Лінія для формування подошв на халяви взуття
Формула / Реферат
(57) Коригуючий ортез на гомілковостопний суглоб у фронтальній площині, включає черевичок, який відрізняється тим, що висота черевичка становить нижню четверту частину висоти стопи, причому кріплення на кінцівці виконане з можливістю корегування положення стопи за допомогою виставлення необхідних висот з медіальної і латеральної сторін стрічками "Велкро", які закріплені в нижній частині гомілки за допомогою манжетки.
Текст
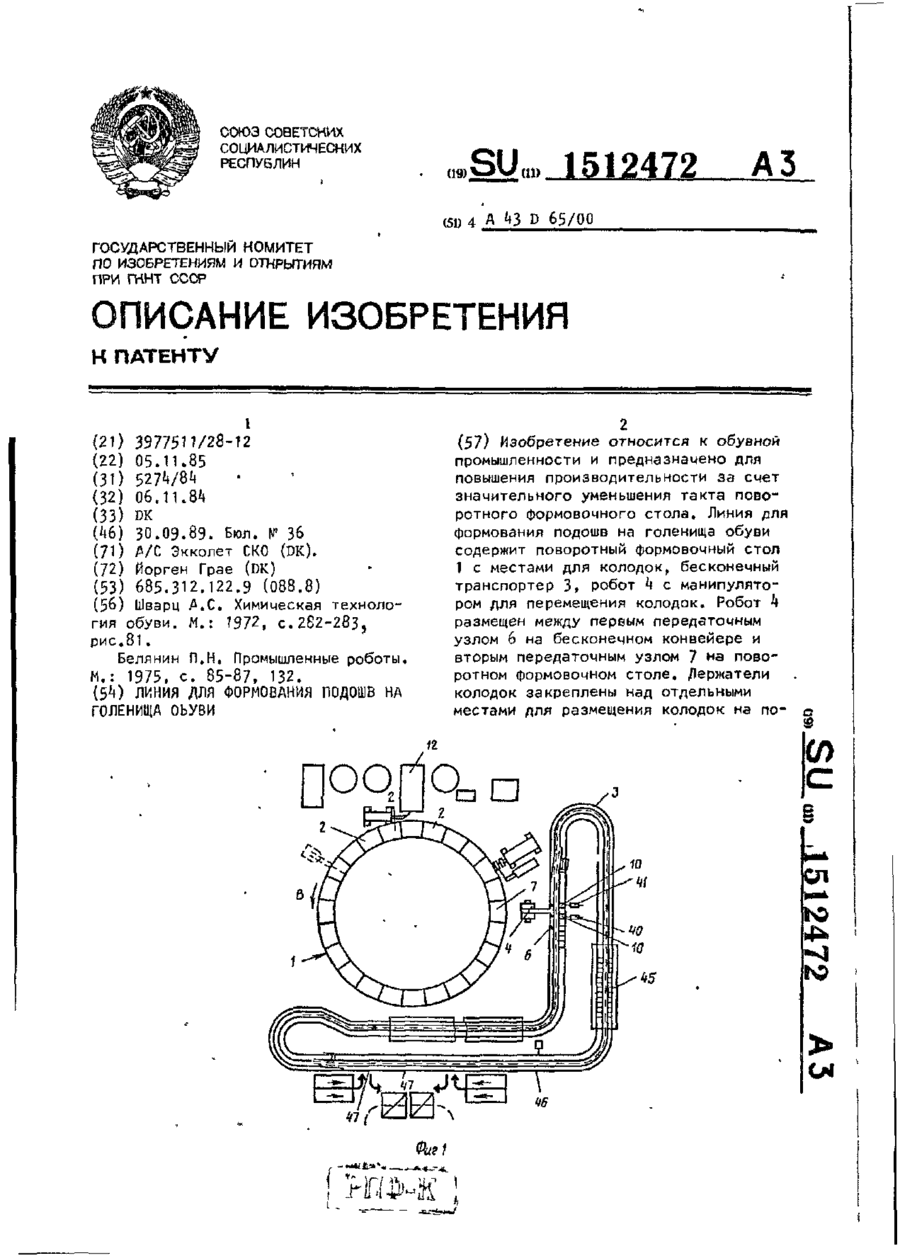
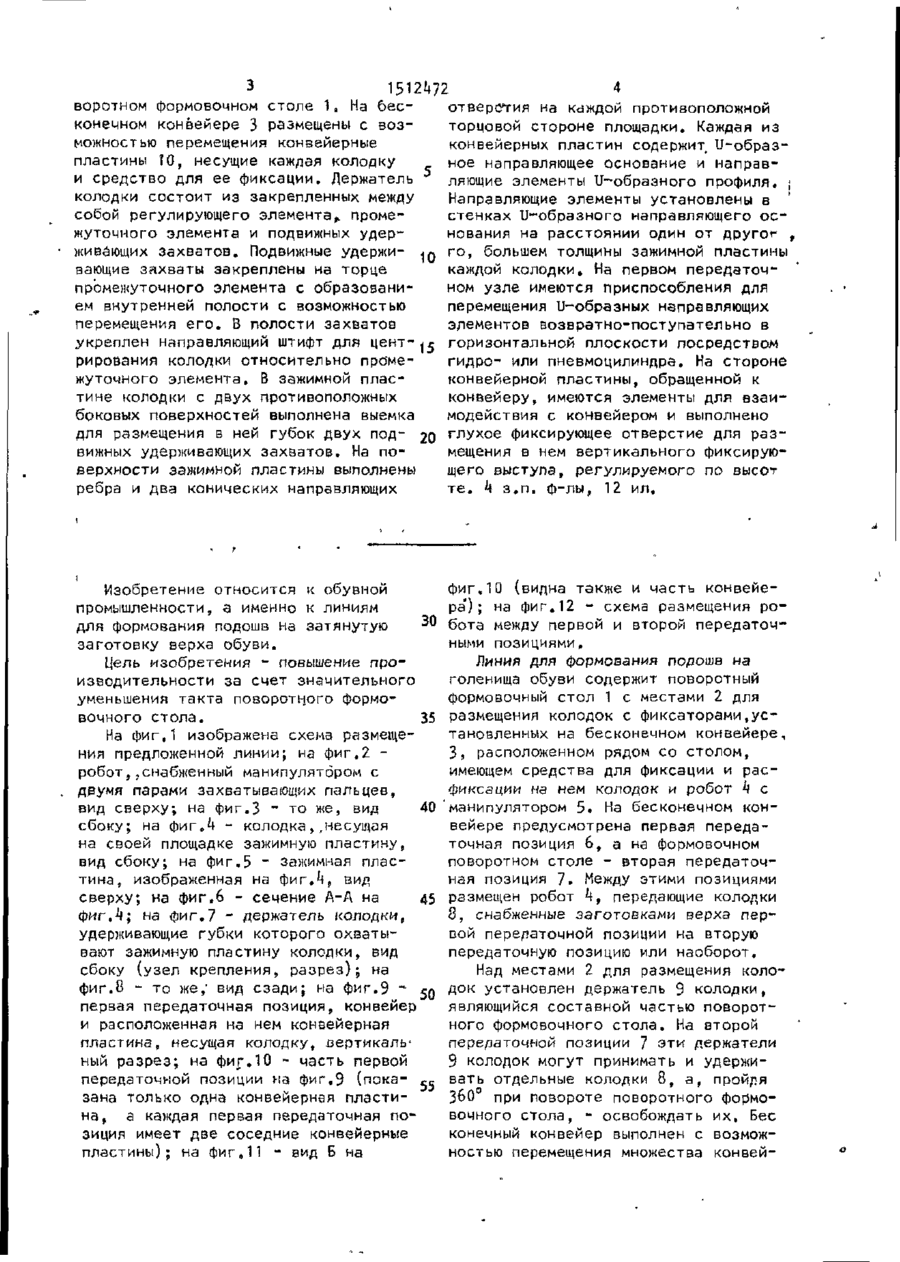
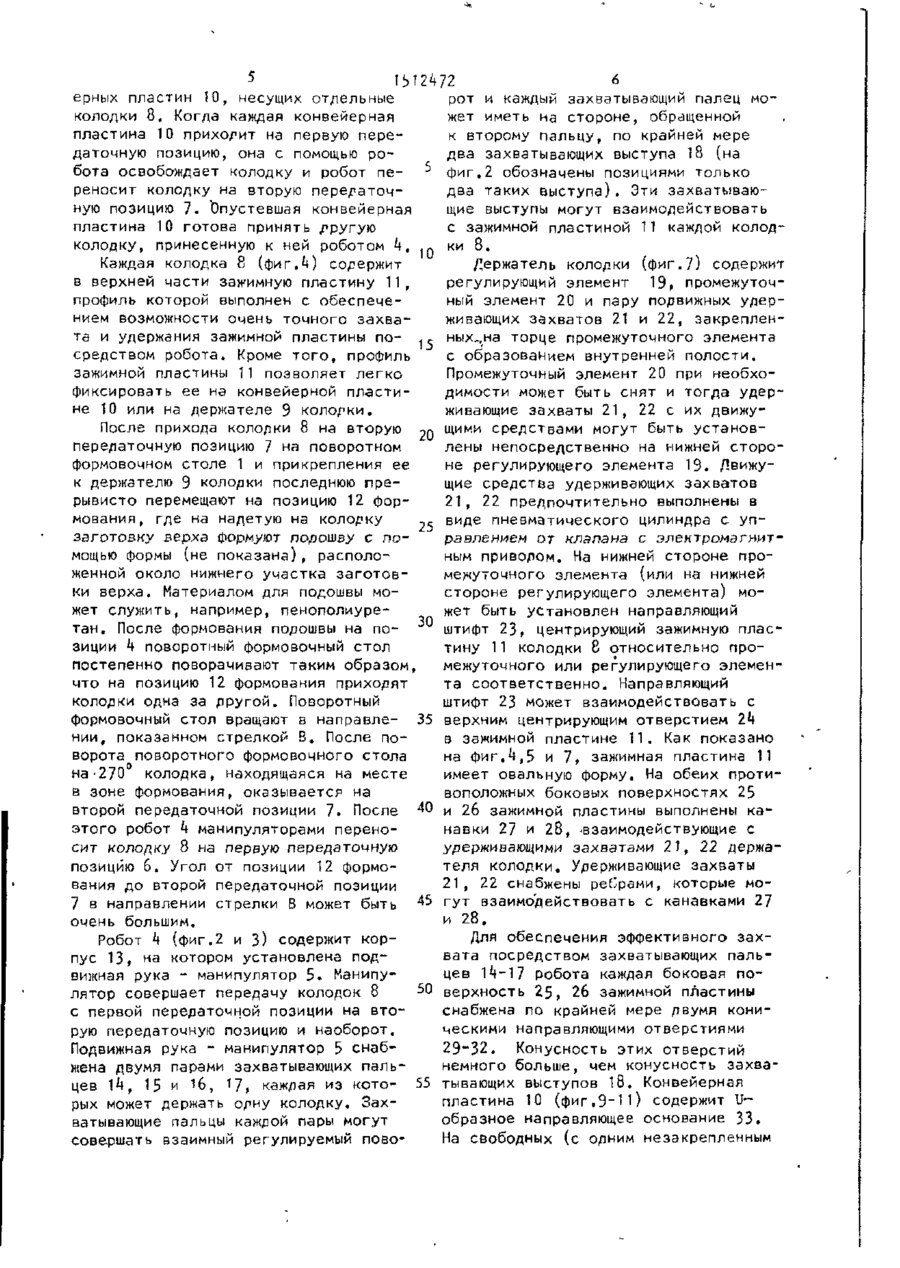
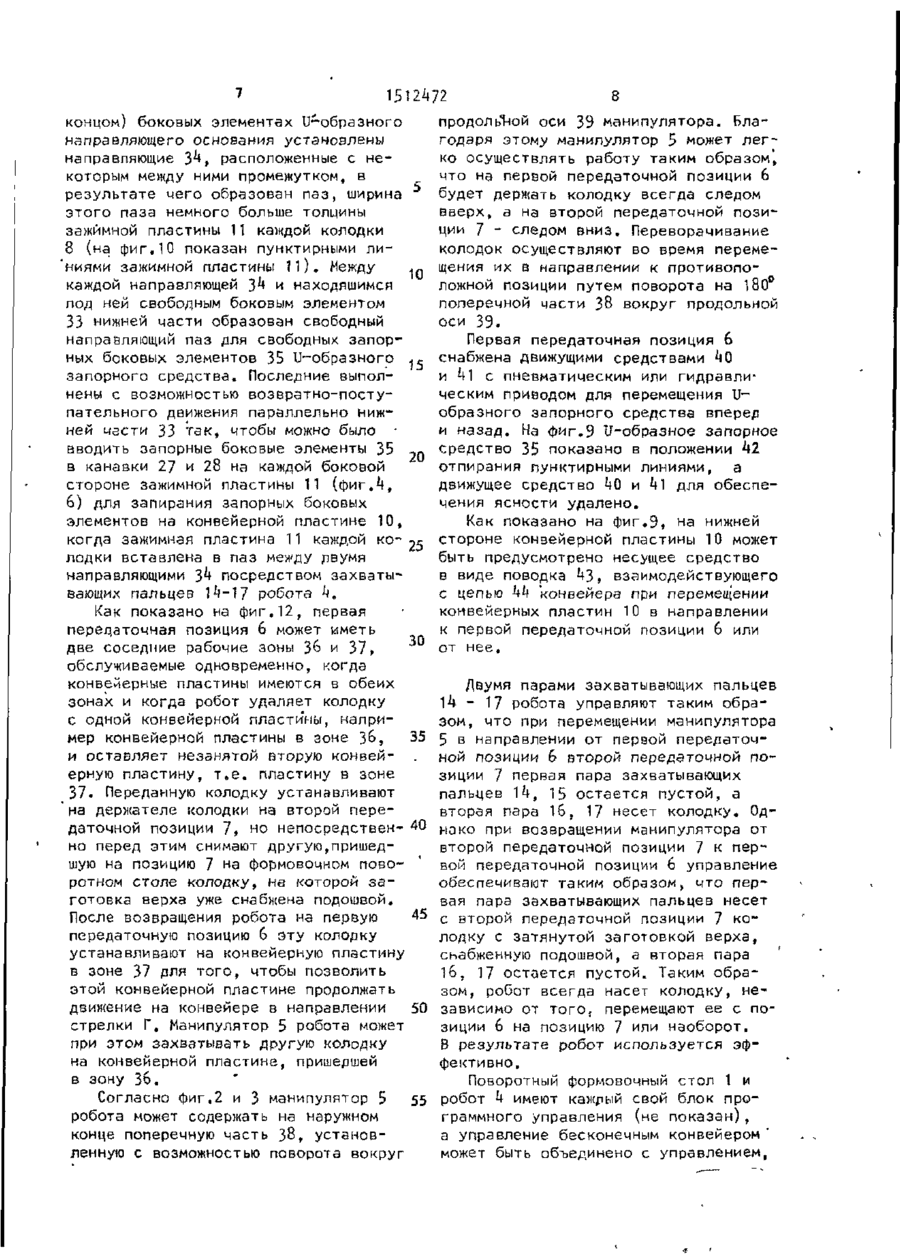
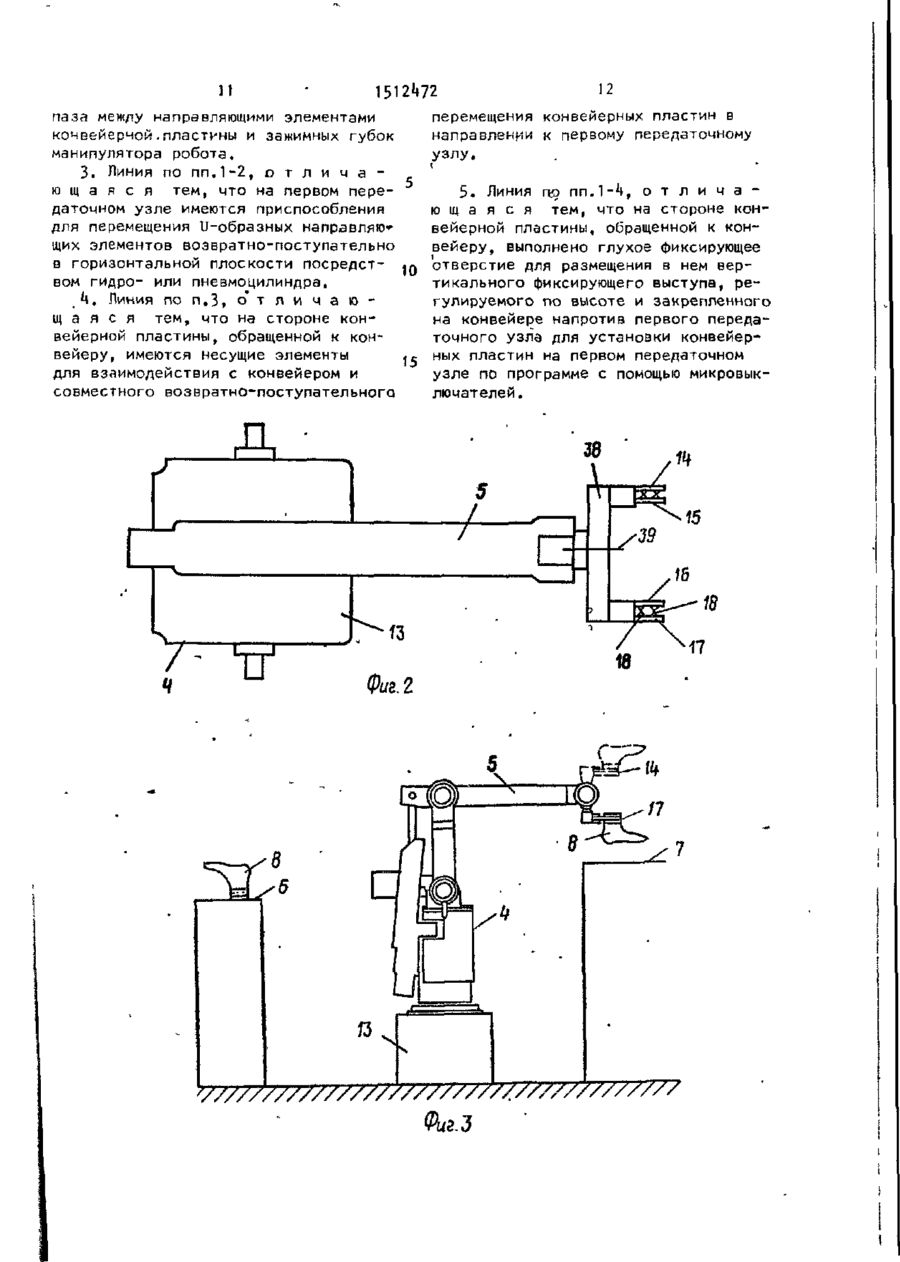
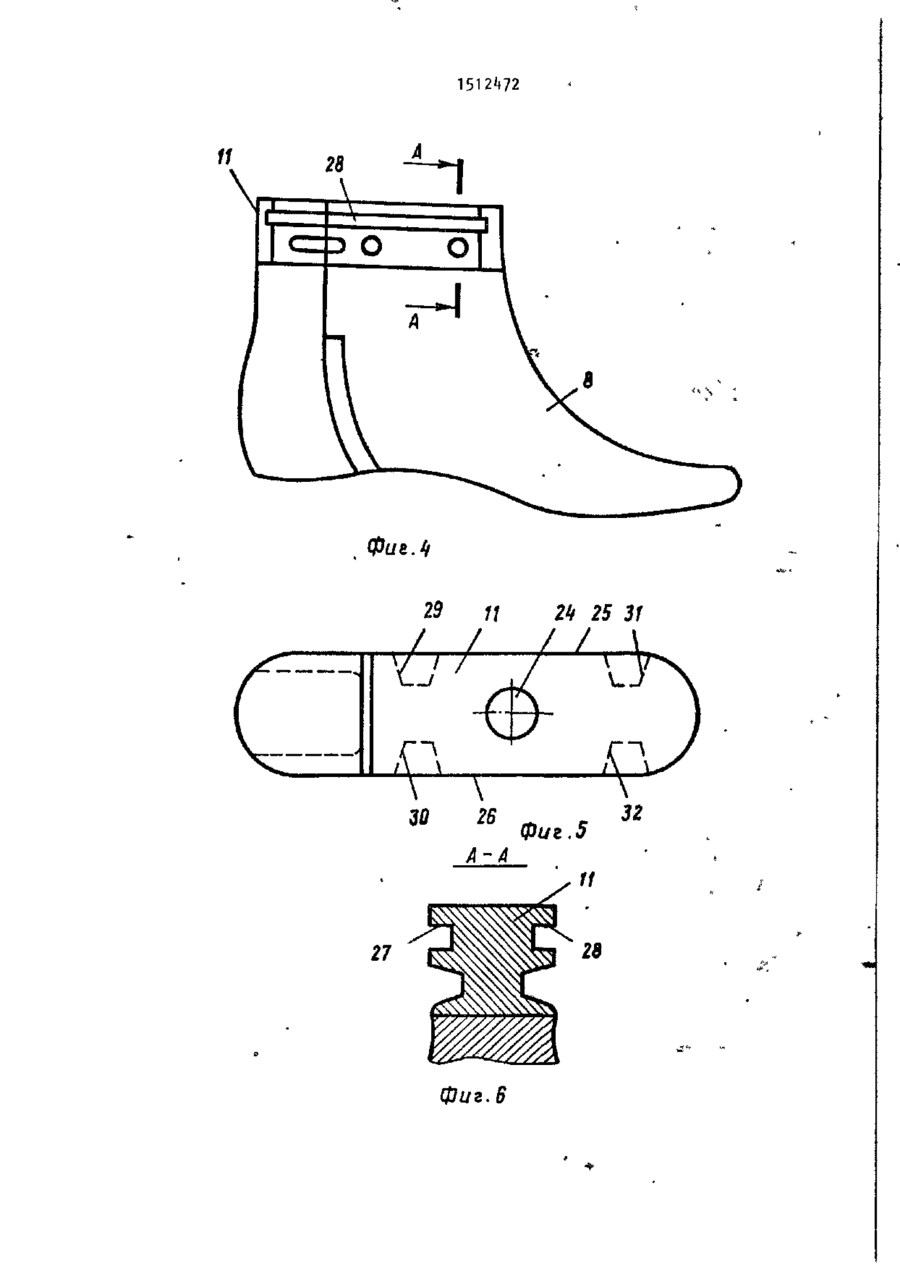
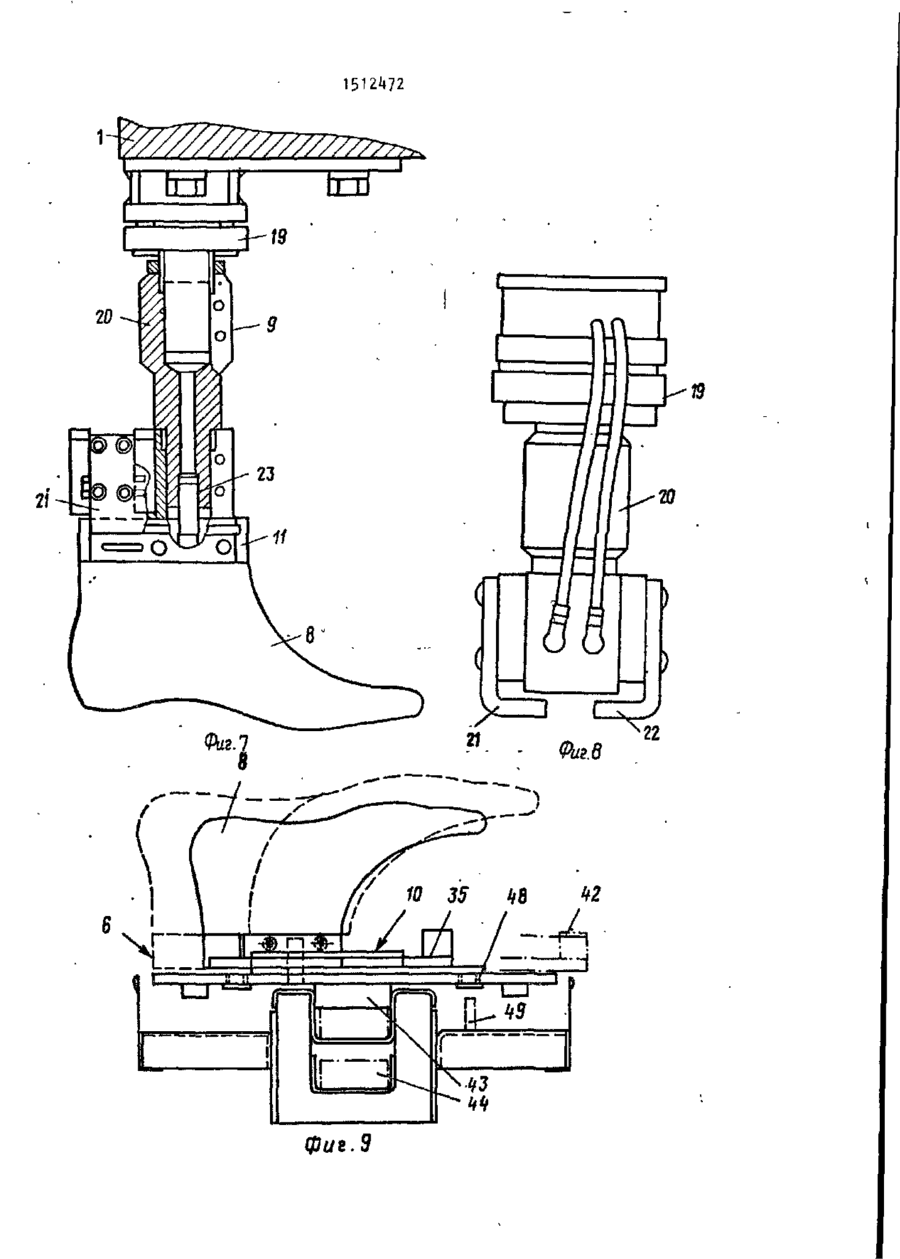
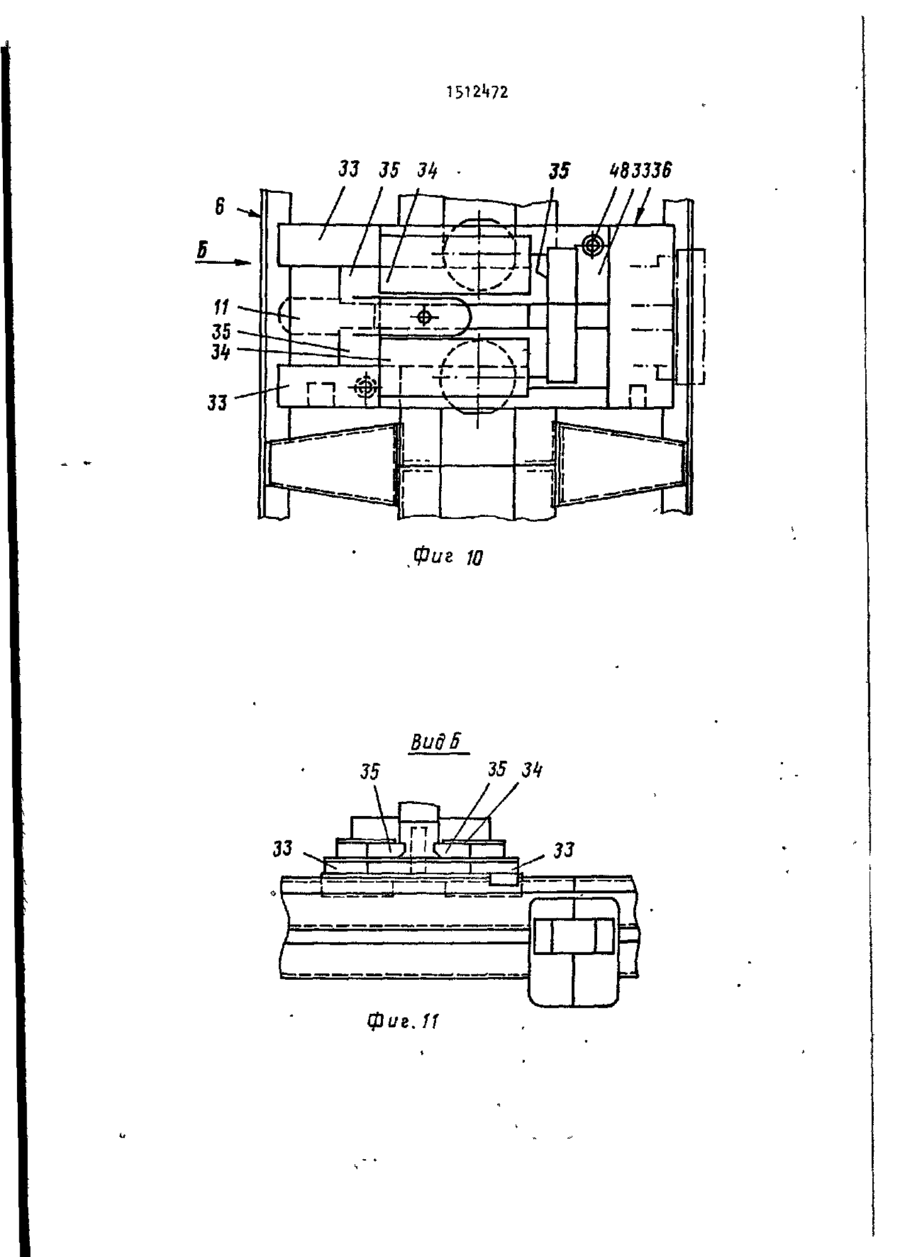
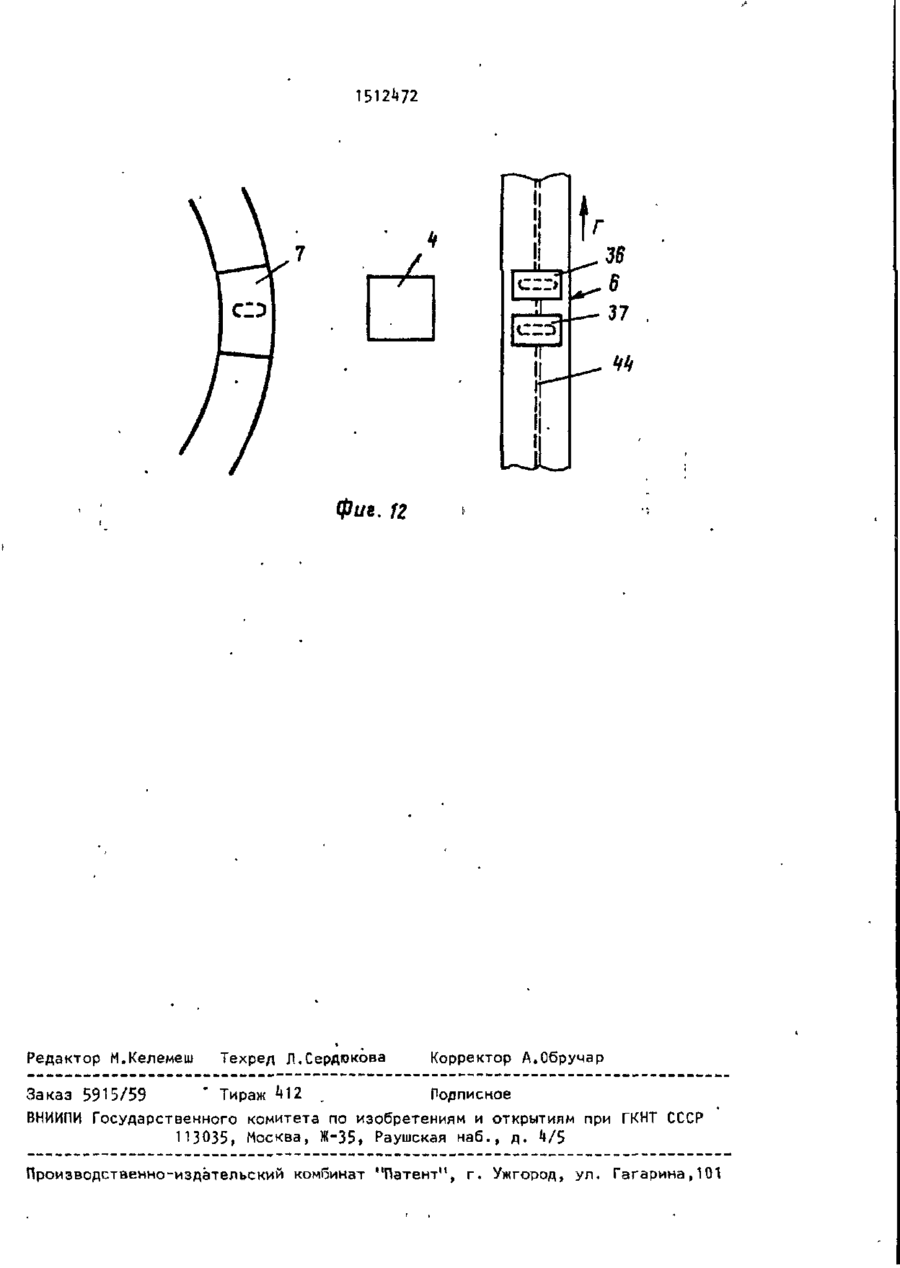
СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИН (19) SIL 1512472 A3 (5D 4 А *»3 D 65/00 ГОСУДАРСТВЕННЫЙ КОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ ПРИ ГИНТ СССР ОПИСАНИЕ ИЗОБРЕТЕНИЯ Н ПАТЕНТУ (57) Изобретение относится к обувной промышленности и предназначено для повышения производительности за счет значительного уменьшения такта поворотного формовочного стола. Линия для формования подошв на голенища обуви содержит поворотный формовочный стол 1 с местами для колодок, бесконечный транспортер 3» робот * с манипулято4 ром для перемещения колодок. Робот k размещен между первым передаточным узлом 6 на бесконечном конвейере и вторым передаточным узлом 7 на поворотном формовочном столе. Держатели колодок закреплены над отдельными местами для размещения колодок на по- о (21) 3977511/28-12 (22) 05.11.85 (3D 527V8*» (32) 06,11.84 (33) DK (46) 30.09.89. Бюл. № 36 (71) А/С Экколет СКО (ГЖ). (72) Йорген Грае (DK) (53) 685.312.122.9 (088.8) (56) Шварц А.С. Химическая технология обуви. М.: 1972, с.282-283, рис.81. Белянин П.Н, Промышленные роботы. М.: 1975, с. 85-87, 132. {5k) ЛИНИЯ ДЛЯ ФОРМОВАНИЯ ПОДОШВ НА ГОЛЕНИЩА ОЬУВИ 11 оопо а • V) С § СП Фиг1 512^72 воротном формовочном столе 1. На бесотверстия на каждой противоположной конечном конвейере 3 размещены с возторцовой стороне площадки. Каждая из можностью перемещения конвейерные конвейерных пластин содержит U-образпластины Ї0, несущие каждая колодку ное направляющее основание и направи средство для ее фиксации. Держатель ляющие элементы U-образного профиля, j колодки состоит из закрепленных между Направляющие элементы установлены в собой регулирующего элемента,, проместенках и~образного направляющего осжуточного элемента и подвижных удернования на расстоянии один от другог ( живающих захватов. Подвижные удержиго, большем толщины зажимной пластины вающие захваты закреплены на торце каждой колодки. На первом передаточпромежуточного элемента с образованином узле имеются приспособления для ем внутренней полости с возможностью перемещения U-образных направляющих перемещения его. В полости захватов элементов возвратно-поступательно в укреплен направляющий штифт для центгоризонтальной плоскости посредством рирования колодки относительно промегидро- или пневмоцилиндра. На стороне жуточного элемента. В зажимной пласконвейерной пластины, обращенной к тине колодки с двух противоположных конвейеру, имеются элементы для взаибоковых поверхностей выполнена выемка модействия с конвейером и выполнено для размещения в ней губок двух подглухое фиксирующее отверстие для развижных удерживающих захватов. На по- 20 мещения в нем вертикального фиксируюверхности зажимной пластины выполнены щего выступа, регулируемого по высот ребра и два конических направляющих те. k з.п. ф-лы, 12 ил. Изобретение относится к обувной промышленности, а именно к линиям 30 для формования подошв на затянутую заготовку верха обуви. Цель изобретения - повышение производительности за счет значительного уменьшения такта поворотного формовочного стола. 35 На фиг,1 изображена схема размещения предложенной линии; на фиг.2 робот,„снабженный манипулятором с двумя парами захватывающих пальцев, вид сверху; на фиг.З ~ то же, вид 40 сбоку; на фиг.^ - колодка,,несущая на своей площадке зажимную пластину, вид сбоку; на фиг.5 " зажимная пластина, изображенная на фиг.**, вид сверху; на фиг.6 - сечение А-А на 45 фиг,k; на фиг.7 - держатель колодки, удерживающие губки которого охватывают зажимную пластину колодки, вид сбоку (узел крепления, разрез); на фиг.8 - то же," вид сзади; на фиг.9 ~ первая передаточная позиция, конвейер 50 и расположенная на нем конвейерная пластина, несущая колодку, вертикальный разрез; на фиг,10 - часть первой передаточной позиции на фиг„9 (пока- „ зана только одна конвейерная пластина, а каждая первая передаточная позиция имеет две соседние конвейерные пластины); на фиг в 11 - вид Б на фиг,10 (видна также и часть конвейера*); на фиг.12 - схема размещения робота между первой и второй передаточными позициями. Линия для формованая подошв на голенища обуви содержит поворотный формовочный стол 1 с местами 2 для размещения колодок с фиксаторами,установленных на бесконечном конвейере 3, расположенном рядом со столом, имеющем средства для фиксации и расФиксации на нем колодок и робот k с 'манипулятором 5. На бесконечном конвейере предусмотрена первая передаточная позиция 6, а на формовочном поворотном столе - вторая передаточная позиция 7. Между этими позициями размещен робот kf передающие колодки 8, снабженные заготовками верха первой передаточной позиции на вторую передаточную позицию или наоборот. Над местами 2 для размещения колодок установлен держатель 9 колодки, являющийся составной частью поворотного формовочного стола. На второй передаточной позиции 7 эти держатели 9 колодок могут принимать и удерживать отдельные колодки 8, а, пройдя 360 при повороте поворотного формовочного стола, - освобождать их. Бес конечный конвейер выполнен с возможностью перемещения множества конвей 1M2472 ерных пластин 10, несущих отдельные колодки 8. Когда каждая конвейерная пластина 10 приходит на первую передаточную позицию, она с помощью робота освобождает колодку и робот переносит колодку на вторую передаточную позицию 7. Опустевшая конвейерная пластина 10 готова принять другую колодку, принесенную к ней роботом Ц, 0 Каждая колодка 8 (фиг.**) содержит в верхней части зажимную пластину 11, профиль которой выполнен с обеспечением возможности очень точного захвата и удержания зажимной пластины посредством робота. Кроме того, профиль 15 зажимной пластины 11 позволяет легко фиксировать ее на конвейерной пластине 10 или на держателе 9 колодки. После прихода колодки 8 на вторую 20 передаточную позицию 7 на поворотном формовочном столе 1 и прикрепления ее к держателю 9 колодки последнюю прерывисто перемещают на позицию 12 формования, где на надетую на колодку заготовку верха формуют подошву с по- 25 мощью формы (не показана), расположенной около нижнего участка заготовки верха. Материалом для подошвы может служить, например, пенополиуретан. После формования подошвы на по- 30 зиции k поворотный формовочный стол постепенно поворачивают таким образом, что на позицию 12 формования приходят колодки одна за другой. Поворотный формовочный стол вращают в направле- 35 нии, показанном стрелкой В, После поворота поворотного формовочного стола на -270 колодка, находящаяся на месте в зоне Формования, оказывается на второй передаточной позиции 7. После 40 этого робот 4 манипуляторами переносит колодку 8 на первую передаточную позицию 6. Угол от позиции 12 формования до второй передаточной позиции 7 в направлении стрелки В может быть 45 очень большим. рот и каждый захватывающий палец может иметь на стороне, обращенной к второму пальцу, по крайней мере два захватывающих выступа 18 (на фиг,2 обозначены позициями только два таких выступа). Эти захватывающие выступы могут взаимодействовать с зажимной пластиной 11 каждой колодки 8. Держатель колодки (фиг.7) содержит регулирующий элемент 19, промежуточный элемент 20 и пару подвижных удерживающих захватов 21 и 22, закрепленных„на торце промежуточного элемента с образованием внутренней полости. Промежуточный элемент 20 при необходимости может быть снят и тогда удерживающие захваты 21, 22 с их движущими средствами могут быть установлены непосредственно на нижней стороне регулирующего элемента 13. Движущие средства удерживающих захватов 21, 22 предпочтительно выполнены в виде пневматического цилиндра с управлением от клапана с электромагнитным приводом. На нижней стороне промежуточного элемента (или на нижней стороне регулирующего элемента) может быть установлен направляющий штифт 23, центрирующий зажимную пластину 11 колодки 8 относительно промежуточного или регулирующего элемента соответственно. Направляющий штифт 23 может взаимодействовать с верхним центрирующим отверстием 2k в зажимной пластине 11. Как показано на фиг.4,5 и 7» зажимная пластина 11 имеет овальную форму. На обеих противоположных боковых поверхностях 25 и 26 зажимной пластины выполнены канавки 27 и 28, .взаимодействующие с удерживающими захватами 2?, 22 держателя колодки. Удерживающие захваты 21, 22 снабжены ребрами, которые могут взаимодействовать с канавками 27 и 28. Для обеспечения эффективного захРобот А (фиг.2 и 3) содержит корвата посредством захватывающих пальпус 13, на котором установлена подцев Й - 1 7 робота каждая боковая повижная рука - манипулятор 5. Манипу50 верхность 25, 26 зажимной пластины лятор совершает передачу колодок 8 снабжена по крайней мере двумя конис первой передаточной позиции на вточескими направляющими отверстиями рую передаточную позицию и наоборот. Подвижная рука - манипулятор 5 снаб29-32. Конусность этих отверстий жена двумя парами захватывающих пальнемного больше, чем конусность захвацев Й , 15 и 16, 17, каждая из кото- 55 тывающих выступов 18. Конвейерная рых может держать одну колодку. Захпластина 10 (фиг.9-11) содержит Uватывающие пальцы каждой пары могут образное направляющее основание 33. совершать взаимный регулируемый повоНа свободных (с одним незакрепленным 7 1512472 концом) боковых элементах U-образного направляющего основания установлены і направляющие 3 *, расположенные с некоторым между ними промежутком, в результате чего образован паз, ширина этого паза немного больше толцины зажимной пластины 11 каждой колодки 8 (на фиг.10 показан пунктирными ли'ниями зажимной пластины 11). Между каждой направляющей 34 и находящимся 10 под ней свободным боковым элементом 33 нижней части образован свободный направляющий паз для свободных запорных боковых элементов 35 U-образного запорного средства. Последние выпол- 15 нены с возможностью возвратно-поступательного движения параллельно нижней части 33 так, чтобы можно было • вводить запорные боковые элементы 35 в канавки 27 и 28 на каждой боковой 20 стороне зажимной пластины 11 (фиг.4, 6) для запирания запорных боковых элементов на конвейерной пластине 10, когда зажимная пластина 11 каждой колодки вставлена в паз между двумя 25 направляющими 34 посредством захватывающих пальцев 14-17 робота ^, продольной оси 39 манипулятора. Благодаря этому манипулятор 5 может легко осуществлять работу таким образом", что на первой передаточной позиции 6 будет держать колодку всегда следом вверх, а на второй передаточной позиции 7 - следом вниз. Переворачивание колодок осуществляют во время перемещения их в направлении к противоположной позиции путем поворота на 180 поперечной части 38 вокруг продольной оси 39. Первая передаточная позиция 6 снабжена движущими средствами 40 и 41 с пневматическим или гидравлическим приводом для перемещения Uобразного запорного средства вперед и назад. На фиг.9 U-образное запорное средство 35 показано в положении 42 отпирания пунктирными линиями, а движущее средство ^0 и 41 для обеспечения ясности удалено. Как показано на фиг.9, на нижней стороне конзейерной пластины 10 может быть предусмотрено несущее средство в виде поводка 43, взаимодействующего с цепью 44 конвейера при перемещении конвейерных пластин 10 в направлении к первой передаточной позиции 6 или 30 от нее. Как показано на фиг,12, первая передаточная позиция 6 может иметь две соседние рабочие зоны 36 и 37, обслуживаемые одновременно, когда конвейерные пластины имеются в обеих зонах и когда робот удаляет колодку с одной конвейерной пластины, например конвейерной пластины в зоне 3&, 35 и оставляет незанятой вторую конвейерную пластину, т.е. пластину в зоне 37. Переданную колодку устанавливают на держателе колодки на второй передаточной позиции 7, но непосредствен- 40 но перед этим снимают другую,пришедшую на позицию 7 на формовочном поворотном столе колодку, на которой заготовка верха уже снабжена подошвой. После возвращения робота на первую 45 передаточную позицию 6 эту колодку устанавливают на конвейерную пластину в зоне 37 для того, чтобы позволить этой конвейерной пластине продолжать движение на конвейере в направлении 50 стрелки Г. Манипулятор 5 робота может при этом захватывать другую колодку на конвейерной пластине, пришедшей в зону Зо. Согласно фиг.2 и 3 манипулятор 5 55 робота может содержать на наружном конце поперечную часть 38, установленную с возможностью поворота вокруг Двумя парами захватывающих пальцев 14 - 17 робота управляют таким образом, что при перемещении манипулятора 5 в направлении от первой передаточной позиции 6 второй передаточной позиции 7 первая пара захватывающих пальцев 14, 15 остается пустой, а вторая пара 16, 17 несет колодку. Однако при возвращении манипулятора от второй передаточной позиции 7 к первой передаточной позиции 6 управление обеспечивают таким образом, что первая пара захватывающих пальцев несет с второй передаточной позиции 7 колодку с затянутой заготовкой верха, снабженную подошвой, а вторая пара 16, 17 остается пустой. Таким образом, робот всегда насет колодку, независимо от того, перемещают ее с позиции 6 на позицию 7 или наоборот. В результате робот используется эффективно. Поворотный формовочный стол 1 и робот 4 имеют каждый свой блок программного управления (не показан), а управление бесконечным конвейером может быть объединено с управлением, ^ 1512*472 10 обеспечиваемым посредством Главной узла на второй передаточный узел и вычислительной машины. наоборот, держатели колодок, закрепСогласно фиг Л бесконечный конленные над отдельными местами для вейер hk может быть выполнен с возразмещения колодок на поворотном форможностью перемещения конвейерных мовочном столе и установленные с возпластин 10 с колодками 8 по замкнуможностью при нахождении на втором тому контуру, что позволяет снимать передаточном узле фиксации отдельных эти колодки с конвейерных пластин 10 колодок, а после поворота формовочнои передавать их на эти пластины тольго стола на 360 - расфиксации колодко на первой передаточной позиции Ь. 10 ки, при этом на бесконечном конвейере За первой передаточной позицией 6 размещены с возможностью перемещения в направлении движения бесконечного конвейерные пластины, несущие каждая конвейера ^h может быть размещен ряд колодку и средство для фиксации-распозиций, например позиция ^5 охлаждефиксГации колодок на первом передаточ15 ном узле для их совместного перемещения, позиция А6 снятия заусенцев с отформованных подошв и позиция U~J ния роботом, а колодка имеет на своей загрузки для снятия заготовок верха площадке зажимную пластину для вхожобуви,;снабженных подошвой, с колодения в захват робота и в пазы кондок и надевания на эти колодки новых вейерной пластины, и фиксатор колодки голенищ. 20 для ее фиксации на конвейере, о т л и ч а ю щ а я с я тем, что, с целью Как показано на фиг,10, в нижней повышения производительности за счет части 33 конвейерной пластины 10 мозначительного уменьшения такта повожет быть выполнено глухое фиксирующее ротного формовочного стола, держатель отверстие ^ 8 , а на бесконечном кон25 колодки состоит из закрепленных между вейере напротив первой передаточной собой регулирующего элемента, промепозиции 6 может быть выполнен регулижуточного элемента и подвижных удерруемый по высоте вертикальный фиксиживающих захватов, закрепленных на рующий выступ ^9 (показан на фиг.9 торце промежуточного элемента с обрапунктирными линиями), взаимодействую30 зованием внутренней полости с возможщий с глухим фиксирующим отверстием ностью его перемещения посредством 48. Благодаря этому каждая конвейерпневматического цилиндра с магнитным ная пластина может быть точно зафикклапаном, при этом в полости захватов сирована на первой передаточной позиукреплен направляющий штифт для центции. Эта фиксация важна, потому что рирования колодки относительно промероб'от запрограммирован на работу с 35 жуточного элемента, а в зажимной плаотносительно узкими допусками. Устастине на каждой стороне с двух протиновка конвейерных пластин 10 в тревоположных боковых поверхностей плобуемом положении на первой передаточщадки колодки выполнена выемка для ной позиции 6 может быть, хотя и не размещения в ней губок двух подвижных обязательно, осуществлена посредст40 удерживающих захватов, расположенные вом микропроцессоров. на ее поверхности ребра и два конических направляющих отверстия на кажФ о р м у л а и з о б р е т е н и я дой противоположной торцовой относительно колодки стороне площадки ко1. Линия для формования порошв на 45 лодки для захвата зажимной пластины голенища обуви, содержащая поворотный посредством зажимных губок манипуляформовочный стол с местами для разметора робота. щения колодок с фиксаторами, установленных на бесконечном конвейере, рас2. Линия по п,1, о т л и ч а ю положенном рядом со столом, имеющем 50 щ а я с я тем, что каждая из конвейсредства для фиксации и расфиксации ерных пластин содержит U-оЬразное на нем колодок, робот с манипулятонаправляющее основание и направляюром, размещенный между первым передащие элементы U-образного профиля, точным узлом на бесконечном конвейере расположенные на свободных фиксируюи вторым передаточным узлом на пово- 55 щих стенках U-образного направляющего ротном формовочном столе для перемеоснования на расстоянии один от друщения колодки с затянутым на нем гогого, большем толщины зажимной пласленищем обуви с первого передаточного тины каждой колодки, с образованием 1! 1512^72 12 перемещения конвейерных пластин в паза между направляющими элементами направлении к первому передзточному кочвейерчой.пластины и зажимных губок узлу, манипулятора робота. і 3. Линия по пп.1-2, о т л и ч а 5. Линия rto пп.1-4, о т л и ч а ю щ а я с я тем, что на первом перею щ а я с я тем, что на стороне кондаточном узле имеются приспособления вейерной пластины, обращенной к кондля перемещения U-образных направляю"' вейеру, выполнено глухое фиксирующее щих элементов возвратно-поступательно в горизонтальной плоскости посредст- 10 отверстие для размещения в нем вертикального фиксирующего выступа, ревом гидро- или пневмоцилиндра. гулируемого по высоте и закрепленного Ц, Пиния по п.З, о * т л и ч а ю на конвейере напротив первого передащ а я с я тем, что на стороне конточного узла для установки конвейервейерной пластины, обращенной к конвейеру, имеются несущие элементы 15 ных пластин на первом передаточном узле по программе с помощью микровыкдля взаимодействия с конвейером и лючателей. совместного возвратно-поступательного Г ТҐ V77777777777777777777777Z//77////////S Фиг.З 1512472 Фиг. 29 YL," КЛ ц 2k 25 ЗГ
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for moulding soles onto shoe legs
Назва патенту російськоюЛиния для формирования подошв на голенища обуви
МПК / Мітки
МПК: A43D 63/00
Мітки: формування, лінія, халяви, подошв, взуття
Код посилання
<a href="https://ua.patents.su/10-3610-liniya-dlya-formuvannya-podoshv-na-khalyavi-vzuttya.html" target="_blank" rel="follow" title="База патентів України">Лінія для формування подошв на халяви взуття</a>
Струмопровідне взуття
Номер патенту: 2645
Опубліковано: 26.12.1994
Автори: Жбанков Юрій Борисович, Круглова Ганна Іванівна, Панасюк Віталій Петрович, Лесик Сергій Петрович
МПК: A43B 7/00
Мітки: струмопровідне, взуття
Формула / Реферат:
1. Токопроводящая обувь, содержащая верх и подошву с вмонтированным в нее электропроводящим элементом, отличающаяся тем, что электропроводящий элемент выполнен в виде пластины, по периметру которой установлен электропроводник, а в голеночно-пяточной части пластины жестко закреплена трубка для соединения с одеждой посредством электроконтактных разъемов.2. Токопроводящая обувь по п.1, отличающаяся тем, что пластина исполнена с отгибами в...
Лінія для складання і зварювання виробів коробчастого перерізу
Номер патенту: 126
Опубліковано: 30.04.1993
Автори: Перцевий Михайло Миколайович, Кукарін Віктор Григорович
МПК: B23K 11/10, B23K 37/04
Мітки: лінія, виробів, перерізу, складання, коробчастого, зварювання
Формула / Реферат:
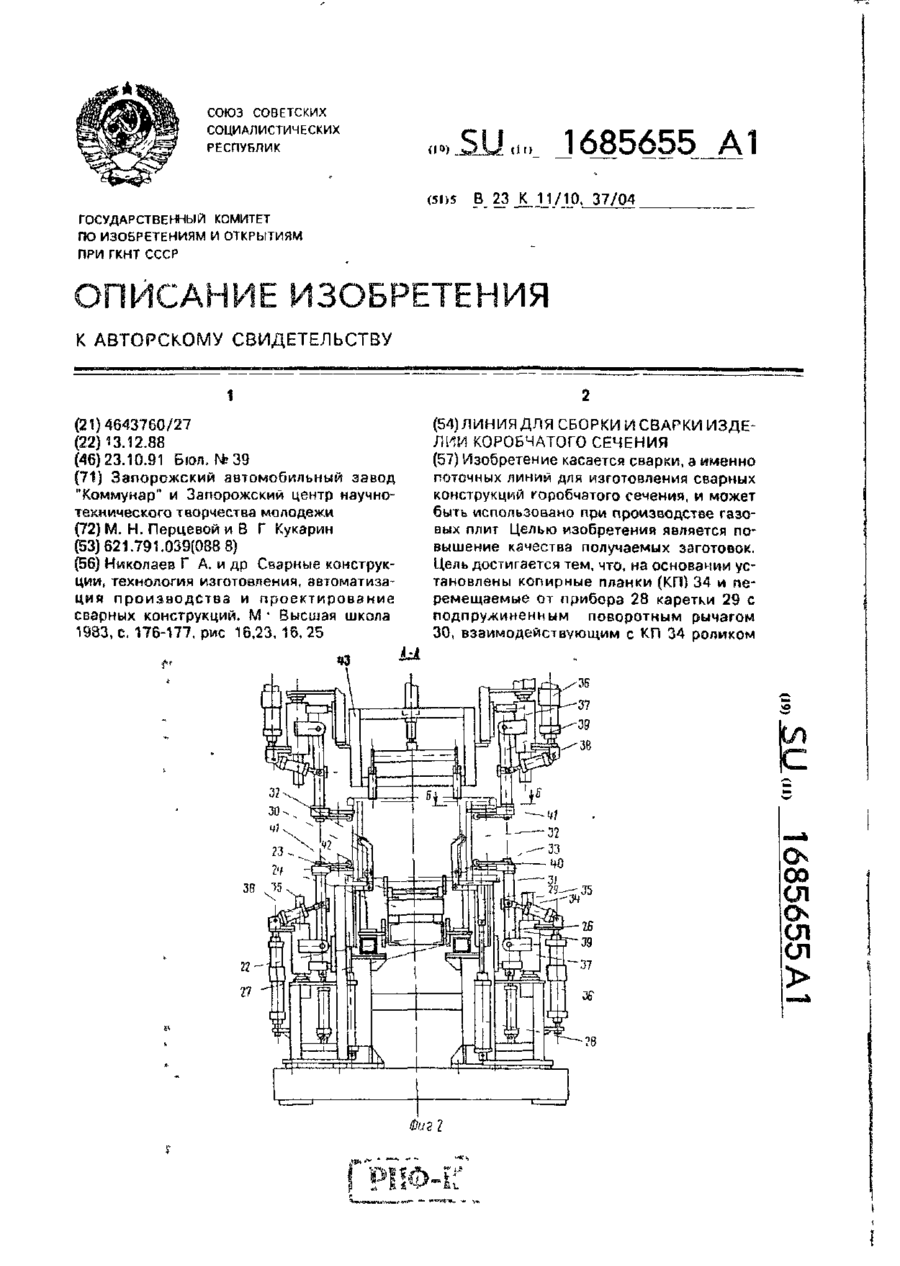
Формула изобретенияЛиния для сборки и сварки изделий коробчатого сечения, содержащая смонтированные на основании по ходу технологического процесса и связанные между собой штамповым конвейером позиции сборки и позиции сварки, оснащенные подъемными поворотными рычагами со сварочными клещами, отличающаяся тем, что, с целью повышения качества путем обеспечения предварительного зазора между отбортовками свариваемых изделий, позиции сварки...
Пристрій для формування залишків по модулю
Номер патенту: 614
Опубліковано: 15.12.1993
Автор: Черкаський Микола Вячеславович
МПК: G06F 7/60, G06F 11/00
Мітки: модулю, пристрій, залишків, формування
Формула / Реферат:
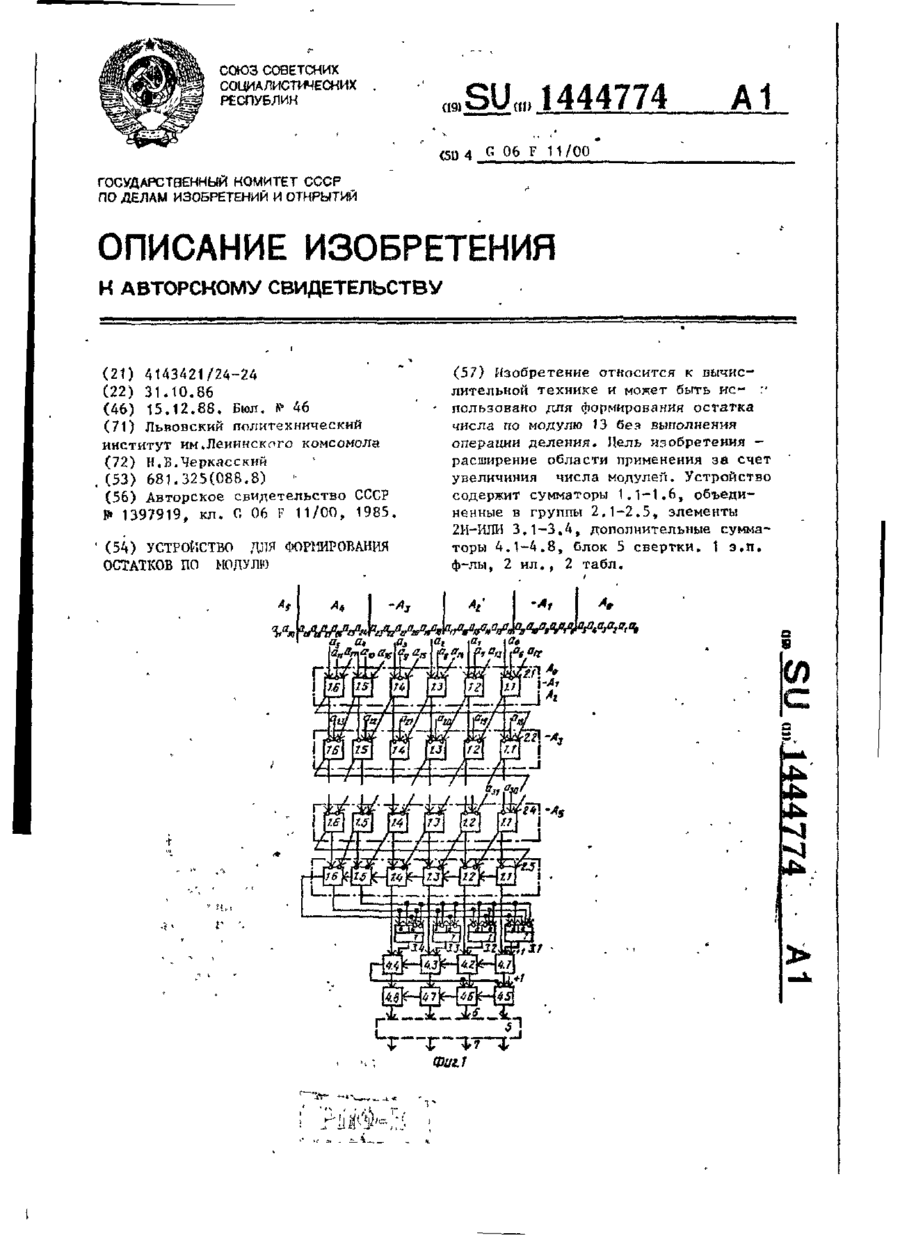
Формула изобретения1. Устройство для формирования остатков по модулю, содержащее 1-1 группу сумматоров (1 = n/q, n - разрядность числа, q - число сумматоров в группе) и блок свертки, выходы которого являются выходами устройства, прямые входы первого слагаемого и входы переноса сумматоров первой группы являются первой, второй и третьей группами информационного входов устройства, прямые входы первого слагаемого сумматоров (і-й группы. (і...
Лінія зварювання кузовів транспортних засобів різних типів
Номер патенту: 3626
Опубліковано: 27.12.1994
Автори: П'єро Боссотто, Маріо Брандіно
МПК: B23K 37/04
Мітки: кузовів, лінія, транспортних, типів, різних, засобів, зварювання
Формула / Реферат:
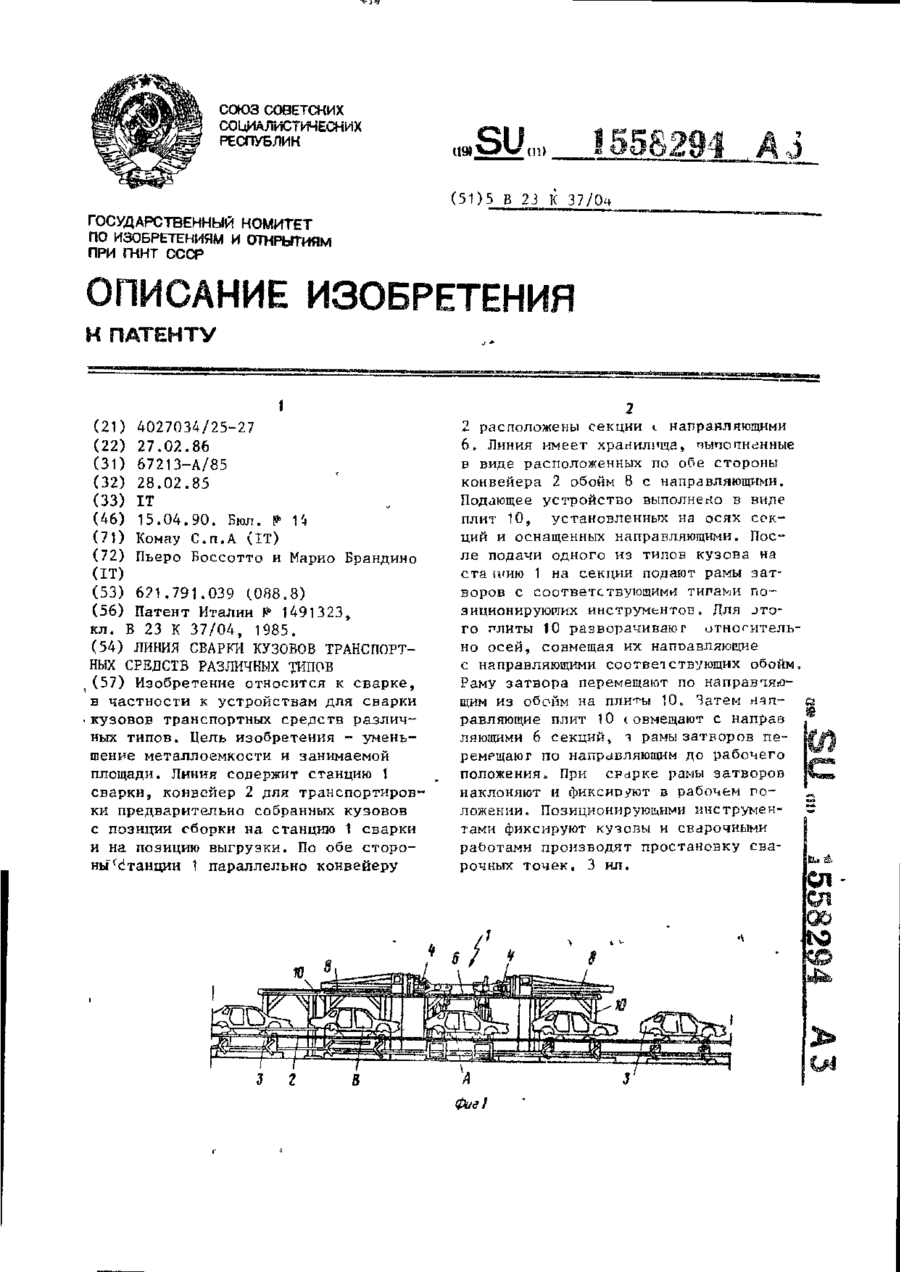
Линия сварки кузовов транспортных средств различных типов, состоящих из прессованных листовых металлических элементов, содержащая станцию сварки, набор программируемых сварочных роботов, конвейер для транспортировки предварительно собранных кузовов с позиции сборки на станцию сварки и на позицию выгрузки, расположенные параллельно оси конвейера по обе стороны станции сварки секции с направляющими для перемещения боковых затворов,...
Потокова лінія для збирання та зварювання пакетів для вироблення двошарових листів
Номер патенту: 2798
Опубліковано: 26.12.1994
Автори: Васильчишин Ярослав Гаврилович, Скороход Микола Михайлович, Сумський Євген Ілліч, Бородін Леонід Олександрович, Рибінов Володимир Артемійович, Димитров Назарей Вікторович, Роганський Іван Юхимович
МПК: B23K 20/04
Мітки: потокова, лінія, пакетів, двошарових, збирання, вироблення, зварювання, листів
Формула / Реферат:
Поточная линия при сборке и сварке пакетов для производства двухслойных листов, содержащая установленные по ходу технологического процесса и соединенные между собой транспортными средствами устройство для сборки пакетов и сварочные установки, отличающаяся тем, что она снабжена дополнительными (2...8) сварочными установками, каждая из которых выполнена в виде размещенного на уровне пола с возможностью вращения в двух плоскостях стола с...
Попередній патент: Привід прокатного стану
Наступний патент: Нафтодобуваюча установка підводної станції
Випадковий патент: Радіаційнозахисний будівельний матеріал