Спосіб реставрації футеровки головного жолоба доменної печі
Номер патенту: 17388
Опубліковано: 15.04.1997
Автори: Тарнавський Марк Семенович, Зражевський Олександр Данилович, Оніщенко Василь Пилипович, Ніколаєв Сергій Анатолієвич, Прусаков Віктор Михайлович, Капелянов Володимир Якович

Формула / Реферат
Способ реставрации футеровки главного желоба доменной печи, включающий очистку поверхности от расплава, укладку дополнительной порции новой футеровочной массы, ее вибротрамбовку и сушку, отличающийся тем, что при очистке поверхности футеровки производится удаление старой массы не менее, чем на глубину 0,25 величины рабочего слоя донного участка ее, а после укладки дополнительной массы и ее вибротрамбовки во всех ее реставрируемых участках выполняются каналы для отвода газа пиролиза диаметром 6 - 10мм на глубину 0,75 - 0,80 высоты реставрируемого слоя, донная ее часть заполняется огнеупорным материалом, а на наклонные поверхности футеровки наносится слой водного раствора огнеупорной глины толщиной 1 - 2мм, и после сушки все усадочные щели вновь заполняются огнеупорным материалом.
Текст
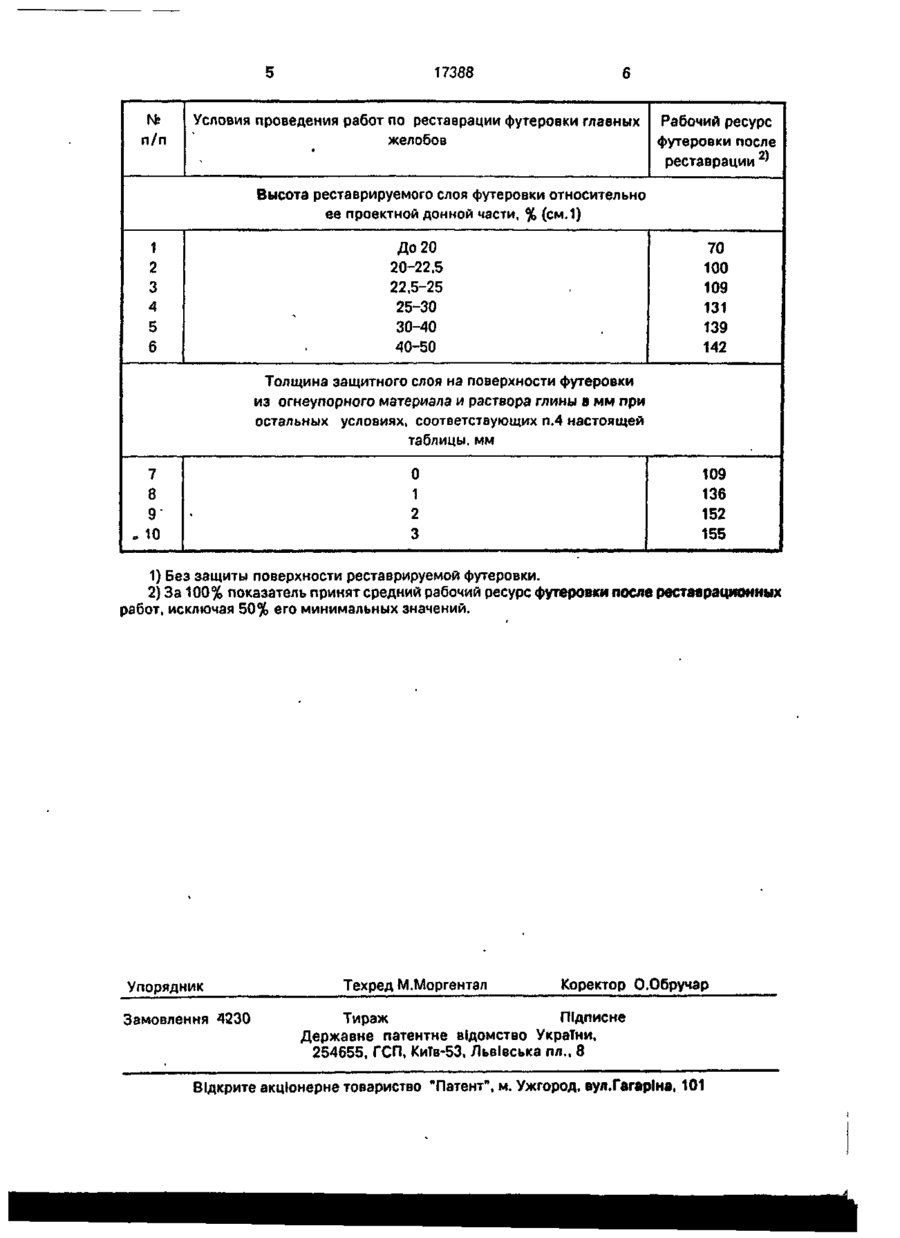
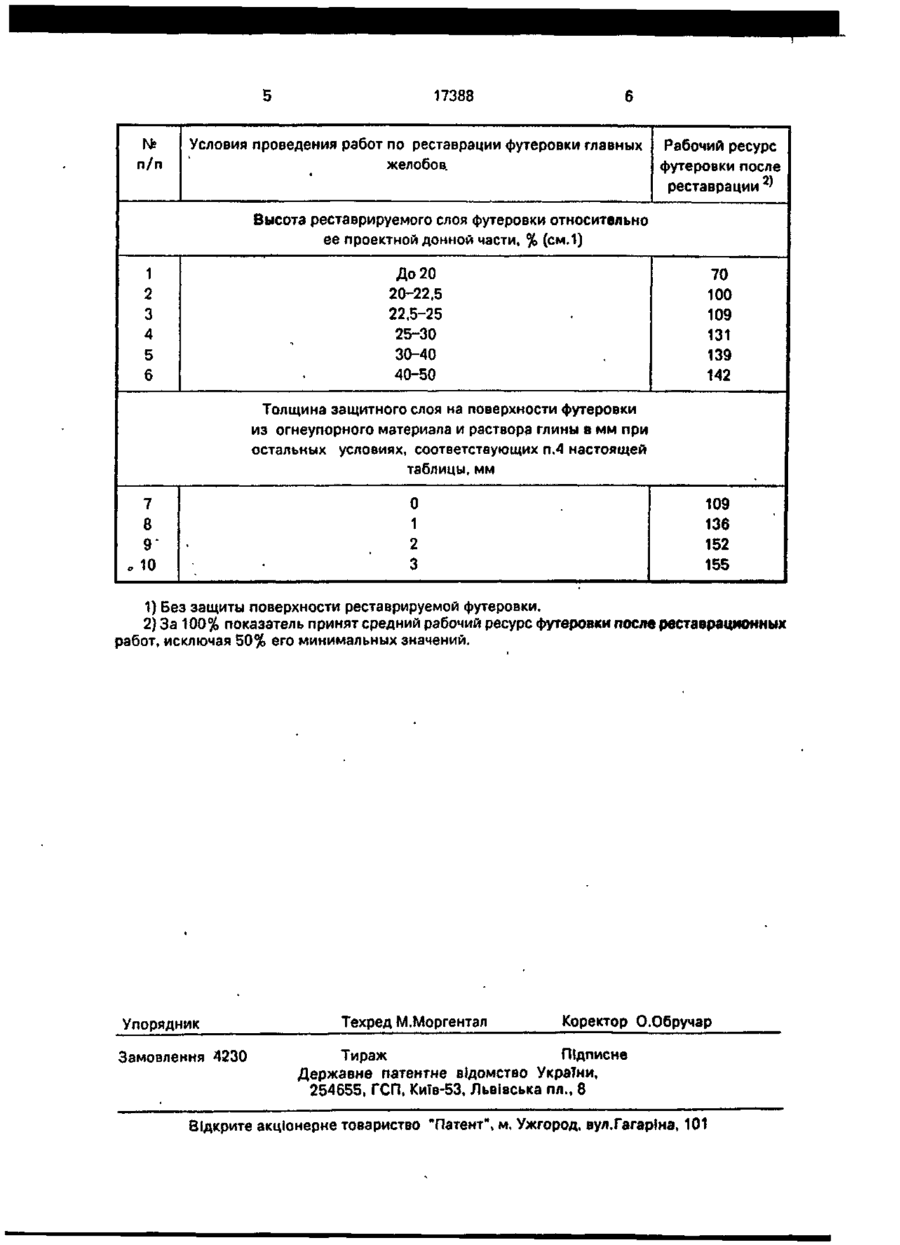
Способ реставрации футеровки главного желоба доменной печи, включаючий очистку поверхности от расплава, укладку дополнительной порции новой футеровочной массы, ее вибротрамбовку и сушку, о т л и ч а ю щ и й с я тем, что при очистке поверхности футеровки производится удаление старой массы не менее, чем на глубину 0,25 величины рабочего слоя донного участка ее, а после укладки дополнительной массы и ее вибротрамбовки во всех ее реставрируемых участках выполняются каналы для отвода газа пиролиза диаметром 6-10 мм на глубину 0,75-0,80 высоты реставрируемого слоя, донная ее часть заполняется огнеупорным материалом, а на наклонные поверхности футеровки наносится слой водного раствора огнеупорной глины толщиной 1-2 мм, и после сушки все усадочные щели вновь заполняются огнеупорным материалом. С > VI W 00 с» Изобретение относится к области черной и цветной металлургии и может быть использовано при реставрации футеровки главных желобов доменных печей. Известен способ восстановления футеровки пода печи (авт. св. СССР № 1339381, кл. F 27 D 1/16, Бюл. N? 35, 1987), включающий засыпку слоя термитной смеси на выбранные участки пода с предварительной засыпкой наполнителя, причем в качестве наполнителя используют железорудные окатыши. К недостаткам данного способа следует отнести загазованность цеха при ремонте и малую термостойкость футеровки вследствие ее низкой температуры плавления. Известен способ формирования углеродсодержащей футеэовки (авт. св. СССР Ns 1310602, кл. F 27 D 1/00, Бюл. № 18, 1987), включающий очистку ремонтируемой поверхности, нанесение нового слоя огнеупорной массы, ее формовку, трамбовку, покрытие защитным слоем и обжиг, выбранный в качестве прототипа. Недостатком указанного способа является низкая эксплуатационная стойкость формируемой футеровки, ее малый рабочий ресурс вследствие наличия значительных трещин, попадания металла в них и растре 17388 скивания футеровки при перепадах температур между периодами разливки чугуна. В основу изобретения поставлена задача усовершенствования способа реставрации футеровки за счет оптимизации укладываемого дополнительного слоя массы, создания условий беспрепятственного выхода газов пиролиза массы при сушке и защиты поверхности футеровки от окисления, путем того, что очистка поверхности футеровки производится с удалением массы не менее 0,25 величины от проектного слоя донного ее участка, после вибротрамбовки дополнительной массы во всех ее реставрируемых слоях выполняются каналы для отвода газа пиролиза массы диаметром 6-10 мм и на глубину 0,75-0,80 высоты реставрируемого слоя, донная ее часть заполняется слоем огнеупорного материала, а на наклонные части футеровки наносится слой водного раствора огнеупорной глины толщиной 1-2 мм и после сушки все усадочные щели вновь заполняются огнеупорным материалом. Сущность предлагаемого способа заключается в следующем. Наносимый восстанавливаемый слой футеровки должен быть не менее 0,25 ее проектного (рабочего) слоя. В противном случае, удар струи разливаемого металла быстро его разрушает. Масса содержит связующее каменноугольный пек, который при нагреве разлагается с выделением газов пиролиза. Для их удаления выполняются каналы диаметром 6-10 мм. При диаметре каналов менее 6 мм они быстро заполняются и теряют смысл, а при диаметре больше 10 мм при разливке происходит вымывание из них огнеупорного материала. Глубина каналов в 0,75-0,80 высоты слоя (Н) объясняется опасностью попадания окислительного газа на "подошву" реставрируемого слоя массы при глубине большей 0,80Н, а при этой глубине меньшей 0,75Н газы полностью не выходят из массы и образуются трещины после сушки. После формования каналов для отвода газов все они заполняются огнеупорными материалами фракции 0-2 мм, например, кварцевым песком, а поверхность футеровки желоба перед обжигом покрывается защитным слоем: донная - также засыпается огнеупорным материалом е 3-4 мм, боковая - покрывается водным раствором огнеупорной глины в 1-2 мм. Это предотвращает выгорание связующего массы во время сушки футеровки. Испытание нового способа реставрации футеровки главного" желсба до 5 10 15 20 25 30 35 40 45 50 55 менной печи, были проведены в доменном цехе завода им. Петровского. Пример осуществления предлагаемого способа. В огнеупорном цехе завода была изготовлена желобная масса состава, мас.%: Молотый коксовый орешек 62,0 Пек каменноугольный высокотемпературный 33,5 Огнеупорная глина марки П1 и П2 4,5 при содержании влаги - 1 1 % . При ремонте футеровки главного желоба доменной печи № 2 была удалена старая футеровка на глубину 105 мм. В выемку с учетом усадки было уложено 1,2 т новой массы, которая была равномерно распределена по форме желоба. После вибротрамбовки на реставрируемом участке были в шахматном порядке с шагом в 150 мм выполнены каналы диаметром 6 мм на глубину 80 мм. Которые, затем, были засыпаны кварцевым песком. Откосы желоба были покрыты слоем клинкера - водным раствором глины марки п. 1 и толщиной в 1-2 мм. После обжига в течение 8 часов все усадочные щели заполнили кварцевым песком. Применение указанного способа реставрации футеровки позволило увеличить ее рабочий ресурс на 40-50% по массе разливаемого металла. Сущность технического решения подтверждается испытаниями по реставрации футеровки главных желобов доменных печей Акционированного металлургического предприятия им. Петровского в период с октября 1993 по октябрь 1994 включительно. Все данные систематизированы и сведены в таблицу, где за 100% рабочего ресурса футеровки после реставрационных работ взято его среднее значение показателей за год до октября 1993, исключая 50% худших показателей. Как видно из приведенной таблицы, при увеличении отношения высоты реставрируемого слоя футеровки желоба к проектному в донной его части выше 0,25 (25%) стойкость футеровки резко возрастает. Толщина защитного слоя водного раствора огнеупорной глины выше 2 мм не приводит к заметному улучшению качества футеровки, вероятно потому, что ее утолщение увеличивает растрескиваемость слоя глины при сушке футеровки и его выкрашивание, что не способствует снижению выгорания углеродных компонентов желобной массы, особенно, каменно-угольного пека. 17388 п/п Условия проведения работ по реставрации футеровки главных желобов Рабочий ресурс футеровки после реставрации 2* Высота реставрируемого слоя футеровки относительно ее проектной донной части, % (см.1) До 20 20-22,5 22,5-25 25-30 30-40 40-50 1 2 3 4 5 6 70 100 109 131 139 142 Толщина защитного слоя на поверхности футеровки из огнеупорного материала и раствора глины в мм при остальных условиях, соответствующих п.4 настоящей таблицы, мм 7 8 0 1 2 3 9а 10 109 136 152 155 1) Без защиты поверхности реставрируемой футеровки. 2) За 100% показатель принят средний рабочий ресурс футеровки после реставрационных работ, исключая 50% его минимальных значений. Упорядник Замовлення 4230 Техред М.Моргентзл Коректор О.Обручар Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101 УКРАЇНА U А ( „, (19) (5D6 17388 (ІЗ) А F 2 7 D 1 / 0 0 , J/16 ОПИС ДО ПАТЕНТУ ДЕРЖАВНЕ ПАТЕНТНЕ ВІДОМСТВО НА ВИНАХІД без проведення експертизи по суті на підставі Постанови Верховної Ради України N» 3769X11 від 23 XII 1993 р Публікується в редакції заявника (54) СПОСІБ РЕСТАВРАЦІЇ ФУТЕРОВКИ ГОЛОВНОГО ЖОЛОБА ДОМЕННОЇ ПЕЧІ 1 (21)95041726 (22)17.04.95 (24) 15.04.97 (46)31.10.97. Бюл. № 5 (47) 15.04.97 (72) Капелянов Володимир Якович, Зражевсідсий Олександр Данилович, Прусаков Віктор Михайлович, Онищенко Василь Пилипович, Тарнавський Марк Семенович, НІколаєв Сергій Анатолієвич (73) Орендне підприємство Дніпропетровський завод їм. Петровського (UA) (57) Способ реставрации футеровки главного желоба доменной печи, включаючий очистку поверхности от расплава, укладку дополнительной порции новой футеровочной массы, ее вибротрамбовку и сушку, о т л и ч а ю щ и й с я тем, что при очистке поверхности футеровки производится удаление старой массы не менее, чем на глубину 0,25 величины рабочего слоя донного участка ее, а после укладки дополнительной массы и ее вибротрамбовки во всех ее реставрируемых участках выполняются каналы для отвода газа пиролиза диаметром 6-10 мм на глубину 0,75-0,80 высоты реставрируемого слоя, донная ее часть заполняется огнеупорным материалом, а на наклонные поверхности футеровки наносится слой водного раствора огнеупорной глины толщиной 1-2 мм, и после сушки все усадочные щели вновь заполняются огнеупорным материалом. С > со 00 00 Изобретение относится к области черной и цветной металлургии и может быть использовано при реставрации футеровки главных желобов доменных печей. Известен способ восстановления футеровки пода печи (авт. св. СССР № 1339381, кл. F 27 D 1/16, Бюл. № 35, 1987), включающий засыпку слоя термитной смеси на выбранные участки пода с предварительной засыпкой наполнителя, причем в качестве наполнителя используют железорудные окатыши. К недостаткам данного способа следует отнести загазованность цеха при ремонте и малую термостойкость футеровки вследствие ее низкой температуры плавления. Известен способ формирования углеродсодержащей футеэовки (авт. св. СССР № 1310602, кл. F 27 D 1/00, Бюл. N? 18, 1987), включающий очистку ремонтируемой поверхности, нанесение нового слоя огнеупорной массы, ее формовку, трамбовку, покрытие защитным слоем и обжиг, выбранный в качестве прототипа. Недостатком указанного способа является низкая эксплуатационная стойкость формируемой футеровки, ее малый рабочий ресурс вследствие наличия значительных трещин, попадания металла в них и растре 17388 скивания футеровки при перепадах температур между периодами разливки чугуна. В основу изобретения поставлена задача усовершенствования способа реставрации футеровки за счет оптимизации укладываемого дополнительного слоя массы, создания условий беспрепятственного выхода газов пиролиза массы при сушке и защиты поверхности футеровки от окисления, путем того, что очистка поверхности футеровки производится с удалением массы не менее 0,25 величины от проектного слоя донного ее участка, после вибротрамбовки дополнительной массы во всех ее реставрируемых слоях выполняются каналы для отвода газа пиролиза массы диаметром 6-10 мм и на глубину 0,75-0,80 высоты реставрируемого слоя, донная ее часть заполняется слоем огнеупорного материала, а на наклонные части футеровки наносится слой водного раствора огнеупорной глины толщиной 1-2 мм и после сушки все усадочные щели вновь заполняются огнеупорным материалом. Сущность предлагаемого способа заключается в следующем. Наносимый восстанавливаемый слой футеровки должен быть не менее 0,25 ее проектного (рабочего) слоя. В противном случае, удар струи разливаемого металла быстро его разрушает. Масса содержит связующее каменноугольный пек, который при нагреве разлагается с выделением газов пиролиза. Для их удаления выполняются каналы диаметром 6-10 мм. При диаметре каналов менее б мм они быстро заполняются и теряют смысл, а при диаметре больше 10 мм при разливке происходит вымывание из них огнеупорного материала. Глубина каналов в 0,75-0,80 высоты слоя (Н) объясняется опасностью попадания окислительного газа на "подошву" реставрируемого слоя массы при глубине большей 0,80Н, а при этой глубине меньшей 0,75Н газы полностью не выходят из массы и образуются трещины после сушки. После формования каналов для отвода газов все они заполняются огнеупорными материалами фракции 0-2 мм, например, кварцевым песком, а поверхность футеровки желоба перед обжигом покрывается защитным слоем: донная - также засыпается огнеупорным материалом б 3-4 мм, боковая - покрывается водным раствором огнеупорной глины в 1-2 мм. Это предотвращает выгорание связующего массы во время сушки футеровки. Испытание нового способа реставрации футеровки главного1 желоба до 5 10 15 20 25 30 35 40 45 50 55 менной печи, были проведены в доменном цехе завода им. Петровского. Пример осуществления предлагаемого способа. В огнеупорном цехе завода была изготовлена желобная масса состава, мас.%: Молотый коксовый орешек 62,0 Пек каменноугольный высокотемпературный 33,5 Огнеупорная глина марки П1 и П2 4,5 при содержании влаги - 1 1 % . При ремонте футеровки главного желоба доменной печи Ns 2 была удалена старая футеровка на глубину 105 мм. В выемку с учетом усадки было уложено 1,2 т новой массы, которая была равномерно распределена по форме желоба. После вибротрамбовки на реставрируемом участке были в шахматном порядке с шагом в 150 мм выполнены каналы диаметром 6 мм на глубину 80 мм. Которые, затем, были засыпаны кварцевым песком. Откосы желоба были покрыты слоем клинкера - водным раствором глины марки п. 1 и толщиной в 1-2 мм. После обжига в течение 8 часов все усадочные щели заполнили кварцевым песком. Применение указанного способа реставрации футеровки позволило увеличить ее рабочий ресурс на 40-50% по массе разливаемого металла. Сущность технического решения подтверждается испытаниями по реставрации футеровки главных желобов доменных печей Акционированного металлургического предприятия им. Петровского в период с октября 1993 по октябрь 1994 включительно. Все данные систематизированы и сведены в таблицу, где за 100% рабочего ресурса футеровки после реставрационных работ взято его среднее значение показателей за год до октября 1993, исключая 50% худших показателей. Как видно из приведенной таблицы, при увеличении отношения высоты реставрируемого слоя футеровки желоба к проектному в донной его части выше 0,25 (25%) стойкость футеровки резко возрастает. Толщина защитного слоя водного раствора огнеупорной глины выше 2 мм не приводит к заметному улучшению качества футеровки, вероятно потому, что ее утолщение увеличивает растрескиваемость слоя глины при сушке футеровки и его выкрашивание, что не способствует снижению выгорания углеродных компонентов желобной массы, особенно, каменно-угольного пека. 17388 п/п Условия проведения работ по реставрации футеровки главных желобов. Рабочий ресурс футеровки после реставрации 2* Высота реставрируемого слоя футеровки относительно ее проектной донной части, % (см.1) 1 2 3 4 5 б До 20 20-22,5 22,5-25 25-30 30-40 40-50 70 100 109 131 139 142 Толщина защитного слоя на поверхности футеровки из огнеупорного материала и раствора глины в мм при остальных условиях, соответствующих п.4 настоящей таблицы, мм 0 1 2 3 7 8 9' • 10 109 136 152 155 1) Без защиты поверхности реставрируемой футеровки. 2) За 100% показатель принят средний рабочий ресурс футеровки после реставрационных работ, исключая 50% его минимальных значений. Упорядник Замовлення 4230 Техред М.Моргентал Коректор О.Обручар Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for restoration of lining of main trough of blast furnace
Автори англійськоюKapelianov Volodymyr Yakovych, Zrazhevskyi Oleksandr Danylovych, Prusakov Viktor Mykhailovych, Onyschenko Vasyl Pylypovych, Tarnavskyi Mark Semenovych, Nikolaiev Serhii Anatoliiovych
Назва патенту російськоюСпособ реставрации футеровки головного желоба доменной печи
Автори російськоюКапелянов Владимир Яковлевич, Зражевский Александр Данилович, Прусаков Виктор Михайлович, Онищенко Василий Филиппович, Тарнавский Марк Семенович, Николаев Сергей Анатольевич
МПК / Мітки
Мітки: реставрації, головного, жолоба, спосіб, доменної, футеровки, печі
Код посилання
<a href="https://ua.patents.su/10-17388-sposib-restavraci-futerovki-golovnogo-zholoba-domenno-pechi.html" target="_blank" rel="follow" title="База патентів України">Спосіб реставрації футеровки головного жолоба доменної печі</a>
Футеровка головного жолобу доменної печі
Номер патенту: 4595
Опубліковано: 28.12.1994
Автори: Капелянов Володимир Якович, Вовк Вікторія Вікторовна, Зусмановський Олександр Якович, Руденко Анатолій Анатольович, Маковей Олександр Григорович, Пилипчатін Леонід Дмитрович
МПК: C21B 7/14
Мітки: жолобу, головного, футеровка, печі, доменної
Формула / Реферат:
Футеровка главного желоба доменной печи, включающая постоянный и сменный, выполненный набивным огнеупорным, слои, а также расположенный между ними арматурный слой с поперечными несущими элементами, отличающаяся тем, что футеровка снабжена продольными несущими элементами, расположенными в арматурном слое, и защитным слоем из формовочного песка, размещенным над сменным слоем, при этом постоянный слой выполнен из углеродных блоков, а высота...
Спосіб торкретування футеровки агрегатів циліндрічної форми
Номер патенту: 12277
Опубліковано: 25.12.1996
Автори: Мигаль Михайло Степанович, Трохименко Анатолій Леонтійович
МПК: C21C 5/44
Мітки: агрегатів, футеровки, спосіб, циліндричної, форми, торкретування
Формула / Реферат:
Способ торкретирования футеровки агрегатов цилиндрической формы, например, миксера, включающий нанесение торкрет-покрытия по всему периметру футеровки слоями толщиной 30 - 50 мм и высотой 300 - 500 мм, заливку чугуна в миксер после нанесения каждого слоя и выдержку чугуна в миксере после выполнения всего торкрет-покрытия, отличающийся тем, что, с целью повышения стойкости торкрет-покрытия, заливку чугуна осуществляют со скоростью подъема...
Блок футеровки печі

Номер патенту: 7977
Опубліковано: 26.12.1995
Автори: Кулібанов Вячеслав Іванович, Шустов Борис Миколайович, Данилевський Леонтій Дмитрович, Віляцер Володимир Абрамович, Косенко Олександр Іванович
МПК: F27D 1/04
Формула / Реферат:
Блок футеровки печи, преимущественно для сводов, содержащий вертикально расположенные пластины из керамического волокнистого материала и элементы формирования блока, установленные в его верхней части и скрепленные между собой соединительными элементами, отличающийся тем, что элементы формирования блока выполнены в виде двух угольников с неравными палками, размещенных вдоль боковых поверхностей блока, образованных торцами волокнистых...
Спосіб віготовлення засипного апарату доменної печі
Номер патенту: 8431
Опубліковано: 30.09.1996
Автори: Антіпенко Юхим Ігоревич, Пеклич Михайло Михайлович, Апостолов Володимир Гнатович, Рибцов Олександр Федорович, Скорий Генадій Ілліч
МПК: C21B 7/18
Мітки: печі, апарату, доменної, виготовлення, спосіб, засипного
Формула / Реферат:
1. Способ изготовления конусного засыпного аппарата доменной печи, включающий механическую обработку контактной поверхности конуса и чаши под наплавку, наплавление износостойкого слоя, шлифовку и контроль толщины слоя наплавки, отличающийся тем, что, с целью снижения трудоемкости изготовления и повышения стойкости засыпного аппарата, при механической обработке контактной поверхности под наплавку дополнительно за пределами наплавляемой...
Блок футеровки склепіння печі

Номер патенту: 7978
Опубліковано: 26.12.1995
Автори: Віляцер Володимир Абрамович, Шустов Борис Миколайович, Косенко Олександр Іванович, Кулібанов Вячеслав Іванович, Данилевський Леонтій Дмитрович
Мітки: футеровки, печі, блок, склепіння
Формула / Реферат:
Блок футеровки свода печи, преимущественно с подвижным конвейером, содержащий вертикально расположенные пластины из волокнистого керамического материала и расположенные в верхней части блока элементы его формирования, скрепленные между собой соединительными элементами, отличающийся тем, что блок содержит два перпендикулярно расположенных друг к другу пакета пластин, при этом торцевая поверхность одного из пакетов, образованная торцами...
Попередній патент: Пристрій для прискорення тіл
Наступний патент: Паливний бак сидоренка
Випадковий патент: Хвильова енергетична установка