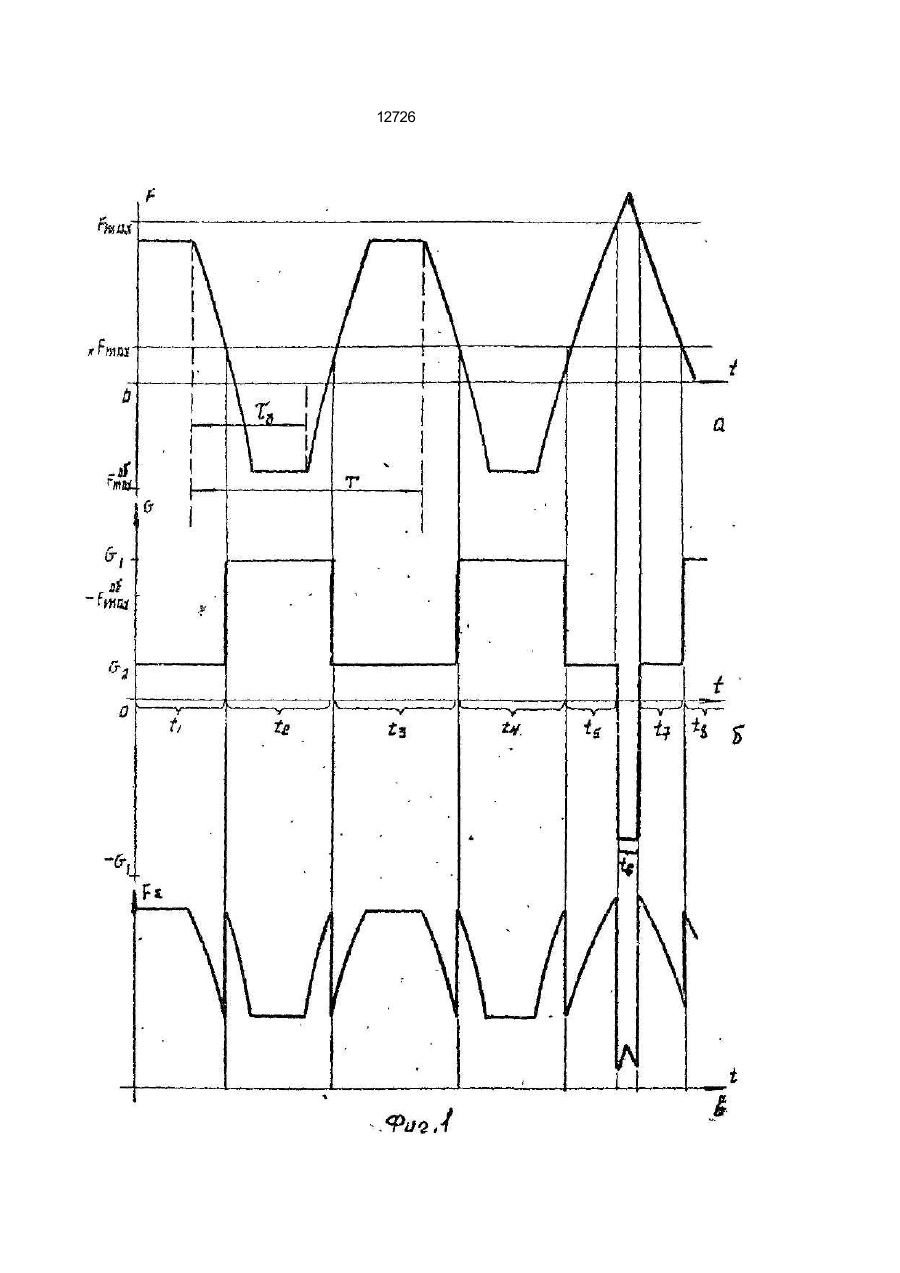
1. Способ вытягивания заготовок, пре имущественно при непрерывном литье, включающі й приложение к заготовке уси лия вытягивания, о т л и ч а ю щ и й с я тем, что измеряют периодическое сопротивле ние вытягиванию, прикладывают к заготов ке прижатием поверхности трения без проскальзывания уравновешивающее уси лие, равное o6 G=(1,01».1,2)lF m ax l при F(0,5...10)xFmaX, ей сообщают скорость, равную скорости вытягивания. 2. Устройство для вытягивания загото вок, содержащее тянущие валки, сочленен ные посредством механической передачи с приводным электродвигателем реверсив ный тиристорный преобразователь, датчик, задатчик и регулятор скорости вращения приводного электродвигателя, сумматор и датчик тока приводного электродвигателя, о т л и ч а ю щ е е с я тем, что оно снабжено валками и вторым электродвигателем, кине матически сочлененными между собой, вто рым р ев е рс и в ным т ир и ст о р иым преобразователем, элементом ИЛИ, регуля торами тока и скорости второго электродви гателя, вторым и третьим сумматорами управляемым контактом, датчиком отсутст вия заготовки в месте прижатия, задатчиком тока второго электродвигателя и компарато рами, причем выход датчика скорости второ го эл е ктр од виг ател я соед ин ен с н минус"-входом второго сумматора, "плюс"вход которого соединен с "плюс"-входом первого сумматора и выходом задатчика скорости, выход первого сумматора соеди нен со входом регулятора скорости первого электродвигателя, "минус"-вход первого сумматора соединен с выходом датчика ско рости первого электродвигателя, выход ре гулятора скорост и п ер во го электродвигателя соединен со входом пер вого реверсивного тиристорного преобразователя. выход которого соединен с первым электродвигателем, датчик тока которого со единен с входами компаратора и задатчика тока второго электродвигателя, выход кото рого соединен с первым зажимом управляе мого контакта, управляющий вход которого соединен с выходом элемента ИЛИ, первый вход которого соединен с выходом компара тора, а второй вход соединен с выходом дат о О 12726 чика отсутствия заготовки, второй зажим управляемого контакта соединен с выходом регулятора скорости второго электродвигателя вход регулятора скорости второго электродвигателя подсоединен к выходу второго сумматора, третий вход управляемого контакта соединен с "плюс"-входом третьего сумматора, "минус"-вход которого соединен с датчиком токэ второго электродвигателя, а выход - со сходом регулятора тока, выход которого соединен со входом второго реверсивного тиристорного преобразователя. 3. Устройство по п.2, о т л и ч а ю щ е е с я тем. что задатчик тока втирого электродвигателя содержит три компаратора, входы которых объединены и являются входом задатчика, оыход первого компаратора соединен с первым вх од ом д вухвх од ового сумматора, выходы второго и третьего ком параторов соединены с соответствующими входами двух в ходо в о го элемента И, выход кото; ого соединен со входом четвертого компаратора выход которого подсоединен ко второму входу двухвходового сумматора, выход которого является выходом задатчика. 4. Устройство по пп.2,3. о т л и ч а ю щ е е с я тем, что датчик отсутствия заготовки содержит сумматор. "плюс"-вход которого соединен с выходом датчика скорости второго электродвигателя, "минус"-вход которого соединен с выходом датчика скорости приводного электродвигателя, выход сумматора подсоединен ко входу компаратора, выход которого, являясь выходом датчика отсутствия заготовки, соединен с реле и, посредством замыкающего контакта и кнопки, с плюсом источника питания. Изобретение относится к металлургии и преимущественно может быть применено о машинах непрерывного литья заготовок (МНЯЗ) как с подвижным, так и с неподвижным кристаллизатором (с периодическим вытягиванием заготовок), а также в других агрегатах, где осуществляется вытягивание заготовки с периодическим изменяющимся сопротивлением (например, литейно-про нарушениям режима движения заготовки, а, следовательно, к уменьшению надежности работы и стабильности процесса литья. Наиболее близок к заявляемому спосо5 бу непрерывного литья на горизонтальной МНЛЗ по заявке [2], Способ включает периодическое вытягивание заготовки с паузой и поджатием, непрерывный контроль температуры стенок кристаллизатора, усилия вы10 тягивания и у пра вл ен и е продолжительностью паузы и поджэтия. При осуществлении способа в каждом цикле в начале и конце поджатия происходит дополнительный выстой заготовки при 15 выборе ее свободного хода (включающего люфты в цепи ее вытягивания). Из-за этого нарушается траектория от движения, возникают динамические нагрузки, и в системе привод-заготовка - кристаллизатор, наруша20 ется стабильность процесса и безаварийность работы. Наиболее близким к предлагаемому по технической сущности является устройство управления вытягиванием слитка [3], содер25 жащее электродвигатель, реверсивный тиристори ый преобразователь, регулятор частоты вращения злекіродвигателя, сочлененный с валам электродвигателя нагрузочный ферропорошковый тормоз, обмотка 30 возбуждения которого соединена с блоком питания. Для повышения производительности установки полунепрерывного литья устро йст во сн абж ен о д атч ик ом то ка электродвигателя и ступенчатым задатчи35 ком тормозного момента, вход которого со КЗТНЫХ). Известен [1] способ управления периодическим вытягиванием, включающий измерение температуры поверхности заготовки и сопротивления вытягипаншо слитка и определение по ним начала и конца периода остановки. Известный способ из-за отсутствия периодического поджатия (обратного хода) заготовки не обеспечивает достаточной стабильности процесса. Из заявки \2] известно управляющее устройство для МНЛЗ, включающее термопары в стенках кристаллизатора и датчики крутящего момента на тянущих валках, связанные с ЭВМ, подключенной к системе упра эл ен ия п ри вод ом п ер иод ичес к ог о вытягивания заготовки. Система позволяет изменить режим вытягивания и предотвратить прорыв жидкого металла в случае возникновения подоисания и "бегущего разрыва" корки. Однако при периодическом изменении знака момента на валках однодвигательная система не позволяет устранить выбор зазоров в их приводе, приводящий к динамическим ударам и 12726 единен с датчиком тока электродвигателя, а выход - со входом блока питания. Недостатком известного устройства является выбор зазоров в кинематической цепи привода, т.к. при установке ферропорошкового тормоза 5 на валу электродвигателя уравновешивающую нагрузку со стороны валков при изменении знака технологической нагрузки создать невозможно. Поэтому в кинематической цепи возникают удары, нарушается за- 10 кон д вижения за гот овк и снижается стабильность процесса и надежность работы оборудования. В основу изобретения поставлена задача усовершенствования способа и устройст- 15 ва вытягивания заготовок, в котором приложением уравновешивающего усилия обеспечивается постоянный выбор зазоров в кинематической цепи привода, устранение свободного хода слитка и отклонений от за- 20 кона вытягивания и за счет этого повышается стабильность процесса и надежность работы оборудования, Поставленная задача достигается тем, что в способе вытягивания заготовок пре- 25 имущественно при непрерывном литье, включающем приложение к заготовке усилия вытягивания, согласно изобретению к заготовке прижатием поверхности трения без проскальзывания прикладыоают урав- 30 ноаешивающее усилие G, в зависимости от сопротивления F равное по величине: Gi = (1,01...1,2) 1Ршх оЬ 1, npnF 1,0 нецелесообразно, т.к. при обратном ходе средняя величина усилия не превышает величину При ПрЯМОМ, ЧТО Определяется ПОСТО" янством веса слитка и сопротивления вытягиванию с постоянной скоростью в зоне вторичного охлаждения и резки слитка. Установление I Fmax01! /Fmax < 0,2 НЄЦЄЛЄСООбрззно, т. к. это оп ред еля ет мощ ность уравновешивающих воздействий более чем вчетверо меньшую мощность вытягивания, при этом не используются полностью возможности дополнительной поверхности трен ия , Р част нос ти при во зни кнов ени и пиковых усилий F^(0,5..,1,0)Pmax. Необходимо сообщение поверхности трения скорости, раоной скорости вытягивания, т.е. приложение дополнительного усилия в направлении вытягивания. Поскольку мощность дополнительных воздействий не превышает мощности вытягивания, их приложение в направлении вытягивания при F/Fm3K 1.0 приложение дополнительного усилия в направл ении вытяг ивания обя зательн о, т. к. основі эго усилия недостаточно, и происходит проскальзывание заготипки 1 в валках 3. Дпя обеспечения плавного захвата заготовці и предотвращения неконтролируемого рззгонз поверхности трения при отсутствии заготовки 1 D месте прижатия, в этом случае єй такжесообщают скорость, равную скорости вы: тяг/івзния. В случаек1 тах5 F 0,2 iFnaxo6 I нецелесообразно, так как используются возг/эжност^ системы управления по поддеру с ан ию м ин им а ль ног о у с ил ия, ( т очн о сть аыше 20%), величина которого становится уже существенной для основного привода вытягивания, что может привести к пробуксовке заготовки 1. Полное уравновешиваю 8 ідеє усилие приклгдывают при F < kFmax, где коэффициент запаса к = (0,05...0,5) определяется скоростью изменения усилия и инерционностью системы управления. При к 0,5 нецелесообразно, т.к. не используются воэможио1 0 с т и с ис т ем ы уп р ав л ен ия п о р еаги ро ван ию на изм ен ени е уси лия, и п р еж девр ем енн о е п р и л о ж ен и е у р а в н о в е ш и в а ю щ ег о у с и л и я мижет привести к пробуксовке заготовки 1. Величина ур авнов ешиваю щег о усилия G = 15 (1,01...1,2) I Fmax l позволяет выбрать зазоры при любом усилии обратного хода в пред ел а х п р иня тог о Fm a x 0 . Пр и G 1,2 І F ( nax° І переуравновешивание более 20% по указанным уже оыше причинам нецелесообразно - может возникнуть пробуксовка заготовки 1. 25 Установка дополнительных валкоь 4, кинематически связанных с электродвигателем 12 позволяет создавать за счет трения уравнов ешивающ ее ус илие. Доп олни тель ный электродвигатель 12 управляемый тири30 сторным пр еобра зовател ем 18, явля ется и с т о ч н и к о м у с и л и я . В хо д н ы м з а д а ю щ и м воздействием для тиристорного преобразователя 18 является выходное напряжение регулятора тока 21, на вход которому посту35 пзет разность между заданием на ток выхода задатчика 26 (т.е. заданием на величину у р авно вешиваю щег о у си л ия ) и фак тич еским током, измеряемым датчиком 16. Двигатель 12 является источником усилия о том 40 случае, если ключ 30 соединяет выход задатчика 26 со входом сумматора 24. Приводной двигатель 1 1 при этом создает тянущее усилие. Управляется двигатель 1 1 с помощью преобразователя 17, входным сигналом для 4 5 к о то рог о я вля е тся в ы хо дно е нап р яж ени е регулятора скорости 19. На вход регулятора скорости 19 подается разность между фактической скоростью, измеряемой датчиком 13, и задаваемой задатчиком 25. 50 П р ед у с м о т р ен о п о д к л ю ч ен и е "п л ю с " входа сумматора 27 с гомощью ключа 30 к выходу регулятора скорости 20, на вход которому подается разность между измеренной датчиком 14 и задаваемой задатчиком 55 25 скоростью двигателя 12. В последнем положении ключа 30 электропривод дополн ит ель н ых ва лк о в 4 п р е дс тав ля е т с обо й стандартную двухконтурную систему подчин ен н о г о уп р а в л е н ия . Уп р а в ля ю щ и й в хо д клю ча 30 связан с выходом элем ента ИЛИ 12726 29, на входы которого поступают выходные сигналы компаратора 27 и датчика 28. Компаратор 27 своим входам соединен с выходом датчика тока 15, а датчик 28 имеет на своем выходе сигнал при наличии заготовки 5 валках 4. Задатчик тока 26 содержит три компаратора 36-38, входы которых объединены с выходом датчика тока 15, выходы компараторов 37 и 38 соединены со входами 10 элемента И 40, выход которого, в свою очередь, связан со входом компаратора 39. Выходы компараторов 36 и 39 поступают на входы сумматора 41, выход которого, являясь выходом задатчика тока 26, соединен с 15 ключом 30. Датчик отсутствия заготовки в месте прижатия 28 содержит сумматор 31 "плюс" вход которого соединен с выходом датчика скорости 14, "минус" - вход соединен с вы- 20 ходом датчика скорости 13, а выход подключен ко вх оду компаратора 34, вых од которого, являясь выходом датчика отсутствия заготовки, соединен с реле 32 и, посредством замыкающего контакта 33 и кнопки 25 35, с плюсом источника питания. Датчик 28 фиксирует факт отсутствия заготовки в месте прижатия по появлению рассогласования скоростей двигателей 11 и 12. При этом срабатывает компаратор 34, выявленный факт 30 отсутствия заготовки запоминается реле 32. Сброс запомненной информации осуществляет машинист нажатием кнопки 35. Введение датчика 23 позволяет защитить МНЛЗ от неуправляемого разгона валков 4 при отсут- 35 ствии заготовки, повышая надежность работы оборудования. Заявленный способ осуществляется следующим образом. Качания кристаллизатора 2 начинают одновременно с пытягива- 40 пнем заготовки 1 тянущими валками 3 (см.фиг.2), приводимыми электродвигателем 11 посредством механической передачи 5,7, 9. При этом периодически изменяющееся по направлению сопротивление Fконтролиру- 45 ют, дополнительно прикладывая без проскальзывания посредством дополнительных валков 4 с приводом 8, 10,12 уравновешивающее усилие G, направленное противоположно направлению вытягивания. В ходе 50 качаний кристаллизатора сопротивление F изменяется в пределах от максимального положительного значения (противоположного направлению вытягивания) Fmax до отрицательного, которое с учетом постоянства 55 сопротивления в зоне вторичного охлаждения, а также веса заготовки (в МНЛЗ с вертикальным кристаллизатором) составляет Fmax°6 - - {0,2...1,0)Fmax (В МНЛЗ ГОриЗОНтального типа с обратным ходом заготовки 10 Fmax° = - Fmax). В КЭЖДОМ ЦИКЛЄ при F F + G > 0(см,фиг 1). При возникновении пикового сопротивления F ~> (0,5...1,0)Fmax дополнительный электродвигатель переводят в двигательный режим со скоростью, соответствующий скорости пытягиоания определяемой электродвигателем 11, пр и этом (в соответствии с естественной механической характеристикой привода G = -Gi «-{1,01... 1,2) I Fmaxo(t І, за счет чего уменьшается F£. В конце разлиоки, когда заготовка выходи г из дополнительных валков 4 и в других случаях, когда отсутствует контакт дополнительных валков 4 с загото вк ой 1 с ц ел ью пред от вр ащ ен ия неконтролируемого их разгона, двигатель 12 также переводят в двигательный режим (холостого хода со скоростью вытягивания). Таким образом, при постоянстве знака усилия F2 в тянущих валках предотвращается выбор зазоров в их приводе в ходе качаний кристаллизатора и, следовательно, динамические удары, остановки заготовки,-обеспечивае тся стаб ил ьн ость пр оцес са и надежность работы оборудования. В ходз разливки приводной двигатель 11 с помощью тянущих валков 3 приклодывает к заготовке 1 тянущее усилие Скорость вытягивания задается задзтчиком 25. В начальный момент поступления заготовки 1 в тянущие валки 3 ключ 30 соединяет "плюс"вход сумматора 24 с выходом задатчика тока 26. Двигатель 12, кинематически связанный с дополнительными валками 4 является источником уравновешивающего усилия G, зад ан и е на з а к он и зм е н е н ия к о то р о го является выходным напряжением задатчика тока 26. Вал двигателя 12 вращается при этом со скоростью вытягивания, увеличенной в передаточное число раз механической передачи (элементы 6. 8, 10). * Задание на уравновешивающее усилие G задатчиком 26 формируется при этом D соответствии с предлагаемым способом в зарисимости от сопротивления вытягивания F. В качестве информации об F используется ток двигателя 11, измеряемый датчиком тока 15. Так если F < kFmax, срабатывает компаратор 36, на его выходе появляется напряжение, пропорциональное Gi* (1,01... 1,2) I г,пах00 I. ко 11 12726 торое с выхода сумматора 41 поступает через ключ 30 на вход регулятора тока 21, двигатель 12 формирует уравновешивающее усилие Gi-(1,01...1,2)lFmax o6l. 5 npnkFmax
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device of extracting the billets at continuous casting
Автори англійськоюLevin Pavlo Oleksandrovych, Shapochka Serhii Mykolaiovych, Diudkin Dmytro Oleksandrovych, Pyrozhenko Mykola Hryhorovych
Назва патенту російськоюСпособ вытягивания заготовок и устройство для его осуществления
Автори російськоюЛевин Павел Александрович, Шапочка Сергей Николаевич, Дюдкин Дмитрий Александрович, Пироженко Николай Григорьевич
МПК / Мітки
МПК: B22D 11/16
Мітки: витягування, спосіб, заготовок, пристрій, здійснення
Код посилання
<a href="https://ua.patents.su/10-12726-sposib-vityaguvannya-zagotovok-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб витягування заготовок та пристрій для його здійснення</a>
Спосіб функціонального аналого-цифрового перетворення та пристрій для його здійснення
Номер патенту: 6404
Опубліковано: 29.12.1994
Автори: Михайлов Ігор Володимирович, Кучугура Володимир Миколайович, Почтарьов Євген Васильович, Посошко Віктор Миколайович, Кіберєв Юрій Олександрович
МПК: H03M 1/60
Мітки: функціонального, пристрій, аналого-цифрового, спосіб, здійснення, перетворення
Текст:
...сумматора, второй вход которого через переменный резистор соединен с вы15 ходом источника опорного напряжения и вторым входом второго сумматора, первый вход которого соединен с выходом первого сумматора Выход второго сумматора соеди20 нен с выходом устройства изменения опорного напряжения. 25 30 35 40 45 *)< где Uon' - сформированное опорное напряжение; 50 Uon - напряжение источника опорного напряжения; UexmdX - максимальное...
Пристрій для захисту від перевищення допустимої частоти обертання електродвигуна постійного струму
Номер патенту: 2794
Опубліковано: 26.12.1994
Автори: Бардамід Василь Іванович, Монаєв Віктор Іванович
МПК: H02H 7/093
Мітки: пристрій, перевищення, постійного, захисту, струму, частоти, допустимої, обертання, електродвигуна
Формула / Реферат:
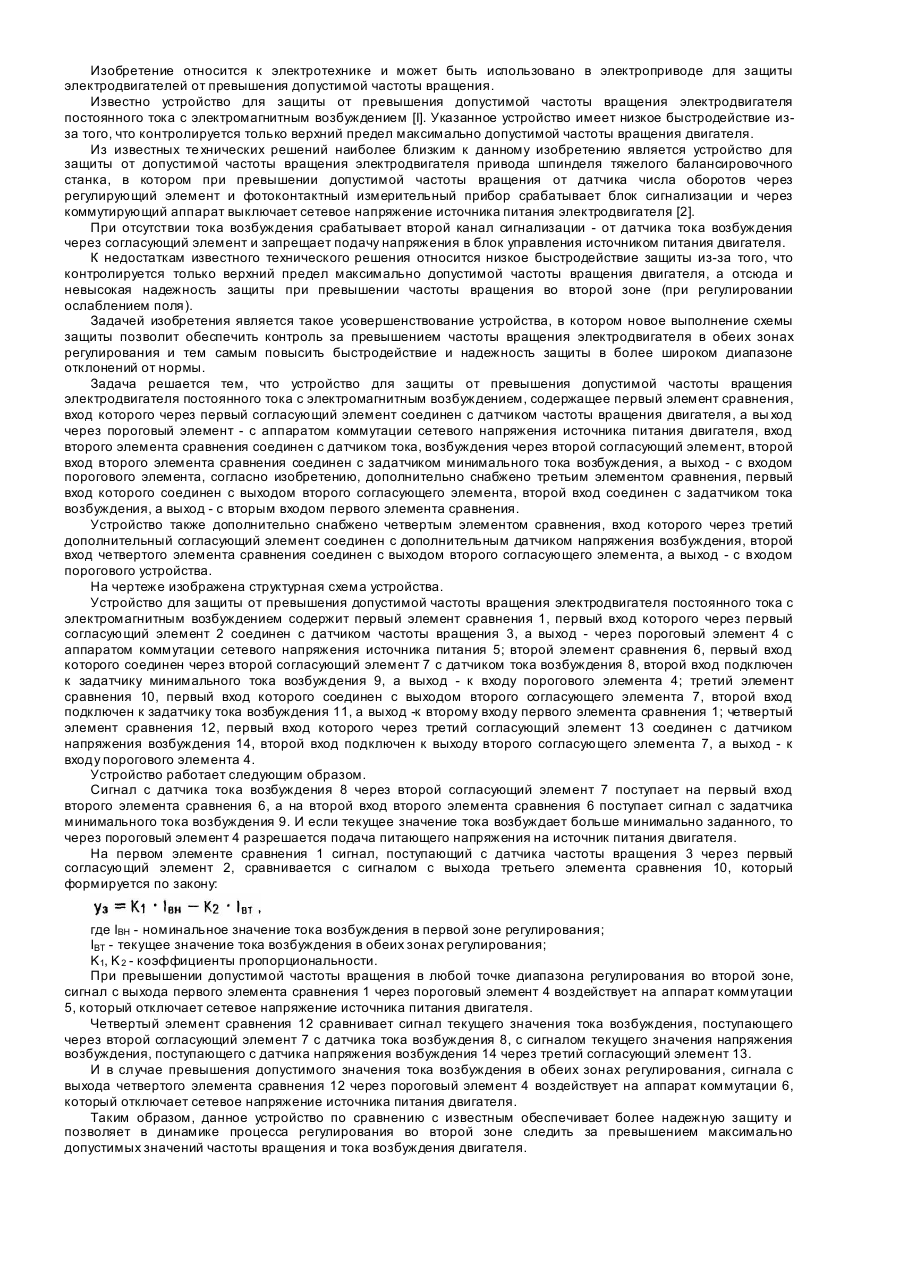
1. Устройство для защиты от превышения допустимой частоты вращения электро-двигателя постоянного тока с электромагнитным возбуждением, содержащее первый элемент сравнения, вход которого через первый согласующий элемент соединен с датчиком частоты вращения двигателя, а выход через пороговый элемент - с аппаратом коммутации сетевого напряжения источника питания двигателя, вход второго элемента сравнения соединен с датчиком тока возбуждения...
Спосіб визначення дисбалансу роторів та пристрій для його здійснення
Номер патенту: 2745
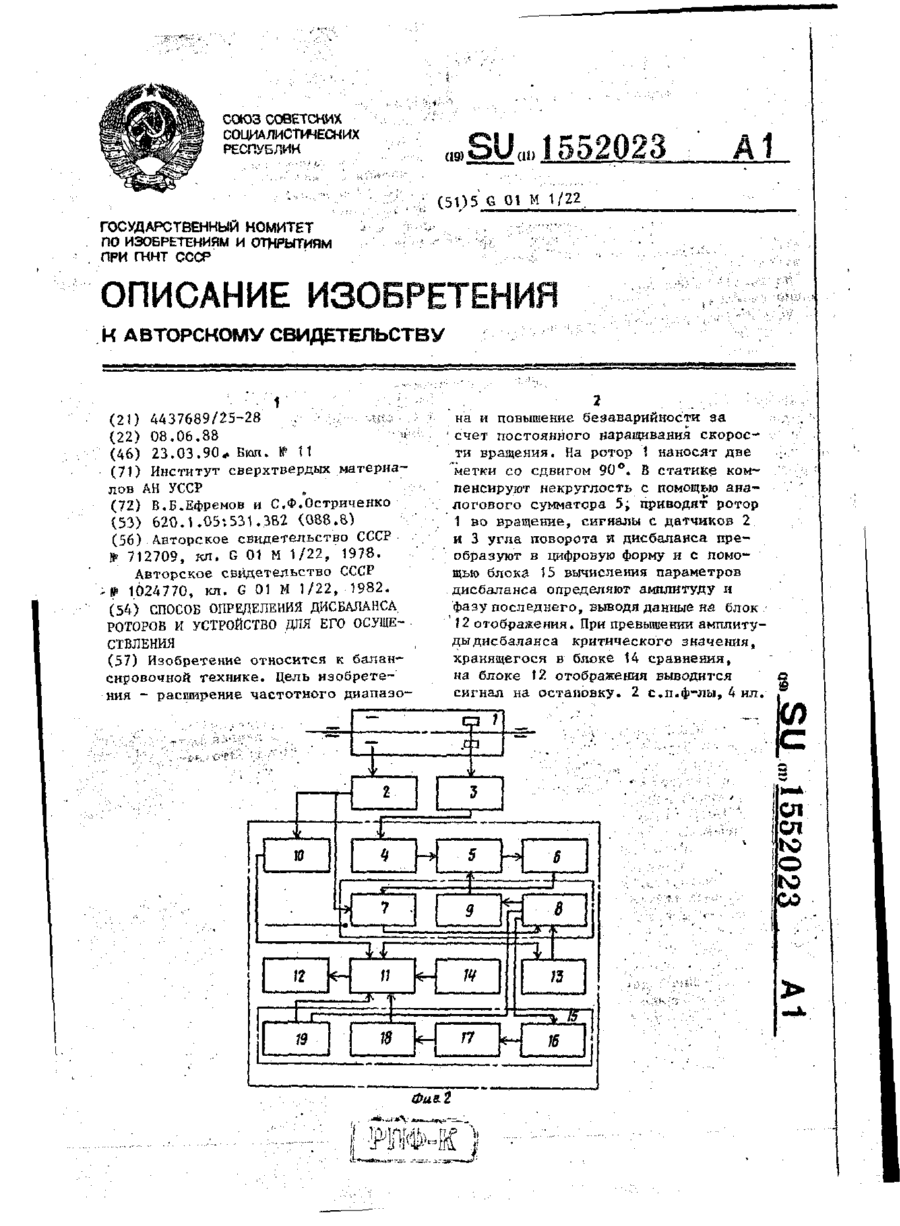
Опубліковано: 26.12.1994
Автори: Остріченко Сергій Федорович, Єфремов Володимир Борисович
МПК: G01M 1/22
Мітки: спосіб, здійснення, роторів, дисбалансу, пристрій, визначення
Формула / Реферат:
1. Способ определения дисбаланса роторов, заключающийся в том, что приводят ротор во вращение, фиксируют его радиальные перемещения в течение одного полуоборота дважды со сдвигом 90° и определяют амплитуду и фазу дисбаланса, отличающийся тем, что, с целью расширения частотного диапазона и повышения безаварийности, предварительно на ротор наносят две метки со сдвигом 90°, компенсируют некруглость ротора и при вращении на любой частоте...
Пристрій для формування залишків по модулю
Номер патенту: 612
Опубліковано: 15.12.1993
Автор: Черкаський Микола Вячеславович
МПК: H03M 7/14
Мітки: модулю, формування, залишків, пристрій
Формула / Реферат:
Формула изобретения1. Устройство для формирования остатков по модулю, содержащее (1-1) групп одноразрядных сумматоров (1= n/q, где n - разрядность числа, q - число сумматоров в группах) и блок свертки, причем прямые входы первого слагаемого одноразрядных сумматоров і-й группы (I = 1 - 1 - 1) соединены с входами соответствующих разрядов (і+1)-й группы информационного входа устройства, выход переноса к-го одноразрядного сумматора і-й...
Пристрій для заряду накопичувального конденсатора
Номер патенту: 5285
Опубліковано: 28.12.1994
Автори: Мясніков Олександр Геннадійович, Білокриницький Микола Степанович, Гранкін Андрій Вікторович, Світельський Олексій Леонідович, Волков Ігор Володимирович, Пономарев Ігор Григорович
Мітки: пристрій, заряду, конденсатора, накопичувального
Формула / Реферат:
(57) 1. Устройство для заряда накопительного конденсатора, содержащее индуктивный накопитель, первая входная клемма которого соединена с первой шиной питания, вторая клемма через ключ и датчик тока соединена со второй шиной питания, а выход индуктивного накопителя соединен с выпрямителем, первый выходной вывод которого соединен с потенциальной клеммой для подключения накопительного конденсатора, компаратор, первый вход которого подключен к...
Попередній патент: Пристрій для намотування магнітних стрічок
Наступний патент: Гідроакумулююча електростанція
Випадковий патент: Установка для обробки поверхонь виробів