Стенд для автоматичного зварювання
Номер патенту: 15141
Опубліковано: 15.06.2006
Автори: Кошанська Євгенія Михайлівна, Литвин Ігор Остапович, Марченко Олексій Олексійович, Коросташевський Павло Володимирович, Барчан Євген Миколайович
Формула / Реферат
1. Стенд для автоматичного зварювання, що містить раму і встановлену з можливістю переміщення флюсову подушку, обладнану жолобом і механізмом підтискання, який відрізняється тим, що рама містить ложемент із закріпленими на ньому фіксаторами, причому ложемент розміщено між обладнаними бічними обмежувачами плитами, флюсова подушка установлена з можливістю лінійного переміщення, а жолоб - з можливістю вертикального переміщення за допомогою пневматичного рукава, причому жолоб із флюсом обладнаний роликами, що контактують із пневматичним рукавом, і розміщений на корпусі, який встановлений на дворебордних котках і оснащений опорними плитками, розташованими симетрично одна одній, а плити виконані з пазами для розміщення реборд котків флюсової подушки, причому пази мають скоси, що виконані з боку переміщення флюсової подушки, а відстань між скосами l дорівнює базі котків l1.
2. Стенд для автоматичного зварювання за п. 1, який відрізняється тим, що механізм підтискання жолоба обладнано пневматичним рукавом.
3. Стенд для автоматичного зварювання за п. 1, який відрізняється тим, що під рамою стенда установлені висувні короби.
Текст
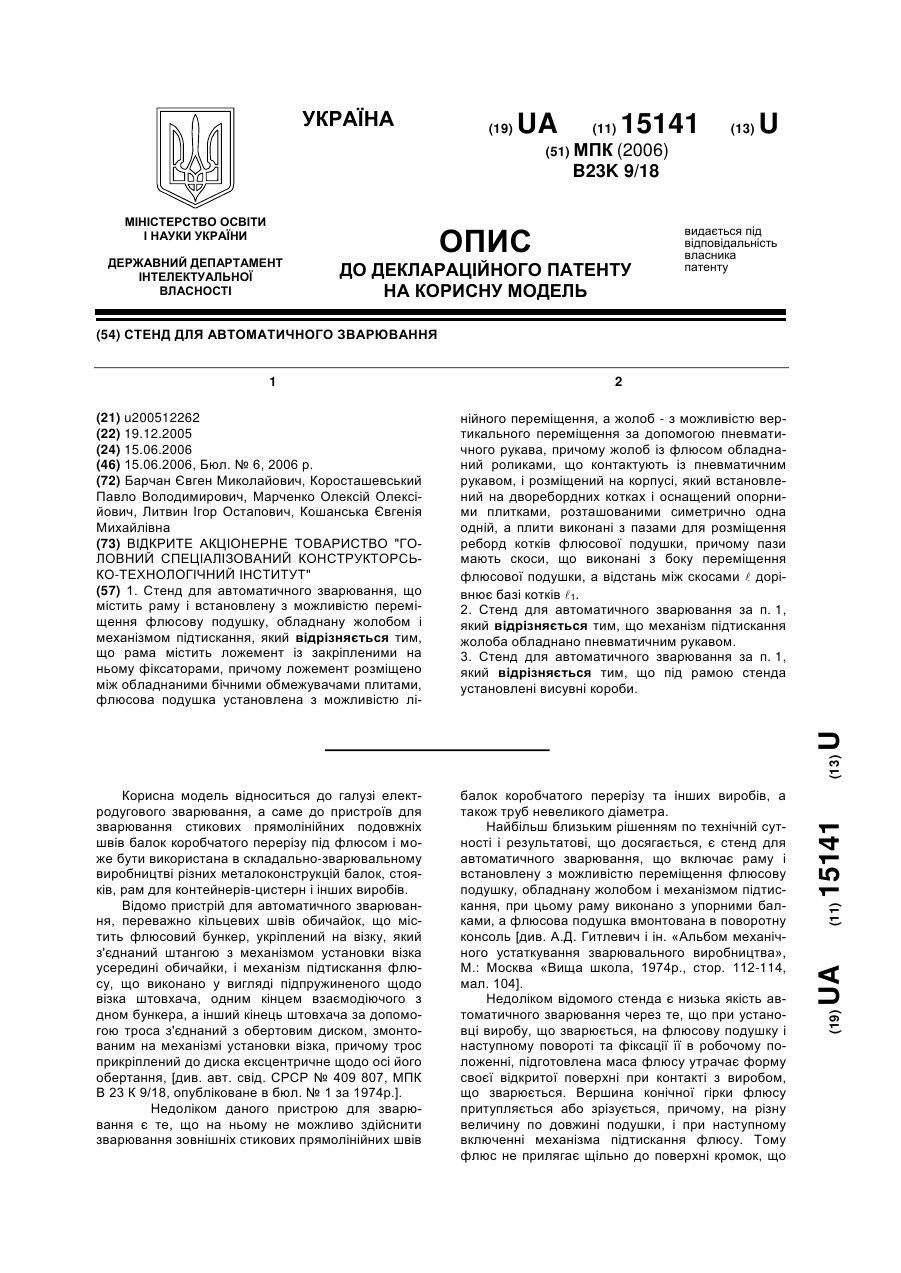
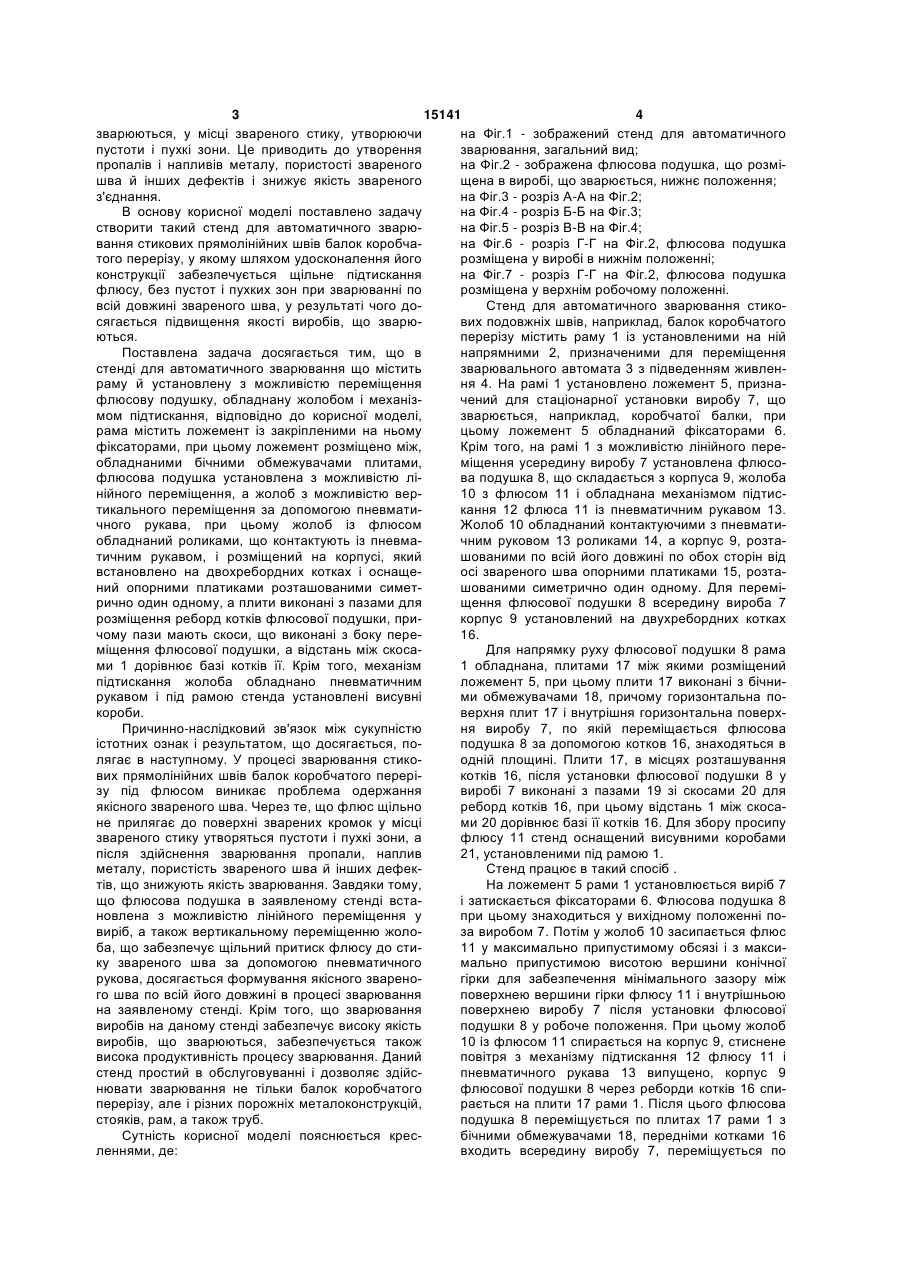
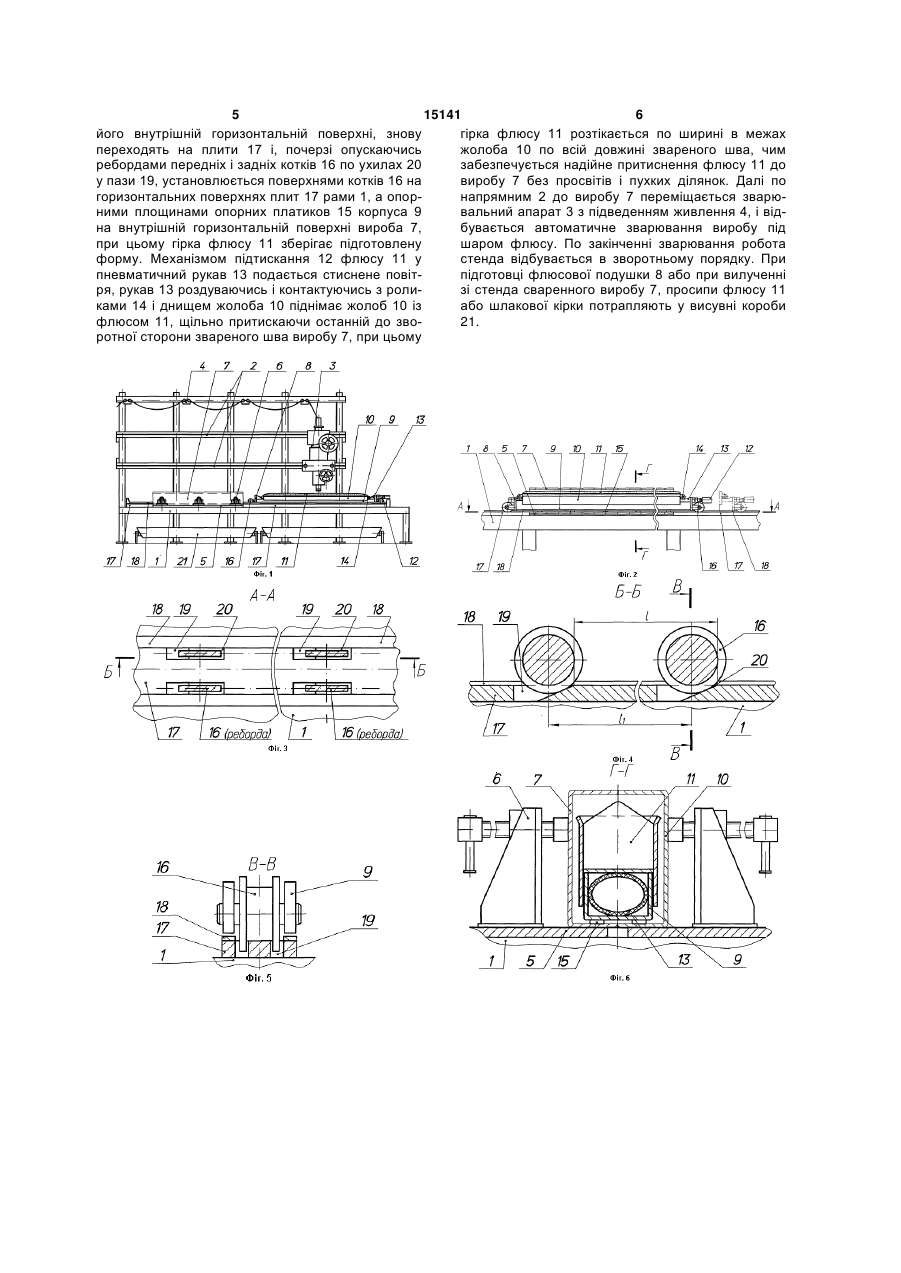
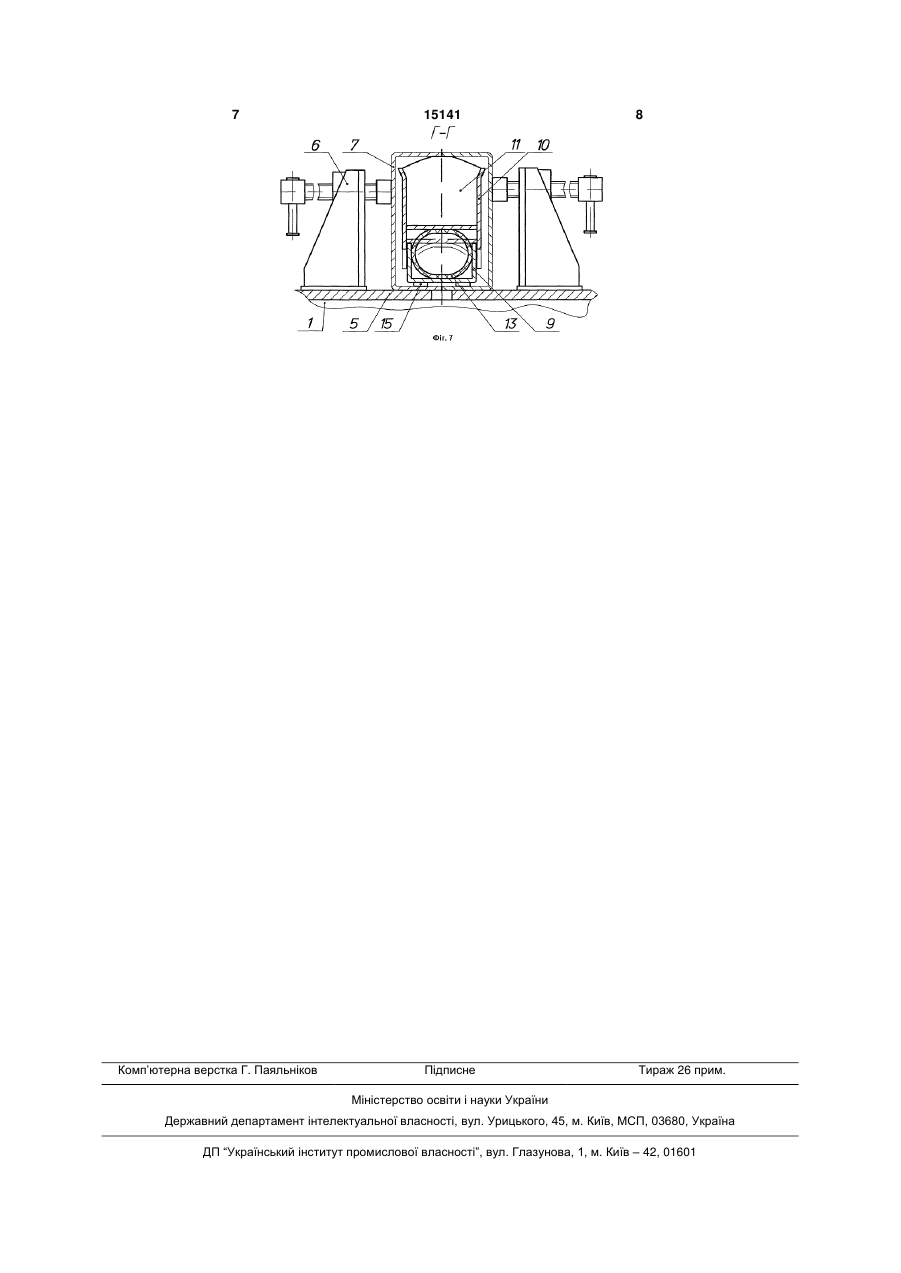
1. Стенд для автоматичного зварювання, що містить раму і встановлену з можливістю переміщення флюсову подушку, обладнану жолобом і механізмом підтискання, який відрізняється тим, що рама містить ложемент із закріпленими на ньому фіксаторами, причому ложемент розміщено між обладнаними бічними обмежувачами плитами, флюсова подушка установлена з можливістю лі 3 15141 4 зварюються, у місці звареного стику, утворюючи на Фіг.1 - зображений стенд для автоматичного пустоти і пухкі зони. Це приводить до утворення зварювання, загальний вид; пропалів і напливів металу, пористості звареного на Фіг.2 - зображена флюсова подушка, що розмішва й інших дефектів і знижує якість звареного щена в виробі, що зварюється, нижнє положення; з'єднання. на Фіг.3 - розріз А-А на Фіг.2; В основу корисної моделі поставлено задачу на Фіг.4 - розріз Б-Б на Фіг.3; створити такий стенд для автоматичного зварюна Фіг.5 - розріз В-В на Фіг.4; вання стикових прямолінійних швів балок коробчана Фіг.6 - розріз Г-Г на Фіг.2, флюсова подушка того перерізу, у якому шляхом удосконалення його розміщена у виробі в нижнім положенні; конструкції забезпечується щільне підтискання на Фіг.7 - розріз Г-Г на Фіг.2, флюсова подушка флюсу, без пустот і пухких зон при зварюванні по розміщена у верхнім робочому положенні. всій довжині звареного шва, у результаті чого доСтенд для автоматичного зварювання стикосягається підвищення якості виробів, що зварювих подовжніх швів, наприклад, балок коробчатого ються. перерізу містить раму 1 із установленими на ній Поставлена задача досягається тим, що в напрямними 2, призначеними для переміщення стенді для автоматичного зварювання що містить зварювального автомата 3 з підведенням живленраму й установлену з можливістю переміщення ня 4. На рамі 1 установлено ложемент 5, признафлюсову подушку, обладнану жолобом і механізчений для стаціонарної установки виробу 7, що мом підтискання, відповідно до корисної моделі, зварюється, наприклад, коробчатої балки, при рама містить ложемент із закріпленими на ньому цьому ложемент 5 обладнаний фіксаторами 6. фіксаторами, при цьому ложемент розміщено між, Крім того, на рамі 1 з можливістю лінійного переобладнаними бічними обмежувачами плитами, міщення усередину виробу 7 установлена флюсофлюсова подушка установлена з можливістю ліва подушка 8, що складається з корпуса 9, жолоба нійного переміщення, а жолоб з можливістю вер10 з флюсом 11 і обладнана механізмом підтистикального переміщення за допомогою пневматикання 12 флюса 11 із пневматичним рукавом 13. чного рукава, при цьому жолоб із флюсом Жолоб 10 обладнаний контактуючими з пневматиобладнаний роликами, що контактують із пневмачним руковом 13 роликами 14, а корпус 9, розтатичним рукавом, і розміщений на корпусі, який шованими по всій його довжині по обох сторін від встановлено на двохребордних котках і оснащеосі звареного шва опорними платиками 15, розтаний опорними платиками розташованими симетшованими симетрично один одному. Для перемірично один одному, а плити виконані з пазами для щення флюсової подушки 8 всередину вироба 7 розміщення реборд котків флюсової подушки, прикорпус 9 установлений на двухребордних котках чому пази мають скоси, що виконані з боку пере16. міщення флюсової подушки, а відстань між скосаДля напрямку руху флюсової подушки 8 рама ми 1 дорівнює базі котків її. Крім того, механізм 1 обладнана, плитами 17 між якими розміщений підтискання жолоба обладнано пневматичним ложемент 5, при цьому плити 17 виконані з бічнирукавом і під рамою стенда установлені висувні ми обмежувачами 18, причому горизонтальна покороби. верхня плит 17 і внутрішня горизонтальна поверхПричинно-наслідковий зв'язок між сукупністю ня виробу 7, по якій переміщається флюсова істотних ознак і результатом, що досягається, поподушка 8 за допомогою котков 16, знаходяться в лягає в наступному. У процесі зварювання стикоодній площині. Плити 17, в місцях розташування вих прямолінійних швів балок коробчатого перерікотків 16, після установки флюсової подушки 8 у зу під флюсом виникає проблема одержання виробі 7 виконані з пазами 19 зі скосами 20 для якісного звареного шва. Через те, що флюс щільно реборд котків 16, при цьому відстань 1 між скосане прилягає до поверхні зварених кромок у місці ми 20 дорівнює базі її котків 16. Для збору просипу звареного стику утворяться пустоти і пухкі зони, а флюсу 11 стенд оснащений висувними коробами після здійснення зварювання пропали, наплив 21, установленими під рамою 1. металу, пористість звареного шва й інших дефекСтенд працює в такий спосіб . тів, що знижують якість зварювання. Завдяки тому, На ложемент 5 рами 1 установлюється виріб 7 що флюсова подушка в заявленому стенді встаі затискається фіксаторами 6. Флюсова подушка 8 новлена з можливістю лінійного переміщення у при цьому знаходиться у вихідному положенні повиріб, а також вертикальному переміщенню жолоза виробом 7. Потім у жолоб 10 засипається флюс ба, що забезпечує щільний притиск флюсу до сти11 у максимально припустимому обсязі і з максику звареного шва за допомогою пневматичного мально припустимою висотою вершини конічної рукова, досягається формування якісного звареногірки для забезпечення мінімального зазору між го шва по всій його довжині в процесі зварювання поверхнею вершини гірки флюсу 11 і внутрішньою на заявленому стенді. Крім того, що зварювання поверхнею виробу 7 після установки флюсової виробів на даному стенді забезпечує високу якість подушки 8 у робоче положення. При цьому жолоб виробів, що зварюються, забезпечується також 10 із флюсом 11 спирається на корпус 9, стиснене висока продуктивність процесу зварювання. Даний повітря з механізму підтискання 12 флюсу 11 і стенд простий в обслуговуванні і дозволяє здійспневматичного рукава 13 випущено, корпус 9 нювати зварювання не тільки балок коробчатого флюсової подушки 8 через реборди котків 16 спиперерізу, але і різних порожніх металоконструкцій, рається на плити 17 рами 1. Після цього флюсова стояків, рам, а також труб. подушка 8 переміщується по плитах 17 рами 1 з Сутність корисної моделі пояснюється кресбічними обмежувачами 18, передніми котками 16 леннями, де: входить всередину виробу 7, переміщується по 5 15141 6 його внутрішній горизонтальній поверхні, знову гірка флюсу 11 розтікається по ширині в межах переходять на плити 17 і, почерзі опускаючись жолоба 10 по всій довжині звареного шва, чим ребордами передніх і задніх котків 16 по ухилах 20 забезпечується надійне притиснення флюсу 11 до у пази 19, установлюється поверхнями котків 16 на виробу 7 без просвітів і пухких ділянок. Далі по горизонтальних поверхнях плит 17 рами 1, а опорнапрямним 2 до виробу 7 переміщається зварюними площинами опорних платиков 15 корпуса 9 вальний апарат 3 з підведенням живлення 4, і відна внутрішній горизонтальній поверхні вироба 7, бувається автоматичне зварювання виробу під при цьому гірка флюсу 11 зберігає підготовлену шаром флюсу. По закінченні зварювання робота форму. Механізмом підтискання 12 флюсу 11 у стенда відбувається в зворотньому порядку. При пневматичний рукав 13 подається стиснене повітпідготовці флюсової подушки 8 або при вилученні ря, рукав 13 роздуваючись і контактуючись з ролизі стенда сваренного виробу 7, просипи флюсу 11 ками 14 і днищем жолоба 10 піднімає жолоб 10 із або шлакової кірки потрапляють у висувні короби флюсом 11, щільно притискаючи останній до зво21. ротної сторони звареного шва виробу 7, при цьому 7 Комп’ютерна верстка Г. Паяльніков 15141 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюStand for automatic welding
Автори англійськоюBrachan Yevhen Mykolaiovych, Korostashevskyi Pavlo Volodymyrovych, Marchenko Oleksii Oleksiiovych
Назва патенту російськоюСтенд для автоматической сварки
Автори російськоюБарчан Евгений Николаевич, Коросташевский Павел Владимирович, Марченко Алексей Алексеевич
МПК / Мітки
МПК: B23K 9/18
Мітки: стенд, автоматичного, зварювання
Код посилання
<a href="https://ua.patents.su/4-15141-stend-dlya-avtomatichnogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Стенд для автоматичного зварювання</a>
Стенд для автоматичного зварювання подовжніх кутових швів, переважно корпусів прогінних балок електромостового крана
Номер патенту: 999
Опубліковано: 16.07.2001
Автор: Рак Василь Іванович
МПК: B23K 37/00
Мітки: стенд, прогінних, подовжніх, балок, зварювання, корпусів, крана, переважно, електромостового, автоматичного, кутових, швів
Формула / Реферат:
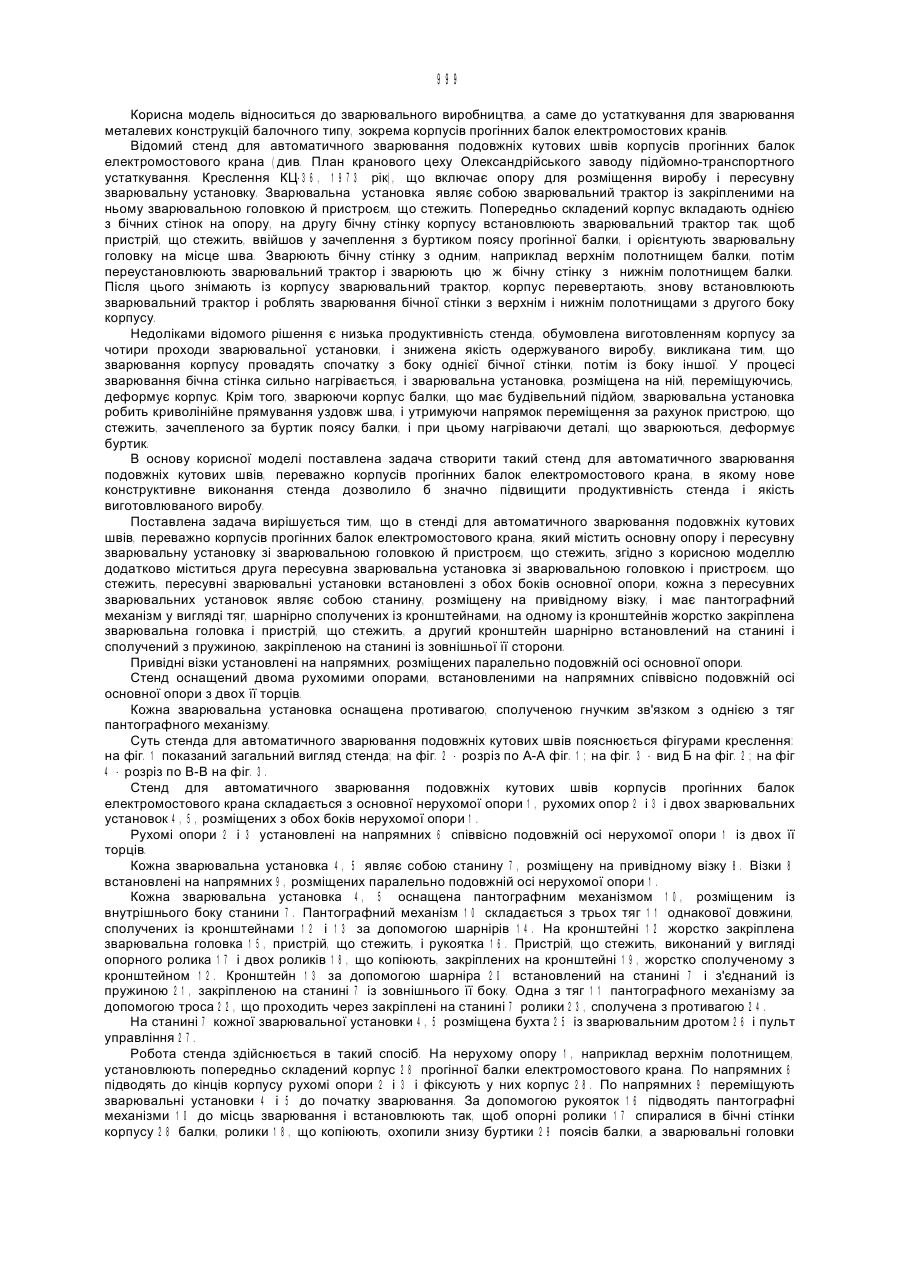
1. Стенд для автоматичного зварювання подовжніх кутових швів, переважно корпусів прогінних балок електромостового крана, який містить основну опору і пересувну зварювальну установку зі зварювальною головкою й пристроєм, що стежить, який відрізняється тим, що він додатково оснащений другою пересувною зварювальною установкою зі зварювальною головкою і пристроєм, що стежить, пересувні зварювальні установки встановлені з обох боків основної...
Флюсова підкладка для одностороннього зварювання
Номер патенту: 29330
Опубліковано: 16.10.2000
Автор: Калюжний Валерій Вілінович
МПК: B23K 37/06
Мітки: зварювання, одностороннього, підкладка, флюсова
Формула / Реферат:
Флюсова підкладка для одностороннього зварювання, яка містить жолоб для флюсу, розміщеного в еластичному ложементі, яка відрізняється тим, що включає механізм ущільнення флюсу, виконаний у вигляді двуплечих важелів, встановлених на осях на бокових стінках жолобу, при цьому внутрішні плечі важелів розташовані усередині жолобу під ложементом, а зовнішні плечі важелів - із зовнішнього боку жолобу вище торців його бокових стінок та на кінцівках...
Зварювальний дріт для автоматичного зварювання під флюсом низьколегованих сталей
Номер патенту: 4230
Опубліковано: 17.01.2005
Автори: Штихно Алла Петрівна, Бичкова Наталія Володимирівна, Алімов Валерій Іванович
МПК: B23K 35/00
Мітки: зварювальний, зварювання, сталей, флюсом, дріт, автоматичного, низьколегованих
Формула / Реферат:
Зварювальний дріт для автоматичного зварювання під флюсом низьколегованих сталей, переважно підвищеного рівня міцності і холодостійкості, що містить залізо, вуглець, марганець, кремній, нікель, молібден, сірку і фосфор, який відрізняється тим, що він додатково містить суміш ніобію і ванадію, бору і азоту при наступному співвідношенні компонентів, мас. %: вуглець 0,03-0,11 марганець ...
Спосіб автоматичного електродугового зварювання обсадних труб
Номер патенту: 4992
Опубліковано: 15.02.2005
Автор: Палаш Роман Володимирович
МПК: B23K 9/00
Мітки: електродугового, труб, спосіб, автоматичного, обсадних, зварювання
Формула / Реферат:
Спосіб автоматичного електродугового зварювання обсадних труб, що включає їх центрування і багатошарове зварювання з використанням електродного дроту на основі заліза з формуванням шва, який відрізняється тим, що як електродний дріт використовують високомарганцевий порошковий, шов формують аустенітної структури із вмістом, % ваг.: вуглець 0,6-0,8; марганець 10-12 і відносною товщиною 0,45-0,8.
Пристрій для однобічного автоматичного зварювання з зворотним формуванням кореня шву
Номер патенту: 53445
Опубліковано: 15.01.2003
Автори: Калюжний Валерій Вілінович, Оселедько Дмитро Анатолійович
МПК: B23K 37/06
Мітки: кореня, однобічного, автоматичного, формуванням, пристрій, зворотним, шву, зварювання
Формула / Реферат:
Пристрій для однобічного автоматичного зварювання з зворотним формуванням шва, який виконаний у вигляді мідного повзуна прямокутного перерізу з формуючою поздовжньою канавкою на верхній поверхні, на дно якої покладена склострічка і один кінець склострічки намотаний на котушку, який відрізняється тим, що додатково забезпечений затискачем другого кінця склострічки, причому неробочі кінці затискача відігнуті для закріплення його на торці виробу,...
Попередній патент: Спосіб моніторингу активності пухлинного процесу в хворих на рак яєчників та молочної залози
Наступний патент: Вагоноперекидач
Випадковий патент: Спосіб одержання секційного меду